ϡ�н��� 2012,36(04),511-516
TC4�ѺϽǶ�������ܳ��μ������о�
���ڿ� ������ ���ع� Ԭ�廪 ���d
�����Ƽ���ѧ��е����ѧԺ
�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ
�������ֲ��ϼ����ռ����о���
ժ Ҫ��
��ǰ�ڲ���ʵ��Ļ����϶�TC4�ѺϽǶ�������ܳ��ι��̽��з���,���ѹ��-ʱ�����ߺͱں�ֲ�,�����ݷ������нӴ�Ħ�����ֲ����,Ԥ����ģ��ĥ�𡣶Է����õ�ѹ��-ʱ�����߽�������,����������������Ϊʵ�ʼ������߽��г��ܳ���ʵ��,��ø��Ƕ�������Ƚ��������ǻ�˱ں��ʵ�ʽ���������,ͬʱ,�о��˳�������ĸ��Ƕȱڱں�ֲ�������֯����ѧ���ܡ��������:ȡ���¶�Ϊ300��ʱ,������μ����������Ϻ�;ʵ�������ǻ�˱ں�ֲ��������������ͬ,����������Ϊ4.4%;�����С�ں��ڸ��Ƕȹ���Բ�Ǵ�,��ֵΪ0.66 mm,��������Ϊ67%;���Ƕȱڱں����Ϊ0.186 mm,˵���˲�λ�ں�ֲ��ȽϾ���;���κ���ϵľ����ߴ糤������,����������ǿ�ȡ�����ǿ�ȡ������ʴ�ԭʼ���ϵ�951,1045 MPa,13.9%�½���853,955 MPa,10.8%,˵���������ܳ��κ�,�������ھ��������������ѧ�����½���
�ؼ��ʣ�
TC4�ѺϽ�;���Ƕ����;���ܳ���;�ں�ֲ�;��ѧ����;
��ͼ����ţ� TG39
����飺���ڿ�(1984-),��,���ռ�Ϫ��,��ʿ;�о�����:�������ṹ����������(E-mail:shaozongke@126.com);
�ո����ڣ�2012-02-22
����������Ȼ��ѧ����������Ŀ(50475174);
Superplastic Forming and Mechanical Properties for TC4 Alloy Negative-Angle Part
Abstract��
The superplastic forming progress of the TC4 alloy negative-angle part was simulated on the basis of previous material experiment.The p-t curve and thickness distribution were acquired,and the wear of the die was predicted according to contact friction force distribution in simulation results.The p-t curve acquired from simulation was revised,and the superplastic forming experiment was done using the revised p-t curve which was acted as an actual load curve.Then,the negative-angle part was obtained.The bottom thickness of the part cavity was compared between actual result and simulation result.Meanwhile,negative-angle wall thickness,microstructure and mechanical properties of the part were studied.The results showed that the appearance and surface quality was good while the part was taken out at the temperature of 300 ��.The trend of thickness distribution of the part cavity was similar between the actual result and the simulation result,and the maximum error was 4.4% of them.The minimum thickness was 0.66 mm which was in the position of negative-angle fillet,and the biggest thinning rate was 67%.The negative-angle��s wall thickness standard deviation was 0.186 mm,indicating that the thickness distribution of this location was even.After SPF,grain size of the material obviously grew up,and the room temperature yield strength,tensile strength and elongation decreased to 853,955 MPa,10.8% while the raw material of them were 951,1045 MPa,13.9%,it showed that the growth of grain size would result in mechanical properties decline after SPF.
Keyword��
TC4 alloy;negative-angle part;superplastic forming;thickness distribution;mechanical property;
Received�� 2012-02-22
�ѺϽ���б�ǿ�ȸߡ����¡���ʴ����ƣ�͵��ŵ�,�ں��պ��������Ӧ��Խ��Խ�㷺[1,2]���������ѺϽ���ģ���͡���ǿ�ȸ�,�ڳ����³���ʱ,���ο�����,���ײ����ص�,�����Ǹ��Ƕ����(���������������ǻ֮��ļн�С��90��),���ó�����ι�������ʵ�֡��������ڳ����½��ں�1 mm��TC4ƽ��ѹ��뾶Ϊ100mm�Ļ���ģ��,ȡ��ʱ��Ϊƽ��[3]�������ܳ���(SPF)�����ķ�չ������ѺϽ�����Ѽ��ص������⡣���ܳ��������ò����ڳ��������¾��д����졢�͵ֿ������������ŵ���Բ��Ͻ��г��εĹ���[4]��
���ڻ�ת�����[5,6,7]�����μ�[8,9]�����Ƕȸ�������ij��ܳ���[10],�������о���������о�������������Ԫ�����Ļ������о����ѺϽǶ�������ܳ��ι���,����������ѹ��-ʱ�����߽����˳��ܳ���ʵ��,���Գ��ν�������˷�����
1 SPF����Ԫ����
��������TC4����ѡ��2 mm���ܳ���ר��ϸ����,���ϼ���Ҫ������GJB2921-1997��ͨ��ǰ�ڲ�����������,ȷ���˲�������ѱ���������(�¶�Ϊ900��,Ӧ������Ϊ5��10-4s-1)�ı�������[11],Ϊģ�ⳬ�ܳ��ι����ṩ�˾�ȷ����ģ�͡�

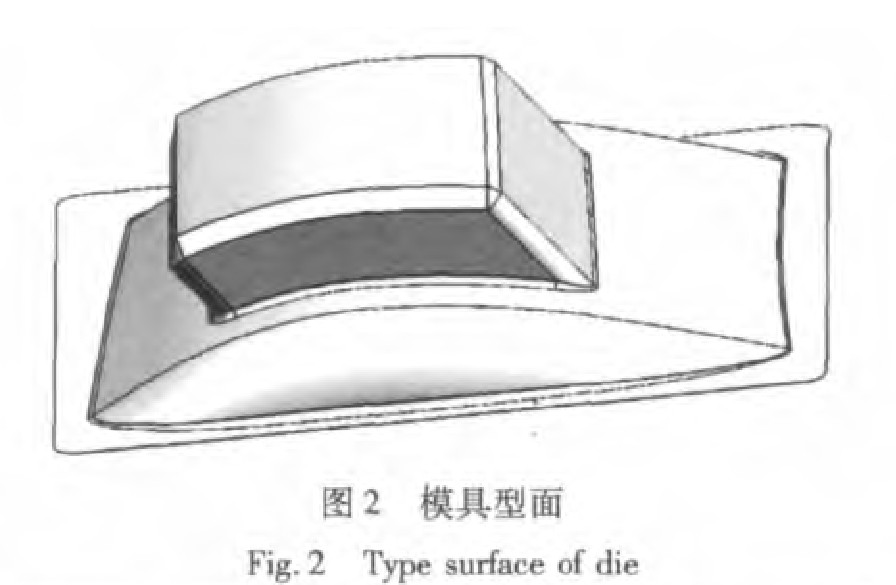
ij�ɻ������άͼ��ͼ1��ʾ,��������ص����ڰ�ģ�������Լ30��ĸ��Ƕ�,����������������,�����Ҫͨ����ֵģ��ȷ�����ι��ղ���,��ȷ��ʵ�ʳ��ι�����,���ϼȲ����������������ܹ���ȫ��ģ������ͼ1,ͨ�����ӹ��ղ��������ģ��������ơ��������Ϊ������ʱ,����нϺõıں�ֲ�[]12,���,������Ƶ�������ܳ���ģ��������ͼ2��ʾ��
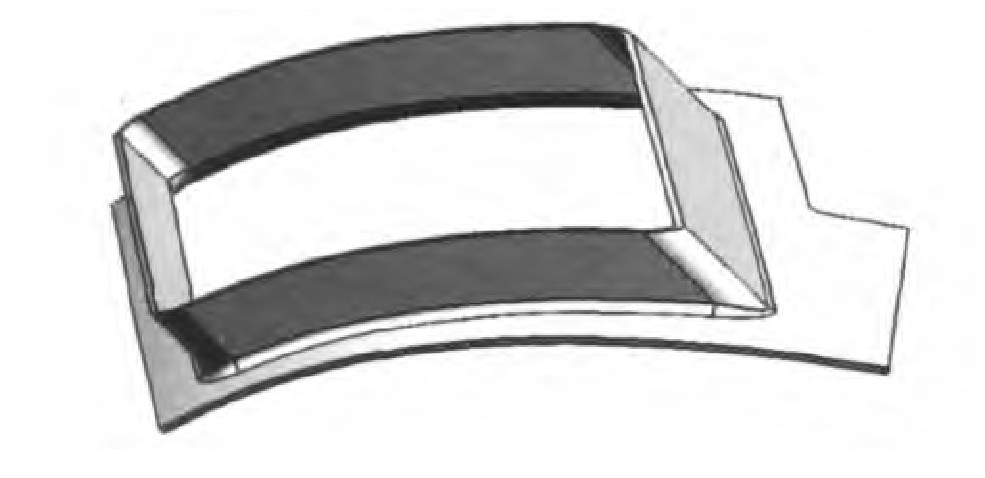
ͼ1 �����άͼFig.1 3D model of the part
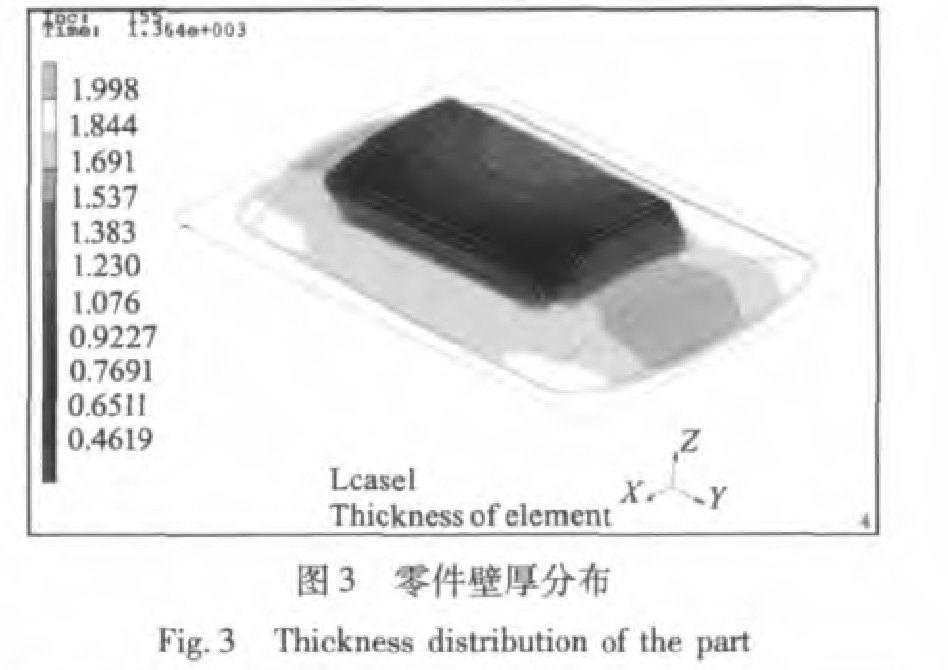
��ģ����άģ�͵���MARC��,������ʽ(1)�趨���ϲ���,���յõ�����ں������,��ͼ3��ͬʱ���ݽӴ�Ħ�����ֲ����,Ԥ����ģ���ڳ��ι�����ĥ�����,���Ӵ�Ħ�����ϴ�ʱ,˵���ò�λ������ģ��֮���ĥ�����ء����ν�����Ӵ�Ħ�����ֲ���ͼ4��ʾ,Ϊʵ�ʳ��ι���ģ�����洦�������ṩ�˽�����塣
��ͼ3�пɿ���,��������������С�ں�Ϊ0.46 mm,�ڸ��Ƕȱߡ�ֱ���Լ�������ɴ�,���������������ι���,�˴������ģ,�ں������ʵ����������ڳ���֮����Ҫ�г�������,���,��Ҫ���ʵ�������λ�ıں�,��ͼ1�к���λ����ʾ,�����С�ں�Ϊ0.66 mm��
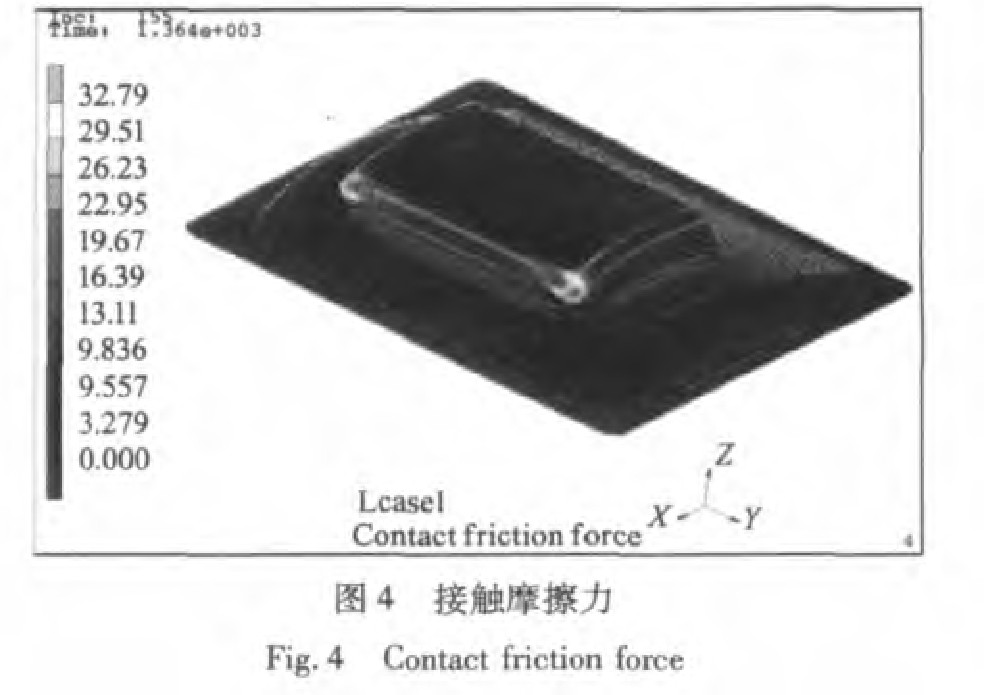
��ͼ4�пɿ���,�ڸ��Ƕȱߵײ�Բ�Ǵ�,�Ӵ�Ħ�������,ģ�ߵ�ĥ��������,����ǵ�����ֱ�ߵĹ��ɴ��Լ�������ֱ�ߡ����ǶȱߵĹ��ɴ�,������ģ�����������,Ҫ��С������λ�ı���ֲڶ�,ͬʱ�ڳ���ǰ��ǿ��
�ڼ�ģ������,ͨ����������ѹ��,�ܹ�ʹ���μ��в�λ��Ӧ������ǿ��ЧӦ������,��ֹ���Ͻ�һ�����б䱡��������ǿ[13]�����,�Բ������Ӧ������5��10-4s-1ΪĿ��Ӧ������,��MARC�л�õ�ѹ��-ʱ�����߶������ʵ�ʳ��ι��վ���ָ�����塣
2���ܳ���ʵ�鼰�����о�
ʵ�ʳ��ι�����,ȷ����ѱ����¶��Ժ�,Ӱ������ں�ֲ���Ҫ������ģ�������֮���Ħ����ѹ��-ʱ�����ߵ�[14,15]��
ģ������Խ�⻬,���ϵ�ճ������Խ��,����ıں�Խ���ȡ�����ͼ4���,��ģ�߷��������ǻ�Ĺ���Բ���������Ƕȱߵ���Բ�Ǵ����о�ϸ��,�Լ��ٳ��ι�������ϵ�Ħ��,�������ں�����ԡ�
��MARC�������Ӧ������ΪĿ���õ�ѹ��-ʱ�����߽�������,��Ϊʵ�ʳ��ι����е�-ѹ��ʱ������,���ѹ��Ϊ1.5 MPa,��ͼ5��ʾ��
�������в��ϵ���ѱ�������,��100�桤h-1���ٶȽ�ģ������900��,Ȼ�����ͼ5�е�ѹ��-ʱ������,ͨ���������Ͻ��м���,��������Ϊ���,Ŀ����Ϊ�˷�ֹ���ι�����������������������εõ��������ͼ6(a)��ʾ������������ǶȽϴ�,�ڳ��ν���ʱ,���ڳ�������ģ���׳��֡�������������,���ȡ��ʱ���ڸ��������,���¶ȹ���ʱ,������ʹ�������������,���ѡ��ȡ���¶�Ϊ300�档ͨ���۲�,������μ����������Ϻá�
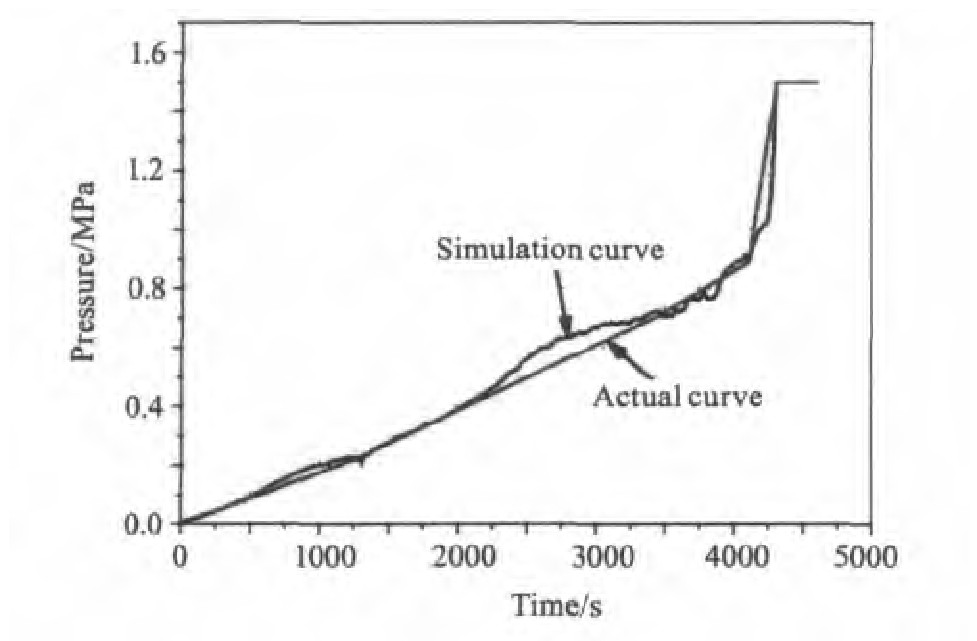
ͼ5 ѹ��-ʱ������Fig.5 Pressure-time curve
����ͼ1ȥ�����ղ����沢�����������ϴ,���ջ���������,��ͼ6(b)��ʾ��
2.1�ں��о�
�������ͼ1��ģ�˲�λ�ں�,������������жԱ�,�����ͼ7��ʾ�����к������ʾ����ͼ1��ģ�˵��ܳ�,���Ϊ���Ƕȱ߹���Բ�ǹ��ɵ㡣��ͼ�пɿ���,��������ʵ�����ıں�ֲ�������ͬ,�ڸ��Ƕ�Բ�Ǵ�,ʵ�ʽ����С�ں�(0.66 mm),�ȷ�������С�ں�0.68mmС,����Ϊ3.0%����������ֱ�DZ�,ʵ����Ϊ1.14 mm,������Ϊ1.09 mm,����Ϊ4.4%�����ಿλ��������ʵ�ʽ�������2%���ڡ����˵��������ȷԤ����ʵ�ʳ��ι��̡�
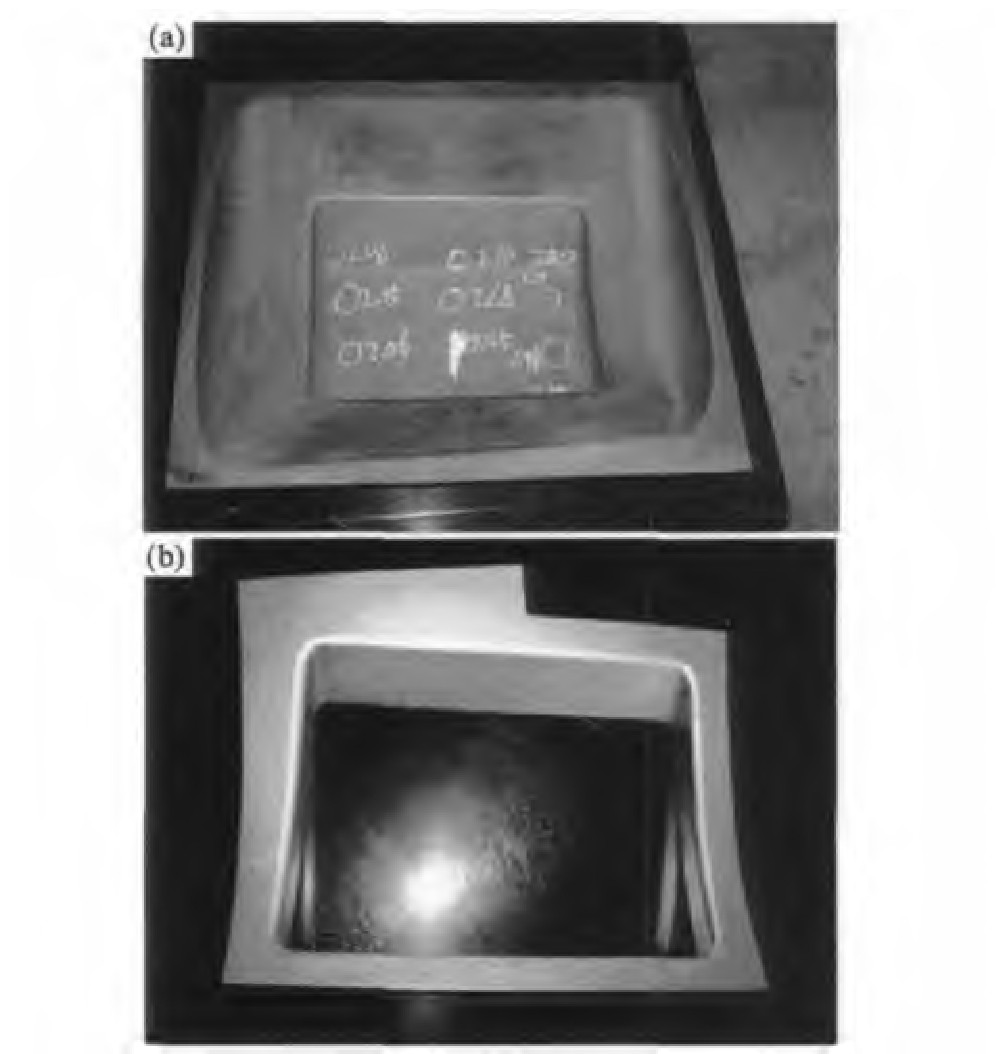
ͼ6 ʵ�ʳ������Fig.6 Actual forming part
(a)Before pickling;(b)After packling
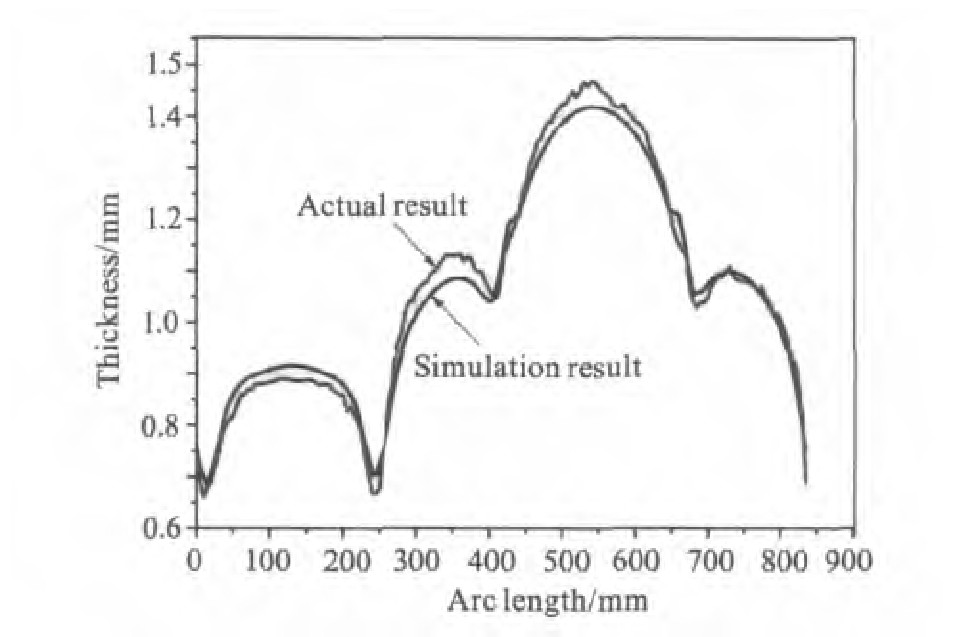
ͼ7 ��������ʵ�ʽ���ں�Ա�Fig.7 Thickness comparison between FEA and actual result
��������λ���,����ĸ��Ƕȱڼ����ڵ����˹���Բ�������ģ,���αȽ�����,�ں�������,���,���˲�λ�ıں���Ϊ�о�������з������ں�ֲ���ͼ8��
��ͼ8�ɿ���,����Բ�ǵıں����ϴ�,�ʼ������ȷֲ�,���ں�1.5 mm,��С�ں�Ϊ0.66 mm,��������Ϊ67%�������Ƕȱ߳���������Բ��������,�ֱں�����0.80~1.05 mm֮�䡣�ñ����ʾ���Ƕȱڱں�ֲ����ȳ̶�,�䶨����ʽ(2)��ʾ��
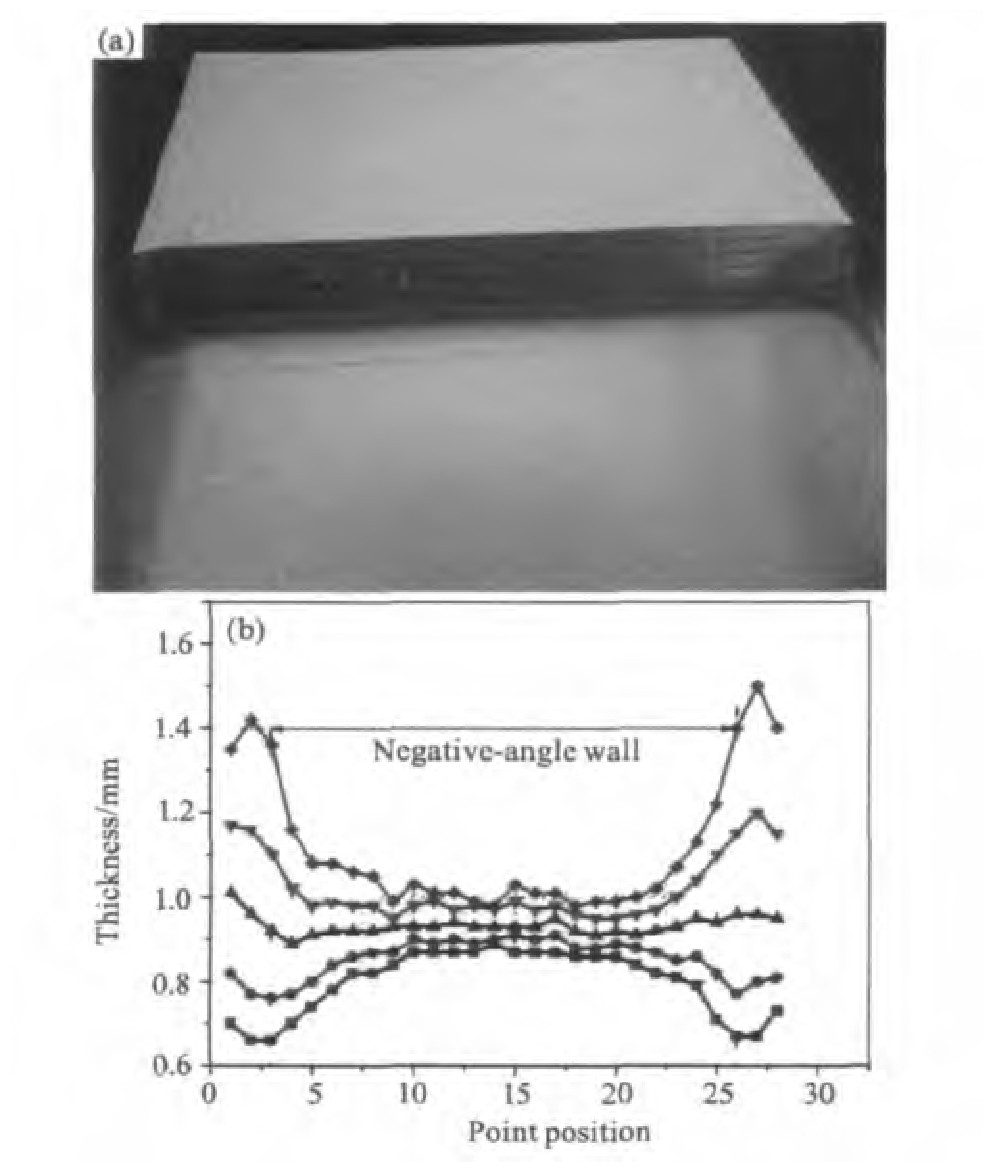
ͼ8 ���Ƕȱڼ�����Բ�DZں�ֲ�Fig.8 Thickness of negative-angle wall and adjacent transition fillet
(a)Measuring position;(b)Measuring result

���ݱں�����,�ں����Sp=0.186mm,�������Ƕȱڱں�ֲ��ȽϾ��ȡ�
2.2����֯�о�
������ܳ���ʱ�����˸��¡��α�ȹ���,���ϵ�����֯��Ȼ�����仯[16]������ǰ������ϵĽ���ͼ��ͼ9��ʾ��
��ͼ9�пɿ���,���ܺ�ľ������Ա�ԭʼ���ϴ�,��������TC4�ѺϽ��Ǧ�+�����ѺϽ�,���������ڦ»����Ϸֲ��Ŧ������������¶ȵ�����,�ڵ��±��ι�����(���ܳ����¶��ȶ���900��),���������µ�ת�䡣�¶ȵ�����Ϊ����������ɢ�ṩ���㹻������,ʹ�æ�����������̲�С����,���¾�������
2.3��ѧ�����о�
���ڲ��ϳ��ܳ����ڸ��������½���,�ù��ջ�ʹ�ѺϽ������½���Ϊȷ������ܹ���ȫʹ��,��Ҫ���������κ����ѧ���ܡ�Ϊ�˲��ƻ�ʵ�����,������ܱ�ȡ��,����¶ȷֱ�Ϊ���º�250�档��������1��ʾ��
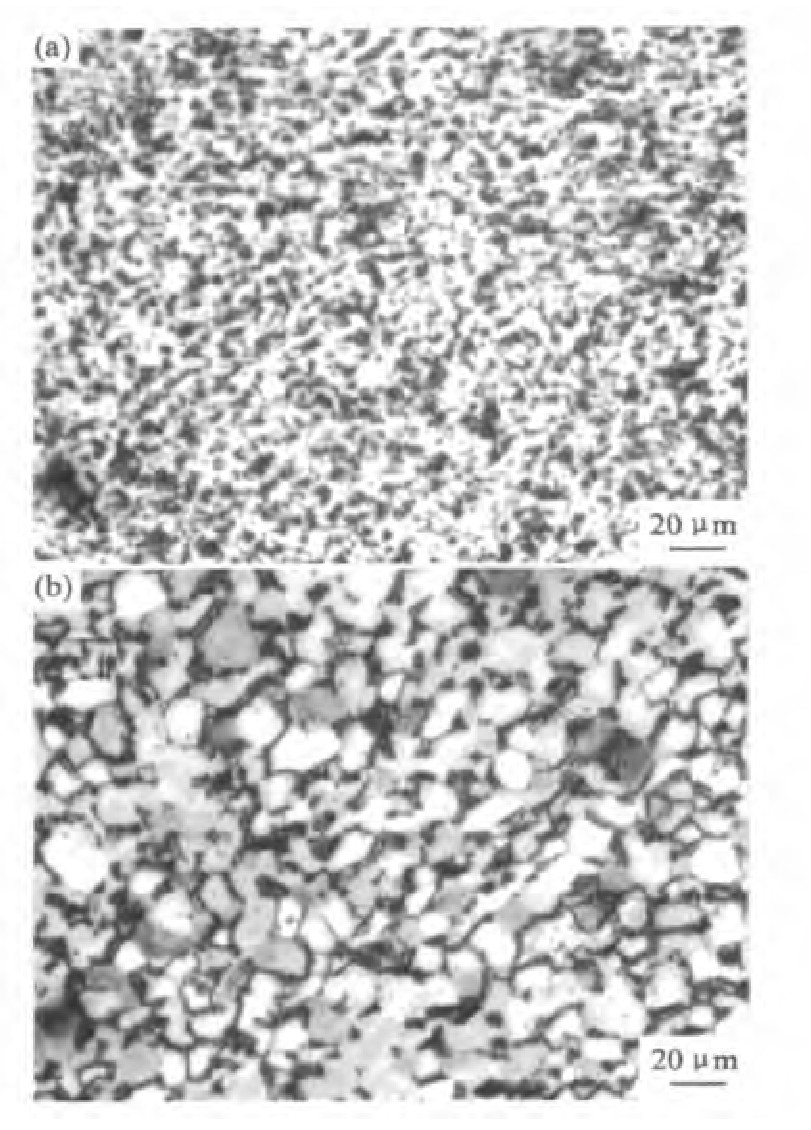
ͼ9 ����֯Fig.9 Microscopic structure
(a)Before SPF;(b)After SPF
��1 TC4�ѺϽ���ѧ����Table 1 Mechanical properties of TC4 alloy ����ԭͼ
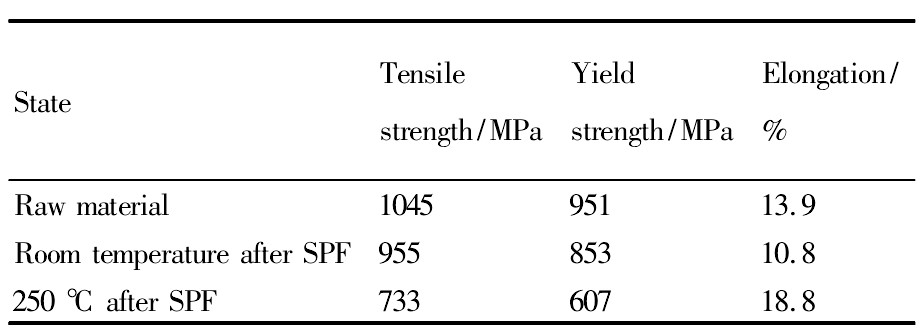
��1 TC4�ѺϽ���ѧ����Table 1 Mechanical properties of TC4 alloy
�ӱ�1�ɿ���,��ԭʼ�������,�������ܳ����Ժ�,���ϵ�����ǿ�ȺͿ���ǿ�ȷֱ��½���98��90 MPa,�������½���3.1%��������Ϊ���ܳ��κ���Ͼ����ߴ糤��,ʹ�õ�λ����ھ�������,��������и��������ǣ�Ƽ���,�Ӷ�ʹ������ǿ�ȡ�����ǿ���Լ������ʱ�ԭ����С��250��ʱ�IJ�������ǿ�ȡ�����ǿ�ȱȳ���ʱ��,��������ȴ����,������Ϊ�¶�����,Ӧ���½�,�������ӡ�
3����
1.ʵ�������,���ѹ��Ϊ1.5 MPaʱ,�ܹ���֤���Ƕ���������ģ��ȡ���¶�Ϊ300��ʱ,������μ����������ϸߡ�
2.ͨ���Ż�ѹ��-ʱ������,���γ��ĸ��Ƕ������С�ں�Ϊ0.66 mm,��������Ϊ67%�����������ǻ�˱�Ե�ıں�����������бȽ�,���߱ں�ֲ�������ͬ,��������ֱ�DZ�,Ϊ4.4%,�����Ѷ����ĸ��Ƕȱ߹���Բ��������Ϊ3.0%��
3.���Ƕȱڱں����Ϊ0.186 mm,�����˲�λ�ں�ֲ��ȽϾ��ȡ�
4.�������ܳ��κ�,���ϵľ����ߴ糤������,���³��κ������������ѧ���������½�,��250�����ѧ���ܱ���Ϊ����ǿ�ȡ�����ǿ���½�,�����������������¶��µ���ѧ����ֵ���ϸߡ�
�����
[1] Chen X Y,Cui J.Analysis of aviation titanium parts hot form-ing and application[J].Aeronautical Science and Technology,2007,(5):38.(������,��.�����ѺϽ�����ȳ��μ�Ӧ�÷���[J].���տ�ѧ����,2007,(5):38.)
[2] Yan F H,Jiang P,Yu W,Li S K,Li L.Research progress ontitanium alloys superplastic forming technology[J].Rare MetalMaterials and Engineering,2008,37(3):1028.(�Ʒ��,����,��Ρ,������,����.�ѺϽ����Գ��μ������о���չ[J].ϡ�н��������빤��,2008,37(3):1028.)
[3] Du F J.Research on the Law of Springback in Bend-Formingwith Titanium Alloy Sheet[D].Shenyang:Shenyang Institute ofAeronautical Engineering,2009.(�ŷ���.TA2M����������λص����ɵ��о�[D].����:�������չ�ҵѧԺ,2009.)
[4] Chandra N,Chandy K.Superplastic process modeling of planestrain components with complex shapes[J].Journal of MaterialsShaping Technology,1991,9(1):27.
[5] Hwang Y M,Liew J M,Chen T R,Huang J C.Analysis of su-perplastic blow-forming in a circular closed-die[J].Journal ofMaterials Processing Technology,2009,57:360.
[6] Carrino L,Giuliano G,Napolitano G.A posteriori optimisationof the forming pressure in superplastic forming processes by the fi-nite element method[J].Finite Elements in Analysis and De-sign,2003,39:1083.
[7] Ge Y C.Research on Superplastic Bulging Experiment of Cone-Shaped Part[D].Nanjing:Nanjing University of Aeronauticsand Astronauticd,2008.(������.�μ���������ʵ���о�[D].�Ͼ�:�Ͼ����պ����ѧ,2008.)
[8] Wang R H,Chen M H,Chen G L,Fan P,Li F,Zhou Z F.Superplastic forming process for box-shaped part of TC4 alloy[J].Hot Working Technology,2008,137:46.(���ٻ�,������,�¹���,��ƽ,���,����.TC4�ѺϽ���μ����ܳ��ι���[J].�������ͺ�����,2008,137:46.)
[9] George Luckey,Peter Friedman,Klaus Weinmann.Correlationof finite element analysis to superplastic forming experiments[J].Journal of Materials Processing Technology,2007,194(1-3):30.
[10] George Luckey,Peter Friedman,Klaus Weinmann.Design andexperimental validation of a two-stage superplastic forming die[J].Journal of Materials Processing Technology,2009,209(4):2152.
[11] Shao Z K,Huang Z G,Jin S Y,Yuan Q H,Zhou Y.Thick-ness optimization of SPF for titanium alloy negative angle parts[A].Advanced Materials Research//2011 International Confer-ence on Mechatronics and Materials Processing[C].Guang-zhou,2011,328-330:1395.
[12] Wang Y H,Huang Z G,Yuan Q H,Ma T,Hou H L.Molddesign and improvement of TC1 parts with deep cavity and nega-tive angle for superplastic forming[J].Chineses Journal of RareMetals,2010,34(4):491.(���,���ع�,Ԭ�廪,����,�����.TC1����ǻ���Ƕ�������ܳ���ģ��������Ż�[J].ϡ�н���,2010,34(4):491.)
[13] Jiang S S.Accuracy Control of Superplastic Forming for TC4Titanium Alloy[D].Harbin:Harbin Institute Technology,2009:55.(������.TC4�ѺϽ��ܳ��ξ��ȿ���[D].������:��������ҵ��ѧ,2009.55.)
[14] Gao C Y,Fang Y T.Investigation on the factors influeneing thethickness distribution of superplastie formed components[J].Journal of Zhejiang University Science,2005,6A(7):711.
[15] Huang R.Optimization of pressure cycle for superplastic form-ing of complex TC4 box-shaped part[J].Journal of Nanjing Uni-versity of Aeronautics&Astronautics,2010,42(1):103.(����.TC4���Ӻ��μ��������μ��������Ż�����[J].�Ͼ����պ����ѧѧ��,2010,42(1):103.)
[16] Yuang Q H,Zhang W M,Huang Z G,Ren X P.Study of TC4sheet elevated temperature deformation behavior andits micro-structure evolution[J].Forging&Stamping Technology,2008,33(6):120.(Ԭ�廪,������,���ع�,��ѧƽ.��ҵTC4����ȱ������ܼ�����֯�о�[J].��ѹ����,2008,33(6):120.)

