���±��: 1004-0609(2005)06-0829-07
���б��η��������Ըߴ���������֯����Ӱ��
������, ������, �ƽ���, �� ��, ��־��, ��ƽ
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083)
ժ Ҫ: ����ȡ��ֲ�����(ODF)�о���ÿ�����Ƶ��εļ��б��������Ըߴ���������֯����Ӱ�졣 ��������Խǵ���Դ�С���������Ƽ��б������÷���ı��λ��, ����Taylor�������Ա�������ģ����������Խǵ���Դ�С������֯���ݱ��Ӱ�졣 ʵ����ģ�������֯����������: ���Խǿ������Ʊ�����������λ���������γ�{001}��110������֯��, �Ӷ�֤ʵ�˳����б��εij̶���, ���б��η���ı��λ��Ҳ��Ӱ��ߴ���������֯������Ҫ���ء�
�ؼ���: ������; �ߴ�����; ����֯��; ���Խ�; ���б���; ֯��ģ��
��ͼ�����: TG111.7; TG115.22 ���ױ�ʶ��: A
Effect of direction change of shear deformation on
rolling textures in high purity Al foils
DENG Yun-lai, ZHANG Xin-ming, TANG Jian-guo, LIU Ying,
CHEN Zhi-yong, ZHOU Zhuo-ping
(School of Materials Science and Engineering,
Central South University, Changsha 410083, China)
Abstract: Effect of direction change of shear deformation on the rolling textures in high purity Al foils was investigated by orientation distribution function (ODF). The quantitative estimation of relative neutral angle was suggested and introduced into the Taylor-type crystal plasticity deformation model to simulate the rolling textures. It is shown that the condition of neutral angle locating at the middle point of rolling deformation zone favors the development of the {001}��110�� shear texture whatever the measured and the simulated ODFs are, which leads to the conclusion that the evolution of rolling textures is contributed by the parameter of relative neutral angle except the magnitude of shear deformation.
Key words: electrolytic capacitors; high purity Al foils; rolling textures; neutral angle; shear deformation; texture molding
Taylor�������Ա��������Ծ����۵�Ӧ��(Ӧ����)����Ʒ��۵�Э��Ϊ��������, �����ྦྷ�����Ա���ģ��, ���������Ա���λ���ݶ������ķ�������Ʒ��۵���ȫ��ͬʱΪFCģ��; �������������Ա��εļ���λ���ݶȷ����е�һ���� ��������Ʒ��۵IJ���ȫ��ͬʱΪRCģ��[1-3]�� ��Ȼ����[3-6]����Taylor-Typeģ��, ��F.C.C.��������֯���ݱ估�ص�����������, ������Ʒ��۱��α���ƽ��Ӧ��ѹ��(PSC, de33=-de11, de13=0�� ����, de33Ϊ����, de11Ϊ�����, de13Ϊ�巨��)ģʽ, ����������ʱ��Ʒ��ۼ��б� �ζ�����֯����Ӱ�졣 ��ʵ��, �������Ƽ�����Ħ���ȱ߽�����������, ���ƹ��������ǻ����ٵش��ڼ��б���[7-10], Lee��[8]��Engler��[9]���������ԽǼ����ڱ���������������ĵ�λ��, ��de13��de31�ֱ��������Ƽ�����Ħ������������֯����Ӱ��, �����������Ƽ�����Ħ����������ľ���ת��Ч�������෴, �������Ƽ��б���ʱ, ��������Ʒ�ϵĺ��λ���ݶ������ķ����ɼ�Ϊ: de33=-de11, de13��0, ��������Ϊ0[9-10]�� �ڶԵ������ߴ�����֯���ݱ���о��з���[11-13]: ������Ħ�������ĸı�, ����֯�����������֯�����������仯, ��ǿĦ��������, ������������֯������{001}��110������֯����ִ���, ���ұ�����α���д��д�������ȡ����, �����˻��õ���ǿ����֯����
��������ּ���о����Ƽ��б��������Ըߴ�������֯����Ӱ��, ����Ϊ̽������������֯�����γɻ����ṩ����IJο���
1 ʵ��
ÿ���ε����Ʊ߽�����һ������������������ĽӴ���(��)�� ����Ħ����(��)�����Խ�(��)������, ����������Ӱ��, ���� �ºͦõĹ�ϵ����:

�ı����ѹ����r, ����Ӧ�ظı�, ��ʽ(1)��֪, �Ӷ�����õı仯, ���÷�ӳ�����Ƽ��б��θı䷽���λ�á� ��ʵ����øߴ��������������Ʒ���, ����ú������, Ħ����(��)�ɡ�����ǰ��ʵ�顱�ⶨ, ԼΪ10��, �����������Ʒ�����ѹ�¹�̲�ͬ, �����������ۼƱ�����(��Ʀ�11)��ͬʱ, ���ַ������ƹ�����ÿ���εĦþ��в�ͬ������ ͨ���Ա��ۼƱ�������ͬʱ, �������Ʒ�����Ʒ��ʵ����Taylor-Type�������Ա���ģ��ģ������֯�����, �о���ÿ�������Ƽ��б������÷���ı��λ��(��)�Ըߴ�������֯����Ӱ�졣
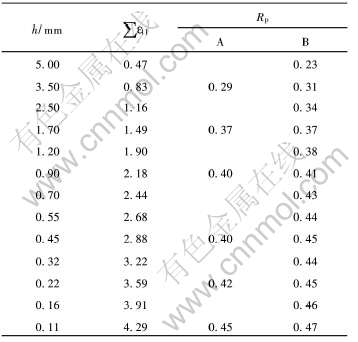
��һ�麬����������֯���ĸߴ����������Ͻ�ȡ2��ߴ�Ϊ8.0mm��100mm��300mm����Ʒ, �ֱ������ַ���(A��B)��������, ���h=0.45mm��h=0.11mm(�ۼƶ����������ֱ�Ϊ�Ʀ�11=2.88��4.29)ʱȡ��������Ʒ֯��, h=0.45mmʱA��B��������Ʒ�ֱ��ΪA1��B1, h=0.11mmʱ��ΪA2��B2�� ���ַ���������ú������, ����A�ĵ��α��������ڷ���B��, ����A�ĵ��α�����r=48%~56%, ����B��r=18%~38%, ��ϸ������ڱ�1�� ����A�����������뾶R=200mm�������Ͻ���������0.9mm, ����������뾶R=85mm������������; ����B�������뾶R=85mm����������ɡ� ��1��RpΪ���Խ���Ӵ��ǵı�ֵ, ��������Խ�(RNA), ����Ϊ:

��1 �ߴ��������������������
Table 1 Rolling parameters and conditions for high purity aluminum foils
ÿ����Ʒ������{111}�� {200}�� {220}�� {113}4������ȫ��ͼ, ������г��������չ�������l=22ʱȡ��ֲ�����(ODF)��C-ϵ��[14]�� Ϊ���������塱Ӱ��, ��L��cke��[15]�����֯����ݷ��������������ODF��(l=23)��
2 ʵ����
ʵ�ʲ���֯���ġ���ODF���æ�2Ϊ�����ĵ��ͽ���(��2=0��, 45��, 60��)��ʾ, ��ͼ1��ʾ�� ����ȡ���ܶ�f(g)�ȸ���ˮƽ��ΧΪ1~16�� ��ͼ1(a)��1(c)�п��Կ���, �Ʀ�11=2.88ʱ, ���Ʒ���A�� B����Ʒ(A1��B1)�ж����и߲����F.C.C����PSC���εĵ���֯�����, ��Euler�ռ���, �ئ�-ȡ���ߴ�C-ȡ��({112}��111��)��S-ȡ��({123}��634��)��B-ȡ��({011}��211��), �Լ��ئ�-ȡ���ߵ�G-ȡ��({011}��100��)��B-ȡ��, ��-�ͦ�-ȡ���߽���B-ȡ��; �����з���B���ئ�=0����ȡ��ۼ� �����ơ� ���Ʀ�11=4.29ʱ, �ڷ���A�� B����Ʒ(A2��B2)�ж�������{001}��110������֯��, ����ǿ�������ԵIJ��(ͼ1(b)��ͼ1(d))��
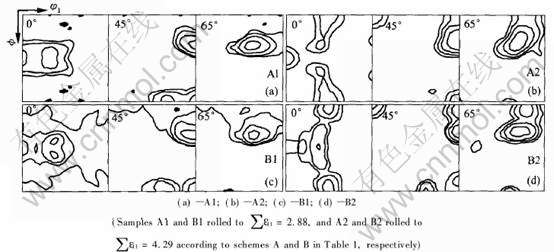
ͼ1 ��Ʒʵ��IJ�ͬȡ��ֲ������Ľ���(��2=0��, 45��, 65��)
Fig.1 Sections(��2=0��, 45��, 60��) of measured ODFs for samples
Ϊ���������ʾ��Ʒ�е�֯������, ͼ2��������Ʒʵ��֯���Ħ��� �ºͦ�-ȡ������ȡ��ֲ�������� ��ͼ2(a), 2(c)�п��Կ���, ���Ʀ�11�ﵽ2.88֮��, ����A��B�иߴ�������֯���Ԧ�-ȡ������C-֯���� S-֯�����Ϊ��, ���䦼ֵΪ27~30��, C-ȡ�� S-ȡ���f(g)������Euler�ռ��λ�ü�������ͬ��, C-ȡ����������λ��(90��, 35��, 45��)��һЩƫ�롣 �Ʀ�11=2.88ʱ, B-/S-����ȡ���f(g)���, �Ʀ�11=4.29ʱ, C-/S-����ȡ���f(g)��� ����γ̶ȴӡƦ�11=2.88���ӵ�4.29, C-�� C-/S-��{001}��110�� ȡ���f(g)����, G-֯����B-֯������, B-֯�������ñ�G-֯����, ��B-ȡ������TD����С�ķ���ת�������ơ�
��ͼ2(d)���ѿ���, �Ʀ�11=2.88ʱ, A1��Ʒ������֯����û��{001}��110������֯�����, ��ʹ�Ʀ�11�ﵽ4.29, {001}��110��ȡ���f(g)Ҳ��С(ԼΪ2.3); ������B�ڡƦ�11=2.88��4.29ʱ, {001}��110��ȡ���f(g)�ֱ�Ϊ1.5��5.5�� ���Ʀ�11��ͬʱ, ����B��Ʒ������֯����{001}��110��ȡ���f(g)Ҫǿ�ڷ���A�ġ�
3 ����
3.1 ���б�������Ӱ������֯���ķ�������
����������ϵΪ�ο�����ϵ, �������Ʊ������Ľ���Ϊƽ�����, ���λ���ݶ�����Ϊ
ʽ�� de11Ϊ�������λ���ݶȷ���; de33=-de11; de13Ϊ����λ���ݶ�, �����Ʊ�����(RDZ)���DZ仯�ġ� Ϊ�˶����������Ƽ��б��εĴ�С, ����:

����ʽ(2)��(4)�Ķ���, RpΪ���Խǵ���Դ�С, �����˼��б��θı䷽���λ��; RfΪ����Ӧ������Ӧ�������ı�ֵ, �����˵�λ����Ӧ����������ļ��б��γ̶ȡ�
��һ�����Ƶ��ηֳ�M�����, ��k����ӦRNA, Ϊ�˸����������ʾRNA��Ӱ��, ��ǰ�����ͺ�����, ����ͬ�����������ǰ�����ͺ�����ÿһ���ز���Rf��ͬ, ��һ�����Ƶ��е�n���ļ���λ���ݶ�Ϊ
ʽ(2)�е�Rp����ɢ��Ϊʽ(5)�е�k, ͨ��ʽ(5), ��������[5~6]���ܵļ��㷽��, ������Taylor�������Ա���ģ�͵Ŀ����ģ����㲻ͬ�����ļ��б��ζ�֯���ݱ��Ӱ�졣
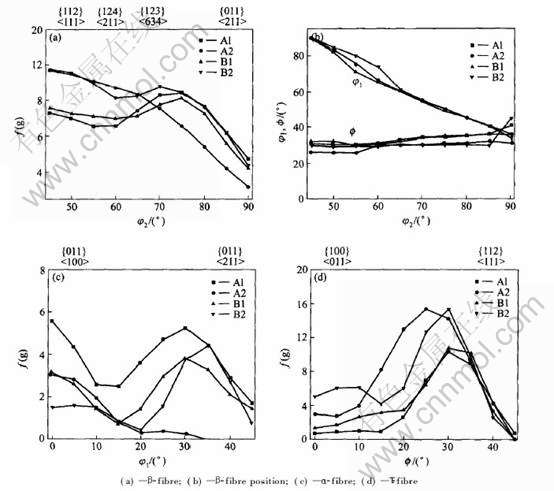
ͼ2 ʵ��֯����ȡ����
Fig.2 Skeleton lines of measured textures for samples A1, A2, B1 and B2 from Fig.1
3.2 ����֯��ģ�������
���ۼƱ�����Ϊ�Ʀ�11=2.88��4.29ʱ, �������ʼ����ȡ����Euler�ռ��е���λ��, �ٶ����˹�ֲ���߿�Ϊ7��, ���ø�˹�����ֲ���ʾ����ODF��(l=23), ����������ʱֱ�Ӳ���Rf��һ�����Ѷ�, ����ODFsʱ, Rf�����費ͬ��ֵ��
ͨ��֯��ģ����㷢��, ��Rf��0.55ʱ, ��ʹ�Ʀ�11=4.29, ����A��Bģ���ODFs����δ����{001}��110������֯���� Rf=0.55, Rp=��/��ʱ, ģ������ODFs��ͼ3��ʾ, f(g)ˮƽΪ1~62, SA1��SB1�ֱ��ʾ����A��B�ڡƦ�11=2.88ʱģ������֯��, SA2��SB2�ֱ��ʾ����A��B�ڡƦ�11=4.29ʱģ������֯����
��ͼ3�п��Կ���, �Ʀ�11=2.88ʱ, SA1��SB1�в�δ����{001}��110������֯��, ������B��, �ئ�=0��, ���ڹ��ڦ�=45��ԳƷֲ���(0��, 25��, 0��)��(0��, 65��, 0��)ȡ��, ���������=45��ۼ������ơ� �Ʀ�11=4.29ʱ, SB2��(0��, 25��, 0��)��(0��, 65��, 0��)ȡ���f(g)С��1, ��Щȡ����ת����{001}��110��ȡ��, SB1��SB2������֯���ж�����{001}��110������֯�����, ��SB2��{001}��110������֯������ǿ��SA2�ġ�

ͼ3 ģ�����IJ�ͬȡ��ֲ������Ľ���(��2=0��, 45��, 65��)
Fig.3 Sections(��2=0��, 45��, 60��) of simulated ODFs under conditions of SA1 (a), SA2 (b), SB1(c), and SB2 (d), corresponding to samples A1, A2, B1 and B2 in Table 1, respectively
��ģ��֯���Ħ�-�� ��-�ͦ�-ȡ������ȡ��ֲ������(ͼ4)���Խ�һ������, ��-ȡ������G-��B-ȡ���f(g)С��1�� ����γ̶ȵ�����, ��-ȡ������ȡ��Ħ�ֵΪ27��~30��, C-��{001}��110��ȡ���f(g)����, ����ȡ��C-/S-(45��ܦ�2��65��)��f(g)Ҳ����, ������ȡ��S-/B-(65��ܦ�2��85��)��f(g)����, ��ֵ��С��27�㡣 ����, ���ۼƱ�������ͬʱ, �������Ʒ����Ц�-ȡ������Euler�ռ��е�λ�û�����û�б仯��
3.3 ���б�������������֯����Ӱ��
�ӱ�1�з���A��B�����Ʋ�������, �Ʀ�11�ۻ���4.29ʱ, ����A��RNAƫ��RDZ�е�ij̶�Ҫ���ڷ���B�ġ� ������ʵ���ģ����������, ���ڼ��б���������ǰ����������ı����÷���, ���RNAƫ���˦�/2λ��, ��һ���γ�ǿ��{001}��110������֯��, ���б���ǡ���ڦ�/2λ�øı䷽��, ���������γ�{001}��110������֯����֡�
����ģ��ODFs���Ҳ����, ���Ƽ��б��εij̶�(Rf)���γ�{001}��110������֯��Ҳ���൱��Ҫ��, Ҫ�γ�{001}��110������֯��, Rf��һ���ٽ�ֵ, ����ͨ��ģ����ʵ�����, �õ��Ľ��Ϊ: Rf�� 0.55, ��ʱֻ��RNA��RDZ�е����������֯�����γ�{001}��110������֯����֡� ����ʵ����ģ������֯������֤ʵ�˸߲����FCC��������֯����{001}��110������֯����ֵ��γ�����������Rp��Rf�йء�
�����ָ������, ���ܿ�������������Rp��Rf�Ըߴ�������֯����Ӱ��, ģ������֯�������ӽ���ʵ����, ��ģ����ʵ��ODFs��ȡ���f(g)����������Ȼ�в�ࡣ ��������[4-6]ָ����ԭ����, ������ģ�����ʱ���о������ܵ�����ͬ��Rf����, û�п������ں�ȷ����ϵı仯Ҳ�йء�
4 ����
�����һ�������������Ƽ��б�������Ӱ������֯���ķ���: ����Rp=��/�������б��θı䷽���λ��, Rf=d��13/d��11���������εij̶ȡ� ��Rf�� Rp���뵽Taylor-Type�������Ա���ģ����ģ�������ʵ��֯�����������˱Ƚ�, �õ����½��ۡ�
1) ��Ʒʵ��֯���Ħ�-ȡ�����Ͼۻ�ȡ��Ħ�ԼΪ27��~30��, ����γ̶ȵ�����, C-�� C-/S-֯����ǿ; S-/B-֯��, ��-ȡ������G-��B-֯������, {001}��110������֯�����γ������ܵ�ÿ�������Խ���Դ�С��Ӱ�졣
2) �������Rp=��/������ÿ�����Ƶ��μ��б������÷���ı��λ��, ����Taylor-Type�������Ա���ģ��ģ����������֯��������ʵ�������ϽϺá�
3) ����֯����{001}��110�� ����֯����ֵ��� ������������Rf��Rp�й�, ���Խ�Խ�ӽ���/2, Խ�����γ�{001}��110������֯����

ͼ4 ģ������ȡ����
Fig.4 Skeleton lines of simulated textures under conditions of SA1, SA2, SB1 and SB2 from Fig.3
REFERENCES
[1]Taylor G I. Plastic strain in metals[J]. J Inst Met, 1938, 62: 307-324.
[2]Honneff H, Mecking H. A method of the determination of the active slip systems and orientation changes during single crystal deformation[A]. Proc ICOTOM 5[C]. Aache: Springer-Verlag, 1978. 265-275.
[3]Sevillano J G, von Houtte P, Aernoudt E. Large strain work hardening and texture[J]. Prog Mater Sci, 1980, 25: 69-412.
[4]Hirsch J, L��cke K. Mechanism of deformation and development of rolling textures in polycrystalline F.C.C. metals(��)��simulation and interpretation of experiments on the basis of taylor-type theories[J]. Acta Metall, 1988, 36(11): 2883-2904.
[5]CHEN Zhi-yong, ZHANG Xin-ming, ZHOU Zhou-ping, et al. Simulation of rolling texture of aluminum with lath model[J]. Trans Nonferrous Met Soc China, 1999, 9(2): 307-311.
[6]Chen Z Y, Zhang X M, Du Y, et al. Taylor-type simulation of the rolling texture of pure aluminum taking into account the initial texture[J]. Mater Sci Forum, 2002, 408-412: 475-480.
[7]Truszkowski W, Krol J, Major B. On penetration of shear texture into the rolled aluminum and copper[J]. Metall Trans A, 1982, 13A: 665-669.
[8]Lee C S, Duggan B J. A simple theory for the development of inhomogeneous rolling textures[J]. Metall Trans A, 1991, 22A: 2637-2643.
[9]Engler O, Huh M Y, Tome C N. A study of through-thickness texture gradients in rolled sheets[J]. Metall and Mater Trans A, 2000, 31A: 2299-2315.
[10]P��rocheau F, Driver J H. Texture gradient simulations for extrusion and reversible rolling of FCC metals[J]. International Journal of Plasticity, 2000, 16: 73-89.
[11]������, �����, Ф����, ��. ���Ըߴ����α�֯����Ӱ��[J]. �й���ɫ����ѧ��, 2001, 11(5): 785-790.
ZHANG Xin-ming, JIANG Hong-hui, XIAO Ya-qing, et al. Influence of lubricants on deformation texture in high purity Al[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(5): 785-790.
[12]Zhang X M, Xiao Y Q, Jiang H H, et al, Cube recrystallization texture in high-purity aluminum foils rolled with different lubrication[A]. Gottstein G, Molodov D A. Recrystallization and Growth Proceed- ings of the First Joint International Conference[C]. RWTH-Aachen: Springer, 2001. 1335-1340.
[13]������, ������, ����, ��. ����������Ħ����϶Ըߴ���������֯����Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(4): 634-638.
DENG Yun-lai, ZHANG Xin-ming, LIU Ying, et al. Effect of geometry of deformation and friction on shear texture in high purity aluminum foils[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(4): 634-638.
[14]Bunge H J. Mathematische Methoden der Texturanalyse[M]. Berlin: Akademie Verlag, 1969. 4-6.
[15]L��cke K, Pospiech J, Virnich K H, et al. On the problem of the reproduction of the true orientation distribution from pole figures[J]. Acta Metall, 1981, 29: 167-185.
(�༭�°���)
������Ŀ: ������Ȼ��ѧ����������Ŀ(50231030; 50301016); ���ҽ�������ʿ�����������Ŀ(2004053304)
�ո�����: 2004-10-08; ������: 2004-12-27
�����: ������(1969-), ��, ������, ��ʿ�о���.
ͨѶ����: ������, ������; �绰: 0731-8830265; E-mail:luckdeng@mail.csu.edu.cn

