Effect of heat treatments on failure mechanism of SiCp/2124 Al composite
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2005���4��
�������ߣ�M.Muratog��]lu
����ҳ�룺839 - 845
Key words��metal matrix composites; heat treatment; fracture; microstructure
Abstract: The mechanical response of a 17%(volume fraction) silicon carbide particles reinforced 2124 Al composite prepared by powder metallurgy techniques was studied by altering the matrix strength with different heat treatments. The fracture mechanisms and the deformation microstructure were examined by scanning electron microscopy. The results show that matrix strength appears to play an important role in influcing the behaviour of the composite under hardness and tensile loading conditions and also fracture mechanisms.The high matrix strength results in a larger decrease in yield strength due to the increasing damage probability. The tensile yield strength values decrease under peak aged and overaged condition whereas under the solutinized condition the opposite effect can be seen.
M.Muratog��]lu
(Engineering Faculty, Department of Metallurgy and Material Engineering, F1rat University, Elaz1g��, Turkey)
Abstract: The mechanical response of a 17%(volume fraction) silicon carbide particles reinforced 2124 Al composite prepared by powder metallurgy techniques was studied by altering the matrix strength with different heat treatments. The fracture mechanisms and the deformation microstructure were examined by scanning electron microscopy. The results show that matrix strength appears to play an important role in influcing the behaviour of the composite under hardness and tensile loading conditions and also fracture mechanisms.The high matrix strength results in a larger decrease in yield strength due to the increasing damage probability. The tensile yield strength values decrease under peak aged and overaged condition whereas under the solutinized condition the opposite effect can be seen.
Key words: metal matrix composites; heat treatment; fracture; microstructure CLC number: TG146
Document code: A
1 INTRODUCTION
In recent years, metal matrix composites(MMCs) have received appreciable attention because of the numerous potential applications in different fields such as the automotive and aerospace industries, electronic packaging and sporting goods. Al/SiCp composites are MMCs consisting of high strength aluminum alloys reinforced with hard silicon carbide particles. Their low cost processing and blend of properties make them good candidates for many structural components demanding high stiffness, high strength, high resistance to wear and heat, and low mass. However, a decrease in ductility and toughness is always present with these valuable specific properties[1].
Therefore, optimization of their fracture properties is needed in order to fully exploit the capability of this class of materials. To improve the ductilities and fracture toughnesses of these composites, their failure mechanisms have been extensively studied[2-5]. It is widely accepted that the failure of SiC whisker-reinforced aluminum composites is mainly initiated by voids and cracks nucleated at the tips of the whiskers during plastic deformation. These cracks would then propagate along the SiC-Al interface and lead to the final fracture. On the other hand, failure of SiC particle-reinforced aluminum composites is related to various factors including size, volume fraction and distribution of the SiC particles, processing history, matrix strength as well as strain rate. There is no single generally agreed upon failure mechanisms for particle-reinforced aluminum matrix composites, but the most commonly reported failure mechanisms are ductile failure of the matrix[3-5], fracture of the reinforcement particles[6]. There are two approaches for improving fracture resistance in particulate composites. The intrinsic approach makes use of microstructural factors (e.g. reinforcement size, matrix properties) to improve the fracture resistance, whereas the extrinsic approach uses macro-structural-toughening mechanisms.
While substantial work has been done on the fracture mechanisms of SiCp/Al composites under static loading, there are relatively few works on the fracture mechanisms under dynamic loading. In particular, the present understanding of the relationship between the mechanical properties fracture mechanisms and microstructures is still far from adequate. In the present work, the deformation microstructure and fracture mechanisms of a 17%(volume fraction) SiCp/2124 Al composite with different heat treatments which affect the matrix strengths, deformed under dynamic loading conditions, were studied.
2 EXPERIMENTAL
The MMCs used for test materials were produced, via a powder metallurgy(PM) route, from batches of high pressure gas atomised 2124 Al alloy powders blended with 17% of abrasive grade SiC particulate had irregular shapes with sharp corners. The average size of the SiC particulates was 3��m . The production route began with baking of the SiCp to drive off excess moisture followed by blending of the weighed powder constituents, cold compaction into cons, vacuum degassing, hot isostatic pressing at 500��, hot forging at 475�� and hot rolling at 475��. The chemical composition and microstructure of materials are given in Table 1 and Fig.1, respectively.
Table 1 Chemical composition of test material(mass fraction, %)


Fig.1 SEM fractograph of composite material
In order to determine the optimum time of the peak and overageing, different duration was determined for ageing time after solution treatment for the same aging temperature. According to the macrohardness measurement taken on the aged samples at an ageing temperature of 190�� (Fig.2), 4h and 24h were decided as peakageing and overageing time, respectively.
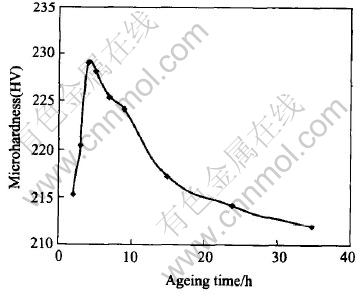
Fig.2 Variation of hardness value as function of ageing time for composite material
For observing the effect of matrix hardness on the fracture mechanism of composite materials, four heat treatment conditions were investigated.
1) As received.
2) Solution treated at 500�� for 4h and water quenched to the solution annealed(SA).
3) Solution treated at 500�� for 4h and aged at 190�� for 4h to the peakage condition(PA).
4) Solution treated at 500�� for 4h and aged at 190�� for 24h to the overage condition(OA).
The heat treatment response was followed by Vickers microhardness measurements, and is listed in Table 2. It was carried out by a Anton Paar MHT-10 Micro Hardness Tester using a 0.49N load for 10s. All aged and homogenized samples were kept in refrigerator right after the heat treatments.
Table 2 Properties of MMC

Uniaxial tension tests at room temperature were carried out in accordance with ASTM E8-78 circular unnotched section test pieces in an Instron model 1175 testing machine at a constant cross head speed of 1mm/min. The gauge length and diameter were 16mm and 4mm, respectively.
The fractographic examinations of the mechanical tested specimens were carried out by using a Leo 440 scanning electron microscope(SEM) and EDS techniques.For the microstructure of subsurface examinations, a perpendicular cross section to the fracture surface of the specimen was cut, metallographically polished, and etched for 20s with Keller��s solution, and then examined by an optical microscope.
3 RESULTS AND DISCUSSION
3.1 Effect of precipitation treatment
The volume fraction and distribution of SiC particles are not affected by the heat treatment operations and therefore remain the same for all the workpiece materials. However, the hardness of the composite changes with treatment indicating that precipitation hardening of the matrix materials had taken place[7, 8]. The complete heat treatment of this type of aluminum alloy is achieved in the three stages. First, the material is heated to the solution treatment temperature at which the copper atoms form a solid solution within the aluminum matrix. Second, the material is rapidly quenched, preventing the diffusion of the cupper atoms and thus producing and super-saturated solid solution. Third, the hardening is achieved by re-heating the material to a lower temperature, which is referred to as the ageing temperature. This ageing treatment results in the precipitation of extremely fine, partially incoherent, �ȡ�-CuAl2 precipitates within the aluminum matrix increasing the hardness of material[9]. Due to the size of this precipitate, the microstructural changes associated with precipitation hardening cannot be observed under the optical microscope[9]. The presence of SiCp don��t seem to affect the ageing behaviour of the matrix. Unchanged kinetics might be due to the domination of GP zones[10]. Similar effect was noted by Chawla et al[11] at lower ageing temperatures in 2014 system where the ageing kinetics was dominated by precipitates that required vacancy diffusion. And also lower values of hardness for composites at different ageing conditions might be due to the change in the matrix composition because of interfacial reaction.
3.2 Mechanical properties and fracture characteristics
The tensile property data under different heat treatments, namely solution annealed(SA), peak aged(PA) and overaged(OA), are given in Table 2.
The yield strength at 0.2% offset was determined though it was known that composites exhibit rapid work hardening rate in the initial strains. Under the SA condition, composites exhibited higher yield strength levels than the other tempers, and the yield strength level of PA temper is lower than that of OA temper. On the other hand, the ultimate tensile strength values are also higher than those under the SA condition. But the drop is significant under the OA condition. After quenching the residual stress in the matrix due to differential thermal expansion causes the matrix to be in tension prior to testing. Therefore, local premature yielding occurs upon to the application of a further tensile stress during the tensile testing. This localized yielding also causes a deviation from linearity in the early stages of straining[12].
The hardness data are given in Table 3. The UTS was chosen over the yield strength because the post-yield work hardening plays an important role during indentation and in tensile loading. During the indentation significant work hardening takes place due to severe and nonuniform plastic deformation in the vicinity of the indentation site[13]. The important finding shown in Table 3 is that the tensile strength of heat treated composite given in Table 2, does not follow a simple relationship. A unique relationship between hardness and tensile strength does not exist, especially in cases where the strength of the Al matrix is relatively low. This suggests that the typical method of using hardness testing to estimate the tensile strength may not be applicable to particle reinforced metal matrix composites. Under the peak aged condition, the composite shows a much greater hardness value, although its tensile strength are higher than that under the SA condition. The similar tensile strength-hardness relationship for all heat treated conditions indicates that the composite tensile strength is matrix dominated. This can be explained by the fact that as the matrix strength decreases, load transfer to the high modulus particles is diminished. This is understandable because a higher concentration of SiC significantly increases the resistance to flow of the matrix during indentation[14]. There are two possible factors that can contribute to the lack of unique correspondence between hardness and tensile strength. First, in particle reinforced Al matrix composites final failure due to tensile loading is often initiated by the fracture of the reinforcement particles[15]. Second, factors is related to the localized nature of indentation loading[19]. During tensile test, the material within the gauge section undergoes nomi-
Table 3 Heat treatment condition and hardness results

nally uniform deformation. In a hardness test, however, severe plastic flow is concentrated in the localized region directly below the indentation, outside of which the material still behaves elastically and can accommodate a part of the volume loss caused by degression.
Examination of the fracture surfaces of failed tensile specimens reveals the mechanisms of failure in these MMCs. Fig.3 shows the fracture surface of the tensile specimen under as received condition. The dimples(marked as 2 in Fig.3(a)) are formed due to failure of the matrix between the reinforcing particles. The failure of the material is by coalescence of voids (Fig.3(b)) nucleated by the fracturing of reinforcing particles(marked as 1 in Fig.3(a)). This is in agreement with previous findings. In this case, many of the dimples contained whole reinforcing particles indicating that void nucleation is caused by decohesion between the matrix and reinforcing particles. This is again in agreement with the previous results. These fracture surfaces also reveal a number of interesting features which suggest changes in failure mechanisms with variations in local spatial distribution of the reinforcing particles. Fig.4 shows the SEM micrograph of the fractured surface section of an as-received MMC material, indicating the presence of such reinforcement free layers. These layers are caused by rolling flatlarge matrix particles which are highly necklaced

Fig.3 SEM fractographs under as-received condition
by small reinforcing particles after the blending and hot isostatic pressing process[12]. This is the case for the MMCs with large matrix: reinforcement particle size ratios,i.e. containing 3��m in diameter of SiCp. So, the fracture surface of the MMCs with these features also shows localized areas of a delamination type failure between the layers of reinforcement free material and the layers of reinforcement rich material either side of them. A proposed mechanism of formation and failure of these delaminations is shown in Fig.5[12]. It can beseen that a prior matrix powder particle is

Fig.4 SEM fractographs for presence of reinforcement free region on fractured surface section under as-received condition

Fig.5 Schematic diagram for formation and failure of thin layers of matrix between layers of SiCp rich material in MMCs
necklaced by small reinforcing particles,which becomes elongated and thinner during rolling such that it becomes a thin layer of matrix rich material bounded by thin layers of reinforcement rich material. An example of this is shown in Fig.6. This is in agreement with previous findings[16]. Failure is initiated by the nucleation of voids at reinforcing particles. These voids coalesce and form regions of failure (cracks) within the reinforcement and void rich region (Fig.7(a)). One of these cracks then grows across the thin matrix rich region. Final failure then occurs by the joining of the crack in

Fig.6 Optical micrograph for thin layers of matrix between layers of SiCp rich material just beneath fracture surface under as-received condition

Fig.7 Optical micrographs for failure of delamination under as-received condition
the matrix rich region with a crack remote from it in the next reinforcement rich region (Fig.7(b)).
The features of tensile fracture of the specimens under the OA conditions are illustrated in Fig.8. It also exhibits particle fracture and particle pull-out. Though extensive matrix deformation around the particles is evident, it depends on the heat treatment. It was noted in Al alloy matrix composites, a higher increase in strength was observed with softer matrix[17]. The heat treatments were chosen in order to change the matrix strength over a wide range by varying the precipitate size and their distribution as it plays an important role in relieving the triaxial internal stresses between the reinforcement and the matrix[18]. The decrease in yield stress with particle loading under the case of peak-aged condition might be due to the rapid initiation of damage just at the onset of gross yielding. On the contrary, in the lower matrix strength levels (SA temper) an increase in yield strength was noted, which indicates that the damage is minimum before the yield. Thus, the high matrix strength causes a large decrease in yield strength due to increased damage probability under the SA condition. In that manner, it was determined that the matrix strength has an important effect on the fracture mechanisms of SiCp/ Al composites. For the composite with low matrix strength under the SA and OA conditions, failure is initiated by nucleation, growth and coalescence of voids in the aluminium alloy (Fig.9). For the composite with a strong matrix (PA condition), failure is caused by tearing of the SiC/ Al interface and by SiC particle cracking(Fig.10).

Fig.8 SEM fractograph for tensile fracture surface of MMC under OA condition
SiC particles found on the fracture surface show two different types of features[19]. The first type shows a smooth and flat fracture surface along the cleavage planes of SiC.As SiC has several low index cleavage planes, the fracture of SiC particles can proceed with cleavage along several planes simultaneously[19] and give rise to secondary cracks(marked as 1 in Fig.11). Some SiC particles on the fracture surfaces show a ductile tearing along the SiC-Al interface (marked as 2 in Fig.11). A SiC particle adhering with ridges originated from tearing of the aluminium matrix is verified by EDS analysis (Fig.12) taken on that tearing failure near the SiCp/ Al interface. This indicates that the aluminium content at marker 2 is much higher than that at marker 1.

Fig.9 SEM fractograph for tensile fracture surface of MMC under SA condition

Fig.10 SEM fractograph for tensile fracture surface of MMC under PA condition

Fig.11 SEM fractograph for two different types of SiC fracture surface

Fig.12 EDS patterns taken at marker 1(a) and marker 2(b) of sample as shown in Fig.11.
4 CONCLUSIONS
1) A unique relationship between hardness and tensile strength does not exist, especially in case where the matrix strength is relatively low.
2) The tensile strength depends on work hardening and the damage mechanisms that occur during straining. The high ultimate tensile strength level under the SA condition is caused by residual stress in the matrix after quenching, which causes the matrix to be in tension prior to testing.
3) The heat treatments applied on the composite materials affect the failure mechanisms. The tensile yield strength values decrease under peak-aged and overaged conditions whereas under solutized condition opposite effect is seen. The higher matrix strength results in a larger decrease in yield strength due to increased damage probability.While nucleation, growth and coalescence of voids progress with low matrix strength, tearing of SiC/ Al interface and particle cracking occur with strong matrix.
Acknowledgement
The composite material used for the test specimens was supplied by AMC(Aerospace Metal Composite) company in England.
REFERENCES
[1]DiGiovanni P R, Adsit N R. Testing technology of metal matrix composites [A]. American Society for Testing and Materials 1988 [C]. Race Street Philadelphia, PA, 1919.
[2]You C P, Thompson A W, Bernstein I M. Proposed failure mechanism in a discontinuously reinforced aluminum alloy [J]. Scripta Metall, 1987, 21: 181-185.
[3]Lloyd D J. Aspects of fracture in particulate reinforced metal matrix composites [J]. Acta Metall Mater. 1991, 39: 59.
[4]Lee J C, Subramanian K N. The tensile properties of hot rolled(Al2O3)p-Al composites [J]. Mater Sci Eng A, 1995, A196: 71-78.
[5]Arsenault R J, Shi N, Feng C R, et al. Localized deformation of SiC-Al composites [J]. Mater Sci Eng A, 1991, A131: 55-68.
[6]Lewandowski J J. Effects of matrix microstructure and particle distribution on fracture of an aluminum metal matrix composites [J]. Mater Sci Eng A, 1989, A107: 241-255.
[7]Barnes S, Pashby I R, Hashim A B. Effect of heat treatment on the drilling performance of aluminium/ SiC MMC [J]. Applied Composite Materials, 1999, 6: 121-138.
[8]Tosun G, Murato[AKg��]lu M. The drilling of an Al/SiCp metal matrix composites(part ��)��microstructure [J]. Composite Sci and Tech, 2004, 64: 299-308.
[9]Smallman R E. Modern Physical Metallurgy(4th ed) [M]. London: Butterworths, 1995.
[10]Ravi K N V, Dwarakadasa E S. Effect of matrix strength on the mechanical properties of Al-Zn-Mg/SiCp composites) [J]. Composites: Part A, 2000, 31: 1139-1145.
[11]Chawla K K, Esmaeili A H, Datyeand A K, et al. Effect of homogeneous /heteregeneous precipitation on aging behaviour of SiCp/Al2014 composite [J]. Scripta Metall Mater, 1991, 25: 1315-1319.
[12]Stone I C, Tsakiropoulos P. The effect of reinforcement on the notched and un notched room temperature tensile properties of Al-4wt.%Cu/SiCp MMCs [J]. Mater Sci Eng A, 1998, A241: 19-29.
[13]Hill R. The Mathematical Theory of Plasticity [M]. London: Oxford University Press, 1950.
[14]Chawla N, Habel U, Shen Y L, et al. Metall Mater Trans, 2000, 31A: 531.
[15]Shen Y L, Chawla N. On the correlation between hardness and tensile strength in particle reinforced metal matrix composites [J]. Mater Sci Eng A, 2001, A297: 44-47.
[16]Murato[AKg��]lu M, Aksoy M. The effects of temperature on wear behaviours of Al-Cu alloy and Al-Cu/ SiC composite [J]. Mater Sci Eng A, 2000, A282: 91-99.
[17]Wu Y, Lavernia E J. Strengthening behaviour of particulate reinforced MMC��s [J]. Scripta Metall Mater, 1992, 27: 173-178.
[18]Davies C H J, Raghunathan N, Sheppard T. Mater Sci Techno, 1992, 8: 977.
[19]Lu Y X, Lee C S, Meng X M, et al. Failure mechanisms of a SiC particles/2024 Al composite under dynamic loading [J]. Phys Stat Sol, 1998, 169A: 49.
Received date: 2004-06-30; Accepted date:2005-04-15
Correspondence: M.Muratog��lu, Professor, PhD; E-mail: mehtug@firat.edu.tr

