稀有金属 2016,40(01),20-25 DOI:10.13373/j.cnki.cjrm.2016.01.004
激光功率对激光熔覆镍基合金涂层组织与性能的影响
邓德伟 孙晋华 王鑫林 张洪潮
大连理工大学机械工程与材料能源学部
沈阳鼓风机集团股份有限公司研究院
摘 要:
针对水导润滑轴承在高硼水溶液的工作介质中发生的汽蚀现象,拟采用激光熔覆的方法提高其表面性能。通过激光熔覆技术在304奥氏体不锈钢表面熔覆了Ni40合金粉末,研究了激光功率对熔覆层组织与性能的影响。用半导体激光器对304奥氏体不锈钢进行激光熔覆,形成厚约为0.8 mm的熔覆层。试样分别用金相显微镜(OM)、扫描电子显微镜(SEM)进行显微组织分析,用维氏硬度计测量熔覆层剖面硬度梯度,用磨损试验机测试熔覆层的耐磨性能,并在硼酸溶液中进行耐蚀性能检测试验。实验结果表明:Ni40熔覆层主要由γ-Ni及铬的化合物组成,功率影响熔覆层组织大小及元素分布,但并未引起物相的变化;相比基体,熔覆层硬度明显提高,且随功率增加而下降,熔覆层厚度随功率增加而加厚;熔覆层在摩擦磨损过程中产生的质量损失约为1.5×10-2g左右,且随功率的增加而减少;熔覆层在硼酸溶液中的耐蚀性随激光功率的增加有所提高。
关键词:
激光熔覆;激光功率;镍基合金;
中图分类号: TG174.4
作者简介:邓德伟(1974-),男,辽宁大连人,博士,副教授,研究方向:表面工程;电话:13998509875;E-mail:deng@dlut.edu.cn;
收稿日期:2014-06-20
基金:国家科技部“973计划”项目(2011CB013402);辽宁省自然科学基金项目(2014028002);辽宁省科技创新重大专项项目(201303002);辽宁重大装备制造协同创新中心项目资助;
Laser Power Effect on Microstructure and Property of Laser Cladding Nickel Based Alloy Coating
Deng Dewei Sun Jinhua Wang Xinlin Zhang Hongchao
Faculty of Mechanical Engineering,Materials and Energy,Dalian University of Technology
R&D Division of Shenyang Blower Works Group Corporation
Abstract:
As to the cavitation that occurred in the high boron solution working medium for water-lubricated guiding bearing,the method of laser cladding was proposed to improve their surface properties. Ni40 alloy powder was cladded on the surface of 304 austenitic stainless steel by laser cladding,and then the effect of laser power on the microstructure and properties of the cladding layer was studied. 304 austenitic stainless steel was cladded by semiconductor laser,and a cladding layer with thickness of 0. 8 mm was formed.The microstructure of samples was analyzed by optical microscopy( OM) and scanning electron microscopy( SEM),the cross-sectional hardness gradient of the cladding was measured by Vickers hardness,the abrasion of cladding layer was tested by wear testing machine,and the corrosion resistance testing was carried out in solution of boric acid. The experience results showed that Ni40 cladding layer was mainly composed of γ-Ni and chromium compounds. The different laser powers used in the experiment had influence on the structure size of the cladding layer and element distribution,but no influence on the phase constitution. Compared with the substrate,the hardness of cladding layer increased significantly and decreased with the laser power increasing. The thickness of cladding layer increased with the laser power increasing. During the friction and the wear process,the wear mass loss of cladding layer was about 1. 5 × 10~(- 2)g and declined with laser power increasing. And the corrosion resistance of cladding layer rose with the increase of laser power in the boric acid solution.
Keyword:
laser cladding; laser power; nickel-based alloy;
Received: 2014-06-20
安全壳喷淋泵是核电站设备中最关键的泵之一,是防止放射性物质向环境释放的最后一道屏障,而其中所用的水导润滑轴承由于长期处于高硼水溶液的工作介质中常会在表面发生汽蚀现象,严重影响整个机组的正常运行,更严重时还会发生事故[1]。针对这一问题,利用激光熔覆的方法提高其表面性能,之前常用钴基合金堆焊,但由于钴的放射性及钴基合金昂贵的价格促使学者将目光逐步转向镍基合金粉末,镍基合金具有较好的耐磨、耐蚀性能。半导体激光器由于其具有较高的光-电转换效率、激光能量被金属吸收的效率高等优势在表面强化领域受到了越来越多的关注。激光熔覆的工艺参数主要包括激光功率、光斑直径、扫描速度、送粉速率、送粉气流速等。熔覆参数的选择与匹配会对熔覆层被基材的稀释程度、熔覆层开裂倾向和熔覆层的组织与性能产生重要影[2,3,4,5]。本文主要讨论在采用半导体激光器熔覆镍基合金粉末的过程中,激光功率对熔覆层组织与性能的影响。
1 实验
1. 1 材料
试验用基材为304 奥氏体不锈钢,其化学成分% ,质量分数) ,C ≤0. 030,Si ≤1. 000,Mn≤2. 000,Cr = 17. 000 ~ 19. 000,Ni = 8. 000 ~ 11. 000,S≤0. 030,P≤0. 035。熔覆材料为Ni40 镍基自熔型合金粉末,成分见表1,粉末颗粒为45 ~150 μm。(
1. 2 方法
激光熔覆实验设备由Laserline LED4000 半导体激光器和KUKA机器人组成。激光参数为: 功率750,1000,1250 W,扫描速率为5 mm・s- 1,送粉速率为5. 05 g・min- 1,搭接率为70% ,氩气保护。熔覆材料为镍基自熔性合金粉末Ni40。试验前对镍基合金粉末200 ℃下进行烘干,以去除粉末中的水分。进行激光熔覆,形成厚约0. 8 mm的熔覆层。熔覆后,将试样沿垂直扫描方向线切割截取15 mm× 15 mm的试样,进行研磨抛光后用10% 草酸在6 V电压下进行电解腐蚀,用Nikon-MAIOO金相显微镜( OM) ,JEISS 55 和ZEISS EVO 18 扫描电子显微镜( SEM) 进行显微组织分析[6,7]; 用MVC-1000B维氏硬度计测量熔覆层剖面硬度梯度,载荷为4. 9 N,加载时间为15 s; 用济南益华摩擦学测试技术有限公司生产的型号为MMS-2A的屏显式磨损试验机测试各熔覆层的耐磨性能,对磨材料为40Cr Mo V,载荷为150 N,转速90 r・min- 1,对磨时间为60 min[8,9]; 用武汉科思特CS300 电化学工作站,采用三电极动电位扫描,研究电极即是上述所做的合金熔覆层试样,参比电极为标准饱和甘汞电极,辅助电极为铂电极。所用的试剂为四硼酸钠28. 59 g・L- 1,硼酸3. 09 g・L- 1,蒸馏水。实验的初始点位为- 0. 5 V,终止点位为1. 5 V,扫描速率为0. 5 m V・s- 1,采样频率为2 Hz。
表1 Ni40 合金的成分Table 1 Chemical compositions of Ni40 alloy powder ( %,mass fraction) 下载原图

表1 Ni40 合金的成分Table 1 Chemical compositions of Ni40 alloy powder ( %,mass fraction)
2 结果与讨论
2. 1 Ni40 熔覆层的组织研究
上述参数下熔覆后的熔覆层均与基体形成良好的冶金结合,如图1( a) 为1000 W功率下熔覆的熔合线形貌,可以看出熔合线处无气孔、裂纹等缺陷,且熔合线也比较平直。熔覆层中组织分布均匀,主要由方向不一的树枝晶及枝晶间的共晶组织组成,如图1( b,c) 所示[10,11,12]。
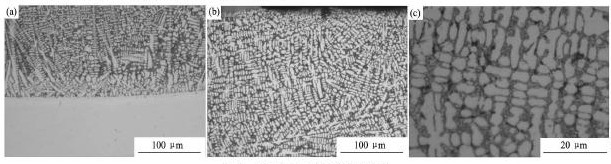
图1 1000 W下Ni40 的金相组织Fig. 1 OM images of Ni40 under 1000 W
图2 是功率为1000 W时熔覆Ni40 的XRD结果,可以看出,熔覆层组织主要由 γ-Ni,Cr B和铬的碳化物组成。
2. 2 激光功率对Ni40 熔覆层组织和成分的影响
为了讨论激光功率对Ni40 熔覆层组织的影响,进行了金相观察、XRD分析及能谱分析。图3为不同功率下Ni40 的金相组织,可以看出1000 W下的组织更细小,且树枝晶取向明显。表2 为各功率下熔覆层树枝晶成分对比,可以看出,随着熔覆激光功率的增加,树枝晶中Fe,Cr含量增加而Ni含量下降,这可能是激光功率的增加,熔池凝固所需的时间随之增加,因而增加了Fe,Cr向树枝晶而Ni向枝晶间扩散的时间[13,14,15]。
图4 为各功率下Ni40 的XRD结果,可以看出,主要的物相并没有改变,均是由 γ-Ni树枝晶及铬的化合物组成,而当功率为750 W时,铬的硼化物趋向于形成Cr2B。
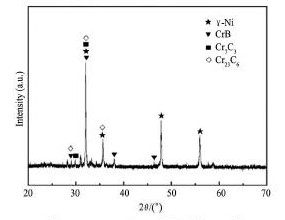
图2 1000 W下Ni40 熔覆层的XRD图Fig. 2 XRD pattern of Ni40 cladding coating under 1000 W

图3各功率下Ni40的金相组织Fig.3 OM images of Ni40 under different laser powers
(a)750 W;(b)1000 W;(c)1250 W
表2各功率下Ni40熔覆层树枝晶成分对比Table 2 Chemical analyses of Ni40 cladding layer dendrite under different laser powers(%,mass fraction) 下载原图
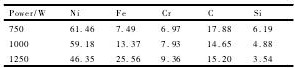
表2各功率下Ni40熔覆层树枝晶成分对比Table 2 Chemical analyses of Ni40 cladding layer dendrite under different laser powers(%,mass fraction)
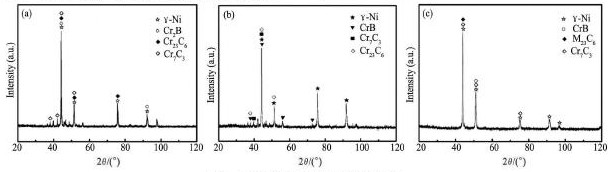
图4各功率下Ni40熔覆层的XRD图Fig.4 XRD patterns of Ni40 cladding layer under different laser powers
(a)750 W;(b)1000 W;(c)1250 W
2. 3 激光功率对Ni40 熔覆层硬度和耐磨性的影响
为了讨论激光功率对Ni40 在硬度、耐磨性能上的影响,进行了维氏显微硬度及耐磨性能的测试。图5 为各功率下Ni40 的硬度曲线,由硬度曲线可以看出,熔覆层的硬度明显高于基体,对Ni40合金粉末的熔覆层硬度来说,随功率的增加,硬度值呈下降趋势,且熔覆层逐渐加厚。这是由于功率增加,热输入大,基体对熔覆层的稀释程度高,而与此同时,热输入加大也会导致熔池加深且熔化的镍基合金粉末增加。
图6 为各功率下Ni40 在摩擦磨损试验中的摩擦系数-时间曲线,可以看出3 个功率下的熔覆层的摩擦系数很相近,随时间变化平稳。摩擦系数随激光功率的增加基本没有变化[3,16]。
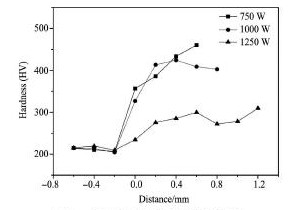
图5 各功率下熔覆层Ni40 硬度曲线Fig. 5 Hardness curves of Ni40 cladding layer under different laser powers
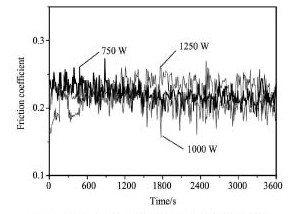
图6 各功率下Ni40 熔覆层摩擦系数-时间曲线Fig. 6Friction coefficient-time curves of Ni40 cladding layer under different laser powers
图7 为各功率下Ni40 熔覆层在摩擦磨损过程中的质量损失量,可以看出,Ni40 熔覆层的质量损失约在1. 5 × 10- 2g左右,随功率的增加,磨损量减少,在1250 W时仅为750 W的78. 7% 。
图8 为各功率下Ni40 熔覆层摩擦磨损实验后的形貌扫描结果,可以看出,Ni40 熔覆层在750 W时表面有严重的犁沟现象,发生了磨粒磨损,随功率的增加,这种现象明显减少,在1250 W时出现大量的粘着点,发生了粘着磨损。
2. 4 激光功率对Ni40 熔覆层耐蚀性能的影响
为了研究功率对Ni40 熔覆层耐蚀性能的影响,进行了在硼酸溶液中的耐蚀性能检测试验。图9 为各功率下熔覆层在阳极极化试验中的电极电位-电流密度( 取对数) 曲线,可以看出,Ni40 熔覆层在功率为750 和1000 W时均发生了明显的钝化现象,在此情况下,一般以维钝电流密度及钝化区宽度的大小对耐蚀性能好坏进行初步的判断,而在本试验结果中,两钝化区的钝化电流密度及过钝化电位很相近,在这种情况下,以自腐蚀电位的大小初步判断其耐蚀性能,可见,750 W下的自腐蚀电位稍高些,故功率为750 W时熔覆层的耐蚀性能较1000 W时要好些。而功率在1250 W时没有明显的钝化现象,但其自腐蚀电位高于其他两功率下的结果,而且在整个腐蚀过程中腐蚀电流密度也最低,故其腐蚀性能更好。因此,得出以下的结论,功率较小时,熔覆层在腐蚀试验中有钝化现象,且在本实验中750 和1000 W时维钝电流密度及钝化区宽度均很相近,而功率增大时,并未出现明显的钝化现象,但其整个过程的电流密度最小,而且随功率的增加,自腐蚀电流增加[3,17]。
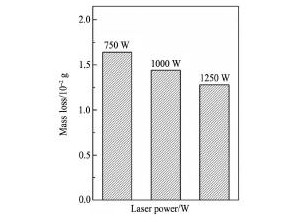
图7 各功率下Ni40 熔覆层质量损失量Fig. 7Mass loss of Ni40 cladding layer under different laser powers
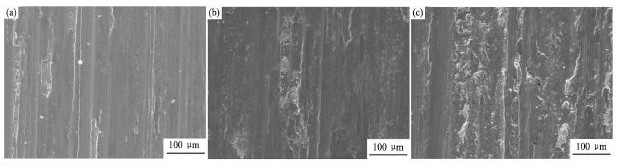
图8 摩擦磨损SEM图Fig. 8 SEM images of worn surface
(a)750 W;(b)1000 W;(c)1250 W
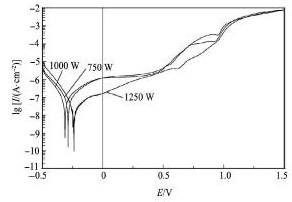
图9各功率下Ni40动电位极化曲线Fig.9 Potentiodynamic polarization curves of Ni40 cladding layer under different laser powers
3 结论
1. Ni40 熔覆层主要由 γ-Ni,Cr B和铬的碳化物组成。功率的不同对熔覆层的物相并无很大影响,但对各物相中元素的分布有影响。
2. 304 奥氏体基体熔覆Ni40 合金粉末后,熔覆层硬度有明显提高,熔覆层硬度均随激光功率的增加呈下降趋势,且熔覆层厚度随功率增加而加厚; 熔覆层在摩擦磨损过程中产生的质量损失量约为1. 5 × 10- 2g左右,且随功率的增加而减少。
3. 镍基合金的熔覆层在硼酸溶液中进行电化学腐蚀时,易在表面形成钝化膜。对于Ni40 熔覆层来说,耐蚀性随功率的增加而有所提高。
参考文献
[1] Zhang L,Zhou Q,Chu Z H.Analysis of one million kilowatts PWR containment spray pumps[J].General Machinery,2012,(2):76.(张雷,周全,初正辉.百万千瓦压水堆核电站安全壳喷淋泵分析[J].通用机械,2012,(2):76.)
[2] Vilar R.Laser cladding[J].Journal of Laser Applications,1999,11(2):64.
[3] Wang Y B.Wear and Corrosion Coatings Prepared by Laser Cladding[D].Harbin:Harbin Engineering University,2009.53.(王一博.激光熔覆制备耐磨耐蚀涂层[D].哈尔滨:哈尔滨工程大学,2009.53.)
[4] Zuo T C,Chen H.21st century green manufacturingtechnology and application of laser manufacturing[J].Journal of Mechanical Engineering,2009,45(10):106.(左铁钏,陈虹.21世纪的绿色制造―激光制造技术及应用[J].机械工程学报,2009,45(10):106.
[5] Xu R H,Li X F,Zuo D W,Wang H Y,Jiang S H,Li J Z.Microstructure and hardness of Ni Co Cr Al Y coatings on titanium alloy by laser cladding with different scanning speeds[J].Chinese Journal of Rare Metals,2014,38(5):807.(许瑞华,黎向锋,左敦稳,王宏宇,江世好,李建忠.扫描速度对钛合金Ni Co Cr Al Y熔覆涂层显微组织及硬度的影响[J].稀有金属,2014,38(5):807.)
[6] Wu D J,Chen Y X,Lu W F,Ma G Y,Guo Y Q,Guo D M.Dilution characteristics of mutual melting of Al2O3-13%Ti O2coating on the surface of titanium alloy by laser cladding[J].Rare Metal Materials and Engi-neering,2012,41(12):2105.(吴东江,陈云啸,卢卫锋,马广义,郭玉泉,郭东明.钛合金表面直接激光熔覆Al2O3-13%Ti O2涂层互熔稀释特性[J].稀有金属材料与工程,2012,41(12):2105.)
[7] Wu Y,Yu G,He X L,Ning J W.The structure and high-temperature ablation aerodynamic performance of Ta-W alloy by laser cladding[J].Rare Metal Materials and Engineering,2012,41(7):1212.(武扬,虞钢,何秀丽,宁伟健.激光熔覆TaW合金组织及高温气动烧蚀性能[J].稀有金属材料与工程,2012,41(7):1212.)
[8] Qiu X W,Zhang Y P,Liu C G.Wear resistance of Ni-base alloy by laser cladding[J].Rare Metal Materials and Engineering,2012,41(2):182.(邱星武,张云鹏,刘春阁.激光熔覆Ni基合金耐磨性能[J].稀有金属材料与工程,2012,41(2):182.)
[9] Zhang X W,Liu H X,Jiang Y H,Wang C Q,Zeng W H.Advances in functional composite coating by laser cladding Ti6Al4V alloy[J].Rare Metal Materials and Engineering,2012,41(1):178.(张晓伟,刘洪喜,蒋业华,王传琦,曾维华.Ti6Al4V合金表面激光熔覆功能复合涂层研究进展[J].稀有金属材料与工程,2012,41(1):178.)
[10] Hemmati I,Ocelík,D.Hosson,J T M.Advances in laser surface engineering:tackling the cracking problem in laser-deposited Ni-Cr-B-Si-C alloys[J].Advances in Laser Surface Engineering,2013,65(6):741.
[11] Liang G Y,Wong T T.Microstructure and character of laser remelting of plasma sprayed coating(Ni-Cr-B-Si)on Al-Si alloy[J].Surface&Coatings Technology,1997,89(1-2):121.
[12] Oshchepkov Y P,Oshchepkova N V.Characteristics of structure formation during deposition of Ni-Cr-B-Si-C alloys[J].Metal Science and Heat Treatment,1979,21(10):755.
[13] Li Y L,Bai X B,Wang L,Shang J F.Impact of laser cladding process parameters on the microstructure and properties of the cladding layer[J].Thermal Processing,2009,38(12):101.(李养良,白小波,王利,商建峰.激光熔覆工艺参数对熔覆层组织和性能的影响[J].热加工工艺,2009,38(12):101.)
[14] Liu X M,Guan Z Z.Impact of powder feeding laser cladding process parameters on the microstructure and properties of the cladding layer[J].Metal Heat Treatment,1999,20(1):36.(刘喜明,关振中.送粉式激光熔覆工艺参数对熔覆层组织性能的影响[J].金属热处理学报,1999,20(1):36.)
[15] Qi Y T,Sheng L Y.Impact of laser cladding process parameters on the cladding layer organization[J].Applied Laser,2011,31(4):322.(齐勇田,生利英.激光熔覆工艺参数对熔覆层组织的影响[J].应用激光,2011,31(4):322.)
[16] Ludema K.Mechanical wear prediction and prevention[J].Wear,1995,184(2):249.
[17] Hemmati I,Rao J C,Ocelik V,De Hosson J T M.Electron microscopy characterization of Ni-Cr-B-Si-C laser deposited coatings[J].Microscopy and Microanalysis,2013,19(1):120.

