网络首发时间: 2016-09-22 14:10
稀有金属 2017,41(12),1386-1390 DOI:10.13373/j.cnki.cjrm.xy16070039
球墨铸铁表面激光熔覆钴基合金涂层的组织与性能
童文辉 赵子龙 王杰 国旭明 段新华 刘豫
沈阳航空航天大学材料科学与工程学院
沈阳大陆激光成套设备有限公司
摘 要:
为了研究球墨铸铁QT600-3表面激光熔覆钴基合金的组织和性能, 本试验采用预置送粉法, 利用6 kW CO2激光器将粒度为46106μm的CoCrW合金粉末激光熔覆到QT600-3基材表面, 激光熔覆工艺参数为:激光功率P=3.0 kW、扫描速度V=350 mm・min-1、光斑直径2 mm、搭接率1.5, 三道次熔覆, 熔覆层厚度约为3 mm, 在熔覆过程中采用热量补偿方法对试样温度场进行调控。通过Olympus金相显微镜 (OM) 、Zeiss-Sigma扫描电镜 (SEM) 、X'Pert MPD Pro型X射线衍射仪 (XRD) 、MHV2000数显显微硬度计, 分析了熔覆层横截面的显微组织、物相及硬度的变化规律。结果表明:熔覆层表面成形良好, 无裂纹、气孔等缺陷;熔覆层分为熔化区、结合区和热影响区, 熔覆层与基体冶金结合良好, 主要由γ-Co (面心立方) 过饱和固溶体以及碳化物CoCx, Cr7C3等组成;熔化区由表层的树枝晶和内部的胞状晶组成, 在热影响区发生了组织转变, 形成了马氏体并且球状石墨部分溶解, 直径变小。熔覆层硬度随着与球墨铸铁基体表面距离增加, 呈现先快速增大, 后平缓增加, 最后在表层区域又快速增大, 熔覆层的最高硬度达到HV0.21077, 较球墨铸铁基体的硬度提高了4倍以上。
关键词:
球墨铸铁;激光熔覆;钴基合金;显微组织;硬度;
中图分类号: TG174.4
作者简介:童文辉 (1971-) , 男, 辽宁人, 满族, 博士, 副教授, 研究方向:凝固控制及其数值模拟、高性能镁合金及制备、激光熔覆与高性能涂层制备;电话:024-89728968;E-mail:tongwhcn@126.com;
收稿日期:2016-07-25
基金:辽宁省教育厅科学研究项目 (L201705);沈阳市产业发展应用基础研究计划项目 (17-231-1-25) 资助;
Microstructure and Property of Laser Cladding Cobalt Based Alloy Coatings on Ductile Cast Iron
Tong Wenhui Zhao Zilong Wang Jie Guo Xuming Duan Xinhua Liu Yu
Shenyang Aerospace University School of Materials Science and Engineering
Shenyang Dalu Laser Complete Equipment Co., Ltd
Abstract:
In order to study the microstructure and property of cobalt based alloy layer cladding on the surface of ductile cast iron QT600-3 by laser, laser cladding of Co Cr W alloy powder with the particle size of 46 ~ 106 μm on the surface of QT600-3 was performed by 6 kW CO2 laser.Laser cladding process parameters were: laser power P = 3.0 kW, scanning speed V = 350 mm・min-1, laser spot diameter 2 mm, lap ratio 1.5, three pass cladding, for which the thickness of cladding layer was about 3 mm.The temperature distribution of the cast iron sample was adjusted and controlled by the heat compensation during laser cladding processing.The microstructure, composition, phases and hardness on the cross section of the cladding layer were investigated by Olympus metallurgical microscope (OM) , Zeiss-Sigma scanning electron microscope (SEM) , X'Pert MPD Pro X-ray diffraction (XRD) and MHV2000 digital micro hardness tester and the hardness changing was analyzed.The results showed that, the surface quality of the cladding layer was fine without crack, porosity and other defects; the cladding layer could be pided into melting zone, combined zone and heat affected zone, and it was integrated metallurgically with the ductile cast iron matrix, which was mainly composed of γ-Co (face centered cubic) solid solution and carbide of CoCx, Cr7C3, etc.The melting zone consisted of a surface layer of dendritic crystals and an internal layer of cellular crystals, and the transformation to the plate martensite occurred in the heat affected zone, where the globular graphite partially dissolved to the smaller graphite.The hardness of the cross section of the cladding layer increased rapidly and then increased gently with the increase of the distance from the surface of the graphite cast iron matrix, finally in the surface area rapidly increased.The maximum hardness of the cladding layer was HV0.21077, which was up to 4 times higher than that of the substrate of ductile cast iron.
Keyword:
ductile cast iron; laser cladding; cobalt based alloy; microstructure; hardness;
Received: 2016-07-25
球墨铸铁具有高强度、韧性和塑性, 同时还具有耐磨、减震、易切削、对缺口不敏感等特性[1], 因此在工业中得到了广泛应用, 可代替碳钢和合金钢制造一些受力复杂, 强度、韧性和耐磨性要求高的零件, 如曲轴、缸套、轧辊、曳引轮等[2], 但球墨铸铁在苛刻的使用环境中, 经常因表面经受磨损而导致失效, 为提高球墨铸铁表面耐磨性人们通常采用渗氮、渗硼等[3,4]工艺, 然而这些工艺存在处理周期长, 表面硬化层薄等问题。采用激光熔覆[5]方法制备的涂层具有组织细小致密、与基材冶金结合强度高、基材热影响区热变形小等优点, 在关键零部件表面强化与修复领域具有广阔的应用前景。
国内外已开展了球墨铸铁表面激光熔覆自熔性合金粉末制备高性能涂层的研究[6,7,8,9], 但球墨铸铁表面激光熔覆钴基合金粉末尚鲜有报道。钴基合金具有良好的耐高温、耐磨耐蚀性能, 良好的热稳定性及熔化时较好的润湿性等[10,11,12,13]。目前, 已有人在钛合金和工具钢表面激光熔覆钴基合金粉末制备高性能涂层, 获得了很好的效果, 如大连理工大学Liu等[14]在钛合金表面激光熔覆钴基合金涂层, 使熔覆层的最高硬度达到HV 1000以上, 约为基体硬度的3倍, 磨损率约为基体的1/12。上海交通大学李铸国[15]研究了2Cr12Mo V表面激光熔覆Stellite6涂层的组织及性能, 其熔覆层硬度为HV 560, 约为基材硬度的2倍, 覆层磨损量为基材的1/3。
本文将探索采用激光熔覆方法在球墨铸铁表面熔覆钴基合金粉末, 期望提高球墨铸铁表面性能, 并分析熔覆层组织变化及对性能的影响。
1 实验
本实验的基体材料为球墨铸铁QT600-3, 试样尺寸为Φ140 mm×15 mm;激光熔覆材料为钴基合金粉末, 粒度为46~106μm, 钴基合金粉末成分如表1。
表1 钴基合金粉末的化学成分Table 1 Chemical composition of cobalt based alloy pow-der (%) 下载原图

表1 钴基合金粉末的化学成分Table 1 Chemical composition of cobalt based alloy pow-der (%)
实验采用6 k W CO2激光器及其激光熔覆专用送粉系统, 送粉方式为预置送粉。激光熔覆工艺参数:激光功率P=3.0 k W、扫描速度V=350mm・min-1、光斑直径2 mm、搭接率1.5, 三道次熔覆, 熔覆层厚度为3 mm。在熔覆过程中采用热量补偿方法对试样温度场进行调控。
对于激光熔覆试样, 采用线切割机垂直于熔覆表面切割, 获得金相试样, 打磨抛光, 采用王水腐蚀, 腐蚀时间为15 s。采用Olympus金相显微镜 (OM) 和扫描电镜 (SEM) 观察和能谱分析 (EDS) 熔覆层成分;采用X'Pert MPD Pro型X射线衍射仪 (XRD) 进行激光熔覆层物相分析;采用HV2000数显显微硬度计测试熔覆层硬度, 施加载荷为200 g, 时间为15 s。
2 结果与讨论
2.1 激光熔覆层的组织分析
图1 (a) 是激光熔覆钴基合金的宏观形貌, 由图1可以看出, 熔覆层具有波纹状形貌, 是由于激光熔覆时不同道次搭接时熔池表面张力和内部液体对流共同作用的结果, 表面未见明显的气孔和裂纹缺陷。图1 (b) 是钴基合金熔覆层横截面宏观形貌, 涂层与基体 (SUA) 整体结合紧密, 形成良好的冶金结合, 熔覆层在结构上分为熔化区 (CZ) 、结合区 (BZ) 和热影响区 (HAZ) 。熔覆层和基体结合处是一个呈波浪形、不规则、互相重叠的界面。激光熔覆时, 激光的集中高能量瞬间输入使基体表面快速熔化, 熔化部分的基材通过熔池的对流传质作用, 部分扩散到熔覆层, 造成熔覆层一定程度的稀释, 并导致熔覆层和基材的结合界面出现明显的波动, 甚至会产生熔化区域沿受热方向的不连续性[16], 界面互相重叠和不连续可以增加熔覆层和基体之间的结合力, 从而有效提高熔覆层在磨损时的抗剥落能力。
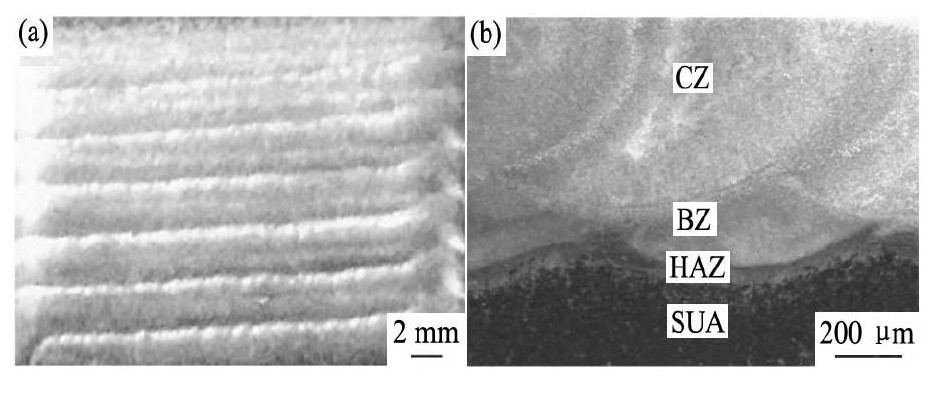
图1 激光熔覆层宏观照片和横截面微观组织Fig.1 Macro photo (a) and cross section microstructure (b) of laser cladding layer
图2 (a) 是Co基合金熔覆层横截面微观组织, 在熔覆道次间有明显的搭接痕迹。图2 (b) 是Co基合金熔覆层表层组织, 主要为白色发达的γ-Co树枝晶、共晶组织, 图2 (c) 是Co基合金熔覆层近表层组织, 树枝晶比表层的细小, 出现了树枝晶与胞状晶间的转变。图2 (d) 是熔覆层中间层组织, 树枝晶消失, 形成了胞状晶。图2 (e) 是熔覆层和基体结合的部位, 在结合区生成了大量的胞状枝晶。图2 (f) 是球墨铸铁基体热影响区, 组织由片状马氏体、少量残余奥氏体和石墨球组成。
由图2可看到, 球墨铸铁基体表面到熔覆层表层组织存在显著差异。激光熔覆时, 激光辐照使合金粉末和部分基体快速熔化形成熔池, 当激光束向前移开熔池后, 熔池内的熔体将从基体表面开始至下而上快速凝固, 首先, 熔化了的基体表层快速凝固形成了片层状的马氏体包裹着球状石墨, 如图2 (f) 所示。在基体表层和熔覆层结合处, 由于存在着稀释作用, 在凝固时, 两者凝固组织融合生长, 实现了基体与熔覆层的良好冶金结合。在冶金结合层以上, 熔覆层熔体由于快速凝固的溶质捕获效应, 使得凝固界面前沿的成分过冷较小, 从而形成胞状晶或胞状树枝晶;而随着凝固进行, 结晶潜热不断放出, 使熔体冷却速度下降, 溶质捕获效应减弱, 成分过冷增大, 从而凝固组织从胞晶转变为发达的树枝晶。
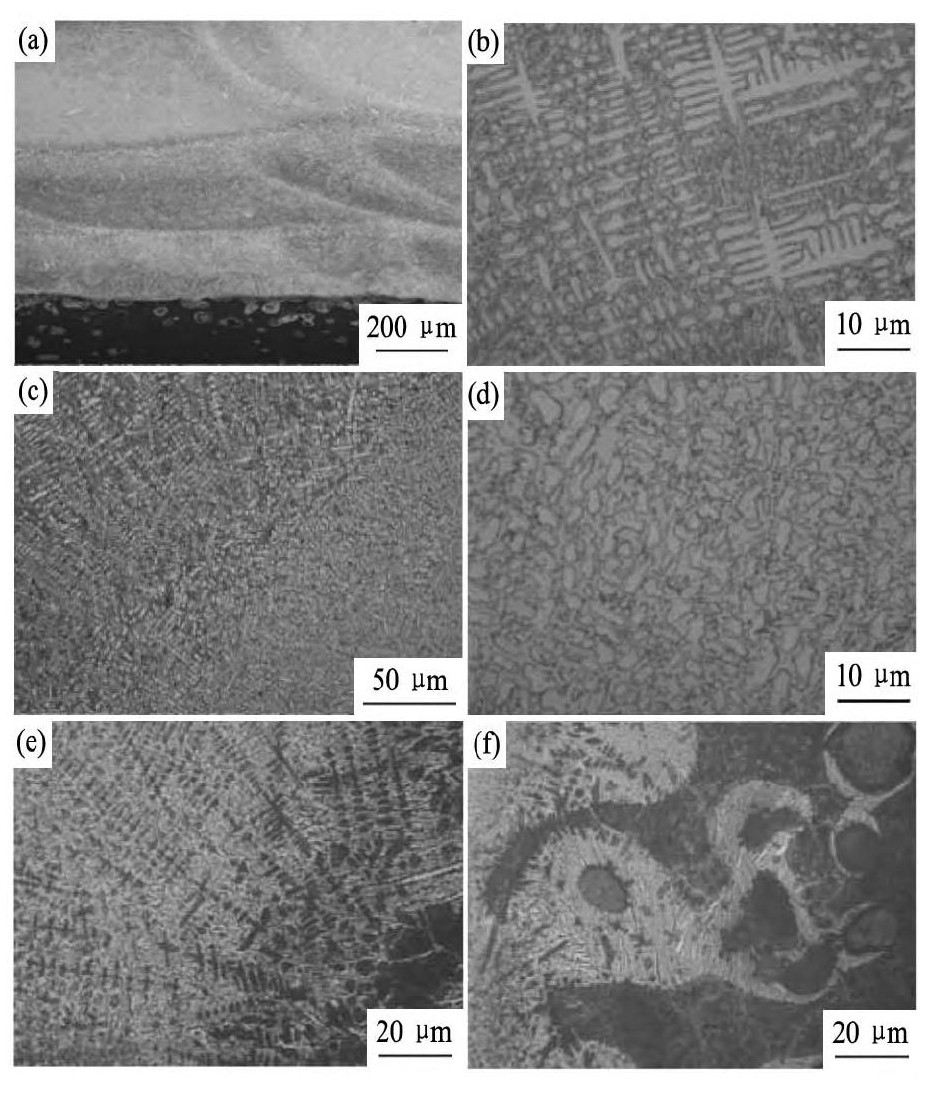
图2 球墨铸铁表面Co基合金激光熔覆层横截面组织形貌Fig.2 Microstructure of Co based alloy layer laser cladding on surface of nodular graphite cast iron
(a) Microstructure of cross section; (b) Surface; (c) Near surface; (d) Middle zone of layer; (e) Combining zone; (f) Heat affected zone
2.2 激光熔覆层物相组成分析
图3是激光熔覆Co基合金熔覆层中共晶组织和树枝晶的SEM照片和EDS结果, EDS成分分析结果如表2所示, 熔覆层共晶组织和树枝晶中均含有B, C, Si, Cr, Fe, Co元素, 且Co和Cr元素含量较大, 与树枝晶相比, 共晶组织中Cr, C元素含量更大, 熔覆层内C含量大于钴基合金中C含量, 说明在激光熔覆时, 因高能激光的作用, 基体中一部分C元素进入熔覆层, 起到了稀释作用。
进一步对熔覆层进行X射线分析, 结果如图4所示, 可看到熔覆层主要由γ-Co (面心立方) 过饱和固溶体以及碳化物Co Cx, Cr7C3等组成。Co在高温下 (大于417℃) 以面心立方结构的γ-Co形式存在, 而在室温下则以密排六方结构的ε-Co形式存在, 由于激光熔覆的冷却速度极快, 使凝固结晶的γ-Co来不及发生相变而得以保留到室温, 因此激光熔覆层中存在γ-Co晶体;而合金系中Co, Cr元素占比例相当大, 从而在存在C元素时形成了Co Cx, Cr7C3等复合碳化物。
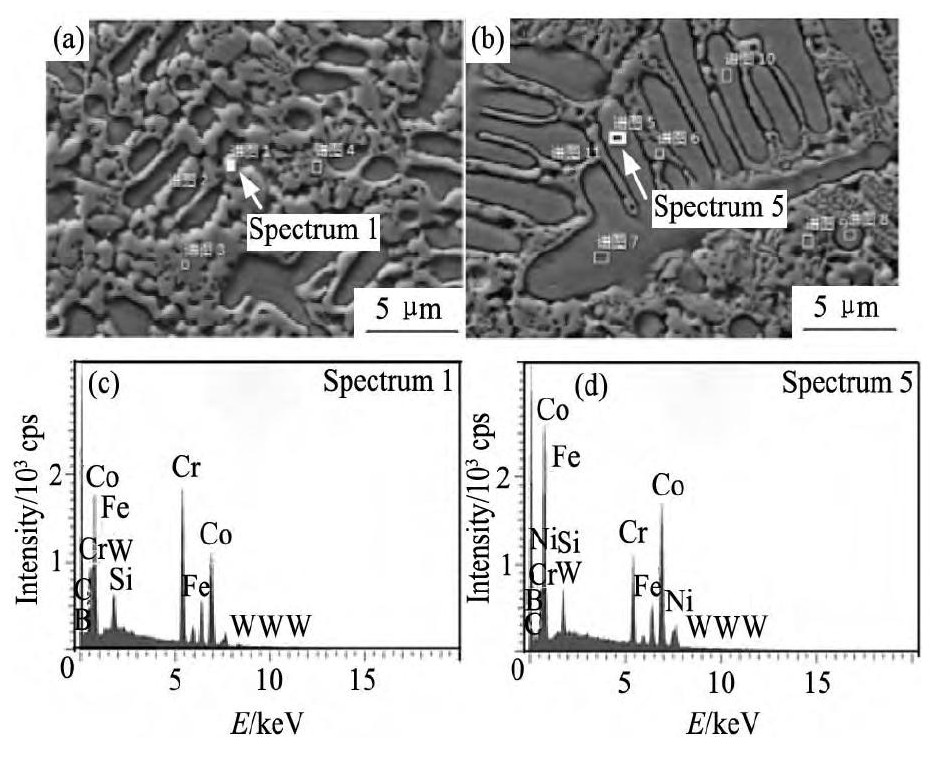
图3 激光熔覆层横截面共晶组织和树枝晶的SEM照片及共晶组织1点和树枝晶5点的EDS结果Fig.3 Cross section SEM photo of the eutectic (a) and dendrite (b) in laser cladding layer and the EDS result at point 1in the eutectic (c) and point 5 in the dendrite (d)
表2 EDS成分分析Table 2 Composition analysis of EDS (%) 下载原图

表2 EDS成分分析Table 2 Composition analysis of EDS (%)
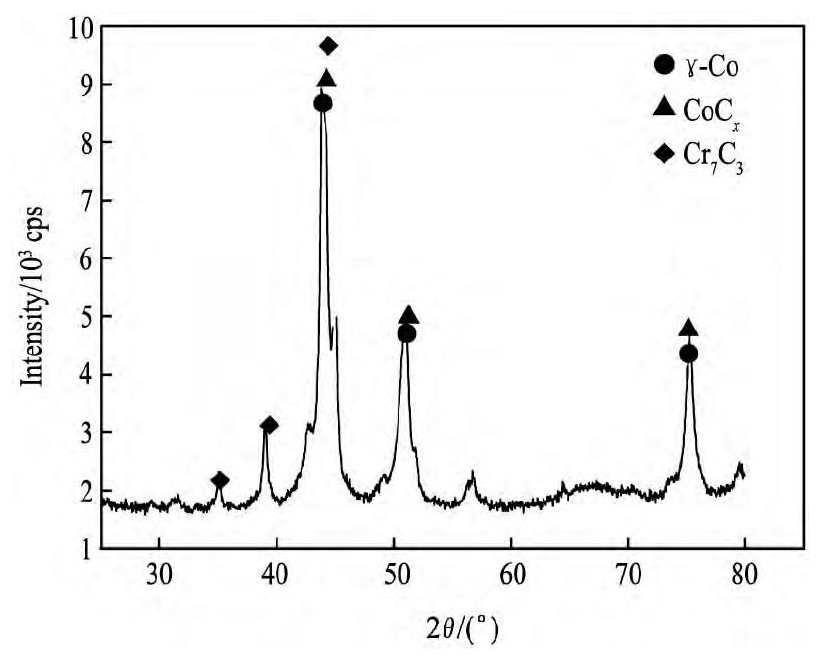
图4 涂层表面的XRD图谱Fig.4 XRD patterns of laser cladding coatings
2.3 激光熔覆层的硬度
为探究Co基合金熔覆层横截面硬度变化规律, 采用HV2000型数显显微硬度计测量熔覆层横截面的硬度, 结果如图5所示 (球墨铸铁基体表面取为坐标原点) , 随着与球墨铸铁基体表面距离增加, 在热影响区和结合区硬度快速提高, 而在熔覆层区硬度增加缓慢, 直到熔覆层表层硬度又有快速提高, 熔覆层最高硬度为HV0.21077, 提高到球墨铸铁基体硬度 (HV0.2200~240) 的4倍以上。
球墨铸铁基体经过激光熔覆后, 在热影响区发生了组织转变, 形成了马氏体并且球状石墨部分溶解, 直径变小, 硬度略有增加;在熔覆层及基体的结合处, 由于快速熔化和凝固过程中基体和熔覆层发生的稀释而硬度快速提高;随着熔池自下而上凝固的进行, 熔覆层稳定地呈胞状生长, 形成的碳化物等硬质相被凝固界面部分捕获而存在于晶间, 因此, 硬度缓慢地增加;当熔池中的熔体凝固到后期, 即在Co基合金熔覆层表层, 组织紧密且均匀, 由于凝固速度减小, 析出大量的γ-Co树枝晶, 同时, 溶质捕获效应减弱, 钴基合金中溶质再分配而富集到熔覆层表层, 从而析出合金组成元素的碳化物等硬质相, 因此, 硬度再次快速增大。
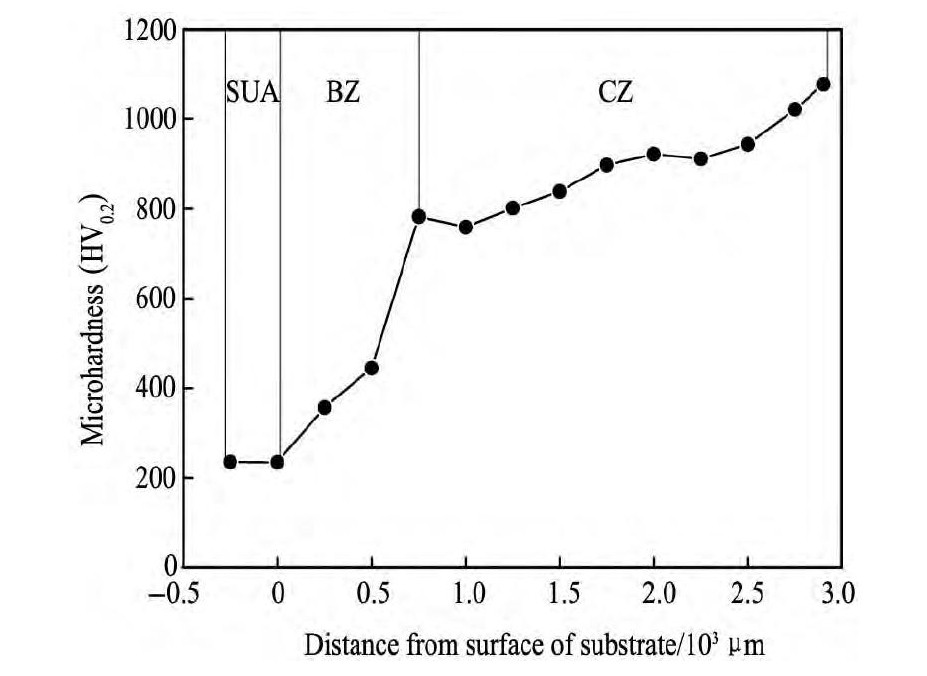
图5 钴基合金熔覆层横截面显微硬度分布Fig.5Micro hardness distribution of cross section of cladding layer
3 结论
尝试在难于激光熔覆的球墨铸铁表面采用激光熔覆的方法, 制备Co基合金涂层, 通过熔覆层组织分析和性能测试, 得到如下结论:
1.球墨铸铁表面激光熔覆Co基合金熔覆层分为熔化区、结合区和热影响区, 基体和熔覆层呈冶金结合, 表面成形良好, 无裂纹、气孔等缺陷。
2.熔覆层由表层的树枝晶和内部的胞状晶组成, 熔覆层主要由γ-Co (面心立方) 过饱和固溶体及碳化物Co Cx, Cr7C3等组成。
3.熔覆层硬度随着与球墨铸铁基体表面的距离增加, 呈现先快速增大, 后平缓增加, 最后在表层区域又快速增大的变化趋势, 熔覆层硬度最高可达HV0.21077, 激光熔覆Co基合金涂层的硬度较基体提高4倍以上。
参考文献
[1] Benyounis K Y, Fakron O M A, Abboud J H, Olabi A G, Hashmi M J S.Surface melting of nodular cast iron by Nd-YAG laser and TIG[J].Journal of Materials Processing Technology, 2005, 170 (1-2) :127.
[2] Abboud J H, Benyounis K Y, Olabi A G, Hashmi M S J.Laser surface treatments of iron-based substrates for automotive application[J].Journal of Materials Processing Technology, 2007, 182 (1-3) :427.
[3] Tang Q, Pei L Q, Zhang L.Process optimization of cam carburizing and quenching for high power marine diesel engine[J].Materials Heat Treatment Technology, 2009, 38 (6) :129. (唐倩, 裴林青, 张乐.大功率船用柴油机凸轮渗碳淬火的工艺优化[J].材料热处理技术, 2009, 38 (6) :129.)
[4] Lin C M, Chandra A S, Morales L, Huang S Y, Wu H C.Repair welding of ductile cast iron by laser cladding process:microstructure and mechanical properties[J].International Journal of Cast Metals Research, 2014, 27 (6) :378.
[5] Deng D W, Sun J H, Wang X L, Zhang H C.Laser power effect on microstructure and property of laser cladding nickel based alloy coating[J].Chinese Journal of Rare Metals, 2016, 40 (1) :20. (邓德伟, 孙晋华, 王鑫林, 张洪潮.激光功率对激光熔覆镍基合金涂层组织与性能的影响[J].稀有金属, 2016, 40 (1) :20.)
[6] Zhang J, Liu J C, Zhang F Q, Yan C, Yang L S, Ni L B.Fe-Cr-Si-B coating by laser cladding on nodular cast iron[J].Transactions of Materials and Heat Treatment, 2010, 31 (5) :133. (张静, 刘继常, 张福全, 鄢锉, 杨柳杉, 倪立斌.球墨铸铁表面激光熔覆Fe-Cr-Si-B涂层[J].材料热处理学报, 2010, 31 (5) :133.)
[7] Zhang Y F, Yan Y T, Sun Z L.Wear characteristics of Ni based high temperature alloy powders by laser cladding on Cr Mo surface of cast iron[J].Lubrication and Seal, 2007, 32 (7) :108. (张云凤, 闫玉涛, 孙志礼.铸铁Cr Mo表面激光熔覆Ni基高温合金粉末的磨损特性[J].润滑与密封, 2007, 32 (7) :108.)
[8] Pual C P, Alemohammad H, Toyserkani E, Khajepour A.Cladding of WC-12 Co on low carbon steel using a pulsed Nd:YAG laser[J].Materials Science Engineering A, 2007, 464 (1-2) :170.
[9] Sun G F, Zhou R, Li P, Feng A X, Zhang Y K.Laser surface alloying of C-B-W-Cr powders on nodular cast iron rolls[J].Surface and Coatings Technology, 2011, 205 (10) :2747.
[10] Vilar R, Feder C G.High temperature behaviour of plasma transferred arc and laser Co-based alloy coatings[J].Applied Surface Science, 2002, (201) :154.
[11] Xu Y R.Effect of scanning speed on microstructure and wear resistance of laser clad stellite cemented carbide[J].Acta Metallurgica Sinica, 1993, 29 (3) :A126.
[12] Li M X, He Y Z, Sun G X.Microstructure and wear resistance of laser clad cobalt-based alloy multi-layer coatings[J].Applied Surface Science, 2004, 230 (1-4) :201.
[13] Yang YQ, Man H C.Microstructure evolution of laser clad layers of W-C-Co alloy powders[J].Surface and Coatings Technology, 2000, 132 (3) :130.
[14] Liu S S, Wang Y H, Zhang W P.Microstructure and wear resistance of laser clad cobalt-based composite coating on TA15 surface[J].Rare Metal Materials and Engineering, 2014, 43 (5) :1041.
[15] Li Z G.Study on Microstructure and Properties of Stellite6 Coating by Laser Cladding on 2Cr12Mo V Surface[D].Shanghai:Shanghai Jiao Tong University, 2015.60. (李铸国.2Cr12Mo V表面激光熔覆Stellite6涂层的组织及性能研究[D].上海:上海交通大学, 2015.60.)
[16] Wang C Q, Liu H X, Zhou R.Characteristic behaviors of particle phases in Ni Cr BSi-Ti C composite coating by laser cladding assisted by mechanical vibration[J].Acta Metallurgica Sinica, 2013, 49 (2) :221.

