
High strain rate superplasticity of AZ31 alloy
ZHOU Hai-tao(周海涛), JIANG Yong-feng(蒋永锋),
ZHONG Jian-wei(钟建伟), ZHAO Zhong-kai(赵仲恺), LI Qing-bo(李庆波)
1. School of Materials Science and Engineering, Central South University, Changsha 410083, China
Received 15 July 2007; accepted 10 September 2007
Abstract: The superplasticity of coarsed grain AZ31 magnesium alloy was investigated in the temperature range of 623-723 K at strain rates from 10-3 to 10-1 s-1. It is found that with increasing strain rates, the elongation increases firstly, and then reaches the maximum value of 278% nearly at the strain rate of 5×10-2 s-1. The best superplastic conditions are at 723 K and at the strain rate of 5×10-2 s-1. During superplastic deformation, it is found that the mean grain size decreases from original 30 μm to 18 μm, indicating grain refinement is the dominant process at the initial stage of the superplastic deformation, meanwhile the grains become more homogenous and most of the grains are still equiaxed. However, the size and distribution of deformation cavity vary with deformation conditions at the last stage of deformation. At best superplastic condition, the cavity exhibits homogenous and ball-like. It is indicated that the dominant superplastic deformation mechanism at high strain rate is both grain refinement and grain boundary sliding.
Key words: AZ31 magnesium alloy; high strain rate superplasticity; cavity
1 Introduction
As the lightest of all the commonly used metals, magnesium is very attractive for applications in transportation and car industry. This is attributed to its advantages of good ductility, better damping characteristics than aluminum and excellent actability. However, its plasticity around room temperature is not so desirable that restricts its further applications[1]. Therefore, many researches make their focus on the plasticity of magnesium alloys, and found that superplasticity existed in several magnesium alloys and their composites. Subsequently, series of achievements such as superplastic forming of magnesium alloys have been developed[2-5]. Superplastic forming has been demonstrated to play an essential role in the processes of fabrication industry, which usually requires that the grain size of the materials be homogeneously distributed below 10-15 μm without significant growth during the deformation[6]. In order to reduce grain size, various material processing methods have been used, such as powder metallurgy, rapid solidification, vortex method and equal channel angular extrusion (ECAE)[7-9]. The grain refinement not only complicates the materials preparation, but also requires low-temperature forming to avoid grain growth during deformation. However, strain rate is a key factor in superplastic forming. Usually, much lower strain rate will increase forming time and limit their industrial applications[10]. The strain rate higher than 10-3 s-1 can shorten forming time, economize energy and can prevent high temperature oxidation of magnesium alloys. Meanwhile, little was studied on higher strain rate superplasticity of the commercial magnesium alloys with large grain size, especially about cavities growth during the superplastic deformation under high strain rate. At this review, there is few research of high strain rate about aluminum alloy[11]. Recently, WU and coworkers have investigated the superplasticity of hot rolled AZ31 magnesium alloys with initial coarse grains (300 μm) at temperature ranging from 623 to 773 K and at strain rate of 1×10-3 s-1[12]. A maximum elongation of 320% was obtained at 773 K. However, the superplasticities at high strain rate larger than 10-3 s-1 were not larger than 200%, and the cavities growth were not investigated deeply. The present paper investigated the superplasticities and cavities growth during superplastic deformation at the high strain rate larger than 10-3 s-1 of commercial magnesium alloys AZ31.
2 Experimental
The material used in the present study was a commercial magnesium alloy in the form of an extruded bar of 20 mm in diameter. The chemical composition was Mg-3%Al-0.95%Zn-0.28%Mn(mass fraction). The tensile specimens, machined directly from the extruded bar, had tensile axes parallel to the extruded direction. The specimens had a gauge length of 10 mm and diameter of 5 mm. Tensile tests were carried out at temperatures ranging from 623 K to 723 K, and constant strain rates between 10-3 to 10-1 s-1 in air. The temperature variation during the tensile tests was not more than ±1 K. And the microstructural evolution during deformation was studied by scanning electron microscopy (SEM) and optical microscopy (OM). The average grain size d was measured by the liner intercept method using the equation d=1.74 L, where L is the liner intercepts size[12].
3 Results and discussion
The variations of flow stress at a fixed strain of 0.15 as a function of strain rate are plotted in Fig.1. It is demonstrated that flow stress increases linearly with the strain rate. The mean strain rate sensitivity (m value) of 0.2 is obtained from the slope of the curves for strain rate from 1×10-3 s-1 to 1×10-1 s-1 as seen in Fig.2 (a), which is much lower than that at lower strain rate observed by others. Such lower value of m is associated with coarse grains of the commercials AZ31 alloys[12]. Besides, the m value remains stable with the increase of strain rate. These suggest that the controlling superplastic deformation mechanism of commercial AZ31 magne- sium alloys at higher strain rate is somewhat different from that at lower strain rate, where the grain boundary sliding (GBS) is the dominant deformation mechanism [13-14].
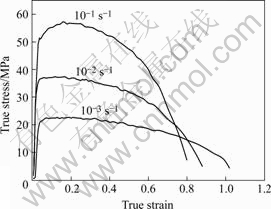
Fig.1 True stress―strain curves at 673 K for strain rates ranging from 1×10-3 to 1×10-1 in AZ31 alloy

Fig.2 Variation in flow stress (a) and elongation-to-failure (b) with strain rate
The variations of elongation-to-failure as a function of strain rate are shown in Fig.2(b). It is demonstrated that with the increase of strain rates, the elongation increases firstly, then reaches the maximum value nearly at the strain rate of 5×10-2 s-1, and then decreases rapidly to about the mean value of 180%. The maximum elongation of 278% is obtained at 723 K and at the strain rate of 5×10-2 s-1. Throughout the high strain rate ranges, much higher elongations than 180% are obtained for most tested conditions, which is relatively higher than that at lower strain rate. We can clearly state that the commercial AZ31 magnesium alloys have obtained optimal superplasticities at high strain rate higher than 10-3 s-1. Fig.3 shows the relation between stress and temperature. Through the calculation of the ratio, we can obtain the superplastic energy with a value of 185 kJ/mol.
The typical microstructures of the extruded commercial AZ31 magnesium alloys before and after tensile test are shown in Figs.4 (a) and (b), respectively. Both of them are perpendicular to the tensile direction. As demonstrated in Fig.4 (a), the original grains are almost equiaxed with the average grain size of 31 μm. Fig.4 (b) shows the microstructure of extruded commercial AZ31 after obtaining the maximum superplastic elongation of 278% at the high strain rate of 5×10-2 s-1 and at 723 K. Compared with the original microstructure, the mean grain size decreases from original 31 μm to 18 μm, indicating that the grain refinement is obtained during the initial stage of the superplastic deformation. Grain size becomes more uniform and most of grains are still equiaxed after deformation, although a few grains have elongated traces along the tensile direction. This suggests that grain boundary sliding (GBS) is the main superplastic deformation mechanism of the commercial AZ31 magnesium alloys.
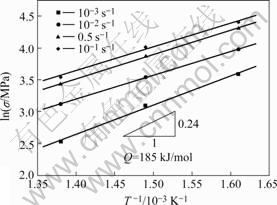
Fig.3 Variation of flow stress with temperature in AZ31 alloy
It can be clearly observed from the figures that there are microcavities distributed along with the grain boundary discretely, with no obvious transverse cavity interlinkage. Most of the cavities are observed to align along with grain boundaries and form stringers. These suggest that a mechanism of plasticity controlled cavity growth has contributed some accommodation effect to the main mechanism during superplastic deformation of the commercial AZ31[15].
The tensile fracture surface of studied alloys after the best superplastic deformation (δ = 278%, 5×10-2 s-1, 723 K) is shown in Fig.5 (a). As can be observed, the specimen is basically fractured as the uniform tenacity fracture methods. The fracture surface is mainly made up of tearing edges and micro cavities, with very little fracture between grain boundaries. The micro cavities distribute uniformly among the tearing edges with the transverse size ranging from 6 μm to 20 μm. The tearing edges interlace with each other and form cavity-grid microstructures, in which cavity is surrounded solely by tearing edges and distribute independently without little cavity-linkages. As reported, cavities mostly come into being at the trip grain boundaries when the cavities growth that accommodates the grain boundary sliding is controlled by dislocation creeping.
Fig.6 shows the fracture surfaces with different strain rates at 673 K. It can be seen that the numbers and features of cavities are different. At relatively low strain rate, the cavities are higher than that at high strain rate, which may demonstrate the sliding feature of grain boundary. Compared Fig.5 with Fig.6, we can conclude that the grain boundary sliding apparently occurs only at superplastic forming condition.

Fig.4 Microstructures of extruded AZ31 magnesium alloys before (a) and after (b) tensile test with maximum elongation of 300% (723 K, 5×10-2 s-1)
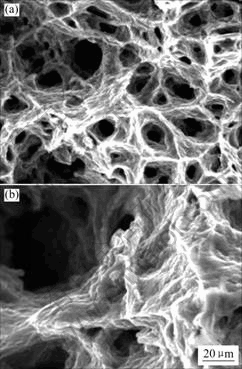
Fig.5 Morphologies of fracture surface after best superplastic deformation in AZ31 alloy: (a) Macroscopic surface; (b) Creeping traces of single cavity
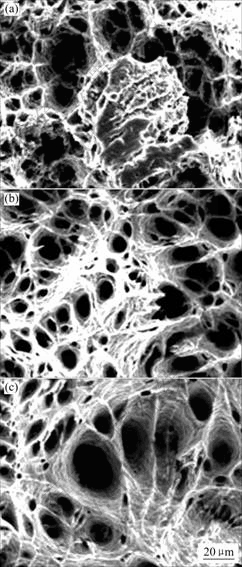
Fig.6 Varieties of cavity with strain rates at 673 K in AZ31 alloy: (a) 0.01 s-1; (b) 0.1 s-1; (c) 0.83 s-1
4 Conclusions
1) At higher strain rate ranging from 1×10-3 s-1 to 1×10-1 s-1, the maximum elongation is 278%.
2) Through the analysis of microstructures in superplastic deformation of the commercial AZ31, the dominant superplastic deformation mechanism at high strain rate is grain boundary sliding controlled by dislocation creeping.
3) This dislocation creeping mechanism is mainly the cavities growth that accommodates the grain boundary sliding.
References
[1] ELIEZER D, AGHION E, FIROES F H. Magnesium science, technology and applications[J]. Advanced Performance Mater, 1998, 5: 201-212.
[2] DEL VALLE J A, PE?ALBA F, RUANO O A. Optimization of the microstructure for improving superplastic forming in magnesium alloys[J]. Mater Sci Eng A, 2007, 467: 165-171.
[3] WANG Ling-yun, SONG Mei-juan, LIU Rao-chuan. Superplasticity and superplastic instability of AZ31B magnesium alloy sheet[J]. Trans Nonferrous Met Soc China, 2006, 16: 327-332.
[4] KHRAISHEH M K, ABU-FARHA F K, WEINMANN K J. Investigation of post-superplastic forming properties of AZ31 magnesium alloy[J]. CIRP Annals-Manufacturing Technology, 2007, 56: 189-192.
[5] CHUNG S W, HIGASHI K, KIM W J. Superplastic gas pressure forming of fine-grained AZ61 magnesium alloy sheet[J]. Mater Sci Eng A, 2004, 32: 15-20.
[6] KUBOTA K, MABUCHI M, HIGASHI K. Review processing and mechanical properties of fine-grained magnesium alloys[J]. J Mater Sci, 1999, 34: 2255-2262.
[7] YAMASHITA A, HORITA Z, LANGDON T G. Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation[J]. Mater Sci Eng A, 2001, 300: 142-147.
[8] Chang T C, Wang J Y, O C M, Lee S. Grain refining of magnesium alloy AZ31 by rolling[J]. Journal of Materials Processing Technology, 2003, 140: 588-591.
[9] BUSSIBA A, BEN ARTZY A, SHTECHMAN A, IFERGAN S, KUPIEC M. Grain refinement of AZ31 and ZK60 Mg alloys-towards superplasticity studies[J]. Mater Sci Eng A, 2001, 302: 56-62.
[10] LANGDON T G. Recent developments in high strain rate superplasticity[J]. Mater Trans JIM, 1999, 8: 716-722.
[11] NIEH T G, HSIUNG L M, WADSWORTH J, KAIBYSHEV R. High strain rate superplasticity in a continuously recrystallized Al-6%Mg-0.3%Sc alloy[J]. Acta Mater, 1998, 8: 2789-2800.
[12] WU Xin, LIU Yi. Superplasticity of coarse-grained magnesium alloy[J]. Scripta Mater, 2002, 46: 269-274.
[13] MOHRI T, MABUCHI M, NAKAMURA M, ASAHINA T, LWASAKI H, AIZAWA T, HIGASHI K. Microstructural evolution and superplasticity of rolled Mg-9Al-1Zn[J]. Mater Sci Eng A, 2000, 290: 139-144.
[14] WATANABE H, MUKAI T, ISHIKAWA K, MOHRI T, MABUCHI M, HIGASHI K. Superplasticity of a particle-strengthened WE43 magnesium alloy[J]. Mater Trans, 2001(1): 157-162.
[15] YIN D L, ZHANG K F, WANG G F, HAN W B. Superplasticity and cavitation in AZ31 Mg alloy at elevated temperatures[J]. Mater Letters, 2005, 59: 1714-1718.
Corresponding author: ZHOU Hai-tao; Tel: +86-731-8830257; E-mail: htzhou62@yahoo.com.cn
(Edited by YUAN Sai-qian)

