���±�ţ�1004-0609(2016)-12-2488-11
Ӧ�����ʶ�ź״���þ��ֱ��������ѹ��������Ϊ����ѧ���ܵ�Ӱ��
���»�������ƽ��л����
(�����Ƽ���ѧ �²��ϼ����о�Ժ������ 100083)
ժ Ҫ�����ö������̷��Ʊ�ź״���þ������GLEEBLE-1500�Ͳ���ģ��ʵ����ͷ���ʽ���ս�ɭѹ��(SHPB)װ�ã�����1��10-3~1650 s-1��Ӧ�����ʷ�Χ���ش�ֱ�����������ѹ��ʵ�飬�о�Ӧ�����ʶ�ź״���þѹ��������Ϊ����ѧ���ܵ�Ӱ�졣�������������ֱ��������ѹ��ʱ��ź״���þ��Ӧ��-Ӧ�����߷�ΪӦ���������ӵĵ��ԽΡ�Ӧ���������ӵ�ƽ̨�κ�Ӧ���������ӵ���ʵ���Σ�Ӧ����Ӧ������ӳ���������Ӧ����ֵ�ij��֡�������ֱ��������ѹ��ʱ��Ӧ�����ʶ�ź״���þ�ı�����ΪӰ����������Ӧ������ <60 s-1�����£���Ҫ���η�ʽΪ�����ȷ�����Բ�����Σ�Ȼ�����Ŀױ������������ڷ������������ݲ��γɴ�ֱ��ѹ��������ȱ��δ��������δ����ϲ������Ӷ���ʵ����ʵ�������ϸ�Ӧ������(=450~1650 s-1)�µı��η�ʽ��Ȼ����Ҳ���Ⱥ�����Բ�����ױ��������ڵ��������ݵȱ��β��γ��ȱ��δ������ȱ��δ��������Խ��߷��������γɣ�����ѹ�����в�������Խ��ߴ�ֱ�ķ�����չ��Ӧ�����ʶ�ź״���þ����ѧ�����н����Ե�Ӱ�죬��Ӱ�������Ҫ�����ڲ�ͬӦ������ʱ���ı��η�ʽ�����˱仯��
<60 s-1�����£���Ҫ���η�ʽΪ�����ȷ�����Բ�����Σ�Ȼ�����Ŀױ������������ڷ������������ݲ��γɴ�ֱ��ѹ��������ȱ��δ��������δ����ϲ������Ӷ���ʵ����ʵ�������ϸ�Ӧ������(=450~1650 s-1)�µı��η�ʽ��Ȼ����Ҳ���Ⱥ�����Բ�����ױ��������ڵ��������ݵȱ��β��γ��ȱ��δ������ȱ��δ��������Խ��߷��������γɣ�����ѹ�����в�������Խ��ߴ�ֱ�ķ�����չ��Ӧ�����ʶ�ź״���þ����ѧ�����н����Ե�Ӱ�죬��Ӱ�������Ҫ�����ڲ�ͬӦ������ʱ���ı��η�ʽ�����˱仯��
�ؼ��ʣ�ź״���þ��Ӧ�����ʣ�������Ϊ����ѧ���ܣ����λ���
��ͼ����ţ�TG146��TG115���� ���ױ�־�룺A
�������һ�����͵Ĺ��̲��ϣ������ܽ�����ȣ������ܶȵ͡��㶨ѹ��Ӧ���µı��δ���������Ժõ��������ܣ����㷺Ӧ�������ʽṹ�������Ƚ�������������������Ԫ���Լ����﹤�̲��ϵ�����[1-3]�����У����ܶȺͶ��ص�ѹ��Ӧ����Ӧ���ԣ�ʹ���������Ϊ������������պͰ�ȫ�������Ϲ㷺���ڽ�ͨ���ߡ����պ��졢����װ���ȸ�������ź״������ǽ��귢չ������һ�����Ͷ����[4]������ĭ������ȣ����϶�ṹ����Բ���λ�������������ֲ��ڽ��������У�����Բ����������ͬһ�������ֲ��ڽ��������У���һ�ṹ�ص�ʹ��������������������ʱ���������Ե�Ӧ�����С��ϸߵ������ѹ��ǿ���Լ��ϸ�Ӧ��ƽ̨���������ѧ���ԣ���ˣ�ź״�������Ϊ��������ײ����о����ȵ�[5-9]��
þ�����ܶȵ�(1.74 g/cm3)����ǿ�ȸߡ��������ܺõ��ŵ㣬���þ���Ͽ�����߳����ǿ���ܼ������ԣ��ں��պ��졢������ҵ�����ٽ�ͨ�ȸ������������ҪӦ��ǰ������ˣ������ܶ��þ���Ʊ��о��ܵ��߶����ӣ�����������ĭþ�ȶ��þ����[10-13]���о��������[13]����ĭþ���нϳ���Ӧ��ƽ̨�������������������ܡ���������ĭþ������Ŀ�϶�ṹ�ص㣬ѹ��ʱӦ�����бȽ����أ���ѧ���ܽϵ͡�ź״���þ�Ŀ�϶�ṹ����ȡ��ֲ����ص㣬���ֹ���ṹ�Ķ������ѹ��ʱ�ı�����Ϊ����ѧ���������ֵ���о�����Ҫ���⡣
��һ���棬���������ʽṹ���������ղ���ʱ�������������ֻ�Ƿ�����̬���Σ�Ҳ��������̬���Ρ����ն���������ڽϴ�Ӧ�����ʷ�Χ�غ������µ���ѧ���Կ�Ϊ���ܽṹ�Ͱ�ȫ����Ԫ���IJ���ѡ��ͽṹ����ṩ��Ҫ�ο�������ܵ��о���Ա�߶ȹ�ע�����ڴ˷�������˴������о�����[14-18]����ǰ���о��У����������о����֣�ź״���þ��ѹ������ƽ����������������µ�Ӧ�����ʽϴ�ʱ��Ӧ�����ʶ�ź״���þ�ı�����Ϊ����ѧ�����н����Ե�Ӱ��[19]��Ȼ����ź״������Ŀ�϶�ṹ���������ĸ������ԣ���ѹ������ͬʱ��Ӧ�����ʶ�ź״þ�ı�����Ϊ�Ƿ��������Ӱ�죬���Ӱ���Լ�Ӱ��Ļ�����������һ���о���
�ڴˣ���ź״���þΪ��������1��10-3~1650 s-1�Ľϴ�Ӧ�����ʷ�Χ�ڣ��ش�ֱ�����������ѹ�����Σ��о���Ӧ�����ʶ�ź״���þѹ��������Ϊ����ѧ���ܵ�Ӱ�죬̽������Ӱ�������
1 ʵ��
1.1 ʵ�����
���ö������̷��Ʊ�ź״���þ������װ����ͼ1��ʾ��ʵ��ʱ����ȷ��װ���ܷ����ã���������й¶��Ȼ�������װ�ó���գ�����նȴﵽ1.0 Pa�������������ʹ��ѹ���ﵽԼ0.1 MPa����������װ���ۻ���������760 ��ʱ����0.5 h��ʹ�����ڽ���Һ�г���ܽ�ﵽ���͡������������մ����ͣ����ھ�50 mm����170 mm��������þ�ۻ����¹����н���Ԥ�ȣ�Ԥ���¶��趨Ϊ500 �档�ﵽ�趨�¶�ʱ����ʯī������������Һע��Ԥ�ȵ������н��ж������̣����ź״���þ���ģ���ò��ͼ2��ʾ��
���õ�����и�Ʊ�����ź״���þ���ϼӹ��ɳߴ�Ϊ15 mm��15 mm��15 mm��������������������4��������������ƽ�У�����������������ֱ���и�ʱ����֤���õ�ƽ�жȺʹ�ֱ�ȡ����и�����������������������ϴ��ȥ���ӹ������в������е����ʡ�֮��ͨ�������ͼ�������ķ���ȷ������ܶȺͿ�϶�ʣ��ֱ�ʽ(1)��ʽ(2)���м��㡣
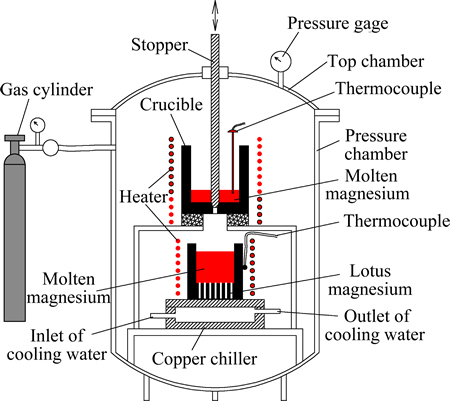
ͼ1 ź״��������������Ʊ�װ��ʾ��ͼ
Fig. 1 Schematic diagram of unidirectional solidification processing for fabricating lotus-type porous metals
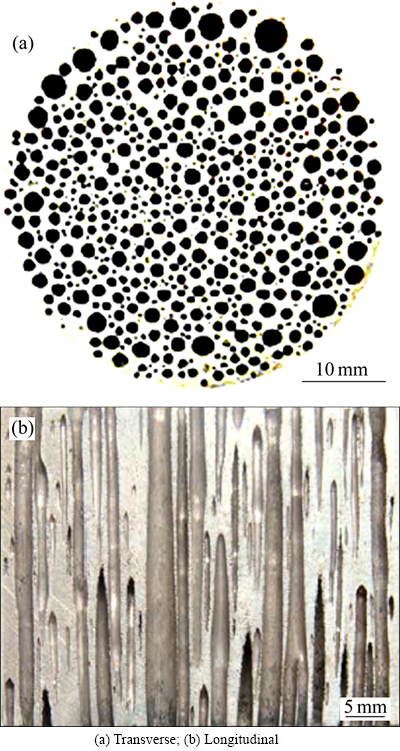
ͼ2 ź״���þ���Ͻ�����ò
Fig. 2 Section morphologies of lotus-type porous magnesium bar
 (1)
(1)
 (2)
(2)
ʽ�У� Ϊ����ܶȣ�MΪź״���þ������������ g��VΪ���������������cm3��
Ϊ����ܶȣ�MΪź״���þ������������ g��VΪ���������������cm3�� Ϊ���ܴ�þ���ܶȣ�ȡ1.74 g/cm3��PΪ�ײ��ʣ�%��
Ϊ���ܴ�þ���ܶȣ�ȡ1.74 g/cm3��PΪ�ײ��ʣ�%��
����Image J������ѹ�������Ŀ�϶�ṹ�������з�������֪��ź״���þѹ��������ƽ����Ϊ0.7~1.7 mm����϶��Ϊ45%~64%��
1.2 ʵ�鷽��
ѡ�ÿ�϶�ȽϾ��ȵ�ź״���þ�������ֱ��ڵ�Ӧ�����ʡ���Ӧ�����ʺ�Ӧ�������¶������ѹ��ʵ�顣����ѹ��ʵ�������ѹ������ƽ����������ͼ3��ʾ��
1.2.1 �ϵ�Ӧ������ʱ��ѹ��ʵ�鷽��
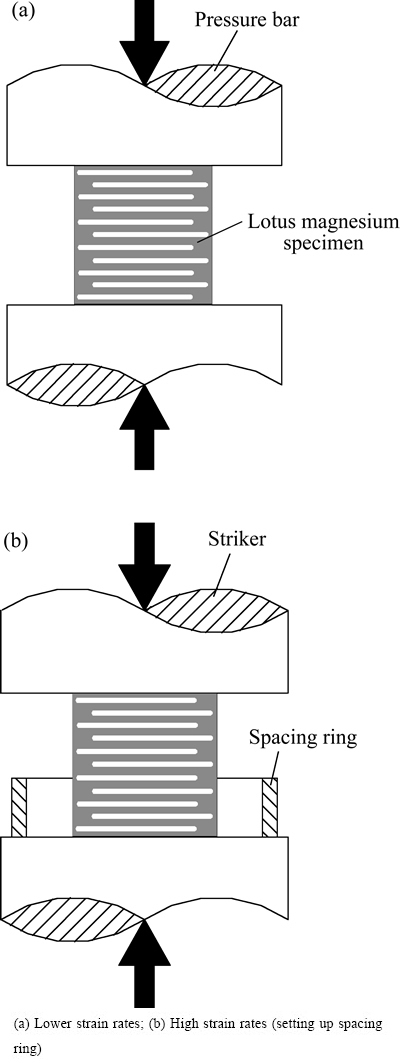
ͼ3 ѹ��ʵ�鷽��ʾ��ͼ
Fig. 3 Schematic diagrams of compression experiments
�������£�����GLEEBLE-1500��ģ��ʵ������еͺ���Ӧ����ѹ��ʵ�飬Ӧ�����ʲ�����0.001��0.1��1.0��30.0 s-1��������������80%���ϡ�ʵ�����غɺ�λ�����ݣ���������ԭʼ������غ����ݵõ�����Ӧ��������ԭʼ�߶ȳ�λ�����ݻ�ù���Ӧ�䡣
1.2.2 ��Ӧ������ʱ��ѹ��ʵ�鷽��
����ʽ���ս�ɭѹ��(Split Hopkinson pressure bar��SHPB) ���о������ڸ�Ӧ�������µ���ѧ���Ե���Ҫ����������ײ���ͨ����Ҫ�о��Ͽ���Ӧ�䷶Χ(���ԽΡ������κ���ʵ��)��������ʽ���ս�ɭѹ������ʵ����˴��Ӧ�䷶Χ���ر��Ƕ���ǿ�Ƚϴ�϶�ʽϸߵĶ�������ϸ������ѡ��ڷ���ʽ���ս�ɭѹ�˻����Ϸ�չ��ֱ��ײ��ʽ���ս�ɭѹ��ʵ�鼼�����Ի�ýϴ��Ӧ�䷶Χ[13, 19]����ԭ����ͼ4��ʾ�����о��в���ֱ��ײ��ʽ���ս�ɭѹ��ʵ�鼼�����ж�̬ѹ��ʵ�飬Ӧ�����ʷֱ�Ϊ450��950��1650 s-1����õĵ����ź�������ͼ5��ʾ�����Ӧ�������0.8���ҡ�
1.2.3 ���ι��̷�������
Ϊ�˷�����϶�ṹ�ı仯���о����ι��̣������˱��������Ƶķ���������ѹ�����е�ijһ������ʱֹͣѹ�����Σ�ȡ��ѹ�������������ѹ�������������ʿ���������϶�ṹ�ı仯���������ʵ���õ�����Ӧ��Ӧ�����ߵ��ص㣬�ֱ�ѡȡ15%��30%��45%��60%��70%���ҵı�������Ϊ�۲�㡣�ڵ͡���Ӧ������ѹ��ʱ��ͨ��GLEEBLE-1500��ģ��ʵ����Զ����Ʊ����������ڸ�Ӧ������ѹ��ʱ������SHPB����װ�����Զ�����ѹ����������ʵ��ʱ�������ò�ͬ�߶���λ���ķ�����ȷ���Ʊ���������ѹ������λ���Ӵ����ܵ���λ��֧�Ŷ�ֹͣ��������ѹ�����ã���ԭ����ͼ3(b)��ʾ��ͬʱ���ڸ�Ӧ������ѹ������ʱ��Ϊ�˷������εĶ�̬���̣�̽�����λ��������ø����������¼����Ӧ�������µ�ѹ�����ι��̡�

ͼ4 ʵ����õ�ֱ��ײ��ʽ���ս�ɭѹ��ʵ�鼼��ԭ��ʾ��ͼ
Fig. 4 Schematic diagram of direct-impact split Hopkinson pressure bar
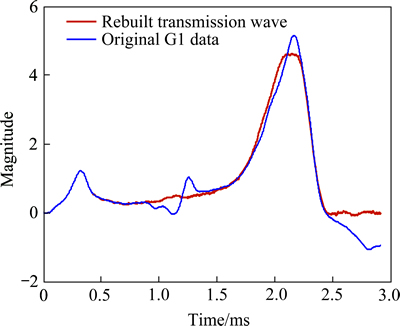
ͼ5 ����ֱ��ײ��ʽ���ս�ɭѹ��ʵ�鼼����õĵ����ź�
Fig. 5 Typical signal obtained by direct-impact split Hopkinson pressure bar
2 ���������
2.1 ѹ�����ι���
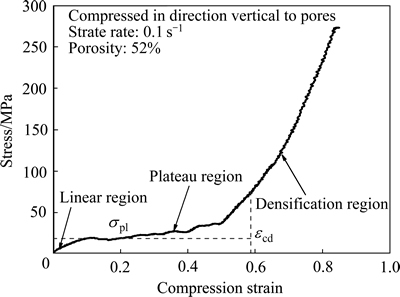
ͼ6��ʾΪʵ���õĵ���ź״���þѹ��Ӧ ��-Ӧ�����ߡ���ͼ6���Կ��������ܴ�þ�ǵ��͵����Ա��������ϲ�IJ��ϣ���ź״���þ��ѹ�����߲���ͬ�����ܴ�þ�ģ����ܴ�þ��ѹ��ʱ���ڲ����ѹ��������ʱ��������ѹ�������45�����ҵĻ����淢������ʧЧ������ѹ��������һ���С����ź״���þ����Է�����������80%���ϵ��������Σ�����Ȼ��ź״���þ���ϴ��ڴ�����϶�йأ�Ϊ�˽�һ��Ū��ź״���þ������þ�������ѧ�ص㣬��Ҫ�о���ѹ�������еı�����Ϊ��
��������ײ������ƣ�ź״���þ��ѹ��Ӧ��-Ӧ������Ҳ��Ϊ3�����ԵĽΣ����ԽΡ�Ӧ��ƽ̨�κ���ʵ���Ρ���ֱ��������ѹ�������µ�Ӧ��-Ӧ��������ƽ����������ѹ��ʱ���������Բ�ͬ��û�г������Ե�Ӧ����ֵ[19]�����DZ��ֳ���ź״���ͭ���Ƶı仯�ص㡣�����ź״���þ��ѧ������ѹ������Ӱ���������������Եĸ������ԡ�
2.2 Ӧ�����ʶ�ѹ��������Ϊ��Ӱ��
2.2.1 �ϵ�Ӧ�����������µı��ι���
ͼ6 ���͵�ź״�����þѹ��Ӧ��-Ӧ������
Fig. 6 Typical compressive stress-strain curve of lotus-type porous magnesium
ͼ7��ʾΪ��Ӧ������Ϊ1��10-3 s-1�����´�ֱ��������ѹ��ʱź״���þ������ͬ��������Ŀ�϶��ò����ѹ����������Сʱ�������������γ���Բ�Ρ�����������������ʱ�������������ȱ��Σ���ͼ7(b)���Կ�������ѹ����������15%ʱ���Ѿ���Щ���ױڷ�������̮���������պϣ����е�����ȴ��������С�ı��Σ������ײ����Ǿ��ȵط������ݺͱպϣ��������������γ���ѹ������ֱ���ȱ��δ����ڸñ��δ��ڣ������ȷ����պϡ����ű����������δ��������ӣ����ﵽ��ʵ�����������ױ��������ݹ����У����Կ�����Щ�ױڻᷢ���ֲ����ѣ����������٣������ֱ��������ѹ��ʱû�г���ƽ����������ѹ��ʱ��Ӧ����ֵ��������������60%ʱ�����������Ѿ��պϣ�ֻ����������û�бպϡ�������������70%ʱ�������Ѿ���ȫ�պϡ�
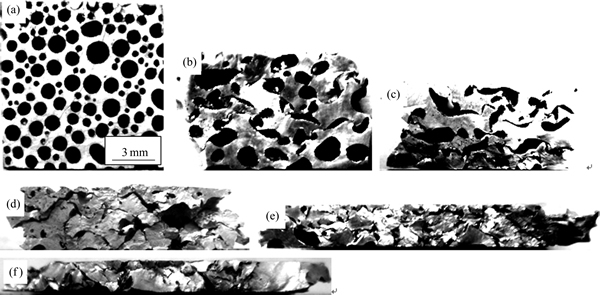
ͼ7 Ӧ������Ϊ1��10-3 s-1ʱź״���þ�ڲ�ͬӦ������ѹ���������ݽ�����ò
Fig. 7 Longitudinal-sectional morphologies of lotus-type porous magnesium compressed at strain rate of 1��10-3 s-1 in direction vertical to pores at nominal strain of 0(a), 0.15(b), 0.30(c), 0.45(d), 0.60(e) and 0.70(f)
ͼ8��ʾΪӦ�����ʽ�һ������30 s-1�����´�ֱ��������ѹ��ʱź״���þ������ͬ��������Ŀ�϶��ò����ͼ8�п������Կ�������Ӧ����������30 s-1ʱ�����Ӧ������ʱ���ƣ�����Ҳ���ȷ�����Բ�����Σ�Ȼ�����Ŀױ������������ڷ������������ݲ��γ��ȱ��δ��������δ����ϲ������Ӷ���ʵ����ʵ����
2.2.2 ��Ӧ�����������µı��ι���
ͼ8 Ӧ������Ϊ30 s-1 ʱź״���þ�ڲ�ͬӦ������ѹ���������ݽ�����ò
Fig. 8 Longitudinal-sectional morphologies of lotus-type porous magnesium compressed at strain rate of 30 s-1 in direction vertical to pores at nominal strain of 0(a), 0.15(b), 0.30(c), 0.45(d) and 0.60(e)
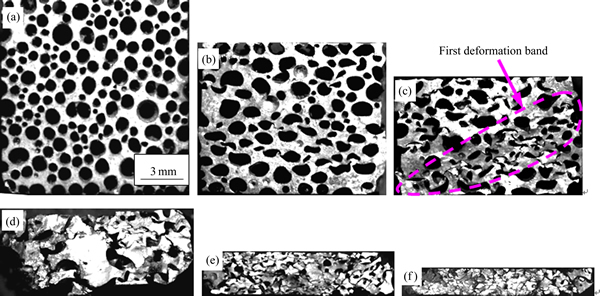
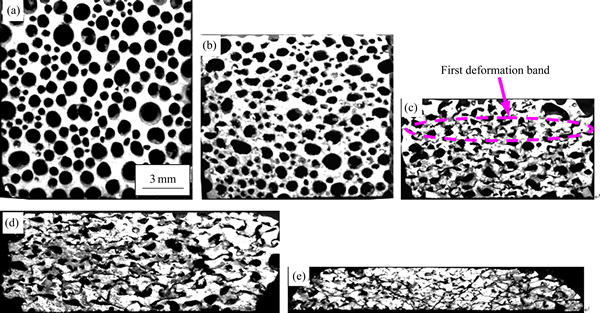
ͼ9 Ӧ������Ϊ950 s-1ʱź״���þ�ڲ�ͬӦ������ѹ���������ݽ�����ò
Fig. 9 Longitudinal-sectional morphologies of lotus-type porous magnesium compressed at strain rate of 950 s-1 in direction vertical to pores at nominal strain of 0(a), 0.15(b), 0.30(c), 0.45(d), 0.60(e) and 0.70(f)
ͼ9��ʾΪ�ڸ�Ӧ�����������´�ֱ��������ѹ��ʱź״���þ������ͬ��������Ŀ�϶��ò����ͼ9���Է��֣�ź״���þ�ڸ�Ӧ�������±��κ�Ŀ�϶��ò��͡���Ӧ��������������һЩ����֮��������ͬ���������Ⱦ�����Բ�����Σ�����Ҳ�ɹ۲쵽�ֲ����δ��Ϳױڵ��������ѡ����ִ������ԵIJ�ͬ�����ڸ�Ӧ�������������ڲ��ȱ��δ����������Խ��߷�������ѹ�����в���������δ���ֱ�ķ�����չ�����ڽϵ�Ӧ�������£��ȱ��δ���ѹ������ֱ(��ͼ9�Т����߿���ʾ)��
2.3 Ӧ�����ʶ�ѹ����ѧ���ܵ�Ӱ��
2.3.1 Ӧ�����ʶ�ѹ��Ӧ��-Ӧ�����ߵ�Ӱ��
Ϊ���о�Ӧ�����ʶ�ź״���þ�ش�ֱ��������ѹ��Ӧ��-Ӧ�����ߵ�Ӱ�죬��Ӧ������Ϊ1��10-3~ 1650 s-1��Χ��ѡȡ8����ͬ��Ӧ�����ʽ�����ѹ��ʵ�顣ͼ10��ʾΪ��ֱ��������ѹ��ʱӦ�����ʶ�ź״���þӦ��-Ӧ�����ߵ�Ӱ�졣��ͼ10��֪��ѹ������ֱ��������ʱ����ͬӦ��������ź״���þ��Ӧ��-Ӧ�����߱仯����һ�£��������ߵ��ԽΡ���Ӧ��ƽ̨�κ���ʵ���Ρ������ϣ�ƽ̨��Ӧ��ֵ�ϵͣ������ϵ���25 MPa��ƽ̨����Ӧ��Ϊ0.05~0.6֮�䣬��Ӧ����Ӧ����������ʵ��֮ǰһֱ��������Ӧ��-Ӧ�������Ͼ���Ӧ����ֵ���֡���ѹ��������С��0.4ʱ����Ӧ����������Ӧ��-Ӧ������������������̧��������Ӧ����������450 s-1����ʱ��Ӧ��-Ӧ���������������ͣ�����ֱ��������ѹ��ʱ��ź״���þ��Ӧ��-Ӧ��������Ӧ�����ʵ�Ӱ������ԣ����ڽϵͺ�Ӧ�������µı仯�����෴��Ӧ�����ʶ�Ӧ��-Ӧ������Ӱ�����һ���ص��ǣ���ѹ������������0.4ʱ����ѹ�����������ӣ���Ӧ�������µ�Ӧ�������������ڽϵ�Ӧ�������µ�ֵ��
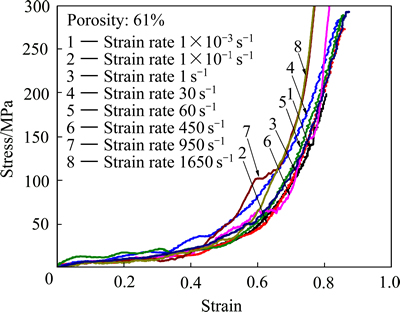
ͼ10 ��ֱ������ѹ��ʱӦ�����ʶ�ź״���þѹ��Ӧ ��-Ӧ�����ߵ�Ӱ��
Fig. 10 Effects of strain rates on stress-strain curves of lotus-type porous magnesium compressed in direction vertical to pores
2.3.2 Ӧ�����ʶ�ƽ̨Ӧ������ʵ����ʼӦ���Ӱ��
��ʵ���в�������ѧ����ȷ����ʵ����ʼӦ���cd�������ò��ϵ�ѹ��Ӧ����Ӧ������ͨ��ʽ(3)��æ�-������(��Ϊ����Ч�ʣ���ΪӦ��)��������������ֵ����Ӧ��Ӧ����Ϊ��ʵ����ʼӦ�䣬��ͼ11��ʾ������ط�ӳ���Ƕ�ײ��ϵ���������Ч�ʣ�����ײ��Ͽ�ʼ��ʵ��ʱ����������Ч�ʿ�ʼ�½�����ˣ����ֵ��max����Ӧ��Ӧ�伴Ϊ��ʵ����ʼӦ���cd��
 (3)
(3)
ͨ������ʵ����ʼӦ��ļ��㷢�ֲ�ͬӦ��������ź״���þ�Ħ�cd��������0.5��ͬʱ�����ǵ�ͼ10��ʾӦ��Ӧ�����ߵ��ص㣬����Ӧ��С��0.1ʱ������б�Ƚϴ��Ӱ��ƽ̨Ӧ������ˣ���0.1~0.5Ӧ�䷶Χ��ƽ��Ӧ����Ϊƽ̨Ӧ�� ����ʽ(4)���㣺
����ʽ(4)���㣺
 (4)
(4)
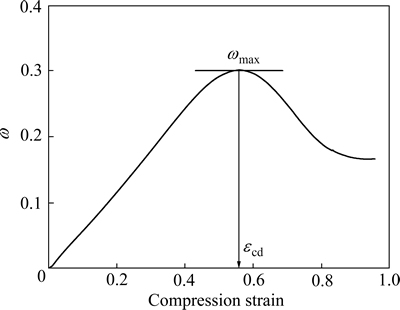
ͼ11 ������ȷ��ź״���ͭ��ʵ����ʼӦ��ʾ��ͼ
Fig. 11 Schematic diagram of energetic method used to calculate densification initial strain of lotus-type porous magnesium
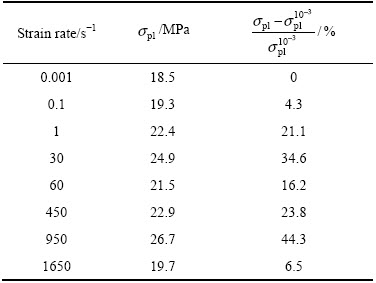
��1����Ϊ��ֱ��������ѹ��ʱӦ�����ʶԿ�϶��Ϊ61%��ź״���þ��ƽ̨Ӧ����Ӱ�졣������ĭ����ƽ̨Ӧ���о��еĴ�����������ź״���þ�ڲ�ͬӦ�������µ�ƽ̨Ӧ�������Ӧ������Ϊ1��10-3 s-1ʱ����ֵ����20%������Ϊ�ж������Ӧ������������ЧӦ�����ݡ��ӱ�1�����ݿ��Կ�����ѹ����ֱ���������ź״���þ��ƽ̨Ӧ������һ����Ӧ�����������ԣ���϶��һ��ʱ������Ӧ�����ʵı仯��ƽ̨Ӧ���������Եĸı䡣��Ӧ������Ϊ1��10-3 s-1ʱ��ȣ���Ӧ����������ʱ��������ƽ̨Ӧ�������ر��ǵ�Ӧ�����ʴ���1 s-1ʱ��ƽ̨Ӧ�����ֳ��Ƚ����Ե�Ӧ������Ӳ��ЧӦ������Ӧ�����ʽ�һ������950 s-1����ʱ��ƽ̨Ӧ���ֿ�ʼ��Ӧ���������Ӷ��½�����ϵ�Ӧ������ʱ��ȱ��ֳ��෴�����ơ�
��1 Ӧ�����ʶԴ�ֱ��������ѹ��ʱź״���þ��ƽ̨Ӧ����Ӱ��(��϶��Ϊ61%)
Table 1 Effect of strain rate on platform stress of lotus-type magnesium with porosity of 61% compressed vertical to pores
ͼ12��ʾΪ��ֱ��������ѹ��ʱӦ�����ʶ�ź״���þ����ʵ����ʼӦ���Ӱ�졣��ͼ12���Կ������ڴ�ֱ��������ѹ��ʱ����ʵ����ʼӦ��ֵ����С��ƽ����������ѹ��ʱ��ֵ���ڽϵ�Ӧ������ʱ����С�������Ŀ�϶��(61%)��������������Ϊ���о������֪����ֱ��������ѹ��ʱź״���þ�ı��η�ʽ��Ҫ������ѹ��Ϳױ��������ڲ����������ݣ� ������϶��λ�ﵽ��ʵ�������ַ�ʽ�Ƚ�����ʵ����ʵ����������ʵ����ʼӦ��û�г��������Ŀ�϶�ʡ��ڽϵ�Ӧ������ʱ��ź״���þ����ʵ����ʼӦ�����������ڸ�Ӧ������ʱ��ź״���þ����ʵ����ʼӦ��Ƚϵ�Ӧ������ʱ�����������������ڸ�Ӧ������ʱ��Ҫ������ֱ��ѹ�⡢�պϵķ�ʽʵ����ʵ������ѹ����ε����ν�һ��ѹʵ���ѶȽϴ�
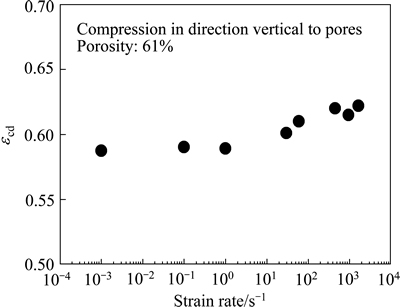
ͼ12 Ӧ�����ʶ���ʼ��ʵ��Ӧ���Ӱ��
Fig. 12 Effects of strain rates on densification initial strains of lotus-type porous magnesium
����������Ӧ�����ʶ�ź״���þ��ƽ̨Ӧ����Ӱ��Ƚ����ԣ�������ʵ����ʼӦ���Ӱ���С��
2.4 ����������
��ǰ������ź״��������ص�֮һ�����϶�ṹȡ��ֲ����������Եĸ������ԣ����ֽṹ�ص���ܻ���䲻ͬ����ı�����Ϊ����ѧ���ܲ���Ӱ�졣��ǰ���о���֪[19]������ƽ����������ѹ������ʱ������η�ʽ��Ҫ��ͨ���ױھֲ�̮����������������̮��������ʵ����ʵ�������ӱ��о������֪����ֱ��������ѹ��ʱ������Ҫ���ι����������Բ�ͬ�ķ�ʽ��ѹ�⡢̮������ʵ��������ı��η�ʽ�ܱ�������Ӱ���������ͬ������������¡�
�Ե�������Ԫ��Ϊ�о��������ڴ�ֱ��������ѹ��ʱ�ı��������ͼ13��ʾΪ��ֱ������ѹ��ʱ����Ԫ�ڲ�ͬӦ��״̬�µı��η�ʽ�����ѹ�������ڴ�ֱ����������ĵ���ѹӦ�������£����������߲���С�����ɱ������ڵ�������Ҫ�ܵ���ѹ�������ѹӦ�����⣬ѹ�������ڲ������ײ���Ҫ�ܵ���ѹ�������Ӧ����������������Ԫ������ã����ܵ���ѹ������ֱ��ѹ��Ӧ�������á����������ܽ�Сѹ������ʱ�����ڱ��γ�ʼ����ѹ�������Ӧ������Ӧ�����ڴ�Ӧ���������£����ױڷ������������ױ�Ϊ��Բ�Ρ�����ѹ����������������ѹ������ֱ�����ϵ�Ӧ�������������ش�ֱ������Ӧ�����Խϴ�������£��γɳ�����ˮƽ�������Բ���ף���ˮƽ�����Ӧ�����Խϴ�ľֲ������γɳ����ش�ֱ�������Բ�����ף������������ϵ�Ӧ�����в��������£���Բ���׳�������ˮƽ�����һ���ļнǡ����ű����������������ڿױڵIJ������Ժ�þ�����Ա��������ϲ�ڿױڽϱ����ĵط��������ױڵļ��ж��ѣ����׳���Ҳ�ᷢ��һ����ת��ѹ������������һ����ֵ��ź״���þ���ν�����ʵ���Ρ����ѿױ�������ף�����϶��ѹ������С����ѹ������֮���������ݽ�����Ƭ���Կ��������յ����׳��᷽������ˮƽ��ʽ����ֱ��ʽ��б�ŷ�ʽ��
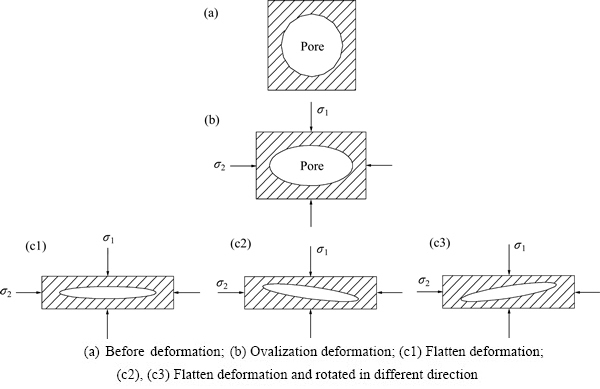
ͼ13 ��ֱ������ѹ��ʱ����Ԫ�ڲ�ͬӦ��״̬�µı��η�ʽ
Fig. 13 Deformation mode of single pore under different stress condition compressed vertical to pore
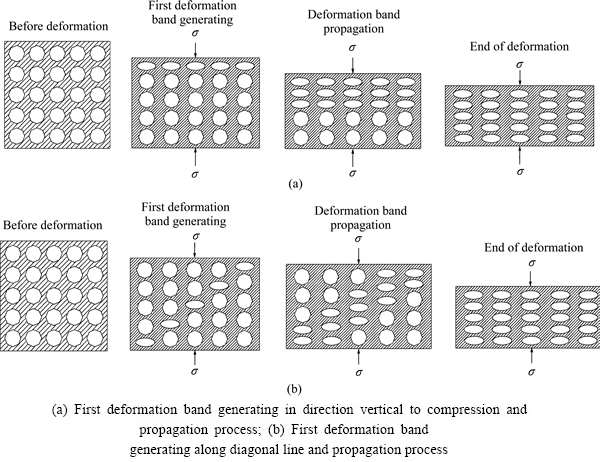
ͼ14 ��ֱ��������ѹ��ʱź״���þ�ı��η�ʽ
Fig. 14 Schematic diagrams of two deformation modes of lotus-type porous magnesium compressed in direction vertical to pores
��ѹ��ʱ��Ӧ�����ʱ仯ʱ������������֪����Ӧ�����ʽϵ�ʱ(��30 s-1)��ѹ�����ι��������ı��η�ʽû�й۲쵽���Եı仯����Ҫ�������ڲ����������Ȳ���ѹ�⡢���ݵȱ��Σ��γ�����ѹ������ֱ�ķ����ȱ��δ���֮����δ����ϲ�����ֱ����ʵ��(��ͼ14(a))����Ӧ�����ʴﵽ950 s-1����ʱ�����Թ۲쵽��ѹ�����ι����������ڲ����ı��η�ʽ�����˽����Եı仯������������������ѹ�������Լ45��ĶԽ��߷�����ѹ������ݱ��Σ��γ��ȱ��δ���Ȼ��������δ���ֱ�ķ�����չ(��ͼ14(b))������о��������ڸ���Ӧ��������ѹ��ʱ������ѹͷ���õ�ѹ������ʱ��������������Եij����ЧӦ���������ѹͷ�������Ӵ���һ������һ�˴���������ѹ�������������ѹͷ�Ӵ���λ���ȷ����ֲ����Σ��Ҿֲ��������ų������һ������һ�˵Ĵ�����������ǰ�ƽ��������������������ȱ��Ρ�Ϊ�˷���ź״���þ�����ڸ���ѹ���������Ƿ��ܵ������������Ӱ�죬���ø����������ź״���þ��Ӧ������ѹ�����ι��̽����˸�������ͼ15��ʾΪ�����������¼��ź״���þ��ֱ��������ѹ��ʱ��ͬѹ��������ʱ��ͼ��ͼ15���Կ�����ѹ��������û�з�����һ������һ�˵ľֲ����Σ�������������Ȼ������Ϊ���ȵ�ѹ�����Σ��������Ӧ�����ʴﵽ950 s-1ʱ��ź״���þ�ڴ�ֱ��������ѹ��ʱ��û���ܵ������ЧӦ������Ӱ�졣��ˣ��ڴ�ֱ��������ѹ��ʱ��ź״���þ�ڽϵ�Ӧ�������º�Ӧ�������±��ֳ���ͬ�ı�����Ϊ���������Ҫ�벻ͬӦ�������������ڲ���Ӧ���ֲ�״̬��ѹ�����ι����б���Э�������׳̶��йء�
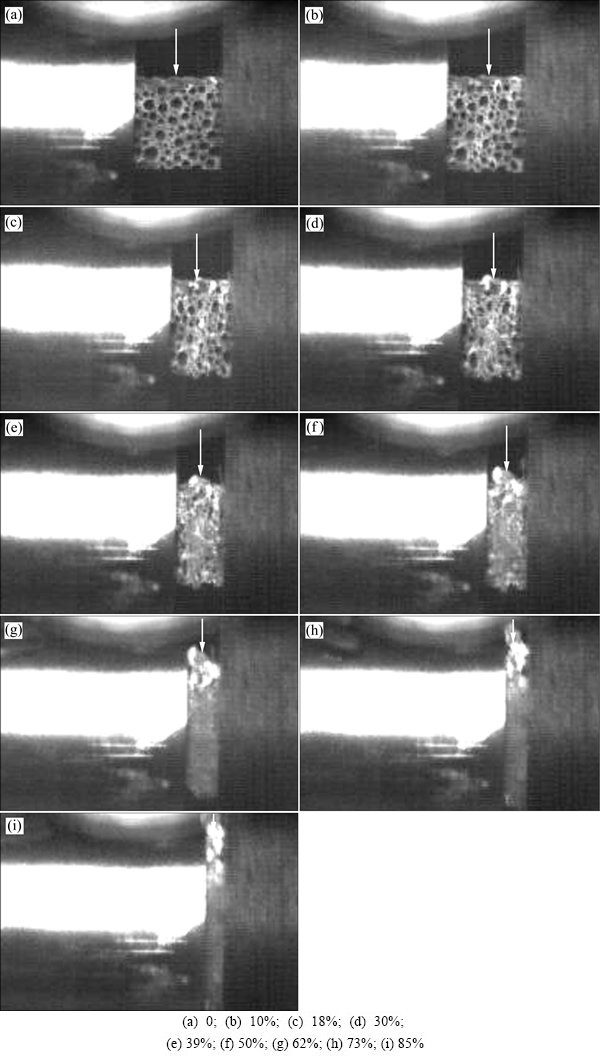
ͼ15 �����������¼��ź״���þ��ֱ��������ѹ��ʱ�ı��ι���
Fig. 15 Compressive deformation process of lotus-type porous magnesium at strain rate of 950 s�C1 recorded by high-speed camera with shooting speed of 50000 frames/s and different compressive deformation degrees (Arrows mark samples)
3 ����
1) ��ֱ��������ѹ��ʱ��ź״���þ��Ӧ��-Ӧ�����߷�ΪӦ���������ӵĵ��ԽΡ�Ӧ���������ӵ�ƽ̨�κ�Ӧ���������ӵ���ʵ���Σ�Ӧ����Ӧ�����ӳ���������Ӧ����ֵ���½���
2) ��ֱ��������ѹ��ʱӦ�����ʶ�ź״���þ�ı�����ΪӰ����������Ӧ������ ��60 s-1�����µ���Ҫ���η�ʽΪ�����ȷ�����Բ�����Σ�Ȼ�����Ŀױ������������ڷ������������ݲ��γɴ�ֱ��ѹ��������ȱ��δ��������δ����ϲ������Ӷ���ʵ����ʵ�������ڽϸ�Ӧ������Ϊ450~1650 s-1�����£����η�ʽ��Ȼ����Ҳ���Ⱥ�����Բ�����ױ��������ڵ��������ݵȱ��β��γ��ȱ��δ������ȱ��δ��������Խ��߷����γ������γɣ�����ѹ�����в�������Խ��ߴ�ֱ�ķ�����չ��
��60 s-1�����µ���Ҫ���η�ʽΪ�����ȷ�����Բ�����Σ�Ȼ�����Ŀױ������������ڷ������������ݲ��γɴ�ֱ��ѹ��������ȱ��δ��������δ����ϲ������Ӷ���ʵ����ʵ�������ڽϸ�Ӧ������Ϊ450~1650 s-1�����£����η�ʽ��Ȼ����Ҳ���Ⱥ�����Բ�����ױ��������ڵ��������ݵȱ��β��γ��ȱ��δ������ȱ��δ��������Խ��߷����γ������γɣ�����ѹ�����в�������Խ��ߴ�ֱ�ķ�����չ��
3) Ӧ�����ʶ�ź״���þ����ѧ�����н����Ե�Ӱ�죬��Ӱ�������Ҫ�����ڲ�ͬӦ������ʱ���ı��η�ʽ�����˱仯����Ӧ������ʱ�ܳ����ЧӦ��Ӱ�첻���ԡ�
REFERENCES
[1] DEGISCHER H P, KRISZT B. �����ĭ����[M]. ��Т��, �� ܿ, ��. ����: ��ѧ��ҵ������, 2005: 1-4.
DEGISCHER H P, KRISZT B. Handbook of cellular metals[M]. ZUO Xiao-qing, ZHOU Yun, transl. Beijing: Chemical Industry Press, 2005: 1-4.
[2] BANHART J. Manufacture, characterisation and application of cellular metals and metal foams[J]. Progress in Materials Science, 2001, 46(6): 559-632.
[3] GIBSON L J, ASHBY M F. Cellular Solids: Structure and Properties[M]. 2 nd ed. Cambridge UK: Cambridge University Press, 1999: 1-10.
[4] SHAPOVALOV V. Method of manufacturing porous articles: United States, 5181549[P]. 1993-06-26.
[5] NAKAJIMA H, IDE T. Fabrication of porous copper with directional pores through thermal decomposition of compounds[J]. Metallurgical and Materials Transactions A, 2008, 39(2): 390-394.
[6] NAKAJIMA H. Fabrication, properties and application of porous metals with directional pores[J]. Progress in Materials Science, 2007, 52(7):1091-1173.
[7] NAKAJIMA H, IKEDA T, HYUN S K. Fabrication of lotus-type porous metals and their physical properties[J]. Advanced Engineering Material, 2006, 6(6): 377-384.
[8] HYUN S K, NAKAJIMA H. Anisotropic compressive properties of porous copper produced by unidirectional solidification[J]. Materials Science and Engineering A, 2003, 340(12): 258-264.
[9] ICHITSUBO T, TANE M. Anisotropic elastic constants of lotus-type porous copper: Measurements and micromechanics modeling[J]. Acta Materialia, 2002, 50(16): 4105-4115.
[10]  V, SINGER R F. Endogenous particles stabilization during magnesium integral foam production[J]. Advanced Engineering Materials, 2004, 6(6): 385-390.
V, SINGER R F. Endogenous particles stabilization during magnesium integral foam production[J]. Advanced Engineering Materials, 2004, 6(6): 385-390.
[11] RENGER K, KAUFMANN H. Vacuum foaming of magnesium slurries[J]. Advanced Engineering Materials, 2005, 7(3): 117-123.
[12] WEN C E, YAMADA Y, SHIMOJIMA K, CHINO Y, HOSOKAWA H, MABUCHI M. Compressibility of porous magnesium foam: Dependency on porosity and pore size[J]. Materials Letter, 2004, 58(3/4): 357-360.
[13]  J O, SUAREZ M A, GOODALL R, LARA-RODRIGUEZ G A, ALFONSO I, FIGUEROA I A. Manufacturing of open-cell Mg foams by replication process and mechanical properties[J]. Materials and Design, 2014, (64): 136-141.
J O, SUAREZ M A, GOODALL R, LARA-RODRIGUEZ G A, ALFONSO I, FIGUEROA I A. Manufacturing of open-cell Mg foams by replication process and mechanical properties[J]. Materials and Design, 2014, (64): 136-141.
[14] MUKAI T, KANAHASHI H, MIYOSHI T, MABUCHI M, NIEH T G, HIGASHI K. Experimental study of energy absorption in a close-celled aluminum foam under dynamic loading[J]. Scripta Materialia, 1999, 40(8): 921-927.
[15] DESHPANDE V S, FLECK N A. High strain rate compressive behaviour of aluminium alloy foams[J]. International Journal of Impact Engineering, 2000, 24(3): 277-298.
[16] DANNEMANN K A, LANKFORD J J. High strain rate compression of closed-cell aluminium foams [J]. Materials Science and Engineering A, 2000, 293(1/2): 157-164.
[17] DHARARN C K H, HAUSER F E. Determination of stress-strain characteristics at very high strain rates[J]. Experimental Mechanics, 1970, 10(6): 370-376.
[18] MONDAL D P, GOEL M D, DAS S. Compressive deformation and energy absorption characteristics of closed cell aluminum-fly ash particle composite foam[J]. Materials Science and Engineering A, 2009, 507(1/2): 102-109.
[19] ���»�, ����ƽ, л����. Ӧ�����ʶ�ź״���þƽ����������ѹ��������Ϊ����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(4): 747-757.
LIU Xin-hua, YAN Yu-ping, XIE Jian-xin. Effect of strain rate on the compressive deformation behaviors and mechanical properties of lotus-type porous magnesium in the direction parallel to pores[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(4): 747-757.
Effect of strain rate on compressive deformation behaviors and mechanical properties of lotus-type porous magnesium in direction vertical to pores
LIU Xin-hua, YAN Yu-ping, XIE Jian-xin
(Institute for advanced Materials and Technology, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Lotus-type porous magnesium was fabricated by unidirectional solidification, and the compressive experiments were subsequently conducted in the compressive direction vertical to the pores at strain rate in range of 1��10-3-1650 s-1 using GLEEBLE-1500 materials simulation system and split Hopkinson pressure bar (SHPB). The effects of strain rate on the compressive deformation behaviors and mechanical properties of lotus-type porous magnesium were investigated. The results indicate that the compressive deformation process of lotus-type porous magnesium consists of a linear elastic stage, a plateau stage and a densification stage at various strain rates, and the stress increases with the increase of strain without the stress peak. The strain rates have significant effects on the compressive deformation behaviors of lotus-type magnesium in the compressive direction vertical to the pores. When compressed at a lower strain rate less than 60 s-1, lotus-type magnesium deforms mainly in the way, the round pore was firstly flatten to ellipse, then the wall of some pores earlier starts to collapse into the hole by a crescent-shaped bending and forms a first deformation band which is vertical to compressed direction. When compression continues, the deformation band forms continually. However, when compressed at high strain rates between 450 s-1 and 1650 s-1, the deformation band first forms along the diagonal direction and expands along the direction vertical to the diagonal. The strain rates have obvious influence on the mechanical property, and the main mechanism is that the deformation way of pore at lower strain rate is different from that at high strain rate.
Key words: lotus-type porous magnesium; strain rate; deformation behaviors; mechanical property; deformation mechanism
Foundation item: Project(50904004) supported by the National Natural Science Foundation of China
Received date: 2015-11-10; Accepted date: 2016-07-19
Corresponding author: XIE Jian-xin; Tel: +86-10-62332254; E-mail: jxxie@mater.ustb.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50904004)
�ո����ڣ�2015-11-10�������ڣ�2016-07-19
ͨ�����ߣ�л���£����ڣ���ʿ���绰��010-62332254��E-mail: jxxie@mater.ustb.edu.cn

