稀有金属 2002,(03),206-209 DOI:10.13373/j.cnki.cjrm.2002.03.012
铜铝双金属管连续衬拉复合成形的研究
杨斌 杨贵平
摘 要:
采用连续衬拉复合工艺线路对铜铝双金属管成形规律进行研究 , 全面探讨了变形量和后序的热处理工艺对界面强度的影响 , 以及在成形过程中组元金属的变形规律。界面强度受变形量及热处理工艺影响较大 , 且组元金属存在不均匀变形规律 , 这为合理制订铜铝双金属管拉伸复合工艺提供了依据。
关键词:
铜铝双金属管 ;衬拉 ;界面结合强度 ;
中图分类号: TG356
收稿日期: 2001-09-17
Forming Regulation of Cu/Al Bimetal Tube by Many Passes Plug Drawing
Abstract:
The forming regulation of Cu/Al bimetal tube was studied by many passes plug drawing. The influence on the interface bonding strength affected by the total reduction in cross sectional area and heat treatment after drawing and the rule of deformation during the drawing process were investigated. The experimental results prove that interface bonding strength is mainly influenced by the total reduction in cross sectional area and heat treatment, and heterogeneous deformation exists in producing bimetal tubes, which will provide key data for drawing Cu/Al bimetal tube.
Keyword:
Cu/Al bimatel tube; Plug drawing; Interface bonding strength;
Received: 2001-09-17
双金属管是目前一种用途广泛、具有优良综合性能的高效管材, 广泛应用于能源、造船、石油化工、电力、造纸等工业技术领域中, 从石油化工用的输送管道, 汽车发动机和发电站用的热交换器到制冷设备用的冷凝管都使用了各种双金属管, 且每年需求量愈来愈大。例如在机械制造行业中, 具有减摩层的双金属管可用于制造大功率内燃机连杆上端的轴承零件, 其工作寿命比其它材料的产品高两倍多;在管道输送方面, 具有耐磨层的双金属管用作各种泵的圆柱导套及颗粒体材料的管道输送等, 其使用寿命可提高5~7倍, 而且采用双金属管还可节省大量贵重金属及稀有材料, 使产品成本和维修费用大为降低。据资料表明, 如果用耐蚀合金双金属管取代同样规格的耐蚀合金管, 至少可节约 10%~20% 的材料费
[1 ,2 ]
。总之, 双金属管材在国民经济的许多部门有着广泛的用途, 具有极为显著的经济效益。
铜铝双金属管是近些年国外开发出的一种典型高效管材, 由于它具有优良的导电、导热、耐蚀性及质量轻等综合特性, 具有广阔的市场前景和开发潜力, 但由于国内涉及该领域较晚, 迄今尚未系统掌握其复合成形规律。据有关资料表明, 通常国外双金属管生产工艺方法有:离心铸造、爆炸焊接、冷加工-热扩散及热加工方法等, 其中冷加工-热扩散生产方法是生产表面质量好、尺寸精度高的双金属管的最佳方法。因此, 国内曾有人依据机械过盈配合原理, 采用空拉和扩径拉伸工艺进行过铜铝双金属管的复合试验
[3 ]
, 但由于在空拉和扩径拉伸复合过程中, 复合面的比压较小, 导致双金属管的复合界面强度偏低。为此, 综合国内外双金属管生产方法特点, 同时考虑到国内加工厂的生产实际, 本文进行了以衬拉工艺为主, 配以后序的热扩散工艺的铜铝双金属管成形工艺实验, 并考虑连续拉拔工艺以及热处理规范对界面强度的影响, 以及组元金属的变形规律, 为探索一条简单、实用、高效的双金属管复合生产工艺提供依据。
1 试验方法及过程
1.1 试验研究方法
1.1.1 连续衬拉复合试验
本试验主要研究空拉复合后管坯在连续衬拉过程中界面强度的变化规律及组元金属间的变形规律。其试验方案为:选取外径为 Φ 22 mm, 总壁厚为 3.2 mm (其中铜层厚度为 1.6 mm, 铝层厚度为 1.6 mm) 的空拉复合双金属管坯, 进行连续衬拉四道次, 每道次减径量 ΔD =2 mm, 减壁量 Δs =0.3 mm。
1.1.2 热扩散试验
等温热扩散处理工艺是影响双金属材料结合强度及质量的重要手段之一, 而热扩散处理工艺主要取决于扩散温度和时间两个影响参数, 其中扩散温度的选择对热扩散效果有着至关重要的影响
[4 ]
。因此, 本试验考虑到在保温 1 h 的热扩散处理中不同温度对界面强度的影响关系, 试验方案见表1。
表1 等温热扩散试验 (保温1h)
Table 1 Annealing temperature of diffusion (holding time 1 h )
1
2
3
4
5
200
300
400
500
600
1.2 界面强度检测
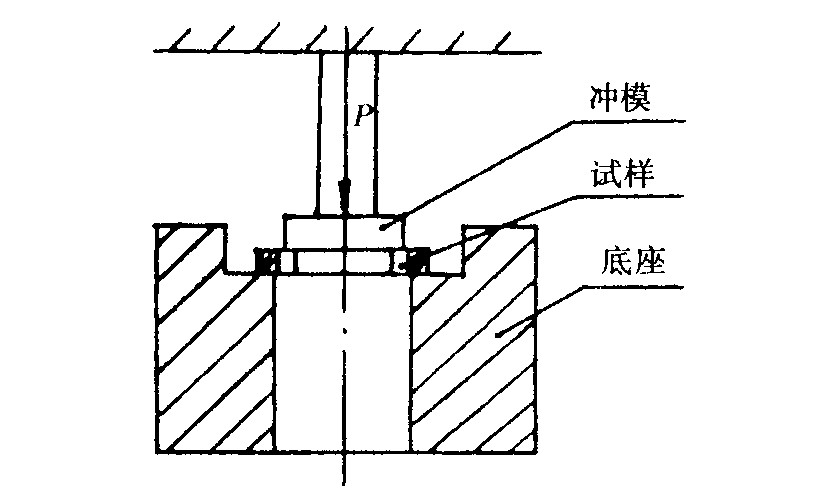
界面结合强度是检验复合生产工艺的一个重要指标。目前, 评价和测定双金属界面强度的基本模式有三种:剥离式、纯剪切式、拉剪切式。综合以上三种检测模式的实际运用难易程度的分析, 以及结合实验室的现有条件, 本试验采用纯压剪切法来测定评价界面结合强度。其工作原理如图1所示:从双金属成品管中段切成一结合圆环, 在材料试验机上通过冲模沿界面将内外材分离开来, 并测量所需的剪切力P , 再除以结合面面积S , 就可得到界面强度τ (即剪切强度) , 用式子表示为
τ = P S
τ
=
Ρ
S
。根据这一原理并结合该方法实际运用还存在的技术难题, 本试验自行设计并制造出一套简易、有效适合各种规格双金属管的检测装置。
图1 压剪法示意图
Fig .1 Sketch diagram of interfacial shear stress
1.3 试验过程
本试验采用1062 (L2 ) 纯铝和T2 紫铜材料, 均为软态供货且复管和芯管在套装复合之前均进行表面预处理。对于铝管用 10~20% 的氢氧化钠溶液在碱洗槽中清洗 10~15min, 再用清水冲洗 0.5h, 干燥后用无水酒精揩试内外表面;对于铜管用 10~20% 的硫酸溶液在酸洗槽中清洗 10~15min, 再用清水冲洗0.5 h, 干燥后用无水酒精揩试内外表面。预处理后, 将套装好的铜、铝管坯碾头, 在 3T 链式拉伸机进行空拉复合, 采用40号汽机油为润滑剂, 然后对于已空拉初复合的双金属管坯在 UH-25 万能材料试验机上自行设计改造的简易拉管装置进行连续衬拉四道次, 其所采用的工模具尺寸见表2。
将已衬拉复合好的双金属管材, 分组切取若干样品, 分别在 SX2-4-10 箱式退火炉中进行不同温度下的热扩散试验。在整个试验检测过程中, 均采用游标卡尺和壁厚千分尺测量管的几何尺寸, 采用 JGX-I 型工具读数显微镜来测量双金属管材各层壁厚尺寸以反映其变形规律。
表2 试验用工模具尺寸
Table 2 Size of experimental dies
2
3
4
19.940
18.045
16.030
14.285
14.230
12.875
11.470
10.040
2 试验结果分析
2.1 连续衬拉对界面强度的影响
从连续衬拉试验结果分析可知, 总变形量ε ∑ 对复合效果影响较为显著, 见表3。其中ε ∑ 为双金属管总断面收缩率。
表3 总变形量与界面强度的关系
Table 3 Relationship between total reduction in cross-sectional area and interface bonding strength
总变形量ε ∑ /%
剪切力P /kN
结合面面积S /mm2
剪切强度τ /MPa
-
0.55
201.44
2.730
17.42
0.53
173.90
3.048
33.99
0.56
169.40
3.306
48.90
0.55
152.99
3.595
57.84
0.30
129.05
2.325
由表3可见界面复合强度随着总变形量的增加而增大, 当总变形量ε ∑ 超过 48.9%左右时, 随着ε ∑ 的增大, 界面复合强度反而开始下降。这主要因为变形一开始, 由于是空拉管坯, 层间接触为过盈配合状态, 故其层间剪切强度相对来说较小, 随着总变形量的增大以及固定芯头的内衬作用, 加大了层间的接触压力, 使得界面的粘结微区有所增多, 致使界面结合强度随之增大, 当ε ∑ 接近48.9%左右, 此时铝层和铜层金属的机械强度相差最小, 最有利金属的复合, 从而这时界面结合强度达到最大值。但随着总变形量的继续增大, 此时铜层的金属变形逐渐加大, 由于铜的硬化速率比铝大, 使得两者的机械强度差值又逐步增大, 大大恶化了界面结合的有利条件, 同时, 多道次的轴向相对滑动也大大影响粘结微区的形成, 从而导致界面结合强度反而开始下降。
2.2 连续衬拉组元金属的变形规律
正确认识连续衬拉双金属管的变形规律是合理制订其生产工艺的基础。
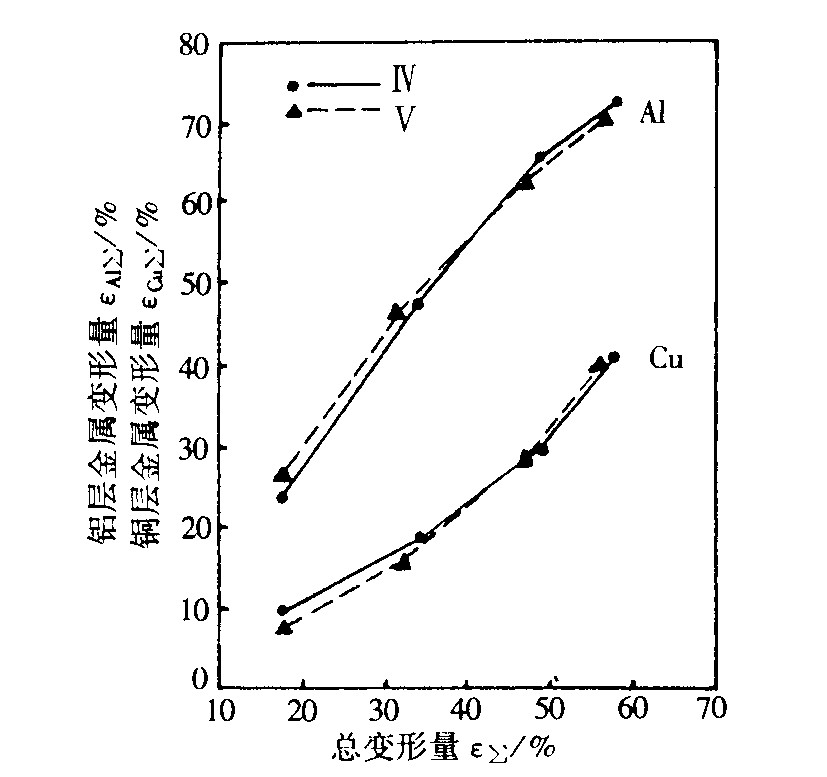
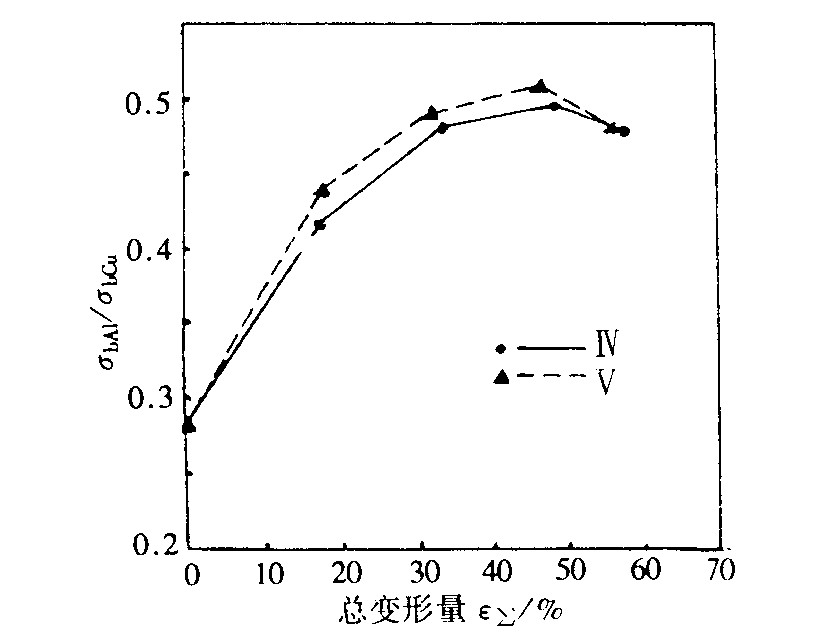
图2、图3所示分别为连续衬拉时, 总变形量ε ∑ 与各组元层的变形量ε Al∑ , ε Cu∑ 和组元金属抗拉强度比值 σ bAl /σ bCu 的关系。
图2 总变形量与组元金属变形量的关系 Ⅳ和Ⅴ分别为两组重复实验
Fig .2 Relationship between total reduction in cross-sectional area and reduction of constituent metals
图3 总变形量与组元金属抗拉强度比值的关系
Fig .3 Relationship between total reduction in cross-sectional area and ratio of tensile strengths of consitituent metals
由图2可见, 随总变形量的增大, 组元金属的变形量 ε Al∑ , ε Cu∑ 随之增大, 从组元变形量的差值Δε =ε Al∑ -ε Cu∑ 来看, 组元间的变形量差值 Δε 也随着总变形量的增大而增大, 当ε ∑ 达到50%左右时, 随着总变形量的继续增加, 此时Δε 反而逐渐减小。分析这一变形规律的主要原因是在变形初期, 由于铝, 铜近乎都处于软状态条件下, 铝的变形抗力相对而言比铜要小, 所以, 变形主要集中在铝层金属上, 铜层金属的变形相对较少, 从而使得铝的加工硬化速率要比铜的加工硬化速率大得多, 致使 σ bAl /σ bCu 大为增加 (由图3可见) 。随着道次的增加, 总变形量的不断加大, 由于铝层金属的硬化程度不断增大, 继续变形较为困难, 相对而言铜层金属此时易于变形, 从而促使铜的变形逐渐加大, 相应地其加工硬化率也开始增大, 两组元的变形量差Δε 的增长率逐渐减缓。当铜的加工硬化速率增大至铝的加工硬化速率时, 则此时两组元变形差值 Δε 为最大, 此时铝的变形抗力和铜的变形抗力差值为最小;随着总变形量继续加大, 由于铝层金属加工硬化已经很大 (此时 ε Al∑ 已达 65% 左右) , 而铜加工硬化程度小, 相对易于变形, 此时其变形量增加较快, 从而使得Δε 反而开始下降。
2.3 热扩散工艺对界面强度的影响
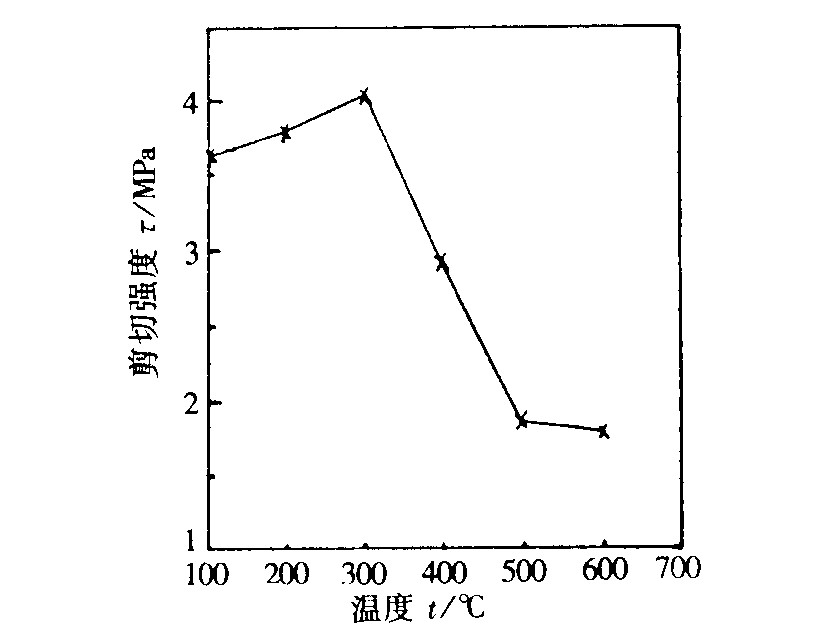
图4示出拉拔后的双金属管分别在不同温度下, 保温1 h 后随炉冷却对界面强度的影响曲线。
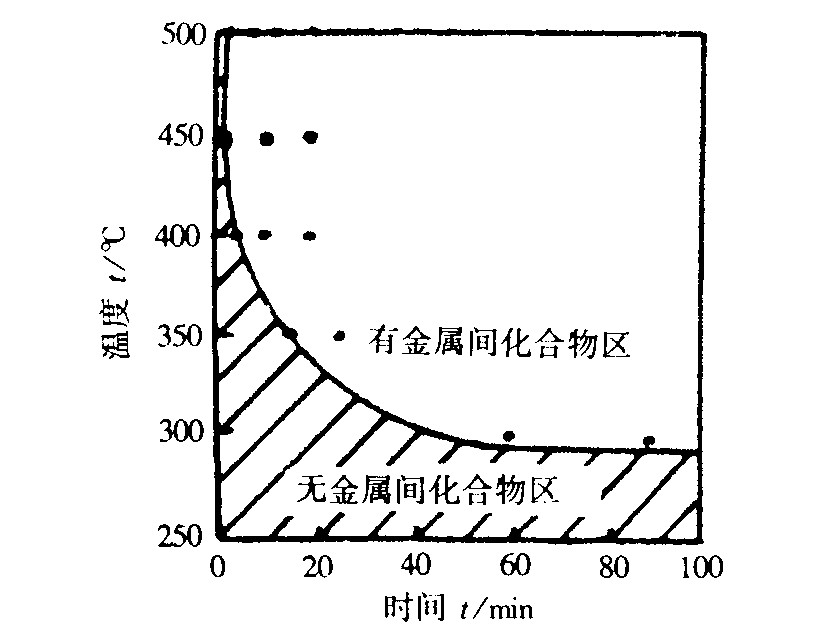
从图4所示可以看出, 在保温1 h下, 温度在 300℃以下时, 随着温度的升高界面强度随之增大;当温度超过300℃以上时, 随着温度的升高界面强度急剧下降。造成这一影响规律的主要原因是在不同的温度和保温时间内铜和铝金属之间相互扩散可以形成细粒组织的扩散层和硬脆的金属间化合物所导致的。从图5铜铝之间出现金属间化合物的温度-时间关系图来看, 在保温1 h 情况下, 温度低于300℃时, 没有金属间化合物生成, 主要出现金属间相互扩散, 由于金属的扩散系数与温度呈指数关系
[5 ]
, 随着温度的升高, 扩散系数急剧增大, 扩散过程加速进行, 结合面的扩散进行得更为充分, 同时, 内部残余应力得到了松弛以及塑性得到部分恢复而且分散状的残存氧化膜在表面张力的作用下发生收缩, 并逐渐溶解于基体里, 使结合面的残余孔隙减少, 两层组元间的实际接触面积因之而扩大, 从而结合强度也随即提高;当温度超过300℃左右时保温1 h, 由图5可知, 很明显已进入有金属间化合物生成区域中, 此时随着温度的升高, 界面上出现了大量数种脆性金属化合物相, 如 CuAl2 、Cu9 Al4 以及 CuAl 等等, 大大恶化了层间的界面结合强度, 致使其大为降低。
图4 热扩散温度与界面强度的关系
Fig .4 Relationship between interface bonding strength and temperature of diffusion
图5 铜-铝出现金属间化合物的温度-时间关系
Fig .5 Relationship between time and temperature when Cu/Al bimetal produces compound
3 结论
1.试验表明, 采用连续衬拉及后序热扩散处理生产界面强度要求不高 (<10 MPa) 的铜铝双金属管是可行的, 其复合力稳定、均匀, 尺寸精度较高。
2.在连续衬拉工艺中, 总变形量对界面强度有着重要的影响, 临界总变形量为48.9%。当总变形量小于48.9%左右时, 界面强度随总变形量的增加而增大, 反之界面强度随之增加而下降, 同时, 道次的增多也会影响界面的结合。
3.双金属管拉拔时存在变形不均匀性, 其主要受组元金属机械性能及加工硬化速率影响, 但随着变形量不断增大, 变形不均匀性逐渐得以改善。
4.采用等温热扩散处理工艺是提高复合拉拔后的双金属管界面结合强度的重要途径。铜铝双金属管的最佳热扩散规范为 300℃/1h, 并在保护性气氛或真空状态下进行效果更佳。
参考文献
[1] 吴凤梧钢管, 1995, (1) :22
[2] LuisMVillar.钢管, 1991, (6) :60
[3] 傅一建轻合金加工技术, 1992, 20 (8) :26
[4] 曹献民上海钢研, 1987, (5) :62
[5] 卡扎柯夫HΦ著, 何康生译材料的扩散焊接北京:国防工业出版社, 1982