
Microstructure and mechanical properties of
Al-Fe-V-Si/SiCp composites
CHEN Zhen-hua(陈振华), HE Yi-qiang(贺毅强), YAN Hong-ge(严红革),
HAO Liang(郝亮), CHEN Zhi-gang(陈志钢), CHEN Gang(陈刚)
College of Materials Science and Engineering, Hunan University, Changsha 410082, China
Received 15 July 2007; accepted 10 September 2007
Abstract: The characteristics of microstructures and mechanical properties of the multi-layer spray deposited SiCP/Al-6.5Fe-0.6V-1.3Si, SiCP/Al-8.5Fe-1.3V-1.7Si and SiCP/Al-10Fe-1.3V-2Si composite sheets obtained by rolling after extruding were investigated. The evolution of the grain and phases of these composites during processing were examined, and the influence of the microstructures on the mechanical properties was analyzed. The experimental results show that the ultimate tensile strengths σb of the three kinds of composite sheets are 420, 535, 470 MPa respectively at room temperature, and 232, 285, 300 MPa at 315 ℃ and 148, 180, 200 MPa at 400 ℃. The excellent mechanical properties can be attributed to the high solid solubility, fine grain size, Al12(Fe,V)3Si precipitation particles and the SiC particles. And the composition of the matrix alloy has an obvious effect on the mechanical properties of the as-rolled sheets.
Key words: heat resistant alloy; composite; spray deposition; microstructure; mechanical property
1 Introduction
Early in 1986, Al-Fe-V-Si system heat resistant aluminum alloy was developed by SKINNER et al of Allied-Signal Corp. by plate fluid cast (PFC) technology[1], which can be used at temperature as high as 400 ℃ and is believed to be a substitute for titanium alloy for applications at elevated temperature. Considerable research efforts[2-4] have been spent in the development of rapidly solidification (RS) Al-Fe-V-Si system heat resistant aluminum alloy for its low density, excellent ambient and elevated-temperature properties, outstanding heat stability, ductibility and fracture toughness.
The Al-8.5Fe-1.3V-1.7Si (8009Al) alloy reinforced with ceramic particulates (for example, SiC particulates), short fibers or whiskers[5-7] possess good elevated- temperature properties due to the presence of thermally stable dispersoids in the microstructure. And their high creep strength is due to the high fraction (typically 20%-30%) of the stable dispersoids Al12(Fe,V)3Si which, owing to their low coarsening rate, can play an important strengthening role for a long exposures duration at elevated temperature[8]. And the added ceramic particulates can increase the elastic modulus of the materials at least to about 700 K[9].
The typical methods for preparation of SiCp/ Al-Fe-V-Si composite include rapid solidification/ powder metallurgy (PM), plate fluid cast and spray deposition (SD). In previous works, the present authors emphasized on the RS/PM and PFC of the composite which were relatively complex, but the multi-layer spray deposition was involved rarely, and sheet of the composite has been investigated hardly, especially the sheets of SiCp/Al-6.5Fe-0.6V-1.3Si and SiCp/Al-10Fe- 1.3V-2Si composite.
The aim of this work is to provide complete description of correlations between the microstructure and the mechanical properties of SiCp/Al-Fe-V-Si composites, especially the effects of microstructure on the elevated temperature properties, and an optimum process of manufacture of sheets of these composites was provided.
2 Experimental
The nominal composition of Al-Fe-V-Si alloy in this study is Al-8.5Fe-1.3V-1.7Si. SiC particles with a volume fraction of 15% and mean size of about 10 μm are selected as the reinforcement phase. The composite preforms were firstly fabricated by a self-developed spray deposition equipment. The processing parameters of the spray deposition experiments are given in Table 1. The relative density of the as-deposited preforms was about 89% measured by Archimedes method.
Table 1 Process parameters of multi-layer spray deposition experiment
Hot extruding was used to densify the composite preforms. For hot extruding processing, the composite billets were heated up to 490 ℃ and kept for 1 h and then extruded into a sheet of 125 mm in width and 20 mm in thickness at an extrusion ratio λ of 11.
Our earlier work demonstrated that the optimum temperature for rolling was 490 ℃[10-11], which was different from the alloys without reinforcement in which mechanical properties decrease with rolling temperature. Before hot rolling, the billet was heated at 490 ℃ for 1h. The pass reduction was about 10%. The billet was heated at 490 ℃ for 10 min/pass. The obtained SiCp/Al-Fe-V-Si sheets were 0.6-1.5 mm in thickness.
Samples for transmission electron microscopy observation were mechanically and chemically thinned. Initially, 3 mm diameter discs were cut and polished with abrasive papers to a thickness of about 100 μm. Adopting a double jet technique, these discs were electrochemically polished in a solution of 25% nitric acid in methanol at -25 ℃. These were characterized by a H800 type microscope.
Tensile specimens with the tensile axis parallel to the longitudinal direction were machined from the sheets of the as-rolled composite or alloy. Tensile tests were conducted at 20, 315, 400 ℃ respectively at a strain rate of 5×10-4 s-1. To ensure equilibration and minimize temperature fluctuations during testing, the specimens were maintained at the specified temperature for 30 min before test. Elongation was determined from load- displacement plots as well as from scribing marks on the sample surface.
All the procedure was repeated, and to assure reliability of the experimental data, all the data was taken from the average.
3 Results and discussion
3.1 Microstructures
Fig.1 presents the shape, size of the grains and the distribution state of the dispersoid particles of SiCp/Al-6.5Fe-0.6V-1.3Si, SiCp/Al-8.5Fe-1.3V-1.7Si and SiCp/Al-10Fe-1.3V-2Si composites, with the TEM micrograph of the Al-8.5Fe-1.3V-1.7Si alloy sheet as comparison. It can be seen from Figs.1(a)-(c) that α-Al12(Fe,V)3Si dispersoid particles with nearly spherical shape distribute mostly along the grain boundaries, a few of which distribute inside the grains. Especially for the SiCp/Al-8.5Fe-1.3V-1.7Si composite, almost all of the dispersoid particles distribute along the grain boundaries, while some of the particles disperse inside the grains. As our earlier work demonstrated, few dispersoids are found inside the grains, which results from the displacement of the grain boundaries until they are pinned by the dispersoids[12]. As result, grain growth is limited by the dispersoids and the grains do not grow evidently after hot work. The size of the dispersoid particles in the three composites is 50-100 nm, and the grain sizes of the three composites are about 600, 800 and 500 nm respectively. The mean size of the α-Al12(Fe,V)3Si dispersoid particles in the Al-8.5Fe-1.3V-1.7Si alloy unreinforced with SiC particles is about 500 nm as shown in Fig.1(d). Thus, it can be concluded that the addition of SiC particles can refine the grain and dispersoid to a deep degree, and prevent the matrix grains and dispersoid particulates from coarsening during hot working, which may be attributed to the partial dissolution of SiC particles surface formed by injecting silicon into the alloy matrix to stabilize the dispersoids (α-Al12(Fe,V)3Si). It is worth noticing that, the volume fraction of α-Al12(Fe,V)3Si dispersoid particles in the matrix evaluates about 25% (volume fraction) in SiCp/Al-6.5Fe- 0.6V-1.3Si, 30% in SiCp/Al-8.5Fe-1.3V-1.7Si and 35% in SiCp/Al-10Fe- 1.3V-2Si as Fe content increases.
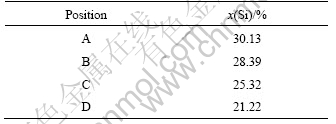
Considering the effect of SiC particles addition on the microstructure of alloy matrix, it is necessary to determine the microstructures of the SiC matrix interface. Fig.2(a) shows the morphology of the SiC-matrix interface, and the distribution of the dispersoids, and Fig.2(b) shows a high magnification micrograph of the interface in Fig.2(a). It can be found that the dispersoids distribute relatively uniformly in the matrix (Fig.2(a)), and the size is about 50 nm. Nano-crystal cells can be seen from Fig.3(b), which formed into a transition region (200-400 nm in width) near the SiC particle boundary in matrix, an amorphous interface of 2.5-3 nm in width. The nano-crystal cells of high magnification (3-5 nm in diameter) and a amorphous interface of 2.5-3 nm in width can be seen from Fig.2(c). Table 2 lists the obvious silicon concentration gradient in the matrix near the SiC/matrix interface. It can be found that silicon concentration fell down from 30.13% (mole fraction) at point A to 21.22% at point D in Fig.2(a), which means partial dissolution of the SiC particle surface and interface reaction between the SiC particles and alloy matrix.
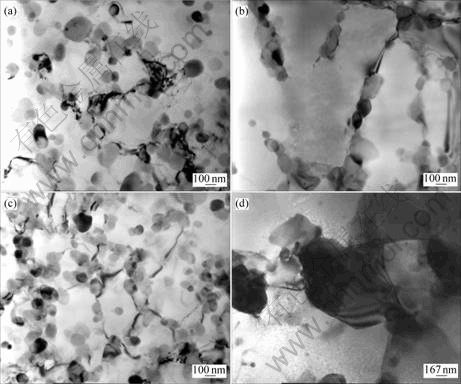
Fig.1 TEM micrographs of SiCp/Al-Fe-V-Si composites sheets with Al-8.5Fe-1.3V-1.7Si alloy sheet for comparison: (a) SiCp/Al-6.5Fe-0.6V-1.3Si; (b) SiCp/Al-8.5Fe-1.3V-1.7Si; (c) SiCp/Al-10Fe-1.3V-2Si; (d) Al-8.5Fe-1.3V-1.7Si alloy
Fig.2 HRTEM micrographs of SiC/ matrix interface in as-rolled 15SiCp/Al-8.5Fe- 1.3V-1.7Si
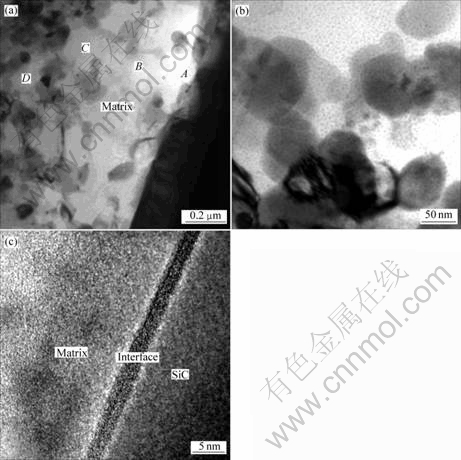
Table 2 Si content at different points in matrix in Fig.2(a) near SiC/matrix interface
3.2 Mechanical properties
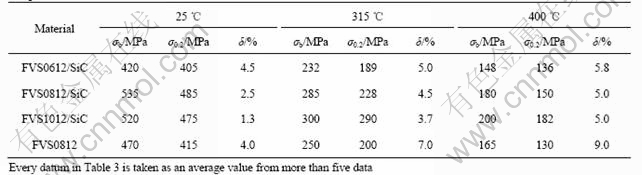
Table 3 presents mechanical properties of the SiCp/ Al-Fe-V-Si composite and Al-8.5Fe-1.3V-1.7Si alloy for comparison at different test temperatures. It is obviously that almost at the three test temperatures, both tensile strength σb and yield strength σ0.2 of the composites increase as Fe content increases (with the exception of tensile strength σb of SiCp/Al-10Fe-1.3V-2Si composite at ambient temperature), while elongation percentage δ of the composites decreases monotonously as Fe content increases. As Fe content rises from 6.5% to 8.5% (mass fraction), and then to 10%, the tensile strength of the composites rises from 420 MPa to 535 MPa, but falls to 520 MPa for Fe content of 10% at 25 ℃, and from 232 MPa to 285 MPa and to 300 MPa at 315 ℃ as Fe content increases, and from 148 MPa to 180 MPa then to 200 MPa, while elongation percentage of the composites declines from 4.5% to 2.5% to 1.3% at 25℃ as Fe content increases, from 5.0% to 4.5% to 3.7% at 315 ℃, and from 5.8% to 5.0% to 5.0%. According to our earlier work[10-11], mechanical properties of SiCp/Al-8.5Fe- 1.3V-1.7Si composite are more excellent compared with those of Al-8.5Fe-1.3V-1.7Si alloy without SiC particle reinforcement at ambient temperature. Simultaneously, it is easily found that the addition of SiC particle into Al-8.5Fe-1.3V-1.7Si alloy greatly enhances mechanical properties at elevated temperature (both 315 ℃ and 400 ℃).
Both tensile strength and yield strength of alloy and composite materials decrease as test temperature increases, while elongation increases.
3.3 Discussion
As mentioned above, it can be seen from Fig.1 that the volume fraction of α-Al12(Fe,V)3Si dispersoid particles in the matrix elevates as Fe content increases. Correspondingly, the tensile strength and yield strength elevates as Fe content increases in Table 2. Simultaneously, it can be found that addition of SiC particles can refine the grain and the dispersoid which corresponds to the more excellent mechanical properties of the SiCp/Al-8.5Fe-1.3V-1.7Si composite compared with those of Al-8.5Fe-1.3V-1.7Si alloy. The two characteristics can be attributed to several aspects as follows.
First of all, high cooling rate of the alloy droplets during atomization and deposition on the cool substrate is the key factor which ensures the excellent mechanical properties of both the alloy and composites. Due to the high cooling rate, the chemical composition segregation can be effectively reduced, grains are greatly refined, solid solubility can be widely extended and fine metastable phase particles usually form. Average cooling rate was up to 2.55×104 K/s for the droplets with diameter of 100 μm flying to the disk in the course of spray deposition. Such a high cooling rate increases the solid solubility of Fe atom into the α(Al) matrix which was up to 4% (mole fraction) at room temperature and was much higher than that under the condition of equilibrium solidification (only 0.025%). Lattice parameters of α(Al) increase because of the atom radius distinctness between Al and Fe, which can result in the distortion of the lattice of α(Al) phase and subsequently solution strengthening. As mentioned, the adding of SiC particles can further enhance the cooling rate of the melt droplets when they collide with the droplets during flying and co-deposite with the droplets on the substrate, which thus enhancing solution strengthening further.
Table 3 Mechanical properties of SiCp/Al-Fe-V-Si composite at different test temperatures with Al-8.5Fe-1.3V-1.7Si alloy for comparison
Fine grain strengthening and dispersoid strengthening are another ones. As mentioned, the high cooling rate (104 K/s) of the multi-layer spray deposition processing can ensure fine microstructure, and the co-deposition of SiC particles increase the cooling rate of the deposite, which can refine the grain size of the alloy matrix and the dispersion phase α-Al12(Fe,V)3Si particle and increase its volume fraction. The stabilization of fine dispersoid particles owing to the SiC particles was another factor of the high strength of the composite. SiCp/Al-8.5Fe-1.3V-1.7Si is a typical kind of dispersion- strengthening composite. The finer grains, higher volume fraction of the dispersion particles of the composite compared with the alloy without reinforcement played an important role in strengthening of the composite. In the alloy matrix, the dislocations and the grain boundaries can easily be pinned by the both particles. The higher volume fraction of the dispersion phase particles with smaller size can lead to better strengthening effect.
The advantageous influence of SiC particles on the mechanical properties of the composite was one of the key factors. Firstly, the presence of the SiC particles can improve the strength mainly by the load transferring from the matrix to the reinforcement due to the mismatch in the elastic constants. SiC particles and α(Al) matrix bond compactly through shear deformation. As well known, strength of SiC particles is higher than that of α(Al) matrix, which results in a stagnant zone of high dislocation density near the SiC particle. Besides, the subsequent hot working (extrusion, rolling) makes SiC particles of wedge angle blunt, which ultimately increases the strength of the composite. Additionally, SiC particles reacted with Al matrix as follow, and formed a layer of amorphous interface of 2.5-3 nm in width, and injected silicon into the matrix, which resulted in silicon concentration in the matrix elevated. The elevation of silicon concentration around α-Al12(Fe,V)3Si phase prevents this phase transforming into θ-Al13(Fe,V)4, which plays a stabilizing role of the dispersoid particles (α-Al12(Fe,V)3Si) with low r value. The stabilization function of SiC particles to α-Al12(Fe,V)3Si prevents the dispersoids from coarsening:
4Al+3SiC=Al4C3+3Si (1)
Compared with those of the alloy without addition of SiC particles, the dispersoids of the composites maintained finer and more dispersed. According to Eqn.(2), yield strength σ0.2 elevates as r decreases and φf increases. Therefore, higher tensile strength of the composites of 15SiCp/Al-8.5Fe-1.3V-1.7Si and 15SiCp/ Al-10Fe-1.3V-2.0Si compared with that of Al-8.5Fe- 1.3V-1.7Si alloy was obtained:
 (2)
(2)
where r is the radius of dispersed phase particles, σ0.2 is yield strength, and φf is volume fraction of dispersed phase.
Strength of dispersion-strengthened material depends not only on the nature of matrix and dispersed phase, but also on the volume fraction, distribution, size, morphology of the disperse phase, and bonding strength between the disperse and matrix. According to the strengthening mechanism, it is considered that the decline of strength resulting from temperature ascending can be contributed to the several aspects as follows: crystallization softening of the matrix, rapid diffusion of solute atoms, growth or coarsening of strengthening phase, dislocation climb and crystal boundary migration. Growth or coarsening of the strengthening phase is one of the key factors in the mentioned aspects. The influence of dispersed phase particles on yield strength can be expressed as Eqn.(2):
As shown in Fig.2, r of SiCp/Al-8.5Fe-1.3V-1.7Si is much less than that of Al-8.5Fe-1.3V-1.7Si, and r of the composite is higher than that of the alloy evidently, and the volume fraction of α-Al12(Fe,V)3Si dispersoid particles in the matrix evaluates as Fe content increases from SiCp/Al-6.5Fe-0.6V-1.3Si to SiCp/Al-8.5Fe-1.3V- 1.7Si, and to SiCp/Al-10Fe-1.3V-2Si. It can be deduced that σ0.2 of SiCp/Al-8.5Fe-1.3V-1.7Si is higher than that of Al-8.5Fe-1.3V-1.7Si, and that of the three composites increases as Fe content increases according to Eqn.(1), which agree with that shown in Table 3.
4 Conclusions
1) Both the alloy and the three composites prepared by spray deposition are characterized with excellent mechanical properties, which can be attributed to high cooling rate refining the microstructure.
2) SiC particles react with Al matrix and form a layer of amorphous interface of 2.5-3 nm in width, and inject silicon into the matrix, which plays a stabilizing role the dispersoid particles (α-Al12(Fe,V)3Si).
3) The volume fraction of α-Al12(Fe,V)3Si dispersoid particles in the matrix evaluates as Fe content increases from SiCp/FVS0612 to SiCp/FVS0612, and to SiCp/FVS1012, leading to mechanical properties improvement as Fe content increases. The ultimate tensile strength of SiCp/FVS0612, SiCp/FVS0812, and SiCp/FVS1012 are 420, 535, 520 MPa at 25 ℃, 232, 285, 300 MPa at 315 ℃, and 148, 180, 200 MPa at 400 ℃ respectively.
4) Mechanical properties of SiCp/Al-8.5Fe-1.3V- 1.7Si composite are more excellent when compared with those of Al-8.5Fe-1.3V-1.7Si alloy.
References
[1] SKINNER D J, BYE R L, RAYBOULD , BROWN A M. Dispersion strengthened Al-Fe-V-Si alloys[J]. Scripta Metal Mater, 1986, 20(6): 867-872.
[2] ZHAN Mei-Yan, CHEN Zhen-hua, XIA Wei-jun. Effects of high temperatures on the hardness and microstructure of spray-deposited heat-resistant 8009 aluminum alloy[J]. Journal of Materials Engineering, 2004, 3: 35-41.
[3] WANG Feng, ZHU Bao-hong, XIONG Bai-qing, ZHANG Yong-an, LIU Hong-wei, ZHANG Rong-hua. An investigation on the microstructure and mechanical properties of spray-deposited Al-8.5Fe-1.1V-1.9Si alloy[J]. Journal of Materials Processing Technology, 2007, 183: 386-389.
[4] TAN Dun-qiang, LI Wen-xian, XIAO Yu-de, WANG Ri-chu, MA Zheng-qing, XIONG Bai-qing, ZHU Bao-hong, ZHANG Yong-an. Phase transition of Al-Fe-V-Si heat resistant alloy by spray deposition[J]. Trans Nonferrous Met Soc China, 2003, 13(3): 568-573.
[5] ?ADEK J, KUCHA?OV? K, ZHU S J. Creep behaviour of an Al-8.5Fe-1.3V-1.7Si-15SiCp composite at temperatures ranging from 873 to 948 K[J]. Mater Sci Eng A, 2002, 297(1/2): 283-290.
[6] ZHU S J, PENG L M, MA Z Y, BI J, WANG F G, WANG Z G. High temperature creep behavior of SiC whisker-reinforced Al-Fe-V-Si composite[J]. Materials Science and Engineering A, 1996, A215(1/2): 120-124.
[7] MA Z Y, TJONG S C. High-temperature creep behavior of SiC particulate reinforced Al-Fe-V-Si alloy composite[J]. Mater Sci Eng A: Structural Materials: Properties, Microstructure and Processing, 2000, 278(1/2): 5-15.
[8] SPIGARELLI S.  Interpretation of creep behaviour of dispersion- strengthened Al-Fe-V-Si alloys in terms of detachment mechanisms: An overview[J]. Mater Sci Eng A, 2002, A337: 306-310.
Interpretation of creep behaviour of dispersion- strengthened Al-Fe-V-Si alloys in terms of detachment mechanisms: An overview[J]. Mater Sci Eng A, 2002, A337: 306-310.
[9] LLOYD D J. Particle reinforced aluminium and magnesium matrix composites[J]. International Materials Reviews, 1994, 39(1):1-23.
[10] CHEN Z H, HE Y Q, YAN H G, CHEN Z G, YIN X J, CHEN G. Ambient temperature mechanical properties of Al-8.5Fe-1.3V- 1.7Si/SiCp composite[J]. Mater Sci Eng A, 2007, A460/461: 180-185.
[11] CHEN Zhen-hua, HE Yi-qiang, CHEN Zhi-gang, YIN Xian-jue, CHEN Gang. Microstructure and ambient mechanical properties of SiCp/Al-8.5Fe-1.3V-1.7Si composite[J]. Tran Nonferrous Met Soc China, 2007, 17(6): 858-864.
[12] HAMBLETON R, JONES H, RAINFORTH W M. Effect of alloy composition and reinforcement with silicon carbide on the microstructure and mechanical of three silicide dispersion strengthened aluminium alloys[J]. Mater Sci Eng A, 2001, A304/306: 524-528.
Foundation item: Projects(50304008) supported by the National Natural Science Foundation of China
Corresponding author: HE Yi-qiang; Tel: +86-731-8821648; E-mail: ant210@sina.com
(Edited by CHEN Ai-hua)

