稀有金属 2011,35(01),83-88
钒钛铁精矿内配碳球团压团工艺研究
刘松利 白晨光 胡途
重庆大学材料科学与工程学院
攀枝花学院材料工程学院
摘 要:
内配碳球团性能(落下次数、抗压强度等),对于直接还原生产海绵铁时获得较高金属化率极为重要。首先初步确定每个因素的基准参数,通过改变其参数值进行一系列单因素试验,然后根据正交试验原理,设计了四因素三水平试验条件,采用769YP-60E型手动压片机对钒钛铁精矿内配碳球团压团工艺参数进行试验研究,最后运用极差分析法和方差分析法对试验数据进行处理,对影响球团性能的各因素进行显著性检验。结果表明:利用实验结果和极差分析综合比较确定了使生球落下次数较高的工艺条件分别为A2B2C3D2,即矿煤粒度比(200:60)、水分8%、粘结剂0.3%、压力为10MPa;方差分析将因素水平变化所引起的结果差异与误差波动带来的试验结果间的差异区分开来,得出影响落下次数的主次因素分别B2A2D2C3,即球团水分是影响球团性能或压团工艺参数的主要因素,矿煤粒度比对球团性能有较大影响,压团压力和粘结剂浓度对各项指标的影响最小;生球团要进行干燥处理,干燥温度为105℃,干燥时间控制在2h左右,所得球团的抗压强度为98N个/、高温爆裂性能小于20%,能满足转底炉直接还原工艺的要求。
关键词:
正交试验 ;压团工艺 ;钒钛铁精矿 ;球团 ;
中图分类号: TF046.6
作者简介: 刘松利(1972-),男,湖南邵阳人,博士研究生;研究方向:钒钛磁铁矿综合利用; 白晨光,bguang@cqu.edu.cn;
收稿日期: 2010-02-09
基金: 国家重点基础研究发展计划“973计划”资助项目(2007CB613503);
Briquett Process of Vanadium and Titanium Iron Concentrate Pellets Containing Carbon
Abstract:
Pellets containing carbon performance such as falling number,compressive strength and so on were extremely important to get higher metallization rate for producing sponge iron by direct reduction methods.First,each factor of benchmark parameters was determined preliminary,a series of single factor experiments were investigated by changing the parameters value.Then,according to the principle of orthogonal test design,the four factors and three levels test conditions were designed.Briquette process parameters of vanadium and titanium iron concentrate pellets containing carbon were studied using 769YP-60E type manual briquette machine.Finally,test dates were analyzed by extreme difference analysis and variance analysis.Influence factors of pelletizing properties were tested.Research results showed that process conditions on higher falling number of raw pellets which were determined by comprehensive comparison of experimental results and extreme difference analysis respectively were A2B2C3D2,namely mine and coal size ratio was 200∶ 60,moisture was 8%,binder was 0.3%,and pressure was 10 MPa.Variance analysis was used to distinguish different results which were induced by factors level changes and error fluctuation.The main affecting factors of pellets performance or briquette process parameters respectively were B2A2D2C3,namely pellets moisture,mine and coal size ratio,pressure and binder concentration.Raw pellets must be processed by drying.When the drying temperature was 105 ℃,the drying time was controlled in 2 h.The compressive strength of the pellets was 98 N/a,high temperature burst performance of the pellets was less than 20%,which could meet the requirement of direct reduction process by rotary hearth furnace.
Keyword:
orthogonal experiment;briquett process;vanadium and titanium iron concentrate;pellet;
Received: 2010-02-09
随着世界钢铁工业的飞速发展和国际社会对环境保护的重视, 铁矿石、 焦炭、 优质废钢资源的日益减少以及紧缺天然气等价格大幅上涨, 煤基直接还原工艺在世界各地得到迅速发展。 转底炉直接还原工艺是一项最新的煤基炼铁工艺, 具有以煤代焦、 还原温度高、 冶炼时间短、 能耗低、 环境污染小和投资省等特点, 符合我国资源、 能源实际, 成为目前国内钢铁界研究的热点之一
[1 ,2 ,3 ,4 ,5 ,6 ,7 ,8 ,9 ,10 ,11 ,12 ,13 ,14 ,15 ]
。 该工艺采用内配碳球团技术, 良好的内配碳球团矿性能(生球的落下次数、 抗压强度、 爆裂温度以及干球的落下次数、 抗压强度等), 对于直接还原生产海绵铁时获得较高金属化率极为重要。 目前, 内配碳球团的生产通常采用造球(圆盘造球)和压团(对辊成型)
[16 ]
两种方法。 在转底炉直接还原工艺中, 一方面内配碳球团与转底炉炉底保持相对静止, 对球团强度要求不高, 另一方面由于固体碳的氧化反应是强烈的吸热反应, 因此需要传热性能好的高密度含碳球团, 并且内配碳球团中含有碳材, 在大气中烧成后无法提高强度, 需要一种只使用少量粘结剂进行冷态粘结后, 即使在还原阶段也不会给内配碳球团带来大的负荷的生产工艺。 因此, 内配碳球团通常由含铁粉料配以固体还原剂(煤粉、 石墨等)与适当的粘结剂充分混合后, 经压球机压制而成。 该球团具有强度良好、 还原性好、 原料适应性强等特点, 能满足转底炉直接还原工艺的要求。 球团性能的优劣除了与压团过程有关外, 主要依赖于压团的原料, 即铁矿石、 还原剂和粘结剂等。 本文通过单因素试验和正交试验, 运用极差分析法及方差分析的方法对数据进行处理, 对影响球团性能的各因素进行显著性检验, 得出了适宜的钒钛铁精矿内配碳球团压团工艺参数。
1 实 验
1.1 原 料
本实验采用的铁矿粉为钒钛铁精矿, 其化学成分及粒度组成见表1, 2。 还原剂为无烟煤, 其化学成分和粒度组成见表3, 4。 制做球团所用粘结剂为聚乙烯醇(PVA)。
表1 钒钛铁精矿成分
Table 1 Component of vanadium and titanium iron concentrate
TFe
FeO
Fe2 O3
TiO2
V2 O5
Cr2 O3
SiO2
Al2 O3
CaO
MgO
58.530
16.680
61.750
10.500
0.650
0.021
1.680
3.530
0.380
1.780
表2 钒钛铁精矿粒度组成
Table 2 Partical size of vanadium and titanium iron concentrate
Size/mm
+0.150
-0.150~+0.125
-0.125~+0.106
-0.106~+0.090
-0.090~+0.075
-0.075
Total
Moisture/%
Pile proportion/(t・m-3 )
0.150
0.320
1.810
6.060
3.260
88.400
100
0.660
2.019
表3 煤粉成分 (%)
Table 3 Component of coal (%)
Carbon fixed
Volatile
s
Ash
2 Al2 O3
CaO
MgO
6.96
0.54
11.62
5.68
2.91
1.01
0.52
表4 煤粉粒度组成
Table 4 Partical size of coal
Size/mm
+1.70
-1.70~+0.50
-0.50~+0.212
-0.212~+0.180
-0.180~+0.150
-0.150
Total
Moisture/%
Pile proportion/(t・m-3 )
1.180
51.140
14.720
9.960
2.000
21.000
100
1.780
0.739
1.2 实验方案
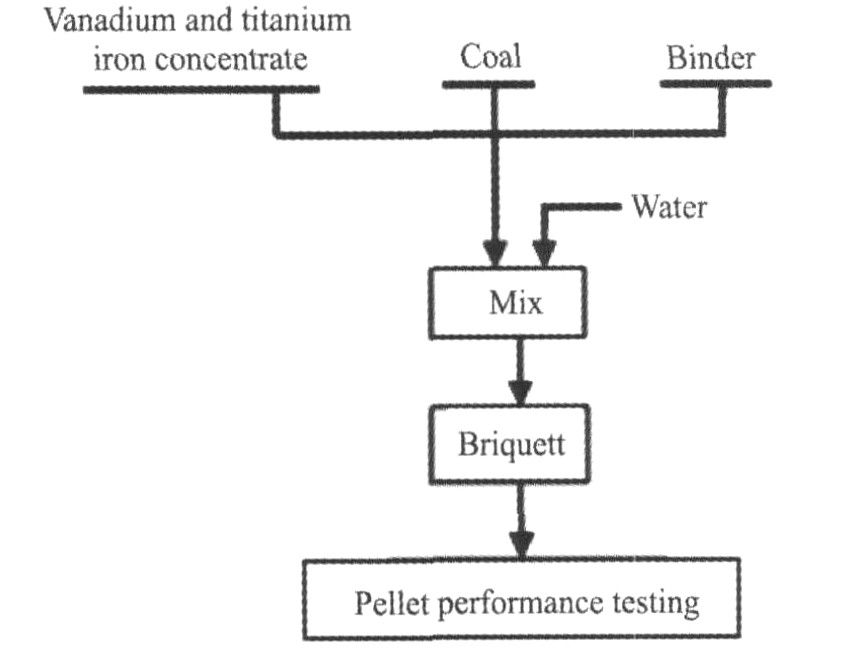
实验室钒钛铁精矿内配碳球团压团工艺流程如图1所示。 根据选定的配料量准确称取煤粉、 精矿粉和粘结剂, 按照试验水分要求补充适宜水量, 在混料瓶中充分混匀, 装入到压团模具中。 然后加入到769YP-60E型手动压片机中在一定压力下压制成10~30 mm球团。
球团的强度检测是在ZQJⅡ型智能颗粒强度实验机上测定抗压强度, 取30个球的平均值作为球团的抗压强度; 落下强度的检测是在1.0 m高处, 自由落到10 mm钢板上, 测定30个球团至破碎次数的平均值作为落下强度; 选取均匀生球30个和干燥球团30个各分成3组, 分别放入1200 ℃的高温炉内, 保温15 min后取出球团观察形貌就可以得到生球和干燥球高温爆裂性能; 选取一定数量生球, 称得总重量A 1 , 将每个生球放在干燥箱中干燥后, 取出称得干球总重量A 2 , 可计算球团水分含量。
1.3 压团工艺参数研究
压团工艺参数包括矿煤粒度、 球团水分、 压团压力、 粘结剂配加、 加压方式、 持压时间、 加压速度等, 其中矿煤粒度、 球团水分、 压团压力、 粘结剂配加对球团的质量影响起着主导作用。 因此, 本试验研究矿煤粒度、 球团水分、 压团压力、 粘结剂配加等因素对钒钛铁精矿内配碳球团冶金性能的影响。 具体方法是首先初步确定每个因素的基准参数, 通过改变其参数值进行一系列单因素实验, 然后进行正交实验确定适宜的压团工艺参数。
图1 钒钛铁精矿内配碳球团压团工艺流程
Fig.1 Briquett process of vanadium and titanium iron concentrate pellets containing carbon
2 结果与讨论
2.1 单因素实验对落下次数的影响
2.1.1 矿粉与煤粉的粒度比对落下次数的影响
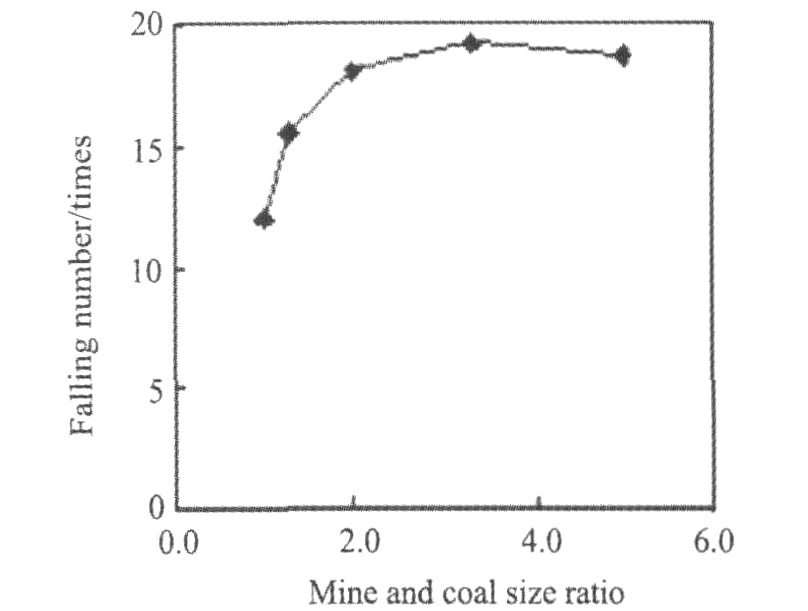
水分8%, 造球压力10 MPa, 粘结剂浓度0.3%, 不同矿煤粒度比的球团落下次数见图2。 从图可以看出, 可以得出随着矿粉与煤粉的粒度比值的增加, 落下次数先升高, 然后降低, 其中矿粉与煤粉的粒度比值为200∶60时落下次数达到最大值。
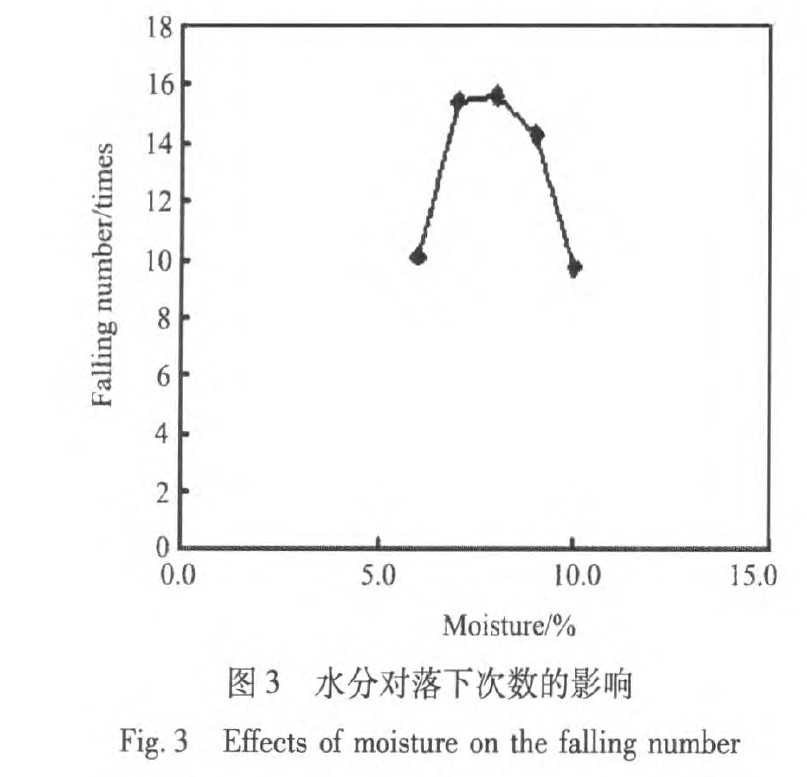
2.1.2 水分对落下次数的影响
矿煤粒度比 75∶250 (μm∶μm), 造球压力10 MPa, 粘结剂浓度0.3%, 不同水分的球团落下次数见图3。 从图可以看出, 随着水分的增加, 落下次数先升高, 然后再降低。 其中水分为8%时落下次数达到最大值。
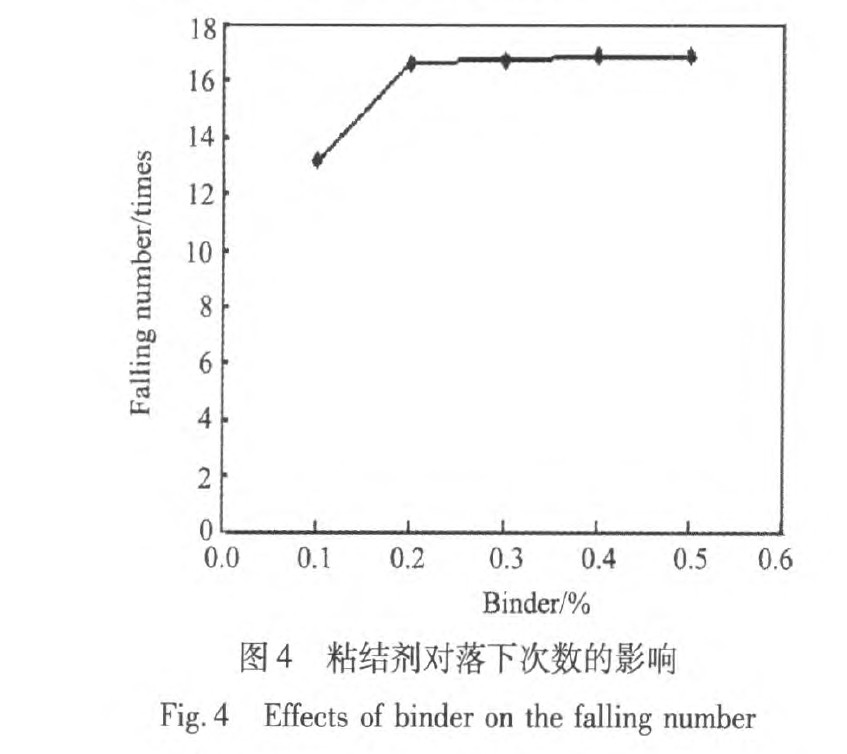
2.1.3 粘结剂对落下次数的影响
矿煤粒度比 75∶250 (μm∶μm), 造球压力10 MPa, 水分8%, 不同粘结剂浓度的球团落下次数见图4。 粘结剂含量过少, 矿粒之间黏结不紧密, 导致球团容易破裂从而形成较多的粉末影响球团矿的还原。 而粘结剂含量过多则会导致球团致密, 不利于球团内部气相扩散, 阻碍金属化率提高。 从图可以看出, 粘结剂含量在0.3%后落下次数趋于平缓。
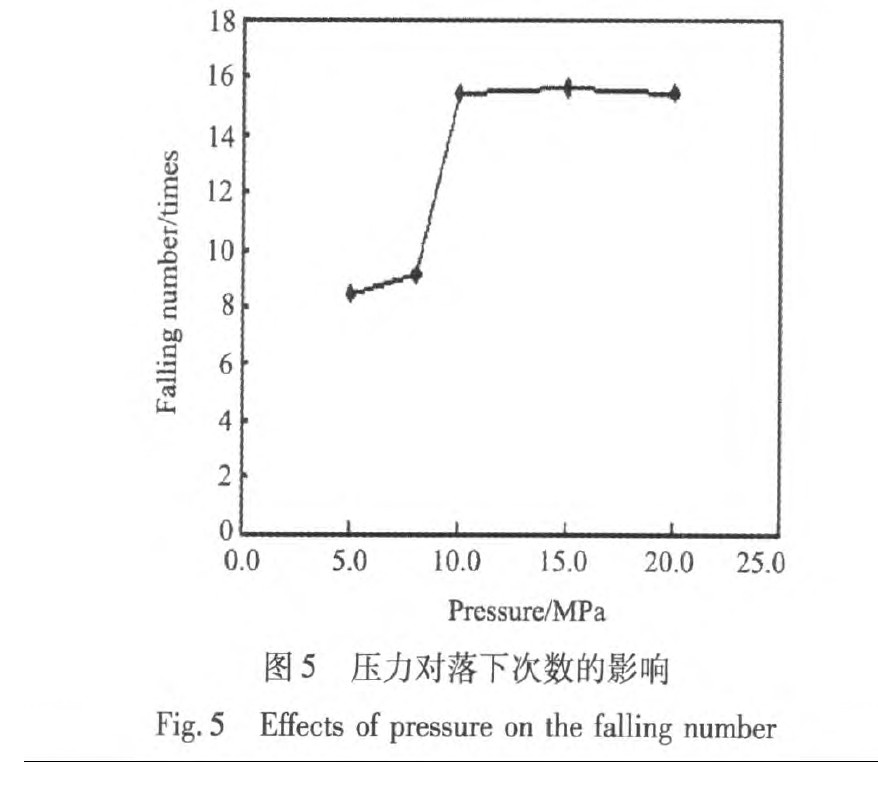
2.1.4 压力对落下次数的影响
矿煤粒度比 75∶250 (μm∶μm), 水分8%, 粘结剂浓度0.3%, 不同压团压力的球团落下次数见图5。 成型压力过小, 球团强度较小不利于反应过程的传热和球团生产过程中的搬运, 成型压力过大, 球团过于致密, 不利于还原过程中还原气氛扩散, 可能导致还原后的金属化率过低。 从图可以看出, 压力在10 MPa后落下次数趋于平缓。
图2 矿粉与煤粉的粒度比对落下次数的影响
Fig.2 Efects of mine and coal size ratio on the falling number
2.2钒钛铁精矿内配碳球团压团工艺正交方案及结果
本次正交实验采用L 9 (34 )正交表进行实验, 因素水平表、 正交实验方案及实验结果分别见表5和6所示。
2.3 极差分析
综合比较是根据极差值的大小来分析各因素水平对实验结果影响的程度。 实验中, 通过将表6实验结果直接分析和极差值综合分析结合起来考虑, 即可获得指标最优时的最佳因素配合。 利用极差分析的办法对正交试验数据进行相关的处理, 表7~9是通过极差分析的方法对球团落下次数与所考察因素之间关系所得结果。
表5 因素水平表
Table 5 Factors level table
Factors
A B C D
200∶100
7
0
5
200∶60
8
0.1
10
200∶40
9
0.2
15
表6 正交实验方案及实验结果
Table 6 Plan and experimental results of the orthogonalexperiment
Factors
Mine and coal
Moisture/
Binder/
Pressure/
Falling
A 1 (200∶100)B 1 (7)C 1 (0.1)D 1 (5)13.2
A 1 (200∶100)B 2 (8)C 2 (0.2)D 2 (10)14.6
A 1 (200∶100)B 3 (9)C 3 (0.3)D 3 (15)14.2
A 2 (200∶60)B 1 (7)C 2 (0.2)D 3 (15)13.2
A 2 (200∶60)B 2 (8)C 3 (0.3)D 1 (5)15.3
A 2 (200∶60)B 3 (9)C 1 (0.1)D 2 (10)15.1
A 3 (200∶40)B 1 (7)C 3 (0.3)D 2 (10)13.6
A 3 (200∶40)B 2 (8)C 1 (0.1)D 3 (15)14.5
A 3 (200∶40)B 3 (9)C 2 (0.2)D 1 (5)14.0
表7 各因素水平的总和分析
Table 7 Total analysis of various factors level
Level 1
Level 2
Level 3
A 42.00000
43.60000
42.10000
B 40.00000
44.40000
43.30000
C 42.80000
41.80000
43.10000
D 42.50000
43.30000
41.90000
表8 各因素水平的均值分析
Table 8 Typical value analysis of various factors level
Level 1
Level 2
Level 3
A 14.00000
14.53333
14.03333
B 13.33333
14.80000
14.43333
C 14.26667
13.93333
14.36667
D 14.16667
14.43333
13.96667
表9 各因素水平的极差分析
Table 9 Extreme difference analysis of various factors level
Factor
Minimum
Maximum
Extreme differenceR )
Adjust R ′)
A 14.00000
14.5333
0.5333
0.48036
B 13.33333
14.8000
1.4667
1.32098
C 13.93333
14.3667
0.4333
0.39029
D 13.96667
14.4333
0.4667
0.42031
从表6实验结果可以得出, 球团落下次数最多的试验条件为A 2 B 2 C 3 D 1 , 从表7~9的方差分析可以得出, 球团落下次数最多的试验条件为A 2 B 2 C 3 D 2 。 但通过另外的试验表明, 压力增加, 可明显提高球团落下次数。 所以, 球团落下次数的最优工艺条件为A 2 B 2 C 3 D 2 , 即矿煤粒度比(200∶60)、 水分8%、 粘结剂0.3%、 压力为10 MPa。
2.4 方差分析
方差分析能将因素水平变化所引起的试验结果间的差异与误差波动所引起的试验结果问的差异区分开来。 如果因素水平的变化所引起的试验结果的变动落在误差范围之内或者与误差相差不大, 可以判断这个因素水平的变化并不引起试验结果的显著变动, 因此该试验结果的变化主要是由误差引起的。 反之, 如果因素水平的变化超过了误差范围, 就可判断这个因素的变化会引起试验结果的显著变动。
利用方差分析的办法对正交试验数据进行相关的处理, 方差分析结果如表10所示。 对于球团落下次数的方差分析表明, 因素C , D 的变化对于指标影响很小, 因素A 的水平变动也不致引起结果较大的变化, 而因素B 的影响是比较显著的。 因此, 得出影响落下次数的主次因素分别B 2 , A 2 , D 2 和C 3 , 即为球团水分对球团的落下次数的影响最大, 矿煤粒度比次之, 然后是造球压力, 粘结剂影响最小。 达到落下次数最高的参数配合是水分8%, 矿煤粒度比75∶250, 造球压力10 MPa, 粘结剂浓度0.3%。
表10 各因素水平的方差分析表
Table 10 Variance analysis of various factors level
Sum-of-
Degrees of
Mean square
A 0.53560
2
0.26778
B 3.49560
2
1.74778
C 0.30890
2
0.15444
D 0.32890
2
0.16444
4.66889
/
/
2.5 球团抗压强度和高温爆裂性能检测结果分析
球团抗压强度和高温爆裂性能检测结果如表11, 12所示。 由表11可知: 生球团经过干燥后, 抗压强度明显增大。 如在105 ℃, 经过2 h或4 h干燥后, 抗压强度和落下强度均约增大了2倍。 但在150 ℃, 经过2或4 h干燥后, 抗压强度略有增大, 可能与粘接剂在此温度的粘接稳定性有关。 室温干燥虽随时间延长, 抗压强度逐步增大, 但是时间大于4 h后增加缓慢。 因此为保证球团有足够的抗压强度和降低生产过程成本, 生球团要干燥处理, 球团干燥温度不宜过高, 一般可在105 ℃左右, 时间控制在2 h左右为宜。 由表12可知, 干燥球爆裂性能较好, 约在20%以内。 生球爆裂性能较差, 约在30%左右。 因此, 干燥球团爆裂性能较好, 能满足工业生产的需要; 生球团的爆裂性能较差, 不能满足工业生产的需要, 在实际生产中使用干燥球团。
表11 球团抗压强度检测结果
Table 11 Test results for compressive strength of pellets
Name of
Drying
Drying
Compressive
28
2
35.1
28
4
37.6
28
8
39.2
28
16
43.2
105
2
97.2
105
4
98.8
150
2
98.3
150
4
99.9
表12 球团高温爆裂性能检测结果
Table 12 Test results for high temperature burst performance of pellets
Name of
Burst pellets
No-burst
High temperature burst
4
6
40
3
7
30
2
8
20
2
8
20
1
9
10
0
10
0
3 结 论
1. 利用实验结果和极差分析综合比较可确定对指标的影响中, 各因素依什么样的水平搭配可使指标最优。 由综合比较分析结果知: 使生球落下次数较高的条件分别为A 2 B 2 C 3 D 2 , 即矿煤粒度比(200∶60)、 水分8%、 粘结剂0.3%、 压力为10 MPa。
2. 方差分析将因素水平变化所引起的结果差异与误差波动带来的试验结果间的差异严格区分开来, 并能清楚地表达各因素对结果影响的程度。 本试验结果的方差分析表明: 球团水分是影响球团性能或压团工艺参数的主要因素, 矿煤粒度比对球团性能有较大影响, 压团压力和粘结剂浓度对各项指标的影响最小。
3. 生球团要进行干燥处理, 干燥温度为105 ℃, 干燥时间控制在2 h左右, 所得球团的抗压强度和高温爆裂性能较好, 能满足转底炉直接还原工艺的要求。
参考文献
[1] Wang Qi.The Technology of Iron Ore Pellets Containing Carbon[M].Beijing:Metallurgy Industry Press,2005.8.(汪琦.铁矿含碳球团技术[M].北京:冶金工业出版社,2005.8.)
[2] Gao Yunming,Yu Fangchao.Experimental determination ofhigh temperature compressive strength on pellets containing car-bon[J].Chinese Journal of Wuhan Science and Technology U-niversity,2006,22(9):109.(高运明,余方超.含碳球团高温抗压强度的实验测定[J].武汉科技大学学报,2006,22(9):109.)
[3] Kasai A,Matsuyama M.Development of carbon composite ironore hot briquette and basic investigation on its strength enhancingmechanism and reducibility[A].Science and Technology of In-novative Ironmaking for Aiming at Energy Half Consumption[C].Tokyo,Japan:MEXT,2003.205.
[4] Matsuyama M,Kasai A.Reduction behavior of carbon compos-ite iron ore hot briquette in shaft furnace and scope on blast fur-nace performance rein for cement[J].ISIJ International,2003,43(12):1904.
[5] Kasai A,Matsuyama M.Reduction and carburization of Ca oncomposite iron ore hot briquette on condition of increasing in tem-perature[J].CAMP-ISIJ,2003,16:95.
[6] Qiu Guanzhou,Jiang Tao,Xu Jingcang,Cai Ruzhuo.DirectReduction of Cold Consolidation Pellets[M].Changsha:CenterSouth University Press,2001.139.(邱冠周,姜涛,徐经沧,蔡汝卓.冷固结球团直接还原[M].长沙:中南大学出版社,2001.139.)
[7] Wu Renlin.Research and application on cold consolidation pel-lets[J].Ironmaking,1994,(2):26.(吴仁林.冷固结球团的研究和应用[J].炼铁,1994,(2):26.)
[8] Zhou Lanhua,Tao Dongping,Fang Mingxian,Zeng Fuhong,PuXia.Carbothermic reduction of V-Ti magnetite ore[J].Chi-nese Journal of Rare Metals,2009,33(3):406.(周兰花,陶东平,方民宪,曾富洪,蒲霞.钒钛磁铁矿碳热还原研究[J].稀有金属,2009,33(3):406.)
[9] Gao Wenxing,Dong Lingyan,Chen Dengfu,Weng Liangying.Direct reduction based coal and the development situation of RHF[J].Mining and Metallurgy,2008,17(2):68.(高文星,董凌燕,陈登福,温良英.煤基直接还原及转底炉工艺的发展现状[J].矿冶,2008,17(2):68.)
[10] Fang Xiaohui,Qiu Guangzhou.The present status and develop-ment prospect of DRI production in China[J].Ironmaking,2002,(6):52.(范晓慧,邱冠周.我国直接还原铁生产的现状与发展前景[J].炼铁,2002,(6):52.)
[11] Huang Xiongyuang.Development status and prospects of mod-ern of non-blast furnace technology(one)[J].Metal Materialand Metallurgy Engineering,2007,35(6):49.(黄雄源.现代非高炉炼铁技术的发展现状与前景(一)[J].金属材料与冶金工程,2007,35(6):49.)
[12] Nasu T,Tokumitsu K,Konno T.Reduction of iron-oxide byball-milling with hydrogen gas flow[J].Journal of Metastableand Nanocrystalline Materials,2000,8:435.
[13] Yoshimi Shinya T,Yoshiaki K,Parron C,Amouric M.Reduc-tion of haematite to magnetite induced by hydrogen ion implanta-tion[J].J.Phys.D:Appl.Phys.,1996,29(1):8.
[14] Makhlij A,Kovalenko A,Tsvetkov Y V.Reduction of surfacelayers of magnetite single crystals by accelerated hydrogen ions[J].Fizikai Khimiya Obrabotki Materialov,1995,5:103.
[15] Prabhakaran K,Shaft K,Ulman A.Low temperature carbon-free reduction of iron oxide[J].Surf.Sci.,2002,506(2):250.
[16] Xiao Qi.Briquett Ore Theory and Practice[M].Changsha:Center South University Industry Press,1989.56.(肖琪.团矿理论与实践[M].长沙:中南工业大学出版社,1989.56.)