DOI: 10.11817/j.ysxb.1004.0609.2020-39648
��������C67300�̻�ͭ�͵���Ħ��ĥ������
������1���� ��2���� ��2����־��3���� ��1�����ʿ�3���� ��1
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 116024��
2. �к���ҵ���������Զ������о��������� 710065��
3. ����������ѧ ��е����ѧԺ������ 116024)
ժ Ҫ���о��˻�̬������̬C67300�̻�ͭ�Ͻ�������״̬�Լ���ͬ�����غɺ�ת�������£����ĥ��GCr15�ֵ�Ħ��ĥ�����ܣ�������һϵ�б������Լ����о�C67300�̻�ͭ������֯����ѧ����(����Ӳ����H/E)��Ħ�����ܵĹ��������������C67300�̻�ͭ��Ҫ�ɦ�-Cu(FCC�ṹ)��������塢�¡�-CuZn(B2�ṹ)����Ӳ�ʿ�����-Mn5Si3 (D88�ṹ)���ɡ�����̬C67300�̻�ͭ��Ӳ��(184 HV)������ǿ��(410 MPa)�Ը������˻�̬��(137 HV��345 MPa)���Ӷ����ºϽ��Ӳ����(H/E)��0.014������0.020���ں㶨�غ�300 N����ͬת��400~700 r/min�����£�����̬���˻�̬C67300�̻�ͭ��Ħ����������ת�����Ӷ����ͣ���Ħ������f��0.06~0.07��С��0.02�����ں㶨ת��400 r/min����ͬʩ���غ�200~500 N�����£�����̬���˻�̬�Ͻ�Ħ����������ʩ���غ����Ӷ����ӣ�������̬ʱĦ��������0.03������0.07���ڲ�ͬ���������£�����̬C67300�̻�ͭ��Ħ�������������˻�̬�ģ��ұ仯���Ƚ�С�����ֳ����ѵ���ĥ�ԣ�����Ҫ����������̬C67300�̻�ͭ��H/E���ӽ��ڶ�ĥ��GCr15�ֵ�H/E=0.035���Ӷ�����ͨ����ߺϽ��Ӳ���ȣ���ʵ�����ĥ���Ͻ�ƥ�������Ʋ��ϵ���ĥ�ԡ�
�ؼ��ʣ��̻�ͭ�Ͻ�Ԥ���Σ�Ħ����ĥ��
���±�ţ�1004-0609(2020)-12-2920-10���� ��ͼ����ţ�TG146.1���� ���ױ�־�룺A
�������������ִ�Һѹ��������Դ�ĺ��������б������ʽҺѹ�����ھ���ת��Ч�ʸߡ��ṹ���ܡ����ڱ������Ƶ����ƣ���Ҫ�������п��ƺ�ȼ�ͱü����ֹ�ҵװ������е����Һѹϵͳ[1-5]�����У���ѥ�����ڽϴ�ת���������������ܵ�����ƫ���غɵ�Ӱ�죬��������ĥ��Ͳ��ˣ�������Ӱ�������õ�����[6-10]����ѥ�ı�ѡ������Ҫ������ͭ����ī����������ͭ���̻�ͭ�������̻�ͭ���������õ���ĥ�ԡ����������Լӹ���������������Ӧ����Ϊ�㷺���̻�ͭ����Ҫ�ƺ���SM2158��LTH60��C67300��LMtsKNS��E133��[11-15]����Ͻ�ɷַ�ΧΪCu 56.0~ 66.4��Mn 2.0~4.0��Si 0.5~2.0��Pb 0.2~1.8��Fe��0.5��Al��0.5��Ni��0.5��Zn����(����������%)����ǿ��ĥ�̻�ͭ��������֯���ڦ�-Cu(FCC�ṹ)���������Ϸֲ���Ӳ�ȵĵڶ������[14, 16]����¡�-CuZn(B2�ṹ)�ͦ�-Mn5Si3(D88�ṹ)�ȡ�����ĥ������Ҫ��FCC�����������������������տںϸ��ʣ����ҿ�������������չ���������͵�[17]����Si��Fe��Mn��Ԫ�ص����ӿ��γ�ϸС����ɢ�ֲ���(Mn,Fe)5Si3Ӳ���࣬��ߺϽ����ĥ��[18]�����������Pb������Ħ��������չ������������[19-21]�����磬WAHEED��[11]�о���������ҵ��ͭ(326��SIB��E133)���̼�ֶ�ĥʱ�ĸɻ���Ħ��ĥ����Ϊ���ڻ����ٶ�0.16~0.41 m/s��ʩ���غ�10~70 MPa�£���ͭ��Ħ������fԼΪ0.36����ĥ�������Ҫ�����ĥ���ĥ��ĥ��
Ȼ������Ԫ�ص���������Ӱ��Ӳ�������ӵ�����״̬����ߴ硢��ò�ͷֲ����Լ����徧���ߴ綼��Ӱ��Ͻ����ĥ���ܣ�Ŀǰ���ӹ��սǶ���˵�Ѿ������������ϵ���ĥ���ܡ����������о�ѧ���Ǵӳɷ���ƽǶȿ��Ƕ������̻�ͭ�Ͻ�����˳ɷ��������ڻ�þ��������ĥ�Ե�����֯�������ĵ�[22]ͨ����HMn64-8-5-1.5��ͭ������CeԪ�أ�ʹ��Mn5Si3Ӳ�������Ӹ���ϸС�ҷֲ����ȣ���������ߺϽ����ĥ�ԡ�MINDIVAN��[12]������Cu-8Mn-4Al-1Si-20Zn(����������%)�Ͻ���M2���߸ָ�ĥʱ������-Cu�����������8%����23%���Ͻ��Ӳ�ȴ�281 HV���͵�250 HV������ĥ�����15%���ϣ�����Ҫ������ĥ��������������������չʱ������������ �Ħ�-Cu������ۻ����������Ƶ��κ�����չ��MOSHKOVICH��[23]�о���Cu-38Zn-3Pb(����������%)�Ͻ���Cu��ĥʱ������Ħ��ĥ����Ϊ��������ʩ���غ�Ϊ3~64 MPa�������ٶ�Ϊ0.35 m/s�����£��Ͻ��Ħ������f��Ϊ0.01~0.02�������������DZ����ϣ���-Cu���ڷ������ƣ����������Ա��Σ���ĥ�������Pb���ʿ������ȷֲ���������˲��ϵ���ĥ�ԡ�
�����ÿ��̵ķ��ۻ���Ϊ��ѹ28~35 MPa����ת��15000~20000 r/min������30 G���ϼ�������-55~135 �棬�һ�ѥ�Ķ�ĥ������Ϊ��Ӳ�ȵ�GCr15(HRC65)��и֣���Щ�����Ի�ѥ����ĥ����Ҫ�ߡ�Ŀǰ���ڸ������¶�C67300�̻�ͭ��GCr15��и�����Ħ��ĥ����Ϊ������о����б�������ˣ�������Ҫ�о����˻�̬������̬��C67300�̻�ͭ�ڲ�ͬ�����غɺͲ�ͬת������GCr15��Ħ����Ħ��ĥ����Ϊ��Ϊģ�⻬ѥ���̵ķ��ۻ�����ѡ���Ħ����������Ϊ���غ�200~500 N����Ӧ�ĽӴ�Ӧ��Ϊ11~28 MPa��ת��Ϊ400~700 r/min����Ӧ�Ļ����ٶ�Ϊ0.48~0.84 m/s������������Ħ����������ò�����˱�����̽��������ĥ��ʱ��ĥ����������⣬�����˻�̬������̬C67300�̻�ͭ������֯����ѧ���ܽ����˶Աȣ������˻�̬Ϊ300 �汣��1 h������̬ΪԤ���δ������״̬�����˻�̬��30%����δ�����
1 ʵ��
ʵ����õ�C67300�̻�ͭ��GCr15��иֵĺϽ�ɷּ���1������Bruker D8 Focus��X����������(Cu Ka���䣬l=0.15406 nm)�ԺϽ��������ṹ����������OLYMPUS����������Zeiss Supra������ɨ��羵�۲�C67300�̻�ͭ������֯��ĥ������ò�����и�ʴҺΪ3 g FeCl3+30 mL����+100 mL��ˮ�Ҵ�������UTM5504-G�͵����������������C67300�̻�ͭ����ѧ���ܣ�������Ʒ����Բ��״�����Ϊ6 mm��20 mm����������Ϊ0.5 mm/min�����ڵ�����������������ƣ�����HVS-1000��ά��Ӳ�ȼƲⶨ�Ͻ����Ӳ�ȣ�����ʩ���غ�Ϊ300 N������ʱ��15 s��ÿ����Ʒ���ٲ���10�Σ�ȡ��ƽ��ֵ������MVF-1A����ʽĦ��ĥ����������������л���Ħ��ĥ��ʵ�飬Ħ��������Ϊ����ʽ���˻�̬(���ȴ�������Ϊ300 �汣��1 h)������̬(�˻�̬Ԥ����30%)��C67300�̻�ͭ��ΪĦ��������ĥ��ΪGCr15��(���ȴ�������Ϊ860 ����+200 ��ػ�)������Ϊ�ۼ��������͡�ʵ��ǰ��Ħ��������������������¶�Ϊ25 �棬ʩ���غɷ�ΧΪ200~500 N����Ӧ�ĽӴ�Ӧ��Ϊ11~28 MPa������ת��Ϊ400~700 r/min����Ӧ�Ļ����ٶ�Ϊ0.48~0.84 m/s���Ӵ����Ϊ18 mm2��Ħ��ʱ��Ϊ20 min������ÿһ���������ٽ�������ʵ�飬Ȼ��ȡ��ƽ��ֵ��ʹ��Image-J����ͳ������������������
2 ���������
2.1 �Ͻ������֯����ѧ����
��1 C67300�̻�ͭ��GCr15��иֺϽ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of C67300 manganese brass and GCr15 steel alloy (mass fraction, %)

C67300�̻�ͭ��XRD����ͼ1��ʾ����ͼ1��֪��C67300�̻�ͭ��Ҫ������ɣ��ֱ�Ϊ��������FCC�ṹ�Ħ�-Cu�����塢������B2-CsCl�ṹ�¡�-CuZn��������ṹD88 ��-Mn5Si3�ࡣͼ2��ʾ�ֱ�Ϊ�˻�̬������̬C67300�̻�ͭ��OM����֯ͼ������ͼ2(a)��(c)��ʾΪ�������ò��֯��ͼ2(b)��(d)��ʾΪ�ݽ�����ò��֯�����Կ����������˻�̬��������̬����-Cu���徧��Ϊ����Σ��Ҵ����˻��Ͼ�(��ͼ2(a)��(c))�������ߴ�������״̬�·ֱ�Ϊ15 ��m��13 ��m���¡�ʲ�������״���Ϧ�������ʴ��Mn5Si3���ں�����ϱ���Ϊ����״�����ݽ����ϱ���Ϊ�ִ�ij���״��ͳ�Ƹ������������ֱ�Ϊ���� 83%���¡� 8%��Mn5Si3 9%�����XRD�ͽ�����֯��ò��֪��C67300�̻�ͭ��Ҫ�Ǧ��ͦ¡���Ϊ���壬�������ȷֲ���Mn5Si3��Ϊǿ��������ͼ3��ʾΪC67300�̻�ͭ���칤��Ӧ��-Ӧ�����ߣ����в���˻�̬C67300�̻�ͭ�ĵ���ģ��E=94 GPa������ǿ�Ȧ�0.2=345 MPa��������̬C67300�̻�ͭ�ĵ���ģ��E=92 GPa������ǿ�Ȧ�0.2=410 MPa��������C67300�̻�ͭ�ĵ���ģ���������仯������ǿ�ȵõ�����������������������֮���������߳������Եľ�ݲ�����������������������Mn5Si3ǿ����ı������йء�Ħ��������ѧ�������ݾ����ڱ�2�С�ͨ����Ӳ�Ȳ��Ե�GCr15Ӳ��Ϊ7.419 GPa (757 HV)���˻�̬C67300�̻�ͭӲ��Ϊ1.343 GPa(137 HV)������̬C67300�̻�ͭ��Ӳ������˻�̬������������Ϊ1.803 GPa(184 HV)����������֪GCr15�Ͻ�ĸ�����ѧ���ܣ����2����[24]�����е���ģ��E=212 GPa���ɴˣ��ɼ���õ�GCr15�ֵ�Ӳ����ΪH/E=0.035���˻�̬������̬C67300�̻�ͭ��Ӳ���ȷֱ�Ϊ0.014��0.020����������̬C67300�̻�ͭ��Ӳ��������˻�̬�����43%���Ҹ�Ϊ�ӽ�GCr15�ֵ�Ӳ����(H/E=0.035)��

ͼ1 �˻�̬C67300�̻�ͭ��XRD��
Fig. 1 XRD pattern of annealed C67300 manganese brass

ͼ2 C67300�̻�ͭ�˻�̬������̬��OM��ѧ����֯��ò
Fig. 2 OM microstructural images of annealed((a), (b)) and cold-rolled ((c), (d)) C67300 manganese brass samples
��2 Ħ��������ѧ����
Table 2 Mechanical properties of friction pair

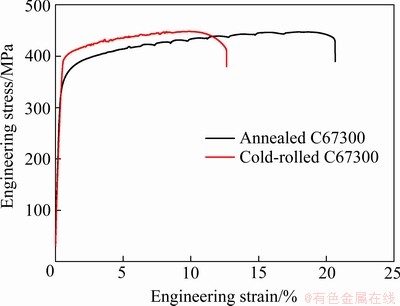
ͼ3 �˻������C67300�̻�ͭ�Ĺ�������Ӧ��-Ӧ������
Fig. 3 Engineering tensile stress-strain curves of annealed and cold-rolled C67300 manganese brass samples
2.2 C67300�̻�ͭ��Ħ������
ͼ4(a)��ʾΪʩ���غ�Ϊ300 N(22 MPa)���˻�̬C67300�̻�ͭ�ڲ�ͬ�����ٶ��µ�Ħ���������ߣ����Կ�������400 r/min(0.482 m/s)�£�Ħ�������տ�ʼά����f=0.07�����������½�����������������ȶ���f=0.06����ת������500 r/min(0.60 m/s)ʱ��Ħ�������������f=0.04��ʼ��������ȶ���f=0.05��������600 r/min(0.72 m/s)��Ħ��������400 r/min(0.48 m/s)�ı仯�������ƣ����½���������ԼΪf=0.04����ת�ټ�������700 r/min(0.84 m/s)ʱ��Ħ������f��һ���½���0.02������̬C67300�̻�ͭ��400 r/min(0.48 m/s)�Ļ����ٶ��²�ͬ�غ�ʱĦ��������ʱ��ı仯������һ��(��ͼ4(b))����500 N(28 MPa)�غ������£�Ħ������f��0.07����0.05��ͼ��400 N(22 MPa)���������Բ����ϴ�f��ֵΪ0.04��300 N(16.6 MPa)��200N(11 MPa)ʱ��Ħ�������ֱ��ȶ���f=0.03��f=0.02���ҡ��Ӳ�ͬ�ٶȺͲ�ͬ�غ��µ�Ħ�����߾��ɿ��������ٶ�����Ħ�����ڵ�Ħ�������½����غ�����Ħ���������ӣ�����ʱ����ӳ�Ħ����������һ���IJ���������ĥ���ں������ȶ���ijһ��ֵ������Ħ�����ڳ��ֲ�ͬ�̶ȵIJ�����������Ħ������ֲ������ȴ�ʹ�Ӵ�����������仯������ġ����⣬Ħ��������ܴ��ڵ�С���ʺͿ�����Ҳ������Ħ�����������仯������ĥ���ڣ�C67300�̻�ͭ�ھ����غ������£������������γ�һ���ȶ�����ĥ�㣬�ʶ�Ħ���������ȶ���

ͼ4 ��ͬ���������µ�C67300�̻�ͭ��Ħ��������ʱ��ı仯����
Fig. 4 Variations of frictional coefficient of C67300 manganese brass with time
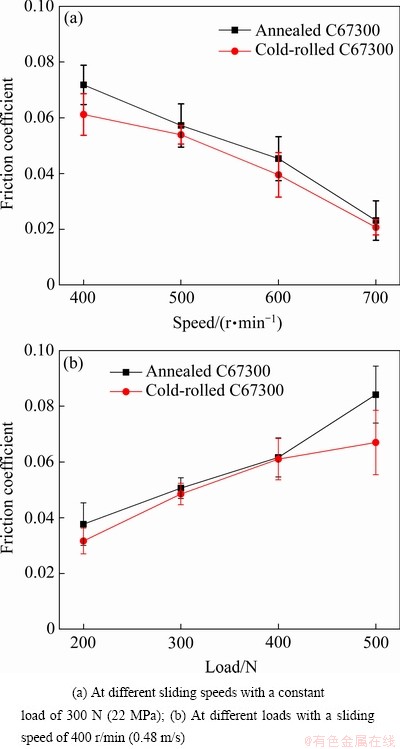
ͼ5 ��ͬ����������C67300�̻�ͭ��Ħ�������仯���
Fig. 5 Variations of frictional coefficient of C67300 manganese brass
ͼ5(a)��ʾΪ�˻�̬C67300�̻�ͭ������̬C67300�̻�ͭ�ڲ�ͬ�����ٶ����غ�Ϊ300 N(22 MPa)��ƽ��Ħ�������Աȡ����Կ������˻�̬C67300�̻�ͭ��Ħ��������f=0.07��С��f=0.03��������̬C67300�̻�ͭ��Ħ�������������˻�̬������Ħ����֮�����Ի����ٶ����ԽӴ�������Ͳ��������嶯ѹ��ЧӦ������Ĥ������Ħ����֮�����Ӵ�������٣�����֮��ĸ�Ħ���������٣��߽���Һ��Ħ���ɷ��������Ħ��������С[25]����C67300�̻�ͭ�ڲ�ͬ�غ��»����ٶ�Ϊ400 r/min (0.48 m/s)��ƽ��Ħ�������ı仯���ɷ���������������(��ͼ5(b))��������̬C67300�̻�ͭ��Ħ�������������˻�̬C67300�̻�ͭ�ģ���������Ƚ��˻�̬�ĸ�Ϊƽ�������ֳ����õ���ĥ�ԡ�����ʩ���غ�Ϊ200 N (11 MPa)��500 N(28 MPa)ʱ����ͬ״̬��C67300�̻�ͭĦ���������ϴ�ͬʱ�˻�̬C67300�̻�ͭ��Ħ�����������̶�Ҳ�ϴ���������Ħ��������ĽӴ���ѹ������Ħ�����Ͷ�ĥ��֮��ļ�϶��С��ʵ�ʽ����Ӵ�������������϶���������ɵ���Ĥ��ȼ�С������������״̬ת�䣻������غ�����ʱ��Ħ�����Ӵ���֮��ķ�������������C67300�̻�ͭ��GCr15��ĥ��������ٻ��������������������������͵��ȼ�С�������Ч�����ͣ��������Ħ�����������ӡ���Ħ���ٶȴ�400 r/min����700 r/min��C67300�̻�ͭ��Ħ������f��0.06~0.07��С��0.02����ʩ���غɴ�200 N����500 Nʱ����ͬ״̬��C67300�̻�ͭ��Ħ������f��0.03~0.04����0.07~0.08������̬C67300�̻�ͭ������˻�̬������ֳ����ѵ���ĥ�ԡ������ڲ�ͬĦ�������¡�����״̬C67300�̻�ͭ����ĥ�����ã�Ħ���������ϵͣ�ԼΪ0.05��0.03������Ҫ������C67300�̻�ͭ��83%�Ħ������岻�����ڼӹ��ɻ�ѥ�������տ��Ѷȣ����ҿ�����߲��ϵ����ԣ���Ħ����������ֹ������չ�����ڴ��ͣ���Σ���ΪӲ�ʿ������������ڱ��ζ������ڲ���Ħ���ı��棻C67300�̻�ͭ��8%�Ħ¡���нϸߵ�Ӳ�Ⱥ��ȼӹ���������߲��ϵı�����ĥ�ԣ�C67300�̻�ͭ��9% Mn5Si3��Ҫ���������غɣ���߿�������������������������ˣ�C67300�̻�ͭ�ܹ��ں��������÷��۹������ṩ���õ���ĥ�ԡ�
2.3 C67300�̻�ͭ��ĥ�������ò�������ۻ����о�
��ʵ����C67300�̻�ͭ��GCr15������ĥ����������SEM������ͼ6��ʾΪ300 N(17 MPa)�غ��£��˻�̬C67300�̻�ͭ�Ͷ�ĥ��GCr15���ڲ�ͬ�����ٶ���Ħ�������SEM���Կ������˻�̬C67300�̻�ͭ����������400 r/min(0.48 m/s)�ٶ��£��к����Ե�ĥ�ۣ�����ĥ�����ſ��ȷ�����չ�����ڱ�����ڰ���㣻���⣬��ĥ��GCr15������������ֲ�ͬ�̶ȵ�ĥ�ۣ���ĥ�۵Ĺ���λ�ø�����״�������5 ��m��С��ĥ��A(��ͼ6(a))��EDS�������������ĥ��A�ijɷ���Ҫ��Cu��Zn��Fe��Ԫ��(����3)��˵����ĥ��A���˻�̬C67300�̻�ͭ��������������C67300�̻�ͭ��ĥ��A��������Ҫ��Ħ�����IJ��ˣ��Լ�����Ӧ���Ļ���������ģ��Ӷ�������C67300�̻�ͭ�DZ��������κˣ����ػ�����������չ���������棬���DZ������ƺͻ�������֮��ֲ㣬����Ƭ״��ʽ���룬�γ�ĥ�������Ż����ٶ����ӣ�������C67300�̻�ͭ��������Ĵ��ĥ����ĥ����ǣ������Ŀ�϶��ҳߴ��С��ĥ������ͼ6(b)��ʾ���˻�̬C67300�̻�ͭ��500 r/min���ٶ��£��⻬C67300�̻�ͭ���������Ϸֲ��Ŵ�С��һ��Բ��״ĥ������C67300�̻�ͭ�����ĥ�۽ϵ����µĿ��Ⱦ��������ӣ�ͬʱ��ĥ�۵���Χ���ְ��뼣����Σ�C67300�̻�ͭ������������IJ�����ĥ����Ħ�������ϲ��ϵĻ�����ĥ������Χ��ù⻬���̶��ڶ�ĥ��GCr15����������۲쵽���ε�ĥ��B(��ͼ6(b))��˵��ĥ����C67300�̻�ͭ������������������ڶ�ĥ��GCr15�ֱ��档ת��Ϊ500 r/minʱ��Ħ�����������400 r/minʱ�������½�����Ҫ��������Ħ�������У����ĥ���������ų������飬�γ������ڹ���Ħ����Ч����������Ħ��������C67300�̻�ͭ�����Ͻ�������������Ħ��������������EDS���������ĥ��B��C��Ҫ����Cu��Zn�Ͳ���OԪ��(����3)��C67300�̻�ͭ������600 r/min���ٶ��£���ĥ���������������ڼ�������ĥ�����ʹ�Ƭ����������(��ͼ6(c))��EDS�������������Ƭ״����D��Ҫ����Cu��Zn��O��Fe��Ԫ��(����3)������������ڻ����ٶ��������͵Ķ�ѹЧ����ǿ����Ŀ�����������ų�����Ħ���������������࣬����ĥ�����ӡ���ת��Ϊ700 r/minʱ��C67300�̻�ͭ����Ħ�������Ϊƽ������������������(��ͼ6(d))����������C67300�̻�ͭ���������γ�ǿ�Ƚϵ͵������㣬���ڽ����غ������·�����ţ��̶��ڼ����������������䡣���Ϸ�������300 N(17 MPa)�غ��£�ת�ٴ�400 r/min����700 r/minʱ���˻�̬C67300�̻�ͭ�Ͷ�ĥ��GCr15����Ҫ��ĥ����ʽΪĥ���Ͱ���ĥ����ת��Ϊ��ź�����ĥ����Ħ���������½����ơ�

ͼ6 �غ�300 N(17 MPa)�Ͳ�ͬ�����ٶ����˻�̬C67300�̻�ͭĦ�������������SEM��
Fig. 6 SEM surface images of annealed C67300 manganese brass under load of 300 N(17 MPa) at different sliding speeds
��3 ͼ6��Ħ����ĥ�����ĥ����EDS�������
Table 3 EDS analysis results of abrasive particles on worn surfaces of friction pairs show in Fig. 6

ͼ7��ʾΪ����̬C67300�̻�ͭ�����ڲ�ͬ�غ���ĥ������SEM����ͼ7��֪������ĥ������Ӵ�Ӧ�������ӣ�����̬C67300�̻�ͭ���������ĥ��̶������ӡ���200 N(11 MPa)�����£����ϱ����ػ�����������������Ļ��ۣ��ұ��淢�����IJ���(��ͼ7(a))�����غ�����300 N(17 MPa)ʱ(��ͼ7(b))��C67300�̻�ͭ�����ı��滮�����࣬�������Ź��۵�����������չ���������롣�����������Ħ��������Ӵ�Ӧ��������Ħ�����Ľ�������ֱ�ӽӴ���C67300�̻�ͭ���������Ӳ��ĥ���Ի��������ϴ����������ʹĦ�����������Ա��μӾ磬���ۼ����ʩ���غ�����400 N(22 MPa)ʱ��Ħ����ʵ�ʽӴ�������������ӣ�C67300�̻�ͭ�����ػ���������ڲ��������������γɵĵ�ʴ�Ӻ��۰���ĥ�����ʽת��Ϊƣ��ĥ�����ĥ��GCr15�ֳ���ճ�ŵĺۼ�(��ͼ7(c))�����غ�Ϊ500 N(28 MPa)ʱ(��ͼ7(d))��C67300�̻�ͭ��������ȫ��ת��Ϊ����ƽ��С�ӣ��۲첻�����Ե�Ħ�����ӷŴ�ĵ�ʴ�����Թ۲쵽C67300�̻�ͭ���������γ������������Ϸ�����C67300/GCr15��Ħ�����ĽӴ��غ���200~ 500 N(11~28 MPa)�仯�ķ�Χ�ڣ���ĥ����Ҫ��ʽ��ĥ��ĥ������Ϊ���������ĥ�����ת��Ϊƣ�ͺ����ĥ������Ħ�������У���ĥ��̶��ᣬ��Ħ��������С��������̬C67300�̻�ͭ���������ĥ��̶�(��ͼ7)��Ħ�������仯(��ͼ4)��Ӧ�Ϻá�
����ͬ�����غɺͻ����ٶ��£�300 N��400 r/min�µ��˻�̬C67300�̻�ͭ������̬C67300�̻�ͭĦ�������SEM��ֱ���ͼ6(a)��ͼ7(b)��ʾ���Աȷ��֣�����̬C67300����ĥ��̶����Խ��ᣬĥ����Ƚ�dz��LEYLAND��[26]��MUSIC��[27]ͨ���о�Ӳ��������ĥ�ԵĹ�ϵ�����ִ��Դ洢���ܹ������غɱ仯����Ӳ�ȵIJ��ϱ����ܹ���ĥ��ĥ�����ã����Ӳ����Խ�ߵIJ�������ĥ��Խ�á�����̬C67300�̻�ͭ�ľ������С��Ӳ�ȸߣ�������ģ���仯��С����Ӳ���Ƚϸߣ���GCr15�ֵĸ�Ϊ�ӽ����Ӷ����ֳ����õ���ĥ�ԡ�Ϊ�˽�һ������Ӳ�������������е����ã��۲����˻�̬C67300�̻�ͭ������300 N��400 r/min�µ��ݽ��棬�����ͼ8��ʾ�����Կ�����������15 ��m��ȵ�����������Ӳ����Mn5Si3���������˶��ѣ��϶̵Ŀ���ֱ��������壬�γ����ƣ��ϳ��Ŀ������м���ѣ���Ħ����������ת���������ڻ����е�Ӳ������ڴִ��ܺܺõ�Ƕ���ڻ����У�������ɲ��Ϸ������Ա��Σ��������ƣ�������̬C67300�̻�ͭ�������Ա仯�����⣬Ӳ����ķֲ��Ϸ�ɢ��û���γ����õ���ĥ֧���棬��Ӳ����ijߴ硢�ֲ��Լ�������ķֲ���������ĥ�Բ�������Ҫ��Ӱ�졣WAHEED��[11]���о���Ҳ���ֲ����ڻ���ʱ���������Mn5Si3��������Щ�о���������Ħ�������ϱ�����Ħ��������ʮ����Ҫ������Ҫ����к��ʵ��������Ӳ�ʵ�ı������ֲ�����ò�����һ�Ҫ��Ħ����������Ҫ���н�С�ĵ���ģ�����ϸߵ�Ӳ�ȡ����õ����ԡ�

ͼ7 �����ٶ�400 r/min(0.48 m/s)�Ͳ�ͬ�����غ�����������̬C67300�̻�ͭ�ı���SEM��
Fig. 7 SEM surface images of cold-rolled C67300 manganese brass under different loads at constant sliding speed of 400 r/min(0.48 m/s)

ͼ8 300 N��400 r/min�������˻�̬C67300�̻�ͭĦ���DZ����SEM���ʾ��ͼ
Fig. 8 SEM images(a) and schematic diagram(b) of friction subsurface of annealed C67300 manganese brass under load of 300 N with sliding speed of 400 r/min
3 ����
1) �˻�̬������̬C67300�̻�ͭ��Ҫ�ɦ�-Cu (FCC�ṹ)��������塢�¡�-CuZn(B2�ṹ)����Ӳ�ʿ�����-Mn5Si3(D88�ṹ)���ɣ������ߵ���������ֱ�ԼΪ8%��9%�������˻�̬�ľ�����ΪϸС��
2) ����̬C67300�̻�ͭ����ѧ���������˻�̬������̬C67300�̻�ͭ�����µ�����ǿ�Ȧ�0.2=410 MPa��Ӳ��1.803 GPa (184 HV)���쳤��d=12.6%���˻�̬C67300�̻�ͭ����ǿ�Ȧ�0.2=345 MPa��Ӳ��1.343 GPa (137 HV)���쳤��d=20.6%��������õ�����״̬�Ͻ��Ӳ����(�˻�̬ʱH/E=0.014������̬ʱH/E=0.020)��������̬C67300�̻�ͭ��H/E������˻�̬�����43%��
3) ����C67300�̻�ͭĦ������ת���ٶ���400~700 r/min(0.48~0.84 m/s)֮�����ӣ�Ħ����������С������̬��f��0.06��С��0.02���˻�̬C67300�̻�ͭĦ������f��0.07��С��0.02������Ҫ��ĥ����ʽΪĥ���Ͱ���ĥ����ת��Ϊ��ź�����ĥ��C67300/GCr15��Ħ�����ĽӴ��غ���200~500 N(11~28 MPa)�仯�ķ�Χ�ڣ�Ħ�������������˻�̬C67300�̻�ͭĦ������f��0.04����0.08��������̬C67300�̻�ͭĦ������f��0.03������0.07����ĥ����Ҫ��ʽ��ĥ��ĥ������Ϊ���������ĥ�����ת��Ϊƣ�ͺ����ĥ��
4) �ڲ�ͬĦ�������£�����̬C67300�̻�ͭ��Ħ�������������˻�̬�ģ��ұ仯���Ƚ�С�����ֳ��Ϻõ���ĥ�ԡ�����Ҫ��������̬C67300�̻�ͭ��Ӳ����H/E=0.020���ӽ���GCr15��H/E=0.035�����߿��Ը��õ�ƥ���ţ����˻�̬�Ͻ�����Ӳ����H/E=0.014ԶС��GCr15�ġ������˻�̬C67300�̻�ͭ���DZ����γ���15 ��m��ȵ����������㣬Ӳ����Mn5Si3�������Ѳ����䣬�����γ����ƣ�Ӱ��������ĥ�ԡ�
REFERENCES
[1] CHEN Y, ZHANG J, XU B, CHAO Q, LIU G. Multi-objective optimization of micron-scale surface textures for the cylinder/valve plate interface in axial piston pumps[J]. Tribology International, 2019, 138: 316-329.
[2] XU B, ZHANG J, YANG H. Investigation on structural optimization of anti-overturning slipper of axial piston pump[J]. Science China Technological Sciences, 2012, 55(11): 3010-3018.
[3] HAIDAK G, WANG D, E S, LI F. The impact of the deformation phenomenon on the process of lubricating and improving the efficiency between the slipper and swashplate in axial piston machines[J]. IEEE Access, 2019, 7: 69393-69409.
[4] WANG Z Q, HU S, JI H, WANG Z, LIU X T. Analysis of lubricating characteristics of valve plate pair of a piston pump[J]. Tribology International, 2018, 126: 49-64.
[5] SHIN J, KIM K. Effect of surface non-flatness on the lubrication characteristics in the valve part of a swash-plate type axial piston pump[J]. Meccanica, 2014, 49(5): 1275-1295.
[6] �� ��. ���ո�ѹ����Һѹ�����õ�����о�[D]. ����: ���ݴ�ѧ, 2006: 7-23.
TEI Yong. Design and research of aviation high pressure and high speed hydraulic piston pump[D]. Guizhou: Guizhou University, 2006: 7-23.
[7] �� ��. �����ùؼ�Ħ�������Ͽ��������������о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2017: 1-11.
BI Gang. Evaluation of anti-scratch performance of key friction pair materials of piston pump[D]. Hefei: Hefei University of Technology, 2007: 1-11.
[8] MA J, M, CHEN J, LI J, LI Q L, REN C Y. Wear analysis of swash plate/slipper pair of axis piston hydraulic pump[J]. Tribology International, 2015, 90: 467-472.
[9] SCHUHLER G, JOURANI A, BOUVIER S, PERROCHAT J M. Wear mechanisms in contacts involving slippers in axial piston pumps: A multi-technical analysis[J]. Journal of Materials Engineering and Performance, 2018, 27(10): 5395-5405.
[10] ��ѩ��. ���������û�ѥ������������Ĥ�����о�[D]. �㽭: �㽭��ѧ, 2016: 1-11.
ZHANG Xue-chao. Study on oil film characteristics of slide shoe pair and plunger pair of aviation plunger pump[D]. Zhejiang: Zhejiang University, 2016: 1-11.
[11] WAHEED A, RIDLEY N. Microstructure and wear of some high-tensile brasses[J]. Journal of Materials Science, 1994, 29(6): 1692-1699.
[12] MINDIVAN H, CIMENOGLU H, KAYALI E S. Microstructures and wear properties of brass synchroniser rings[J]. Wear, 2003, 254(5/6): 532-537.
[13] ����ΰ, �� ��, �ƹ���. ��ǿ��ĥ�̻�ͭ���о�[J]. ��������(�����ֲ�), 2006(8): 389-391.
DONG Fu-wei, ZHANG Duo, HUANG Guo-xing. Research on high-strength wear-resistant manganese brass[J]. Physical and Chemical Testing (Physics), 2006(8): 389-391.
[14] SUN Y S, LORIMER G W, RIDLEY N. Microstructure of high-tensile strength brasses containing silicon and manganese[J]. Metallurgical Transactions A, 1989, 20(7): 1199-1206.
[15] PUGACHEVA N B, PANKRATOV A A, FROLOVA N Y, KOTLYAROV I V. Structural and phase transformations in ��+�� brasses[J]. Russian Metallurgy, 2006, 2006(3): 239-248.
[16] ��һʤ, �� ��, ��־��. ��ǿ��ĥ��ͭ���о���״[J]. ��ɫ������ѧ�빤��, 2012(5): 27-33.
CHEN Yisheng, FU Zheng, ZHU Zhi-yun. Research status of high-strength wear-resistant brass[J]. Nonferrous Metal Science and Engineering, 2012(5): 27-33.
[17] LI H, JIE J, LIU S. Crystal growth and morphology evolution of D88 (Mn, Fe)5Si3phase and its influence on the mechanical and wear properties of brasses[J]. Materials Science and Engineering A, 2017, 704: 45-56.
[18] LI H, LIU S C, JIE J C, LIU S C, ZHANG Y B, LI T J. Influence of precipitation hardening on the sliding wear behavior of a Cu-Zn-Al-Mn-Si based brass alloy[J]. Materials Science Forum, 2017, 898: 355-360.
[19] LI H, JIE J, ZHANG P C, JIE C X, WANG T M, LI T J. Study on the formation and precipitation mechanism of Mn5Si3 phase in the MBA-2 brass alloy[J]. Metallurgical and Materials Transactions A, 2016, 47(6): 2616-2624.
[20] PANAGOPOULOS C N, GEORGIOUS E P, SIMEONIDI K. Lubricated wear behavior of leaded ��+�� brass[J]. Tribology International, 2012, 50: 1-5.
[21] PUGACHEVA N B. Structure of commercial ��+�� brasses[J]. Metal Science & Heat Treatment, 2007, 49(1/2): 67-74.
[22] ������, ���ٻ�, ����, �ƹ���, ��Ʒ�, ������, ������. ϡ��Ce��HMn64-8-5-1.5��ͭ��֯��ĥ�����ܵ�Ӱ��[J]. Ħ��ѧѧ��, 2016, 36(5): 606-613.
WANG Zi-wen, CHEN Shao-hua, LI Yan-feng, HUANG Guo-jie, XIE Hao-feng, PENG Li-Jun, MI Xu-jun. Effect of rare earth Ce on microstructure and wear properties of HMn64-8-5-1.5 brass[J]. Chinese Journal of Tribology, 2016, 36(5): 606-613.
[23] MOSHKOVICH A, PERFILYEV V, LAPSKER I, RAPOPORT L. Friction, wear and plastic deformation of Cu and ��/�� brass under lubrication conditions[J]. Wear, 2014, 320: 34-40.
[24] ���й����ղ����ֲᡷίԱ��. �й����ղ����ֲ�. ��1��. �ṹ�� �����[M]. ����: �й���������, 2002: 502-514.
Committee of ��China Aviation Material Handbook��. China Aviation Material Handbook. Volume 1. Structural steel and stainless steel[M]. Beijing: China Standard Press, 2002: 502-514.
[25] ���ݬb. ��ͭ����״̬�µ�Ħ������[J]. ���ȴ�ѧѧ��(��Ȼ��ѧ��), 1989, 3(12): 87-91.
LI Yi-zheng. Friction coefficient of brass under lubrication[J]. Journal of Huaqiao University (Natural Science), 1989, 3(12): 87-91.
[26] LEYLAND A, MATTHEWS A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour[J]. Wear, 2000, 246(1): 1-11.
[27] MUSIL J, KUNC F, ZEMAN H, POLAKOVA H. Relationships between hardness, Young��s modulus and elastic recovery in hard nanocomposite coatings[J]. Surface & Coatings Technology, 2002, 154(2): 304-313.
Friction and wear properties of C67300 manganese brass under oil lubrication for application in piston pumps
GOU Pei-pei1, WANG Na2, XU Rui2, DONG Zhi-gang3, WANG Qing1, KANG Ren-ke3, DONG Chuang1
(1. School of Material Science and Engineering, Dalian University of Technology, Dalian 116024, China;
2. The Aviation Industry Corporation of China, Xi��an Flight Automatic Control Institute, Xi��an 710065, China;
3. School of Mechanical Engineering, Dalian University of Technology, Dalian 116024,China)
Abstract: The present work investigated primarily the friction and wear properties of annealed and cold-rolled C67300 manganese brass against the GCr15 steel (friction pair) under the conditions of different loads and speeds, as well as the oil lubrication. The microstructures, mechanical properties, and friction properties of annealed and cold-rolled C67300 manganese brass were characterized by a series of testing techniques. Experimental results show that the C67300 manganese brass is constituted of ��-Cu solid solution matrix with a face-centered-cubic (FCC) structure, plus �¡�-CuZn with a B2 structure and ��-Mn5Si3 with a D88 structure. The microhardness (184 HV) and yield strength (410 MPa) of cold-rolled C67300 manganese brass are slightly higher than those of annealed alloy (137 HV and 345 MPa), which results in a ratio of microhardness to Young��s modulus of the cold-rolled alloy (H/E=0.02) much higher than that of the annealed (H/E=0.014). The friction coefficients of both annealed and cold-rolled C67300 manganese brass decrease, with the increase of speed from 400 r/min to 700 r/min when fixing the applied load of 300 N, from f=0.06-0.07 to f=0.02. By contrast, the friction coefficients of both annealed and cold-rolled C67300 manganese brass increase with the applied load from 200 N to 500 N when fixing the speed of 400 r/min, as exampled by the fact that the friction coefficient of cold-rolled alloy increases f=0.03 to f=0.07. It is found that a relatively lower friction coefficient always appears in the cold-rolled alloy under any applied conditions, indicating that the cold-rolled C67300 manganese brass possesses a better wear resistance than the annealed. It is mainly ascribed to the fact that the H/E value (H/E=0.02) of cold-rolled C67300 manganese brass is much close to that of the friction pair of GCr15 steel (H/E=0.035), which is expected to improve the wear resistance of alloys by matching the H/E values of friction pairs well.
Key words: C67300 manganese brass; pre-deformation; friction; wear
Foundation item: Project(41423020209) supported by the National Defense Basic Research Funding Project of China
Received date: 2020-01-15; Accepted date: 2020-08-28
Corresponding author: WANG Qing; Tel: +86-411-84708615; E-mail: wangq@dlut.edu.cn
(�༭ ������)
������Ŀ�������������мƻ�������Ŀ(41423020209)
�ո����ڣ�2020-01-15�������ڣ�2020-08-28
ͨ�����ߣ��� �壬���ڣ���ʿ���绰��0411-84708615��E-mail��wangq@dlut.edu.cn

