Effects of activating flux on CO2 laser welding process of 6013 Al alloy
来源期刊:中国有色金属学报(英文版)2012年第1期
论文作者:秦国梁 王国刚 邹增大
文章页码:23 - 29
关键词:激光焊;铝合金;活性剂;焊缝表面成形;气孔
Key words:laser welding; aluminum alloy; activating flux; weld appearance; gas pore
摘 要:为了提高铝合金对激光的吸收率,改善焊缝表面成形,对1.8 mm 厚的6013铝合金板进行活性剂CO2激光焊接。活性剂主要采用的是对激光具有较高吸收率的氧化物和氟化物,将其焊前预涂覆于铝合金板上,然后施焊。结果表明:活性剂在提高CO2激光吸收率,增加母材金属熔化量方面具有明显的效果;氧化物活性剂对促进激光能量吸收的效果要强于氟化物,但氧化物形成熔渣的脱渣性较氟化物熔渣的差;在氧化物活性焊接过程中,气孔敏感性比较大,而氟化物活性剂在焊接过程中很少出现气孔。
Abstract:
In order to increase the absorption of laser energy and improve the weld appearance in laser welding of Al alloy, 1.8 mm- 6013 Al alloy plate was welded by activating flux CO2 laser welding. Activating flux includes oxide and fluoride, which was coated on the workpiece surface before welding. The experimental results show that the activating flux can effectively improve the absorption of CO2 laser energy and increase the amount of the molten base metal. The improvement on the absorption of laser energy by oxide activating flux is greater than that by fluoride activating flux or two-component activating flux, but the slag detachability made from both the single activating flux and two-activating flux is poor. The gas pore sensitivity with oxide activating flux is much higher than that with fluoride activating flux in CO2 laser welding of 6013 Al alloy.

![]()
Trans. Nonferrous Met. Soc. China 22(2012) 23-29
QIN Guo-liang1, 2, WANG Guo-gang2, ZOU Zeng-da2
1. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China;
2. School of Materials Science and Technology, Shandong University, Ji’nan 250061, China
Received 16 May 2011; accepted 27 October 2011
Abstract: In order to increase the absorption of laser energy and improve the weld appearance in laser welding of Al alloy, 1.8 mm- 6013 Al alloy plate was welded by activating flux CO2 laser welding. Activating flux includes oxide and fluoride, which was coated on the workpiece surface before welding. The experimental results show that the activating flux can effectively improve the absorption of CO2 laser energy and increase the amount of the molten base metal. The improvement on the absorption of laser energy by oxide activating flux is greater than that by fluoride activating flux or two-component activating flux, but the slag detachability made from both the single activating flux and two-activating flux is poor. The gas pore sensitivity with oxide activating flux is much higher than that with fluoride activating flux in CO2 laser welding of 6013 Al alloy.
Key words: laser welding; aluminum alloy; activating flux; weld appearance; gas pore
1 Introduction
Laser welding has many advantages to be very suitable for welding of Al alloy, such as high energy density, high welding speed and efficiency, and narrow welding heat affected zone. But there are some problems in laser welding of Al alloy. For example, high reflection and poor weld appearance make the laser welding of Al alloy be limited in application.
A lot of studies on the high reflection of laser beam by Al alloy were carried out by experiments. The studies showed that the proper processing of the top surface before welding can increase the absorption of laser energy by Al alloy, such as sand blast, rubbing with sandpaper, chemical etching, graphite coating and oxidation in atmosphere [1]. In addition, butt welding of thick plate with the sharp V-groove can absorb more laser energy than that without groove. In laser welding process, the formation of keyhole and laser induced plasma can promote the coupling between laser energy and Al alloy. But all these measures were studied to promote the absorption of laser energy and increase the weld penetration, the poor weld appearance is still not improved.
The activating flux welding technology was initially developed to increase weld penetration of TIG welding, and the effect and mechanism of the activating flux in TIG welding were systematically studied [2-7]. Activating flux can change the surface condition of workpiece and the flow state in the molten pool [5-7], which offers an idea to solve the problems in laser welding of Al alloy. At present, the activating flux has been studied to increase the weld penetration for laser welding and light beam welding of steel, stainless steel, Mg alloy and Ti alloy [8-13]. The effects of activating flux on plasma in welding of stainless steel were studied [14]. The study also indicated that activating flux laser welding can improve the mechanical properties of duplex steel [15]. But both the problems in laser welding of stainless steel and Ti alloy and their metallurgical characteristics are different from those in Al alloy. Activating fluxes for stainless steel and Ti alloy are not suitable for Al alloy.
For laser welding of Al alloy, the proper activating flux must be developed to not only increase the absorption of laser energy by Al alloy, but also improve the weld appearance. In order to develop the proper activating flux for laser welding of Al alloy, effects of activating flux on welding process were studied.
2 Experimental
The laser device was a high power transverse current CO2 laser oscillator with rated power of 5 kW, and outputs laser beam with 10.64 μm in wavelength. In experiments, laser spot on the top surface of workpiece was 4 mm in diameter, laser power was 1.6-3.6 kW, welding speed was 0.2-0.5 m/min, and shielding gas flux of Ar gas was 15-25 L/min.
The material used in experiments was 6013 high strength Al alloy with 300 mm×100 mm×1.8 mm in dimension. The activating flux was composed of the inorganic compounds of fluoride and oxide. Fluoride included LiF, CaF, NaF, Na3AlF6 and KCl, and oxide included TiO2 and Ni2O3. Based on these compounds, the effects of the single component activating flux and the two-component activating flux on welding process were studied by experiments.
Before welding, sandpaper was used to remove the oxide film on the top surface of Al alloy plate, and acetone was used to wipe off oil stain and sand particles. The top surface of Al alloy plate was evenly daubed with activating flux, and the activating flux layer was 0.1 mm in thickness.
3 Results and discussion
3.1 Effect of activating flux on welding process
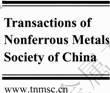
6013 Al alloy has high reflection on laser beam. At the welding speed of 0.3 m/min and laser power of 3.5 kW, 1.8 mm-6013 Al alloy plate cannot be absolutely molten by CO2 laser beam without activating flux. In welding process, there is little fume, and most of laser energy is reflected by the top surface of Al alloy plate and forms an ablated point at the nozzle, as shown in Fig. 1(a). Figure 1(b) shows that there is no molten trace in 1.8 mm-6013 Al alloy plate scanned by laser beam, which verifies that most of laser energy is lost because of the high reflection by Al alloy.
At the same welding speed and laser spot, CO2 laser welding of 1.8 mm-Al alloy plate was carried out with different activating fluxes at the laser power of 3 kW. In the welding process, there was the heavy laser induced plasma shown in Fig. 2. The formation of laser induced plasma can greatly improve the coupling between laser energy and the base metal of Al alloy. At these welding parameters, 1.8 mm-6013 Al alloy can be welded with activating flux, and some weld has serious subsidence for some activating flux. All the experiments of activating flux laser welding in this work were carried out with the same welding parameters as those in Fig. 2.
So, the activating flux can improve the absorption of laser energy by Al alloy because of the formation of laser induced plasma, which is indicated by the comparison of CO2 laser welding of 6013 Al alloy with activating flux and without activating flux. In addition, the activating flux on the top surface of Al alloy plate can change the surface state of Al alloy, which can reduce the reflection of laser energy and improve the absorption of laser energy.
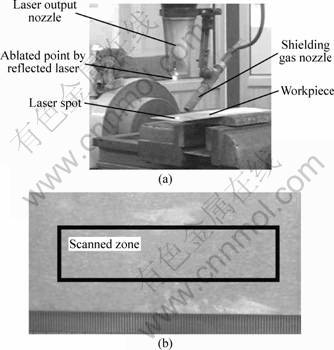
Fig. 1 CO2 laser welding of 1.8 mm-6013 Al alloy thin plate without activating flux (laser spot: d=4 mm; laser power: P=3.5 kW; welding speed: v=0.3 m/min): (a) Welding process; (b) Scanned zone
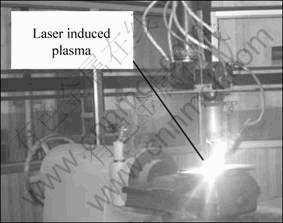
Fig. 2 Activating flux CO2 laser welding of Al alloy(laser spot: d=4 mm; laser power: P=3.0 kW; welding speed: v=0.3 m/min)
3.2 Effect of activating flux on weld shape
Weld shape can be described by weld appearance, weld width and weld penetration. Various activating fluxes have different effects on the improvement of laser absorption, which can be indicated by weld shape. With different activating fluxes, the improvement of laser absorption can be indicated by comparing the weld penetration for partial penetration weld, and by comparing weld width for full penetration weld. For activating flux CO2 laser welding of 1.8 mm-6013 Al alloy in this study, most of weld is fully penetrated. So, the weld shape is described by weld appearance and weld width, and the effect of activating flux on the absorption of laser energy can be indicated by comparing the width with different activating fluxes.
3.2.1 Weld appearance
Figure 3 shows the influence of the single component activating flux on weld appearance of 6013 Al alloy, which indicates that 6013 alloy weld is formed with the activating flux except for CaF2. Compared with CO2 laser welding of 6013 Al alloy without activating flux, the single component activating flux can increase the absorption of laser energy and the quantity of the molten metal except for CaF2.
But the weld appearance is not improved because of the poor slag detachability except for LiF. With LiF, the uniform weld with good appearance can be obtained without adhesion of slag made from LiF, as shown in Fig. 3(d). The slags, made respectively from Na3AlF6, Ni2O3 and TiO2, are difficult to fall automatically off, as shown in Figs. 3(a), (b), and (f), respectively. The welds with TiO2, NaF and Ni2O3 are seriously sunken, as shown in Figs. 3(b), (e), and (f). CaF2 has few improvements on laser welding of 6013 Al alloy, and the Al alloy cannot melt with CaF2 at the same welding parameters with the other single component activating fluxes, as indicated by Fig. 3(c).
Figure 3 indicates that both fluoride and oxide greatly improve the absorption of laser energy in CO2 laser welding of 6013 Al alloy, but the slag made from the oxide activating flux is more difficult to be removed than that made from the fluoride activating flux.
Two-component activating flux was obtained by mixing two components. At the same welding parameters as CO2, laser welding of 6013 Al alloy was carried out with the single component activating flux, and with two-component activating flux, and the weld appearances are shown in Fig. 4. Compared with the single component activating flux, two-component activating flux can also form the weld, which indicates that the two-component activating flux can also greatly improve the absorption of CO2 laser energy by Al alloy. To be the same as some single activating flux, the slag made from two-component activating flux cannot automatically fall off from the weld, which leads to the poor weld appearance.
Al element is an active element, which easily acts with inorganic compounds to probably form some compounds. But the formation of compounds needs to be verified by experiments. So, the slag detachability is an important factor in developing the activating flux for the laser welding of Al alloy besides weld penetration and weld appearance.
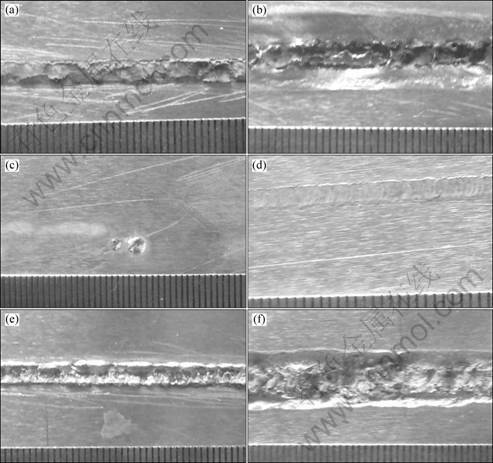
Fig. 3 Influence of single component of activating flux on 6013 Al alloy weld appearance: (a) Na3AlF6; (b) TiO2; (c) CaF2; (d) LiF; (e) NaF; (f) Ni2O3
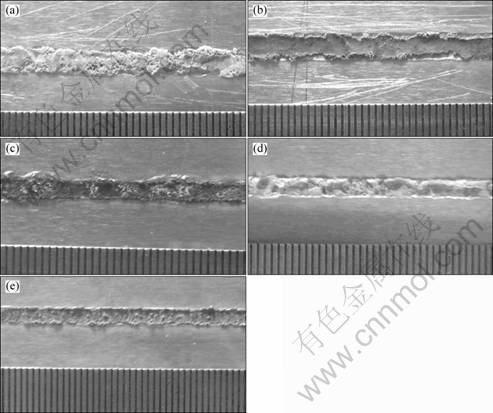
Fig. 4 Influence of two-component activating flux on 6013 Al alloy weld appearance: (a) LiF+NaF; (b) Na3AlF6+LiF; (c) Na3AlF6+ NaF; (d) Na3AlF6+Ni2O3; (e) NaF+Ni2O3
The comparison of weld appearance in Fig. 3 and Fig. 4 indicates that the slags made from both two- component activating flux and single component activating flux are difficultly broken off from the weld, while the width with two-component activating flux is obviously smaller than that with single component activating flux of oxide.
3.2.2 Weld width
Because 6013 Al alloy plate is 1.8 mm in thickness, it is thin enough to be fully penetrated with different activating fluxes at the same welding parameters except for LiF and Na3AlF6+NaF. So, the effect of activating flux on the absorption of laser energy is indicated by comparing the weld width among different activating fluxes. Figure 5 shows the compared result of weld width.
Figure 5 shows that the weld with activating flux of TiO2 is the widest, which indicates that the improvement on laser absorption by TiO2 is the greatest. The others are Ni2O3, KCl+Ni2O3, Ni2O3+ LiF, Na3AlF6+LiF, NaF+LiF in turn. With LiF, not only is 1.8 mm-6013 Al alloy not fully penetrated, but also the weld width is the smallest. The comparison also indicates that the absorption of laser energy by the oxide is more than that by fluoride.
Figure 5 also indicates that the width with two- component activating flux is obviously smaller than that with single component activating flux of oxide.
The experiments results indicate that the 1.8 mm- 6013 Al alloy can be fully penetrated with the activating flux except for LiF and Na3AlF6 +NaF at laser spot of 4 mm, laser power of 3.0 kW, and welding speed of 0.3 m/min. While without activating flux, there is not the molten metal after laser scanning at laser power of 3.5 kW and the same welding speed and laser spot size. The comparison of weld between with activating flux and without activating flux indicates that the activating flux can greatly increase the absorption of laser energy by Al alloy. Generally, the absorption of laser energy by the oxide is more than that by fluoride, which is indicated by comparing the weld width for full penetration weld. But the activating flux brings a new problem of weld appearance. The activating flux will form the slag after laser scanning, while the poor slag detachability leads to the poor weld appearance. So, not only weld penetration and weld appearance but also the slag detachability are the important factors in developing activating flux for laser welding of Al alloy.
In TIG welding, the activating flux can change the arc shape and the flow state of the molten pool, which can improve the formation of the weld [2, 4]. But the mechanism of activating flux to improve the absorption of laser energy in laser welding of Al alloy needs to be further studied. In addition, the reason of the poor slag detachability also needs to be explored.
3.3 Microstructure of 6013 Al alloy joint
The base metal of 6013 Al alloy used in experiments was treated by natural ageing after solution treatment. So, the joint will show different microstructures in weld and heat affected zone(HAZ) because of the effect of thermal cycle. Because gas pores appear in welded joint with some activating fluxes, the microstructure of the joint without gas pores were analyzed. Table 1 shows the microstructures of 6013 Al alloy joint of CO2 laser welding with different activating fluxes.
The different activating fluxes have the different abilities to absorb the laser energy, which can lead to the difference in welding heat input. But the difference in welding heat input has few influences on the microstructures of the joint for activating flux laser welding of Al alloy.
Using NaF as the activating flux, the weld metal is uniform and fine network eutectic structure of α(Al)+α+Mg2Si, while HAZ is the coarse columnar grain structure, and there are some reinforced phases precipitated along the dendrite boundary. To be the same as NaF, the welded joint of 6013 Al alloy is fine network eutectic structure and the HAZ is the coarse columnar structure when Na3AlF6, Na3AlF6+LiF and LiF+NaF were used as activating flux, respectively.
3.4 Gas pores
6013 Al alloy has low sensitivity to gas pores for laser welding. There is no gas pores in welded joint of high power fiber laser welding. There also are no gas pores in 6013 Al alloy of CO2 laser welding when NaF, Na3AlF6, Na3AlF6+LiF and LiF+ NaF were used as the activating flux, respectively. But a lot of gas pores appear in weld when Ni2O3, TiO2, Ni2O3+LiF and NaF+Na3AlF6 were used as the activating flux, respectively, as shown in Fig. 6.

Fig. 5 Comparison of 6013 Al alloy weld width of CO2 laser welding with different activating fluxes
Table 1 Comparison of microstructure in weld and HAZ of laser welding between with activating flux and without activating flux
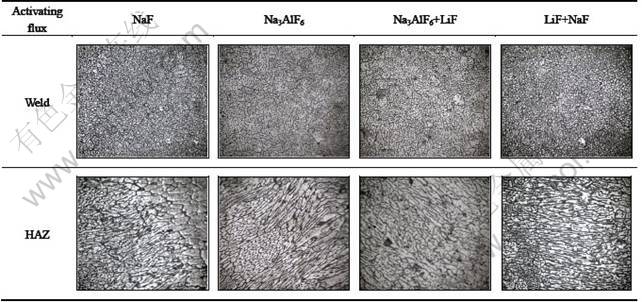
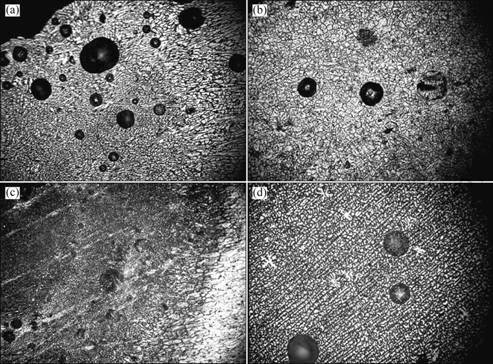
Fig. 6 Gas pores in 6013 Al alloy weld for activating flux CO2 laser welding: (a) Ni2O3; (b) TiO2; (c) NaF+Na3AlF6; (d) Ni2O3+LiF
The analyses on the experimental results can be thought that the formation of gas pores is related with the activating flux. The comparison of Table 1 and Fig. 6 shows that it is easier to form the gas pores during CO2 laser welding with oxide activating flux than that with fluoride activating flux. So, the type of activating flux component has great influence on the formation of gas pores.
Generally, the formation of gas pores in laser welding can be classified into two types. One is that the sharp decrease of gas solution in liquid metal leads to the formation of gas pores because the saturated gas cannot escape from the liquid metal in cooling process. The other is that the instability of keyhole in laser deep penetration welding process can also result in the formation of the gas pores because of the instantaneous closure of the keyhole. The later mainly happens in laser welding of thick plate. But the 6013 alloy used in experiments only is 1.8 mm in thickness, while laser spot irradiated on the top surface of the workpiece is 4 mm in diameter. Because the radial diameter of keyhole is much larger than its depth, the keyhole will be not instantaneously closed if the keyhole forms. The formation of gas pores during activating flux CO2 laser welding depends on the activating flux, and needs to be further studied.
4 Conclusions
1) 1.8 mm-6013 Al alloy plate was welded by CO2 laser welding with activating flux. The activating flux has a great effect on the increase of the absorption of laser energy and the quantity of the molten metal because of the formation of laser induced plasma and the reduction of reflection. At the same welding parameters, 1.8 mm-Al alloy plate will not be molten without the activating flux, while it can be fully penetrated with the activating flux except for LiF and Na3AlF6+NaF.
2) For the full penetration weld, the effect of different activating fluxes on the absorption of laser energy can be indicated by comparing the weld width. The width with two-component activating flux is obviously smaller than that with single component activating flux of oxide. The results indicate that the absorption of laser energy by the oxide activating flux is more than that by fluoride activating flux.
3) The slags made from both two-component activating flux and single component activating flux difficultly fall off from the weld and make the weld appearance bad.
4) The weld with activating flux is fine network eutectic grain structure, and the coarse columnar grain structure appears in the heat affected zone of the joint.
5) The type of activating flux components has great influence on the formation of gas pores during activating flux CO2 laser welding of Al alloy. It is easier to form the gas pores during CO2 laser welding of Al alloy with oxide activating flux than that with fluoride activating flux.
6) The slag detachability and the sensitivity to gas pores in activating flux laser welding of Al alloy need to be further studied. Not only weld penetration and weld appearance but also the slag detachability are the important factors in developing the activating flux for laser welding of Al alloy.
References
[1] WANG Cheng-wei, QU Shi-yao, WANG Xin-hong, SUN Jun-hua. Research status of laser welding of Al alloy and its developing trends [J]. Machinist Metal Forming, 2008(8): 38-40. (in Chinese)
[2] HOWSE D S, LUCAS W. Investigation into arc constriction by active fluxes for tungsten inert gas welding [J]. Science and Technology of Welding and Joining, 2000, 5(3): 189-193.
[3] LIU Feng-yao, YANG Chun-li, LIN San-bao, WU Lin, SU Sheng. Effect of weld microstructure on weld properties in A-TIG welding of titanium alloy [J]. Transactions of Nonferrous Metals Society of China, 2003, 13(4): 876-880.
[4] SUN Z, PAN D. Welding of titanium alloys with activating flux [J]. Science and Technology of Welding & Joining. 2004, 9(4): 337-344.
[5] KAZAKOV Y V, KORYAGIN K B. The efficiency of activating fluxes in manual argon-arc welding [J]. Welding International, 2002, 16(11): 886-889.
[6] PASKELL T, LUNDIN C. GTAW flux increase weld joint penetration [J]. Welding Journal, 1997, 76(4): 57-62.
[7] LIU Feng-yao, YANG Chun-li, LIN San-bao, WU Lin, ZHANG Qing-tao. Spectral distribution characteristics of A-TIG welding arc [J]. Acta Metallurgica Sinica, 2003, 39(8): 875-878. (in Chinese)
[8] KUO M, SUN Z, PAN D. Laser welding with activating flux [J]. Science and Technology of Welding & Joining, 2001, 6(1): 17-22.
[9] FAN Ding, ZHANG Rui-hua, NAKATA K, TANAKA M, USHIO M. YAG laser welding with surface activating flux [J]. China Welding, 2003, 12(2): 83-86.
[10] CHEN Li, GONG Shui-li, DUAN Ai-qin. Study on the activating flux laser welding of titanium alloy [C]//Proceedings of the 28th International Congress on Applications of Lasers and Electro-Optics (ICALEO 2009). Orlando FL: Laser Institute of America, 2009, 102: 198-202.
[11] SUN Hao, ZHANG Zhao-dong, LIU Li-ming. Low power laser welding of magnesium alloy with activating flux [J]. Transactions of the China Welding Institution, 2007, 28(4): 49-52. (in Chinese)
[12] SHAN Ji-guo, ZHANG Tao, REN Jia-lie. Influence of oxide activating fluxes on weld penetration in light beam welding [J]. Transactions of the China Welding Institution, 2008, 29(2): 8-12. (in Chinese)
[13] PARSHIN S G, PARSHIN S S, BURKNER G, SEMMLER W, KUSCH M, HENIG T, KHUN S. Effect of ultrafine particles of activating fluxes on the laser welding process [J]. Welding International, 2011, 25(7): 3-7.
[14] KLIMPEL A., LISIECKI A, SZCZYRBA M. Diode-laser welding of duplex steels using an activating flux [J]. Welding International, 2003, 17(9): 684-692.
[15] LIU Jin-he, MA Li-cai, ZHANG Fu-sheng, LEI Dang-gang. Effect of activating flux on plasma during CO2 laser welding [C]//Proceedings of SPIE―The International Society for Optical Engineering, Lasers in Material Processing and Manufacturing II. Beijing: The International Society for Optical Engineering, 2005, 5629: 202-208.
秦国梁1, 2,王国刚2,邹增大2
1. 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;
2. 山东大学 材料科学与工程学院,济南 250061
摘 要:为了提高铝合金对激光的吸收率,改善焊缝表面成形,对1.8 mm 厚的6013铝合金板进行活性剂CO2激光焊接。活性剂主要采用的是对激光具有较高吸收率的氧化物和氟化物,将其焊前预涂覆于铝合金板上,然后施焊。结果表明:活性剂在提高CO2激光吸收率,增加母材金属熔化量方面具有明显的效果;氧化物活性剂对促进激光能量吸收的效果要强于氟化物,但氧化物形成熔渣的脱渣性较氟化物熔渣的差;在氧化物活性焊接过程中,气孔敏感性比较大,而氟化物活性剂在焊接过程中很少出现气孔。
关键词:激光焊;铝合金;活性剂;焊缝表面成形;气孔
(Edited by YANG Hua)
Foundation item: Project supported by State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, China
Corresponding author: QIN Guo-liang; Tel: +86-13505400905; E-mail: glqin@sdu.edu.cn
DOI: 10.1016/S1003-6326(11)61134-5

