稀有金属 2000,(04),317-320 DOI:10.13373/j.cnki.cjrm.2000.04.019
9900型靶材与靶托的连接技术
北京有色金属研究总院!北京100088
摘 要:
针对 990 0型靶材与靶托的连接中存在的难题分析其原因 , 对此采取了一些措施 , 通过靶材大小 , 焊料的改进和热处理等 , 实现了Ni Cr合金、铬、银靶与铜底托的连接 , 生产出产品的批量使用证明 , 焊接质量完全满足使用要求。
关键词:
靶材 ;靶托 ;连接 ;退火 ;脱焊 ;
中图分类号: TG454
收稿日期: 1999-08-05
Bonding of Target Material and Backing Plate for 9900 Sputtering System
Abstract:
The difficulty in the bonding of targets material and backing plate used for 9900 system was investigated and some measures were taken. By regulating the thickness of the target material, improving the bonding solders and carriging out the heat treatment before soldering, the targets of alloy Ni Cr, Cr or Ag were successfully bonded to backing plate. The practical uses of the target demonstrate that the quality of bonding is satisfactory.
Keyword:
Sputtering target; Backing plate; Bonding; Annealing; Detachment;
Received: 1999-08-05
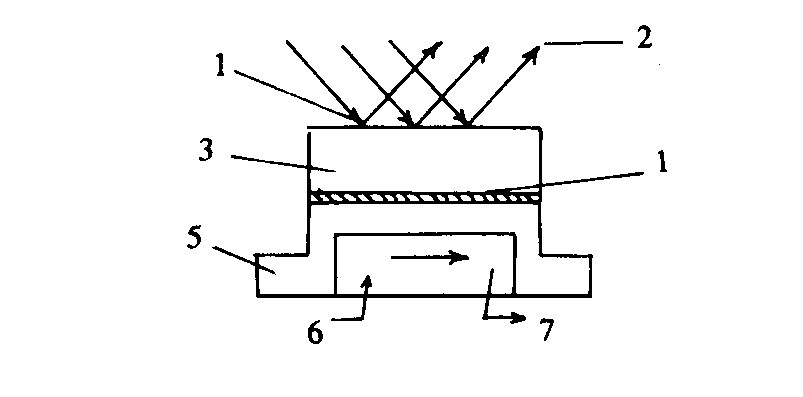
Varian 9900型磁控溅射台是一种适合连续在76.101 mm硅片上镀膜的设备, 它带有3个可以同时工作的靶位, 如图1所示。 在磁控溅射过程中, 当高能态离子高速轰击靶材表面而激发出靶材原子或分子的同时, 产生大量的热量, 若这些热量不能及时地排除, 靶材会迅速升温造成靶材脱焊、 靶材熔化、 设备过热等问题, 严重时设备会出故障或报废。 靶材与靶托是通过接合层连接在一起的, 而靶材以循环的冷却水冷却, 以此排放靶材表面产生的热量。在直流磁控溅射中, 靶材作为阴极需要与靶托之间有很好的导电性, 否则会影响溅射率和靶材寿命。 在9900型设备上, 靶材是安装在设备上部使用的 , 因此接合层不仅要有很好的导热、导电性能, 还要有足够的强度。 通常, 厂家以不断提高输入功率和靶材大小来提高生产效率、 降低成本。 这对靶材连接的要求更高。
图1靶托和靶材组合体
1―高能Ar+ 离子; 2―溅出离子; 3―靶材; 4―接合层; 5―靶托; 6、7―冷却水
目前, 国内微电子器件厂家使用这种设备作硅片的背面金属化, 普遍采用的材料有铬、 镍-铬、银等3种。厂家以前使用的靶材都是依赖于进口 (随靶托) , 不仅其价格昂贵, 还经常给生产带来种种不便。 鉴于这种情况, 本研究做了靶材与靶托的连接试验, 并成功的实现了其连接的国产化。此项技术的开发还对其它靶材的连接提供了基础。
1 9900型靶材与靶托焊接不当引起的问题
靶材的连接有扩散焊、 钎焊等多种方法, 但因为钎焊法具有操作简单、 靶托利用率高等优点, 在大多数靶材的连接中被利用。 首先把钎焊料均匀涂在靶材与靶托的接合面, 或把钎料带均匀夹在靶材和靶托之间, 然后把靶材和靶托的组合体加热到高于焊料的液相线30~50 ℃, 熔化钎料依靠界面润湿和毛细作用填充母材连接处间隙, 使之相互溶解扩散, 从而获得牢固的冶金接合, 这就是靶材连接于靶托的钎焊法
[1 ]
。 9900型靶材均采用钎焊的方法与靶托连接使用。 若其钎焊质量不好, 会出现脱焊及溅射不均匀。
1.1 脱焊
在使用中靶材从靶托脱离, 若及时发现还能重新焊接, 否则会把靶材弄碎, 损失较大。 从观察到的现象来看, 主要原因是靶材翘曲, 溅射时靶材表面的不均匀受热引起热应力, 它使靶材变形而从靶托脱离。 若焊接之前, 靶材组织内部残留着热、 机加工造成的位错塞积等缺陷, 在溅射时轨道上受到加热之后, 轨道部位的内部组织就得到回复, 使靶材的不同部位之间产生很大的热应力。 当热应力超过焊料的接合力时, 会导致靶材变形而从靶托脱离。 另外由于靶材结构的不合理, 而造成脱焊。 从表1
[2 ]
知道, Ni-Cr合金、 铬靶的导热、 导电性能相当差, 说明排除溅射中所产生的热量比较难, 当这种靶材的厚度较厚时这个问题更突出。 这样, 接合层焊料的工作温度也随之上升30~50 ℃, 超过允许值80 ℃ 时焊料的强度急剧下降, 造成靶材因为自重而从靶托掉下来。
表1 一些常用金属元素的物理性能
电阻率 (20 ℃) -6 Ω・cm
热导率 (0 ℃)
线膨胀系数 (20 ℃) -6 deg-1
1.61
4.28
19.0
1.70
4.01
16.7
12.9
0.95
5.0
0.11
13.0
8.75
0.87
//-9.6 ⊥52.9
11
0.67
8.4
1.2 溅射不均匀
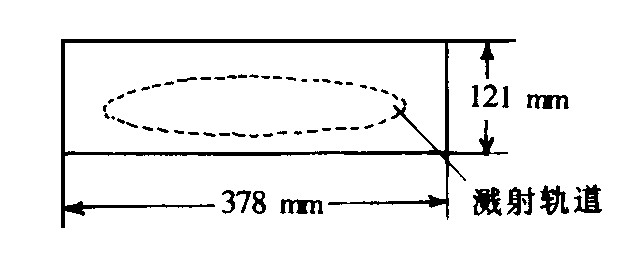
若靶材溅射不均匀, 造成在溅射轨道内局部部位的材料先溅射完, 这样不仅对薄膜的均匀性产生影响, 而且大大降低靶材的寿命。 这种靶材溅射时按图2示出的轨道消耗, 其材料利用率大约25%~30%, 但焊接质量不好时其利用率达不到20%。 观察这些靶材的连接面, 会发现内部焊料层不均匀或存在部分未接合面。 对Ni-Cr等导电、 导热性较差的靶材来说, 焊接层的厚度不均匀或存在未接合面会引起靶材表面不同部位的冷却和导电情况不同, 它会导致轨道上不同部位的溅射率不同。 因此, 选择的焊料首先要有良好的流动性, 才能实现接合的均匀和致密性。 在钎焊中, 钎料的凝固收缩残留一些气泡于靶材与靶托的接合面, 故很难达到100%的接合率
[3 ]
。
图2 9900型靶材及其溅射轨道
从上述的分析来看, 需要解决的几个问题是: 首先改善靶材导热、 导电性能; 焊前要充分消除靶材残余应力; 改善焊料的流动性和防止焊料的氧化; 保证焊接面上有一定厚度和均匀的焊料, 消除一些热应力。
2 钎焊工艺
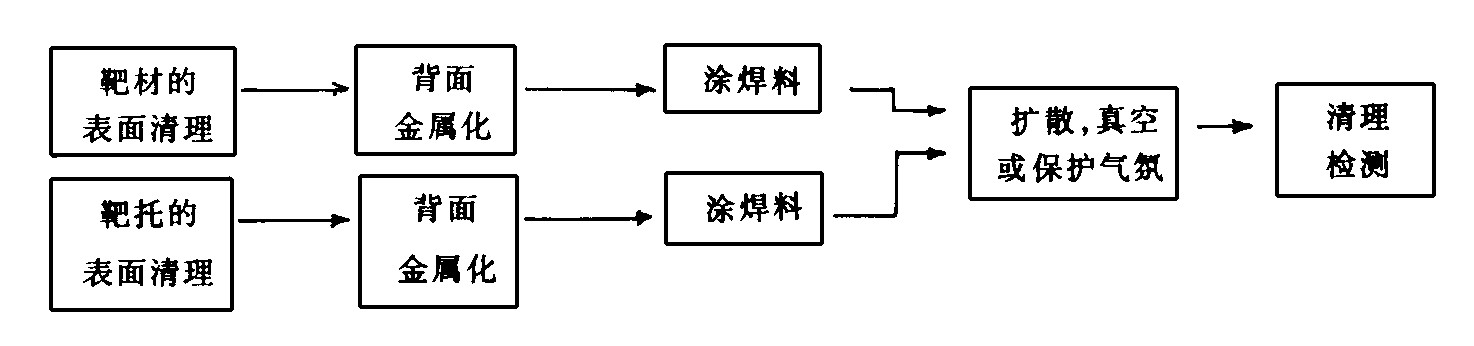
图3是靶材钎焊工艺简图。 试验是在真空扩散炉中进行。 关键在扩散过程中, 给靶材和靶托足够的压力, 让焊料熔化流动时充填接合面的各部位。
图3 靶材和靶托钎焊的工艺图
3 结果与讨论
3.1 不同厚度靶材的连接
不同厚度靶材的连接质量见表2。虽然增加靶材厚度可以延长靶材寿命、 降低成本, 但同时引起溅射率的下降, 增加连接难度等问题。 参考表2的试验数据考虑, 在后面的试验中采用的铬、 Ni-Cr靶均为6 mm厚, 而银靶为10 mm厚。
表2 不同厚度靶材的连接质量
尺寸
试验次数
开裂次数
378 mm×121 mm×10 mm
3
3
378 mm×121 mm×10 mm
10
1
3.2 退火处理对靶材焊接质量的影响
选择退火温度时, 要充分考虑消除靶材组织结构中的缺陷, 防止靶材晶粒的长大。 对磁控溅射靶材来说, 其晶粒越细越好。 金属的再结晶温度与其熔点、 纯度和变形程度有关。 金属熔点越高, 其再结晶温度越高, 而金属纯度越高, 其再结晶温度越低。 金属变形程度越大, 其再结晶温度越低
[4 ]
。 因此, 选择银靶的退火温度时, 考虑到高纯银靶是经大变形量轧制而成的, 退火温度定在350~500 ℃。 试验结果证实了退火处理的重要性, 见表3。
表3 退火对靶材连接质量的影响
Ν i - C r 合 金 靶 退 火 ? ? 未 退 火
A g 靶 退 火 ? ? 未 退 火
7
3
10
5
1
3
0
2
3.3 焊料对焊接质量的影响
目前, 在生产中主要使用纯度高于99.99%的高纯铟、 铟合金、 铝合金、 铅合金等多种焊料。 选择焊料首先要求材料浸润性、 流动性要好, 在低于80℃使用条件下要有一定的抗拉强度和抗剪强度; 熔点要求在100~300 ℃之间, 熔点太低, 使用中容易引起脱落, 熔点太高, 焊接过程中容易引起氧化; 焊料要有一定的塑性, 可以调节靶材和靶托的温差引起的一些热应变。 高纯铟是目前低熔点焊料中流动性和扩散性最好的焊料, 但同时存在易氧化的缺点, 在大气中钎焊时大约氧化5%, 这样会影响其流动性。由于高纯铟价格昂贵, 有些场合用其它焊料代替。
从表4试验数据来看, 焊接银靶时可以用铟合金焊料代替高纯铟, 降低成本。 铟合金的熔点比高纯铟低几十度, 这就降低了焊料氧化的可能性。
3.4 连接结构的改进对溅射质量的影响
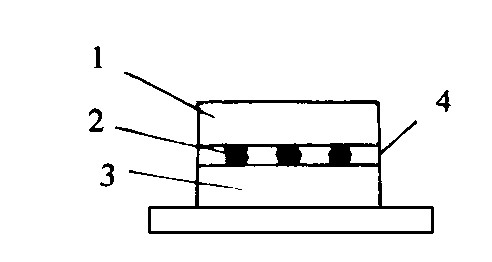
通过改进连接结构实现焊料层的均匀, 保证焊料层具有一定的厚度, 以便协调热应力。 针对9900型靶材均为金属靶的特点, 主要采用了在焊料层夹金属丝的方法, 见图4。 夹直径为? 0.1~0.2 mm的铜丝, 数量为具体靶材的大小和现状而定
[5 ]
。 对于9900型靶材, 只需要沿着长度方向夹两根金属丝就可以。 试验中, 银靶的厚度为10 mm, 采用的焊料为In-Sn合金; Ni-Cr、 铬靶的厚度为6 mm, 采用的焊料均为高纯铟。
图4 夹金属丝结构
1―靶材; 2―金属丝; 3―靶托; 4―接合层
从表5的试验结果可知, 夹金属丝可以有效地解决焊接层均匀性, 消除了靶材溅射不均匀现象。
最后, 用超声波探伤检测了这几种靶材的接合率, 其接合率均达到80%~90%以上, 银靶的接合率甚至达到95%左右。
表4 不同焊料为对连接质量的影响
Ν i - C r 合 金 靶 纯 Ι n ? ? Ι n 合 金
C r 靶 纯 Ι n ? ? Ι n 合 金
A g 靶 纯 Ι n ? ? Ι n 合 金
5
3
5
3
5
5
0
2
0
1
0
0
2
2
1
2
0
1
表5 连接结构的改进对焊接质量的影响
Ν i - C r 合 金 靶 有 ? ? ? 无
C r 靶 有 ? ? ? 无
A g 靶 有 ? ? ? 无
5
5
3
3
5
5
0
2
0
1
0
1
4 结 论
1.导电、 导热性较差的靶材的厚度不宜太厚, Ni-Cr合金靶、 铬靶的厚度为6 mm比较适合与铜底托钎焊使用。 导热、 导电性能非常好的银靶可以使用10 mm厚的靶材。
2.通过消除内应力退火和焊接结构上的改进, 9900型铬、 Ni-Cr、 银等3种靶材的连接质量完全满足生产线批量使用的要求。 其中在连接银靶时可以用In-Sn合金焊料, 但连接铬、 Ni-Cr合金靶最好采用高纯铟焊料。
参考文献
[1] 师昌绪 材料大辞典 北京 :化学工业出版社 , 1994 5 89
[2] 饭田修一等编 , 曲长芝译 物理学常用数表 北京 :科学出版社 , 1987 12 2
[3] TOSOHSMD INC WO 96 / 15 2 83
[4] 中国机械工程学会热处理学会 晶体缺陷与金属热处理 北京 :机械工业出版社 , 1998, 199
[5] 内海健太郎等 日本公开特许公报 , 特开平 8-170 170 , 1996 .