���±�ţ�1004-0609(2010)S1-s0918-05
��ĩע�似�����о���״�������ѺϽ�����Ʊ������Ӧ��
����ģ��� ǿ����һ��
(�㶫ʡ��ҵ�����о�Ժ������ 510640)
ժ Ҫ����ĩע����ͼ���(��PIM)��һ�����͵ļ��������ô�ͳ�ķ�ĩע����͵ķ������Ʊ�����ߴ�Ϊ�������ֲ��ṹ�ijߴ�ﵽ�������ȴﵽ������Ʒ�����ż��������ǰ���������ѺϽ����Լӹ������ԣ����æ�PIM�Ʊ��͵��ѺϽ������ʵ�ֵͳɱ�����������������Ŀǰ��ҽ����е���߶������Ʊ��Լ��ʹ������Ʊ������Ѿ��õ���PIM�������Ʊ����ѺϽ������
�ؼ��ʣ��ѺϽ𣻷�ĩע����ͼ�������������Ʊ�
��ͼ����ţ�TF 804.3���� ���ױ�־�룺A
Current research situation of micro powder injection molding and
its use in titanium alloy parts preparation
LUO Jie-wen, CHEN Qiang, CAI Yi-xiang
(Guangdong Research Institute of Industrial Technology, Guangzhou 510640, China)
Abstract: The micro powder injection molding (��PIM)has been developed in recent years, based on the traditional powder injection molding (PIM) for producing complex shaped titanium micro-components possessing lateral dimensions in the sub-millimeter range, and structural details in the tens of micrometers range at low production cost . Now, the ��PIM has been uses in the medical application, the soundic and the micro-sensor field.
Key words: titanium; micro powder injection molding; micro-component
��ĩע����ͼ���(Micro powder injection molding, ��PIM)�Dz��ý�����ĩ�������մɷ�ĩΪԭ�ϣ�ͨ����ע�������ģ����������Ʒë����Ȼ����֬�սṤ�պ�õ�������Ʒ��һ�����ͼӹ����ͼ�������ĩע����ͼ��������Ʊ��ߴ�Ϊ��������Ϊ�����˵�ע����Ʒ�������Ʊ��ֲ��ṹ�ߴ�ﵽ���ṹ��ע����Ʒ�Լ���ߴ繫��Ϊ���߾���ע����Ʒ��
ע����ͼ�����ע����ͼ����豸��չ��һ���·�������ϸ�ṹ�����ϵͳ�����о�����;������ͻ���ŵ�����ܹ�ʵ�ָ߾��ȡ���������Ĵ��������ͳɱ�������
���켼��������Ԥ���������ٶ���20%�����ſ�ѧ�����Ľ�������Ʒ�������ͻ�����չ�������������Ͳ�ҵ���������ϵͳ(MEMS)����������һֱ���⼸�걸����Ŀ���о������ڹ�ͨѶ��3C�������Ȳ�ҵ�Ŀ��ٽ������ѿɿ�������Ʒ�������С�ͻ��������������ܸ�������������IC���Ƴ����������Ĵ��죬ϸ��������������Ƴ̽��м����Ե�����
�������������������ĩע����ͼ������о���״��������ע����ͼ������ѺϽ�����Ʊ�����ľ���Ӧ�á�
1 ע����ͼ���������
ע�����������Ҫ����ע����ͻ�����ע����̾��и�ע�����ʣ�����ע���������Ϳ��ٷ�Ӧ�������ص㣬ͼ1��ʾΪBABYPLAST��ע�����

ͼ1 ע����ͻ�BABYPLAST
Fig.1 ��PIM machine BABYPLAST
�������繤�̼���(Micro electronic mechanic system, MEMS)�Ŀ��ٷ�չ���Գߴ��ͻ������ȳ�����Ʒ�������ٶȼ���ӿ죬�����������Ʊ���������˺ܸߵ�Ҫ��Ŀǰ�ձ�ļӹ�������ļӹ���������LIGA������ͨ��ֻ������������ж�ά���νṹ����Ʒ����Ȼ���LIGA����ͨ�����͵����(EDM)�Ľ�ϣ�������ӹ��Ʊ������и��Ӽ��νṹ������������������İ����绯ѧ�ӹ���������ĥ������ϳ���ȼӹ�����һ������Щ������һ����ͬ���ص������۳ɱ��ܸߣ����ʺ�����������ľ��и�����ά�ṹ���ͽṹ�����������ı���֮�£���ע����ͼ�����֮������ע�������Ϊһ�����ι��գ��ܼӹ��Ʊ�����ߴ��ֲ��ߴ�Ϊ��������������������ӹ��ɱ��͡�����Ч�ʸ��Լ������������Զ���������һϵ���ŵ㣬�ܵ������ǵļ������ӡ�2002��ȫ������ע����ͼӹ���һ�������450����Ԫ�IJ�ֵ������Ϊ������ҵ��
ע����ͼ������ȳ������������㲿���ļӹ��Ʊ�����ͨ�����ϵ����õļӹ����ܣ����ͳ������ڸ�����ҵ���Ͳ�Ʒ����������������Ʒ��Ϊ�����Ϊ���ϣ��������䱾����Ӧ�÷�Χ�����ƣ���һЩ�Բ��ϵ�ǿ��Ӳ�ȡ������Լ���Ħ��ĥ��������Ҫ���Ӧ�ó��ϣ�������Ʒ��¶�����伫���ȱ���ԣ����ǣ��¹��Ŀ�ѧ�����ͨ������ĩע����ͼ���(PIM)��ע����ͼ��������ּ�����������ϣ������˷�ĩע����ͼ���(��PIM)�������¼��������ý�����ĩ�����մɷ�ĩ�Ʊ���ǿ�ȡ��ߵ�Ӳ���Լ����������������ܵĹ��ܲ�����Ʒ������Դ�����������Ʒ��Ӧ������Χ��
2 ��ĩע����ͼ����Ĺ������о���״
��ĩע����ͼ���������GERMAN[1]�����������ȫ����������Ҷ��Ⱥ�չ�о���ZAUNER[2]�о���PIM�����з�ĩ����������Ʒ����С�ߴ�֮��Ĺ�ϵ��ָ����Ʒ����С�ߴ�Ϊ��ĩ���ȵ�10����ע������ս���5 ��m�ͽṹ����LIU��LOH[3-4]ͨ����ͬ��ʵ���䷽���Ʊ��ܺܺ�����ע����ͼ����õ�PAN250+EVA+ HDPE����䷽��TAY��LOH[5]�æ�PIM�����Ʊ���ֱ��Ϊ1 mm���ͳ��֣����Գݸ����ݶ��Ȳ��ֽ����������������ֳݶ����д־��IJ�������ѧ���ܽϲCHEN��HO[6]���մɷ�ĩע����͵�ע�������ʽ������о���Ľ�����������ּ�(step-contracted cross-section)��ע�䷽����WU[7]��������մɷ�ĩע����ͼ��������������Լ���������ܽ������о����ڵ¹�Karlsruhe�ĵ��������о� ��[8]��Ϊ�����մɷ��볬ϸ��������ע����ο������µġ����������ϵ��48%ʯ��-48%����ϩ- 4%�������Ӽ���FLEISCHER��BUCHHOLZ[9]�о���PIM���Զ�������������ʵ���Զ���ģ��ˮ�������Զ������Լ�ģ���Զ���ȡ�������Լ������˦�PIM�ĵķ����ӹ����ܸ�ǿ�ȵ��١�SHA��DIMOV[10]��ע������ո����������о���ָ��Ӱ���PIM������ҵ��Ӧ�õĹؼ���������Ϊ��Ͳ�¶ȡ�ģ���¶ȡ�ע�������Լ�����������������ṹ�ȣ� 2009��3�¹���ע����ε����ֻ�������������(Orlando)����[11]������������ҽ���������ע����κ��մ�ע����ε�Ӧ�÷�Χ��
���ҹ���ע����ͼ����ⷽ��Ÿո���Ŀǰ�а�������������ѧ���������ּӹ��������ص�ʵ����[11]����Ҫ�о�������ģ�ߵľ���/�����ܼӹ������뼼�������ܼ���������IJ�����ԭ�����·�������������ϵͳ�뾫������װ����ִ�����봫������YIN��QU[12]���æ�PIM�����Ʊ��⾶Ϊ200~800 ��m�ij��֡��ſ���[13]����ע�����ʡ��¶ȱ�ѹѹ����������Ʒȱ�ݵĹ�ϵ��ׯ��������[14]����ע������������Ĵ�С�빤�յĹ�ϵ�о���������[15]�о���ͬ���ղ������ṹ������ƶȵ�Ӱ�죬 �����ղ������ṹ�������������Ӱ���ɴ�С˳��Ϊ����ѹѹ���������¶ȡ�ģ���¶ȡ���ѹʱ�䡢ע��ʱ�䡣���Ͻ�ͨ��ѧ�����������뷨��Franche-Comte��ѧ��ENSMM�ߵȹ���ԺУFemto��STʵ���Һ���[16]����ע�����������������˻����о���
3 ��ĩע����ͼ������ѺϽ�����Ʊ��е�Ӧ��
����һ��������ɫ����ǿ�ȸߵĽṹ������λ�ӵؿ��н�������������ĵ�9λ�����Խ��ʯ(TiO2)��������(Fe2TiO3)��ʽ���ڡ��ѱ��������Ĥ(TiO2)���ܣ���ѧ�����ȶ����������������ã��ں�ˮ�����ᡢ������Һ�ͺ�ˮ�����о���ͻ���Ŀ�ʴ������������Ϊ�����Ѽ���Ͻ���е��ܶȡ���ǿ�ȡ����ø���ǿ�ȡ�Խ����ʴ�Ե����ܣ�ʹ����㷺���ں��պ��졢���������﹤��(����������)���ֱ��ͻ����������ǣ��Ѽ���Ͻ�Ļ��ӹ����ܲ��Ϊ��������������״������ϰ�����ˣ�Ѱ����������ĵͳɱ������ι�ģ�����켼���������������ҵ��иŬ���ķ���ĩע��ע����μ����ij��֣�ʹ�õͳɱ�����Ч�ʡ���ģ����������������ά������״�ĸ����ܳ����������Ϊ���ܡ�
�����ױ������Կ��������ܹ�������о����Ѿ���ʼ�Ԧ�PIM���������о��������ѷ�ĩע����ͼ������о����١������Ƚ����칤ҵ�����ĸ��ٷ�չ�����и�ҵ����ע����Ʒ�Ŀ���Խ��Խ�¹�(IFAM��Bremen)��ѧ��Philipp Imgrund˵������ע����͵ļ��������������Ʊ����ֽṹ��״���ӵij�ϸ�����������ͨ������Ԫ�صijɷ��Ʊ���ͬ�Ľ�����ĩ�������Ʊ����в�ͬ���ܵ������Philipp Imgrund��ʵ����÷�ĩע����͵ķ��������Ʊ�����5.4 mg����Ƚ���0.3 mm���ѺϽ������
Ŀǰ����ע������õij��ò�����Ti��Ti-6Al- 7Nb��Ti-Al-Cr��Ti-Al-Cr-Nb��Ti-Mo��Ti-Al-Mo��Ti- 6Al-4V��Ti-12Mo��Ti-6Al-4V-Mo��Ti-47.5Al-2.5V- 1.0Cr�ȡ�
3.1 �ѵ�ע����ͼ�����ҽ�Ʒ����Ӧ��
���ھ��и�ǿ�ȡ����ܶȡ����õ����������Լ���������ʴ���ܵ��ص㣬�Ѻ��ѺϽ���Ϊ���������ܹ���ȫ��������ֲ�������Ľ������ϣ���ҽ����������Խ��Խ�㷺��Ӧ�á�ÿһ�꣬ȫ�����г���1 000 t�IJ�ͬ���ࡢ��ͬ���ܵ��Ѻ��ѺϽ����ҽ�Ʋ�����ֲ�����壬���������ػ�������
λ�ڵ¹�����÷��Fraunhofer����Ӧ�����Ʊ��о�Ժ(IFAM��Bremen��Germany)���о����þ������������Ժܺõ����ܵ�Ti��������[18]��Ӧ��ע����ͼ����ķ��������˿������˵���С�ǵ�(Stirrup)��
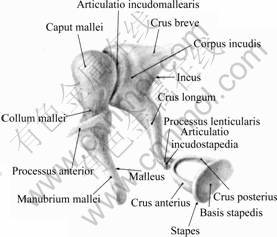
ͼ2 ��С�ǽṹͼ
Fig.2 Auditory osscicles (right side)

ͼ3 ע����ͼ����Ʊ���С���еĵŹ�
Fig.3 Stapes of auditory osscicles made by ��PIM
3.2 �ѵ�ע����ͼ�����ҽ�Ʒ����Ӧ��
����ֲ�����Ϊ���Ʋ��ϣ�����Ϊ��Ƕ�塢�ݹڡ��ŽӲġ����������˹�������ֲ�������Խ��Խ�㷺��Ӧ�����ٴ���
3.3 ��PIM�ʹ�������Ӧ��
�ʹ�ͳ�Ĵ�������ȣ��ѺϽ��ʹ������������������ԣ������ܹ��ֲ���ͳ�������IJ��㣬���й㷺��Ӧ��ǰ����Խ��Խ�ܵ����ӡ�
��Ʒ���أ�����˹���AP19������Ƶ��С�͡��ѺϽ���ϡ����ڻ�е�ṹ���顣
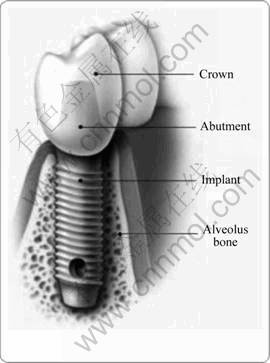
ͼ4 ��PIM�Ʊ�����ֲ��
Fig.4 Tooth implant made by ��PIM
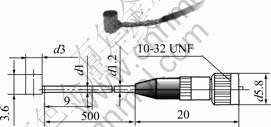
ͼ5 ��PIM�ʹ����������
Fig.5 Micro-sensor parts made by ��PIM (Unit: mm)
3.4 ��PIM�����Ʊ������Ӧ��
�ѽ����͵����ں��ϴ��壬��ʵ��ˮ���㴿���ĸ�������ߢȡ�ḻ����Чϸ�ڡ�I-Trigue L3800������ʵ�ּ�Ϊ��ȷ����Ч����������ֻ������ͨ���ʵ��������ϵͳ���������ġ�

ͼ6 ��PIM�Ʊ��ѽ���������
Fig.6 Micro soundic Ti parts made by ��PIM
4 ����
ע����ͼ�����������ӹ���������Ҫ��չ��֧����һ�־������Ƶļ�����������ͻ���ŵ�����ܹ�ʵ�ָ߾��ȡ���������Ĵ��������ͳɱ�������������ϸ�ṹ�ѽ����Ͻ�����Ʊ�����;�������зdz�������ǰ����
REFERENCES
[1] GERMAN R M. Powder injection molding[M]. Princeton: Powder Industries Federation, 1997: 1-10.
[2] ZAUNER R. Micro powder injection moulding[J]. Micro- electronic Engineering, 2006, 83: 1442-1444.
[3] LIU Z Y, LOH N H. Binder system for micropowder injection molding[J]. Materials Letters, 2001, 48: 31-38.
[4] LIU Z Y, LOH N H. Micro-powder injection molding[J]. Journal of Materials Processing Technology, 2002, 127: 165-168.
[5] TAY B Y, LOH N H. Characterization of micro gears produced by micro powder injection moulding[J]. Powder Technology, 2009, 188: 179-182.
[6] CHEN R H, HO C H. Shrinkage properties of ceramic injection moulding part with a step-contracted cross-section in the filling direction[J]. Ceramics International, 2004, 30: 991-996.
[7] WU Rong-yuan, WEI Wen-cheng. Kneading behaviour and homogeneity of zirconia feedstocks for micro-injection molding[J]. Journal of the European Ceamic Society, 2004, 24: 3653-3662.
[8] PETZOLDT D F. Miniaturization miroPIM[EB/OL]. [2009-10-12] www.pim-international.com
[9] FLEISCHER J, BUCHHOLZ C. Automation of the powder- injection-moulding process for micro-mechanical parts[J]. Powder Technology, 2008, 17: 19-22.
[10] SHA B, DIMOV S. Investigation of micro-injection moulding: Factors affecting the replication quality[J]. Journal of Materials Processing Technology, 2007, 183: 284-296.
[11] Szvup. ����������ѧ���������ּӹ��������ص�ʵ���Ҽ��[EB/OL]. [2004-11-12]. http://www.szvup.com/html.sys/cyjs/ 1816383.html.
[12] YIN Hai-qing, QU Xuan-hui. Fabrication of micro gear wheels by micro-powder injection molding[J]. Journal of University of Science and Technology Beijing, 2008(15): 480-483.
[13] �ſ���, ���d. ����ϸ��������μ���[J]. �й���е����, 2004, 15(12): 1121-1128.
ZHANG Kai-feng, LEI Kun. Microforming technology facing to the micromanufacture[J]. China Mechanical Engineering, 2004, 15(12): 1121-1128.
[14] ׯ ��, �����. ע������յ�ʵ���о�[J]. ����ѧ��, 2009, 60: 1040-1045.
ZHUANG Jian, WU Da-ming. Experimental investigation into process of micro injection molding[J]. Journal of Chemical Industry and Engineering, 2009, 60: 1040-1045.
[15] ������, ����ϼ, ��. ע������ղ������ṹ������ƶȵ�Ӱ��[J]. ��ѧ���ܹ���, 2008(2): 248-246.
JIANG Bin-yan, SHEN Rui-xia, et al. Influence of processing parameters in injection molding on replication fidelity of microstructure parts[J]. Optics and Precision Engineering, 2008(2): 248-246.
[16] ������, �ξ���, ��־ǿ. ��ĩע������о����ʺ���[J]. ���칤ѧԺѧ��(��Ȼ��ѧ��), 2008, 22(11): 31-37.
LIU Bao-sheng, SONG Jiu-peng, CENG Zhi-qiang. Research on powder injection molding and international cooperation[J]. Journal of Chongqing Institute of Technology (Natural Science), 2008, 22(11): 31-37.
[17] Materials and processes for medical devices[EB/OL]. [2007-10]. www.asminternational.org/amp.
(�༭ �°���)
ͨ�����ߣ�����ģ��绰��020-61086127��E-mail: luo-jiewen@139.com

