文章编号: 1004-0609(2006)02-0247-06
基于稳健设计的钛合金波纹管超塑成形工艺
王 刚, 王 进, 陈 军, 阮雪榆
(上海交通大学 模具 CAD国家工程研究中心, 上海 200039)
摘 要: 根据稳健设计中的响应面法―复合设计法, 用MARC有限元分析软件模拟了钛合金波纹管超塑成形过程的胀形、 合模和充满3个阶段。 根据模拟结果得到了钛合金波纹管质量评价指标波峰最小厚度及其影响因素筒坯高度和胀形阶段成形气压之间的二元一次和二元二次多项式回归公式, 从而实现了钛合金波纹管超塑成形工艺参数的稳健设计。 Ti-6Al-4V双波DN250波纹管超塑成形实验证明了回归公式的准确性和复合设计法用于钛合金波纹管超塑成形过程的可行性。
关键词: 波纹管; 稳健设计; 复合设计; 有限元模拟
中图分类号: TG306 文献标识码: A
Superplasticforming process design of titanium alloy bellows based on robust design method
WANG Gang, WANG Jin, CHEN Jun, RUAN Xue-yu
(National Die and Mold CAD Engineering Research Center,
Shanghai Jiao Tong University, Shanghai 200039, China)
Abstract: The superplasticforming process of titanium alloy bellows has been analyzed using MARC finite element code with respect to Response Surface Methodology of Robust Design―Composite Design Methodology. The binary simple and binary quadratic polynomial regression equations of quality index namely Crown Minimum Thickness for titanium alloy bellows and its influencing factors namely Perform Height and Bulging Gas Pressure can be obtained by means of numerical results, thereby the robust design of the superplasticforming processes of titanium alloy bellows was obtained. The correctness of the regression equation and the feasibility of superplasticforming Robust Design Methodology have been proved through superplasticforming experiments of two-corrugation DN250 bellows made of Ti-6Al-4V.
Key words: bellows; robust design; composite design; finite element method
超塑成形钛合金波纹管是作者开发的一种新技术, 该技术采用气压胀形和轴向加载的复合超塑性工艺成形“U”型波纹管[1-3]。 其超塑成形过程见图1。 成形过程分为3个阶段: 1) 胀形阶段。 压力机不动, 充氩气于筒坯内, 使筒坯产生合适的塑性变形, 即筒坯母线长略小于波纹管单波母线长。 2) 合模阶段。 压力机下压, 使上中下模压合。 3) 充满阶段。 继续加气压, 使板料全部贴模, 并保压一段时间。
波纹管的一个重要质量评价指标是波峰最小厚度[4], 它直接影响到波纹管的疲劳寿命、 刚度、 补偿量等质量指标。 研究发现, 影响波纹管波峰最小壁厚的因素很多, 包括几何参数、 工艺参数和材料参数等[5], 造成波纹管波峰最小壁厚波动很大, 所以, 要获得质量稳定的钛合金波纹管, 需要用稳健
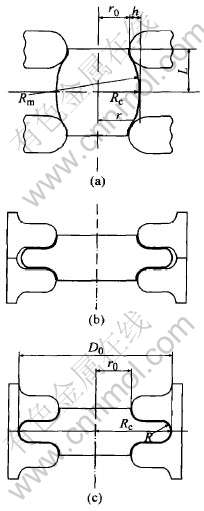
图1 钛合金波纹管超塑成形过程示意图
Fig.1 Schematic diagram of superplasticforming processes of titanium alloy bellows (a)―Bulging; (b)―Clamping; (c)―Calibrating
设计法进行研究。
稳健设计是20世纪70年代日本山口玄一博士提出的[6], 也称为Taguchi稳健设计, 是使所设计的产品(或工艺)无论在制造或使用中, 当结构参数发生变化, 或是在规定寿命内结构发生老化和变质(在一定范围内)时都能保持产品性能稳定的一种设计。 目前, 在工程中所采用的稳健设计方法主要有以统计实验技术为基础的损失模型法(Taguchi法)和响应面法[7, 8]。 近年来, 稳健设计已经成为提高和改进产品质量的一种有效的方法。
由于满足稳健设计方法要求的实验条件所需成本很高, 稳健设计方法在塑性成形领域的应用一直受到限制, 直至20世纪90年代末, 随着塑性成形仿真技术的进步和设计过程数字化的进展, 塑性成形领域才逐渐开始应用稳健设计技术。 Liou等[9]利用正交实验和信噪比的概念, 研究了锻造时模具圆角、 摩擦系数、 模带长度、 压下率参数对质量评价指标残余应力的影响, 对锻造工艺进行了优化。 Jaisingh等[10]用最大减薄应变作为质量特征, 采用Taguchi稳健设计技术, 定量研究了应变硬化指数、 塑性应变比、 摩擦与润滑、 压边力、 拉延筋、 冲压速度等参数对深冲过程的影响。 Zabaras对冲压成形工艺提出了稳健性设计[11]。 潘尔顺将田口方法用于冲压仿真建模参数优化中[12]。 林忠钦首次将稳健设计中的复合设计法用于车身覆盖件冲压生产中, 研究了摩擦系数和材料平均各向异性系数对质量评价指标成形件底部厚度的影响, 证明复合设计方法可以用于复杂的冲压件的工艺设计[13]。
本文作者将复合设计方法用于钛合金波纹管超塑成形工艺设计中, 研究可控因素筒坯高度和胀形阶段成形气压对波纹管波峰最小壁厚的影响, 以便得到质量特性稳健即质量好的波纹管。
1 复合设计法[13, 14]
复合设计法属于稳健设计方法中的响应面法, 其优点在于可以通过少量的实验可以回归出质量评价指标y与其影响因素xi间近似显式函数关系表达式, 该函数关系表达式根据回归精度要求可以是一次多项式函数, 也可以是二次多元多项式函数, 从而实现稳健设计。
所谓复合设计是指这种实验由几种不同特点的实验点组成, 并通过分批实验来完成。 一般说来, 复合设计的整个实验可以分以下3批完成。
第1批: 选取一个二水平的因子实验, 可以是全面实验, 也可是部分实验。 但要求所选择的实验能够回归出质量评价指标y和影响因素xi之间的一元多次多项式函数表达式, 这样得到的实验为第一批实验, 其实验点个数记为mc。 根据第一批实验数据可以回归出y和xi之间的一次多元多项式函数表达式, 即

为了统一处理的方便, 需要对影响因素的取值水平进行编码变换, 使因子区域转化为中心在原点的“立方体”, 解决量纲不同时给设计与分析带来的麻烦, 编码变换的方法详见文献[8, 13]。
第2批: 在实验的中心点(0, …, 0)做m0次重复实验。 m0可以是一次, 也可以重复两次或多次。 对于利用计算机仿真代替实际冲压实验, 排除了实际冲压实验中的随机因素带来的随机误差。 因此利用第一批实验数据, 得到的一次线性回归模型, 通过比较实验点上的实际数据和拟合数值间的最大误差, 来判断一次线性回归模型是否满足拟合精度。 如果一次线性回归模型不满足拟合精度, 则需要补充第三批实验数据。
第3批: 在实验的每一个编码变量xi的坐标轴上, 取臂长为±γ的两个对称点上进行实验。 m个变量共有2m个实验点。
这样, 3批实验共完成N=mc+2m+m0个实验点。
对于复合设计中的二次多元多项式函数, 当N大于等于未知的回归系数数量时, 根据全部实验数据可以回归得到近似的二次多元多项式。

用复合设计安排的实验计划有许多优点。 首先它的实验点比三水平的全因子实验要少得多; 其次, 它在一次回归的基础上获得, 这对实验者是方便的。 因为如果一次回归不显著, 那么只要在一次回归实验的基础上, 再在星号和中心点补作一些实验, 便可求得二次回归方程。 因此复合设计属于二次回归正交设计。
2 钛合金波纹管超塑成形复合设计
2.1 选取质量评价指标和影响因素
如上所述, 波纹管的一个重要的质量评价指标为波纹管波峰壁厚、 疲劳寿命、 刚度等, 这些指标均与波纹管波峰壁厚有直接关系, 所以本文选取的质量评价指标为波纹管最小厚度tf min。
影响波峰最小厚度tf min质量评价指标的影响因素一般涉及到材料参数和工艺参数, 超塑成形波纹管所需的钛合金板具有天然超塑性, 材料直接从厂家采购, 且测定材料参数的费用比成形波纹管更昂贵, 所以将材料参数看成是不可控因素。 在工艺参数中, 根据大量实验结果, 筒坯高度和成形气压对质量评价指标tf min的影响最大, 所以选取它们为质量评价指标的影响因素。 对于DN250双波波纹管来说, 成形单波的筒坯高度H的波动范围为94~97mm, 成形气压p的波动范围为0.2~0.4MPa。
2.2 模拟和实验条件
采用Ti-6Al-4V双波DN250波纹管为研究对象, 波纹管是典型的轴对称零件。 由于其对称性, 只对波纹管单波四分之一的变形过程进行数值模拟, 由于波纹管直边段开始即与模具接触, 几乎不产生塑性变形, 不对其模拟。 参与变形的初始筒坯的尺寸为: 直径272mm, 厚度1.27mm。 Ti-6Al-4V钛合金薄板材料的超塑成形温度是925℃[15], 该温度下材料参数为: 在等效应变速率为1.0×10-3 s-1的条件下, 应变速率敏感性指数m为0.6, 材料常数K为900。 模拟时将板料划分为四边形壳单元。
2.3 第1批实验安排和一次正交回归分析
编码:

经过上述编码后, 筒坯高度H(94, 95.5, 97), 胀形阶段成形气压p(0.2, 0.3, 0.4)分别对应x1(-1, 0, +1), x2(-1, 0, +1)。
根据三因素两水平正交表L4(23)安排实验, 列于表1。
表1 三因素两水平正交实验表
Table 1 Orthogonal experiment of three factors with two levels

根据回归公式, 有:

2.4 第2批实验安排和回归精度检验
中心实验点实验条件和结果列于表2。
表2 中心实验点仿真数据
Table 2 Simulation data of central experimental point
将中心实验点条件代入一次回归公式(4)。 回归数据和仿真数据对比列于表3。
表3 中心实验点回归数据和仿真数据比较
Table 3 Comparison between regression and simulation data of central experimental point

通过比较中心实验点数据得到回归精度, 如果该精度不满足要求, 则采用二次多元多项式数学模型以提高回归精度。 结合第1批实验和中心实验点, 添加第3批实验, 可以得到二次多元多项式回归公式。
2.5 第3批实验安排和二次多元正交回归分析
二变量二次回归复合设计结构矩阵见表4。
表4 二变量二次回归复合设计结构矩阵
Table 4 Structure matrix of central composite design(mm)
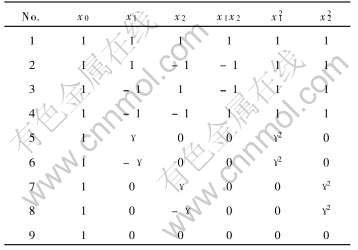
由于表4所表示的结构矩阵不具有正交性, 通过指定γ=1和对平方项x2j进行中心化, 即令

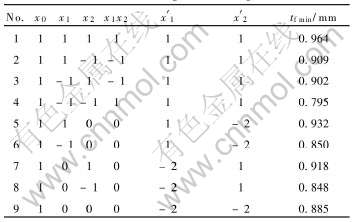
可得到正交二变量二次回归复合设计结构矩阵, 见表5。
根据表5中的数据得到二次多元多项式回归公式:

2.6 稳健性分析
表5 正交二变量二次回归复合设计结构矩阵
Table 5 Orthogonal structure matrix of central composite design
根据回归方程(6)中的二次多项式, 利用通用数学软件Matlab图形化显示其二次曲面见图2。
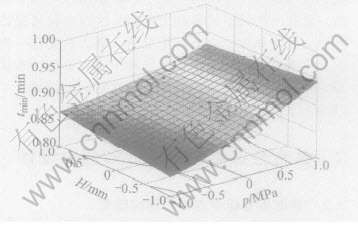
图2 tf min与H和p的二次曲面关系
Fig.2 Quadratic surface relation of H and p to tf min
图2中上方网格表示的曲面为tf min与H和p的二次曲面, 下方曲线表示该曲面的等值线。 由于成形波纹管波峰最小厚度tf min具有望大特性, 所以根据图2, 要使波峰最小壁厚在0.9mm以上, 筒坯高度H的取值范围应为96~97mm, 胀形阶段成形气压p的取值应为0.35~0.4MPa。 同时从等值线的分布可以知道, 成形毛坯最小厚度tf min对其影响因素筒坯高度H、 胀形阶段气压p的变化均比较敏感, 因此需要将筒坯高度H、 胀形阶段气压p均控制在较大的值, 以保证成形波纹管的波峰最小厚度具有较大的值。 当筒坯高度较小时, 甚至可采用比0.4MPa更大的胀形气压。
3 实验验证
为考察上述复合设计分析仿真结果得出的筒坯高度H和胀形阶段气压p的变化对成形波纹管波峰最小厚度tf min的影响程度的正确性, 除了筒坯高度H和成形气压p之外, 保持其它材料参数和工艺参数与有限元模拟一致, 做三次波纹管实际超塑成形实验进行验证, 超塑实验过程详见文献[2], 成形模具组装照片见图3, 成形后的波纹管通过线切割切开, 用显微镜测量波峰厚度, 图4为波纹管剖面图。 实验结果见表4。
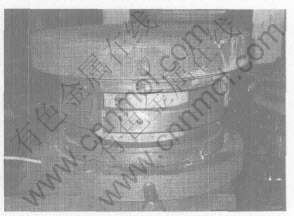
图3 模具装配照片
Fig.3 Photograph of die set-up
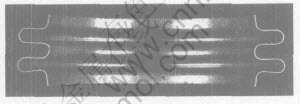
图4 波纹管剖面照片
Fig.4 Photograph of bellows cross section
表4 钛合金波纹管超塑成形结果数据与仿真数据
Table 4 Superplasticforming experimental and numerical data of titanium alloy bellows
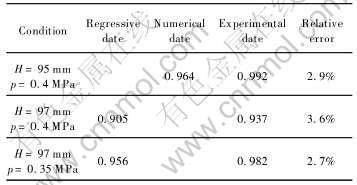
第一次实验说明用MARC有限元程序模拟波纹管超塑成形过程, 本身具有3%左右的误差, 第二次和第三次实验说明回归结果与实验结果相比, 误差均在3.6%以内, 考虑到MARC有限元软件模拟超塑成形过程本身的误差, 回归公式的精度较好, 在钛合金波纹管超塑成形中应用复合设计是可行的。
4 结论
1) 通过有限元模拟技术, 利用稳健设计中的响应面法―复合设计方法, 可以方便快捷地得到超塑成形质量评价指标和其影响因素间的近似函数关系。 证明复合设计方法可以用于钛合金波纹管超塑成形的工艺设计。
2) 对于DN250双波Ti-6Al-4V波纹管来说, 要得到稳健质量的波纹管, 筒坯高度范围应为96~97mm, 其胀形阶段成形气压范围应为0.35~0.4MPa。
REFERENCES
[1]Wang G, Chen J, Ruan X Y. Study on the superplasticforming gas pressure of titanium alloy bellow[J]. Trans Nonferrous Met Soc China, 2004, 14(5): 232-236.
[2]Zhang K F, Wang G. Superplastic forming technology of bellows made of Ti-6Al-4V[A]. Material Science Forum[C]. Zurich-Ueticon: Trans Tech Publications Ltd, 2004. 247-252, 447-448.
[3]王刚, 张凯锋, 吴德忠. 钛合金波纹管超塑成形工艺参数研究[J]. 锻压技术, 2003(4): 21-25.
WANG Gang, ZHANG Kai-feng, WU De-zhong, et al. Study on superplasticforming process parameters of titanium alloy bellows[J]. Forging & Stamping Technology, 2003(4): 21-25.
[4]ZHAO Chang-cai, LIU Guo-hui, LIU Zhu-bai. Research on bulge forming technology of minimal thinned rate bellows[J]. Chinese Journal of Mechanical Engineering, 1999, 35(1): 27-29.
[5]Subramanian G, Raghunandan C. On improving the fatigue life of U-form bellows[J]. Journal of Materials Processing Technology, 1994, 41(1): 105-114.
[6]陈立周. 工程稳健设计[J]. 机械设计, 1998(7): 4-5.
CHEN Li-zhou. Robust design on engineering[J]. Mechanical Design, 1998(7): 4-5.
[7]Shoemaker A C, Tsui K L, Wu C F J. Economical experimentation methods for robust design[J]. Technometrics, 1991, 33(4): 415-427.
[8]陈立周. 稳健设计[M]. 北京: 机械工业出版社, 1999. 144-196.
CHEN Li-zhou. Robust Design[M]. Beijing: China Machine Press, 1999. 144-196.
[9]Liou J H, Jang D Y. Forging parameter optimization considering stress distribution in products through analysis and robust design methodology[J]. International Journal of Machine Tools and Manufacture, 1997, 37(6): 775-782.
[10]Jausingh A, Narasimhan K, Date P P, et al. Sensitivity analysis of a deep drawing process for miniatured products[J]. Journal of Materials Processing Technology, 2004, 147(8): 321-327.
[11]Lee S W. Study on the forming parameters of the metal bellows[J]. Journal of Materials Processing Technology, 2002, 130-131(12): 47-53.
[12]潘尔顺, 徐小芸. 田口方法在冲压仿真建模参数优化中的应用研究[J]. 工业工程与管理, 2004(5): 20-23.
PAN Er-shun, XU Xiao-yun. Application of Taguchimethod in FEM model establishment of stamping process[J]. Industrial Engineering and Management, 2004(5): 20-23.
[13]林忠钦, 艾健, 张卫刚, 等. 冲压稳健设计方法及其应用[J]. 塑性工程学报, 2004, 11(8): 56-60.
LIN Zhong-qin, AI Jian, ZHANG Wei-gang, et al. Robust design of stamping process and its application[J]. Journal of Plasticity Engineering, 2004, 11(8): 56-60.
[14]石磊, 王学仁, 孙文爽. 实验设计基础[M]. 重庆: 重庆大学出版社, 1997. 58-78.
SHI Lei, WANG Xue-ren, SUN Wen-shuang. Experiment Design Basis[M]. Chongqing: Chongqing University Press, 1997. 58-78.
[15]Rhaipu S. The effect of microstructural gradients on superplastic forming of Ti-6Al-4V[J]. Journal of Materials Processing Technology, 1998, 80-81(8): 90-95.
(编辑陈爱华)
基金项目: 国家自然科学基金资助项目(50475020)
收稿日期: 2005-06-06; 修订日期: 2005-11-08
作者简介: 王 刚(1967-), 男, 博士
通讯作者: 王 刚; 电话; 021-62813030-8309; E-mail: wanggang@sjtu.edu.cn

