������ʱ��: 2016-10-13 13:49
ϡ�н��� 2017,41(07),768-774 DOI:10.13373/j.cnki.cjrm.xy15091901
��ѹ�α��ȴ����Դ���N6������֯�����ܵ�Ӱ��
��͢�� ��ϣ�� ����ʿ �Ž��� ���� ����
����������ѧʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ����
���ݳ���ѧԺ�����е����ѧԺ
���Źɷ�����˾
ժ Ҫ��
�Դ���N6����Ϊ��Ҫ�о�����, ������ѹ�α��ȴ���װ�öԴ������������ѹ�α��ȴ��������о�, ������ѧ���� (OM) ��ɨ��羵 (SEM) ����Ӳ�ȼ��Լ���̬Ӧ�����ϵͳ���ֶη��������������֯�����ܡ��������:��ѹ�α��ȴ����¶ȴ�300�����ߵ�500��, ���쿹��ǿ�ȴ�329.62 MPa���ߵ�335.12 MPa, ������1.7%, ����Ϻ��쳤�ʳ��ֳ���������С������, 400��ʱ����Ϻ��쳤�����48.44%, ��300��ʱ����Ϻ��쳤��������5.2%���Ϻ��쳤�ʵ������ʸ��ڿ���ǿ�ȵ�������, ������ѹ�α��ȴ�������ߴ�����������ʮ����Ч����ѹ�α��ȴ�����ϸ�����쾧��, �����ȴ�δ����ѹ�α��ȴ���ʱ��5.5�����ߵ�ƽ��6.1��;ͬʱ��Ч�����˴�������ĺ��Ӳ���Ӧ��, �����������Ӧ����x�½�������ߴ�66.86%, �������Ӧ����y�½�������ߴ�65.87%���ۺϷ���������ѹ�α��ȴ�������ʹ������֯����, ϸ�����������ͺ������Ӧ��, �Ը��ƺ�����֯, ��ߺ��������л�������, �ܹ��õ���������ĸ�ǿ�ȡ������Ե�����ƥ�䡣
�ؼ��ʣ�
��ѹ�α��ȴ���;��������;����֯;��ѧ����;
��ͼ����ţ� TG146.15;TG166.7
����飺��͢�� (1986-) , ��, ����������, ��ʿ�о���, �о�����:�����豸�빤��;E-mail:chaitx@163.com;;��ϣ��, ����;�绰:13321222432;E-mail:wangxj@lut.cn;
�ո����ڣ�2015-09-19
��������ʡ�Ƽ�֧�żƻ���Ŀ (1104GKCA051) ����;
Microstructures and Properties of Welded Joint of Pure Nickel with Thermomechanical Treatment and Roller Compaction
Chai Tingxi Wang Xijing Wang Boshi Zhang Jinyin Liu Xiao Wang Jiang
State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals, Lanzhou University of Technology
Peili School of Mechanical Engineering, Lanzhou City University
Jinchuan Group Co., Ltd.
Abstract��
Pure nickel N6 welds, as the main research objects, were studied for the process of thermomechanical treatment with roller compaction using the thermomechanical treatment with roller compaction device, and the microstructures and properties of welds were investigated with the help of analysis methods such as optical microscopy (OM) , scanning electronic microscopy (SEM) , microhardness tester and static strain measurement system. The results showed that with the rolling temperature increasing from 300 to 500 �� the tensile strength of welds increased from 329. 62 to 335. 12 MPa, increasing by 1. 7%. And the fracture elongation of welds showed the trend of first increasing and then decreasing, which reached maximum 48. 44% at 400 ��, increasing by 5. 2% than that at 300 ��.The growth rate of the fracture elongation was higher than the tensile strength, which indicated that thermomechanical treatment with roller compaction could improve the plasticity of the welds effectively. The thermomechanical treatment with roller compaction could refine the weld grains with the grain size increasing from 5. 5 grade to 6. 1 grade under the effect of process, and simultaneously reduce the residual stress of the welds with the descent range of the longitudinal residual stress (��x) and the transverse residual stress (��y) , reaching maximum 66. 86% and 65. 87%, respectively. The comprehensive analysis showed that the thermomechanical treatment with roller compaction could make microstructure uniform, refine grain, reduce the residual stress with a positive effect on improving the weld organization and enhancing the weld performances and further obtained the welds with good matching connection between high strength and high plasticity.
Keyword��
thermomechanical treatment with roller compaction; pure nickel weld; microstructure; mechanical properties;
Received�� 2015-09-19
���������Ͻ���ж��صĿ����¸�ʴ���ܡ������ǿ���Ժ����õ����ȳ���, ���㷺Ӧ���ڻ��������ӡ���е���졢ʯ���������պ��������, ���Ҵ�����������������纸���������������Ͻ����Ӧ����������, ����Ҳ�������[1,2]�����, ��ҵ����N6��Ӧ�ò��ɱ���Ҫ�漰�����Ӽӹ�������N6��Һ���¶�����С, ������С, Һ̬ʱ�����ܽ�H2, O2, CO2��������ҵ����ʴ��ȵ��ʵ�, ��������ʱ���γ������ơ������Լ����ӹ��ȵ��¾���Ѹ�ٳ����ȱ��[3,4], ���ӹ��յ�������ʹ����������̬��֯�����ִ�����������[5]�����ڴ�������ȱ�ݵĴ���, ���´���������ѧ���ܷ����˸ı�, ��ĸ�����, ����N6����Ŀ���ǿ�ȡ�Ӳ�ȡ����ԡ����Ծ������½�, �������, �������Ӻ��д��ڽϴӲ���Ӧ����
�о������������Ͼ���һ���ֻ���, �������ȴ����ķ���������, ����Ӱ�캸�ӽ�ͷ�Ļ�е���ܺ���ʴ����[6]��������������ѹ�α��ȴ����Դ���������к�����, ��ѹ�α��ȴ������о��������֯������, ���о�����ߺ��ƴ�����������ܾ���һ����ʵ�����塣
1 ʵ��
1.1 ����
������ú��Ϊ6 mm�Ĵ���N6��Ľ��д������Ӻ���, ������ߴ�Ϊ200 mm��100 mm��6 mm, ���ӷ�ʽ�����峤��200 mm�ķ����϶Խ�, ����I���¿ڡ�N6��ѧ�ɷ֡���ѧ�������1, 2��ʾ;�������PHM-500�͵����ӻ�����, ���ӹ��ղ�������3��
1.2 ����
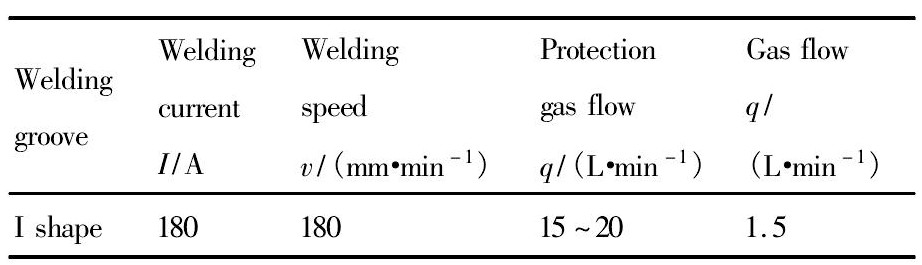
�ֱ���300, 400, 500����¶��¶Դ������������ѹ�α��ȴ�������, ��������Ⱥ���, ���ȵ�ͬʱ�Ժ��������ѹ, ��ͼ1��ʾ;������������/��Ƶ��Ӧ����, �����¶ȿɵ���Χ200~600��, ��ѹ�ٶ�3 mm��s-1;����ǰ�Ժ��������ĥ, ȥ������������, ���ñ�ͪ����ȥ�����۵�, ��֤��ѹ������������ڡ����������, ��������ѹ����, ������÷�������ѹ��ǰ������ƽ��, ͨ����Ƶ��Ӧ����������ȵ���ͬ�����¶� (300, 400, 500��, �������1, 2, 3) �Ժ��������ѹ�α��ȴ���, ����ڿ�������Ȼ��ȴ��
��1 ʵ����ϵĻ�ѧ�ɷ�Table 1Chemical composition of experiment material (%, mass fraction) ����ԭͼ

��1 ʵ����ϵĻ�ѧ�ɷ�Table 1Chemical composition of experiment material (%, mass fraction)
��2 ����N6��ѧ����Table 2 Mechanical property of N6 ����ԭͼ
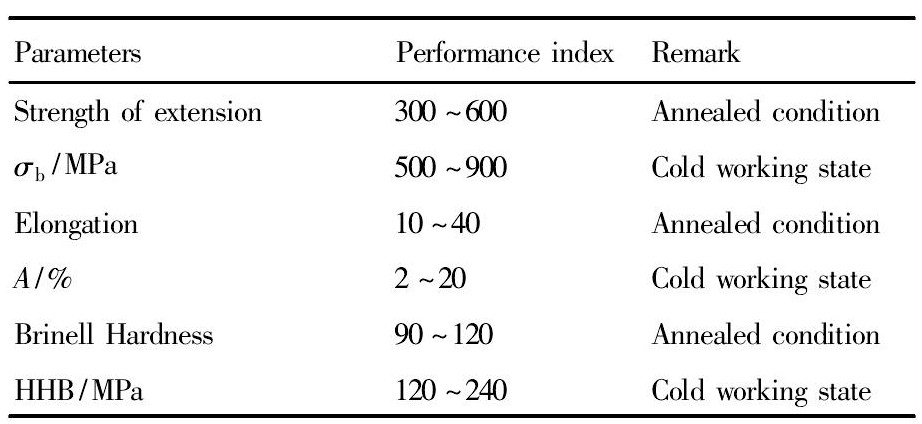
��2 ����N6��ѧ����Table 2 Mechanical property of N6
��3 ���ӹ��ղ���Table 3 Welding process parameters ����ԭͼ
��3 ���ӹ��ղ���Table 3 Welding process parameters
ͼ1 ��ѹ����ʾ��ͼFig.1 Diagrammatic sketch of compaction test
����ͬ�¶���ѹ�α��ȴ����Ĵ�������, ������GB/T2651-2008[7]�ӹ��ɱ���������, ÿ�����ȡ������������, ���õ���AG-10TA�����ܲ�����������Ժ��ӽ�ͷ�Ŀ���ǿ�ȼ��Ϻ��쳤��;�ش�ֱ�ں��췽���и��Ƴɽ�������, ����10 ml����ˮ�p50 ml���ᡢ50 ml����������Һ��ʴ��������, Ȼ�����Me F3�������� (OM) �۲캸������֯, QUANTA FEG 450��ɨ��������� (SEM) �Ժ�������Ͽڽ��з���;��HX-1000TM����Ӳ�ȼ��ϲ��Ժ��ӽ�ͷ��ͬ�������Ӳ��;ʹ��DH3815��̬Ӧ�����ϵͳ���Ժ���ĺ��Ӳ���Ӧ����
2 ���������
2.1 ���������ò
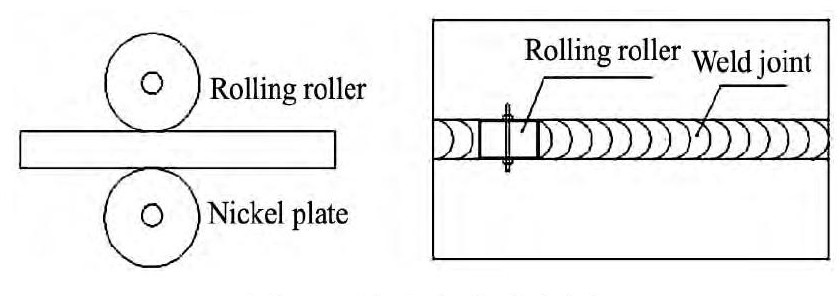
��ͼ2����, 6 mm����N6��˿�����쾭��ѹ�α��ȴ���, �������桢������߱���ѹƽ��, ����ͬ�¶���ѹ�α��ȴ����ĺ�����������Բ����ѹ�α��ȴ������������, Ϊ��֤����ĸ�IJ�����ѹ, Ӧ�ϸ��������ѹ������ѹ��, ����������, 6 mm������˿�������ѹ����Ӧ������20%~25%֮�䡣
2.2 ����֯
ͼ3 (a) Ϊ����N6ĸ�ĵ�����֯��֯��ò, ����ĸ�ı���Ϊ��������ᾧ��֯, ����ϸС�Ҿ��ȡ�ͼ3 (b~d) Ϊ����ͬ�¶� (300, 400, 500��) ��ѹ�α��ȴ�������˿����������֯��ò, ���쾧���ִ�, ����ѹ�α��ȴ�����, ���쾧����ϸ������, ����������, �����ߴ��С, ˵����ѹ�α��ȴ����ڿ�ϸ�����쾧��, ���쾧���ȼ�����ͼ4��ʾ�������������ٽᾧ�¶������α�, ĸ������ٽᾧ, ��������������ȱ�ݻ����ظ����ظ������н�������֯�������仯, �����ܻ����иı�, ���仯��Χ��С[8]���������Ϸ�����֪, ��ѹ�α��ȴ���ͨ����ѹ���������˺���ִ����״��, ʹ���쾧��ϸ��, ���ƺ�����ѧ���ܡ����쾧���ȴ�δ����ѹ�α��ȴ���ʱ��5.5����ߵ�ƽ��6.1�������Ա��ι����е�ѹ���Խ������Ͼ�����ϸ����ǿ��������������, ��ѹ����Сʱ, �־�������ѹ��������, ���ִ�ߴ羧����ѹ�������·�����������, ����ѹ������, �������εľ�������ȫ����������, ������֯�����ĵ���Ե�ֲ����ھ���[9,10]��
2.3 ��ѧ����
ͼ5Ϊ������ѧ���ܡ���ͼ5 (a) ����, ������ѹ�α��ȴ���, ���쿹��ǿ����������½�����, ���½����Ⱥ�С��������Ϊ�������α������̼��������, ̼��������, ���º���ǿ���½�[11];������ѹ�α��ȴ����¶�����, ���������ڲ���ȱ�ݡ�ԭ�ӡ�λ�����������, ���������ڲ���λ��λ���ܶȼ�С, ��Ӧ������, ���º���ǿ�������½�������ѹ���α䴦���¶ȴ�300����ߵ�500��ʱ, ���쿹��ǿ�ȴ�329.62 MPa���ߵ�335.12 MPa, ������1.7%, ���ߵ�һ���̶������ȶ����ȴ����¶�Ϊ500��ʱ, ���쿹��ǿ����ߡ���ͼ5 (b) ����, ����ѹ�α��ȴ���, ����Ϻ��쳤�ʴ�����, ��δ��ѹʱ��43.8%��ߵ�400��ʱ�����48.44%, �������ȴ�10.6%������ѹ�α��ȴ����¶�����, �Ϻ��쳤�ʳ��ֳ���������С������, �ﵽһ����Χ�����ȶ�����ѹ�α��ȴ����¶�Ϊ400��ʱ, ����ĶϺ��쳤�����Ϊ48.44%, ��300��ʱ�ĺ���Ϻ��쳤��������5.2%��
ͼ2 ���������òFig.2 Appearance of welds
(a) 300��; (b) 400��; (c) 500��
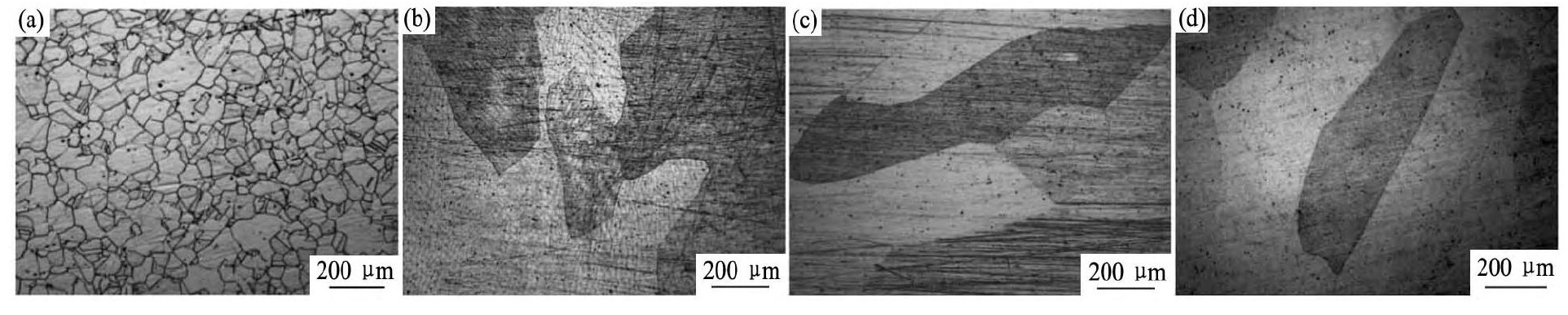
ͼ3 ĸ�ļ����������֯Fig.3 Microstructure of base metal and welds
(a) Base metal; (b) 300��; (c) 400��; (d) 500��
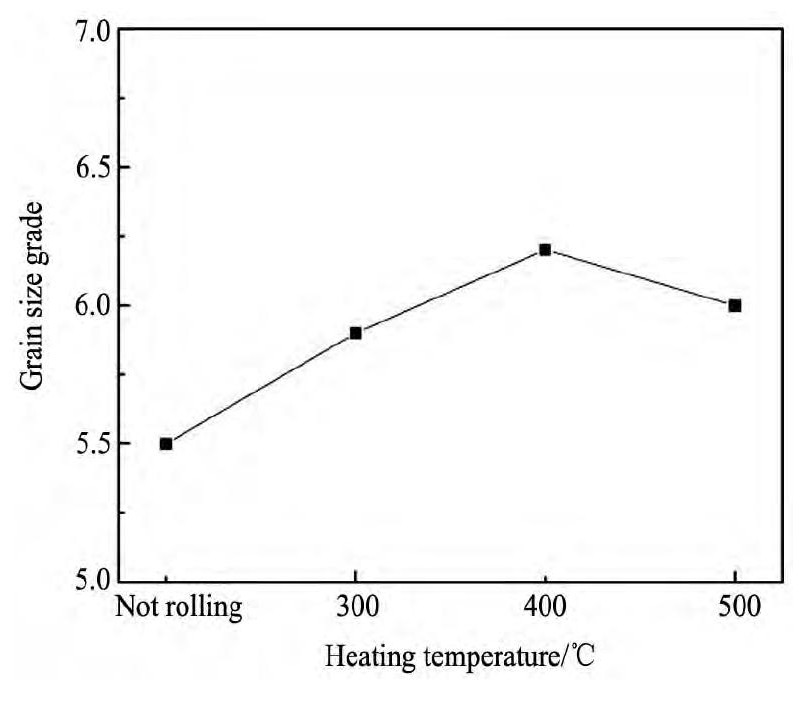
ͼ4 ���쾧����Fig.4 Grain size of welds
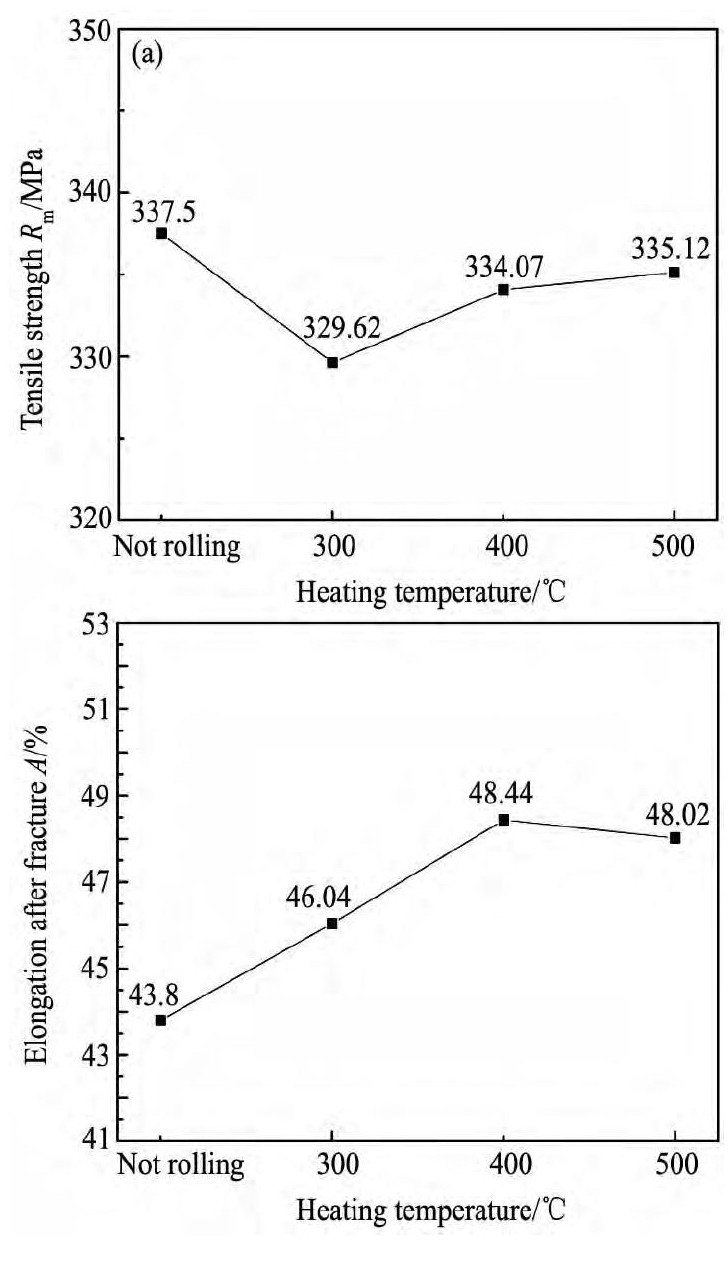
ͼ5 ������ѧ����Fig.5 Mechanical properties of welds
(a) Tensile strength; (b) Elongation after fracture
�������Ϸ�����֪, ����ѹ�α��ȴ����¶�����, ���쿹��ǿ��������, �Ϻ��쳤�ʳ��ֳ���������С�����ơ����Ϻ��쳤�ʵ������� (5.2%) ���ڿ���ǿ�ȵ������� (1.7%) , ˵����ѹ�α��ȴ�������ߴ�����������ʮ����Ч����Ҫ��Ϊ����������: (1) ��ѹ�α��ȴ������ͷź��Ӳ���Ӧ��, ��ƽ�˺������, ʹ�������Ա������õ�����, �ɼ����������ѹ�����Ա�����, ���ͺ�����Ӧ��������Ӧ��Խ��, ѹ�����Ա��ξ͵�����Խ��, ��Ӧ��������Խ����[12]; (2) ��ѹ��һ���������Ա��ι���, ����ν���λ���ܶ�����, ����λ������, λ���˶���������, �����ӹ�Ӳ��, ���º���ǿ�����ߡ����������Ա���, ������������, ���紦λ���ܶ�����, �ʴ������Ա��λ���Ϊλ������[13]��
2.4 ������Ӳ��
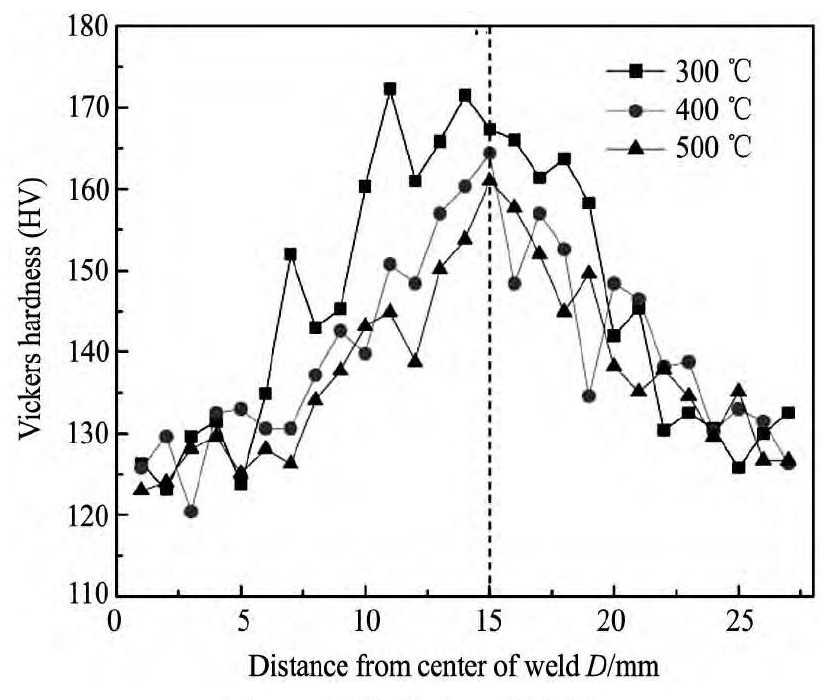
����ѹ�ȴ����ĺ��ӽ�ͷ������Ӳ�Ȳ���, ÿ��1 mm���, �غ�1.96 N, ����ʱ��15 s, ��㷽���������, ������4��ͼ6��ʾ����ͬ��ѹ�ȴ����¶ȵĺ�����Ӳ�����ֵ�������ں�������, ���ݷ�ӳ������ĸ��δ������ѹ�ȴ���, ���ӽ�ͷ����Ӳ�Ȼ���δ�����仯��
��4 ���ӽ�ͷ��ͬ������Ӳ��Table 4Microhardness of welded joint in different re-gions ����ԭͼ
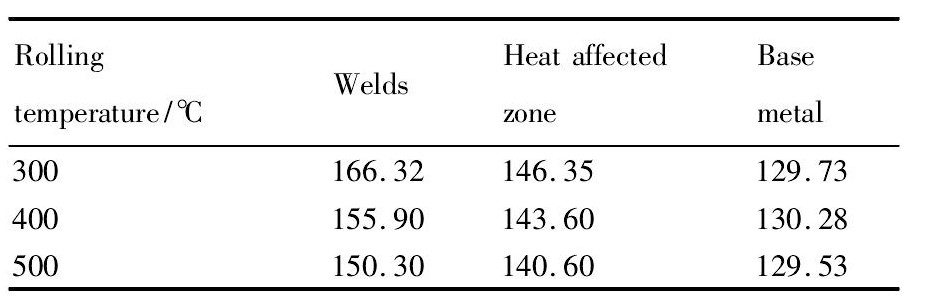
��4 ���ӽ�ͷ��ͬ������Ӳ��Table 4Microhardness of welded joint in different re-gions
ͼ6 ���ӽ�ͷ��Ӳ��Fig.6 Hardness distribution of welded joints
��ͼ6����:��3���¶���ѹ�α��ȴ����ĺ��ӽ�ͷ��Ӳ�ȱ仯����һ��, ĸ�ĵ���Ӳ�Ȼ���δ�����仯, ����Ӳ����ߡ�������ѹ�α��ȴ��������й�, ������ѹ�α��ȴ����¶ȵ��ڹ�ҵ�����ٽᾧ�¶�, �������ӹ�Ӳ������ѹ�����ǽ������Ա��ι���, ����ν���, �������λ���ܶ�����, ����λ������, ����λ���˶���������, �����ӹ�Ӳ��, ����Ӳ������;�����ѹ�α��ȴ���������, һС�������������Ĺ��ᱣ���ڽ����ڲ�, �γɲ�����Ӧ���͵������, ���е������Ҳ��ʹ����Ӳ������, �������ۺ����õ��º�����Ӳ����ߡ�������Ӳ������������ѹ�������ڽ������������б������¡�������ľ������Ա��ο���Ч���顢ϸ����������߰�ı������Ӳ��[14]��
�ӱ�4��ͼ6����:��ͬ���ӽ�ͷ�ĺ���Ӳ������ѹ�α��ȴ����¶ȵ����߶�����, ���½���Χ����������Ϊ������ѹ�ȴ����¶�����, �����ڲ���ȱ�ݡ�ԭ�ӡ�λ���Ļ��������, ʹλ���ƶ����ϲ�����������, ��������С, ������Ӧ��������, ������ο����½�, ����Ӳ���½���
2.5 ����Ͽ�
ͼ7 (a~c) �ֱ�Ϊ����300, 400, 500����ѹ�ȴ������������Ͽ���ò, ��3�ֶϿڽ���SEM����, ����ѹ�α��ȴ����ĺ�������Ͽ��Ͼ����Կ��Թ۲쵽���ѵĴ���, 3������Ͽھ����ڵ��͵����Զ���, ����ĶϺ��쳤����ͼ5 (b) ��ʾ��
2.6 ���Ӳ���Ӧ��
�������ä�������������ĺ��Ӳ���Ӧ��, ��5ΪӦ���ͷ�ϵ��, A, BΪ��������Ϊ�ͷ�Ӧ����ԭ����Ӧ�������෴�����Ӳ���Ӧ������������6�����д���N6�IJ��ɱȦ�=0.31, ����ģ��E=210 GPa, d0=2 mm, d=5 mm, ������1.2d0 (2.4 mm) ��
�ӱ�6����, δ����ѹ������������Ӧ����xΪ307.43 MPa, �������Ӧ����yΪ168.863MPa����300����ѹ�ȴ�������Ħ�x, ��y�½����ȷֱ�Ϊ51.01%, 55.56%;��400����ѹ�ȴ�������Ħ�x, ��y�½����ȷֱ�Ϊ39.29%, 65.87%;��500����ѹ�ȴ�������Ħ�x, ��y�½����ȷֱ�Ϊ66.86%, 36.90%����˿�����쾭��ѹ�α��ȴ�����, ���Ӳ���Ӧ�����Խ��͡�������Ϊ���������������ټ���, �����ֲ��ۻ�, �������������ȶ���������, �������ܵ���Χ���������Լ��, ��ɵ�����Ӧ��, �������¶����ߺ����������½�, ��Ӧ���ɲ��ֳ�������������, ����������γ���������ѹ��, ���������ȴ��, ����Χ�����������, ���, ��������ֳ��������Ӧ�������Ӳ���Ӧ�����Ǵ�����Ӧ����ѹӦ����ƽ��״̬, �������ļ��丽��������ڽϸ���Ӧ��, ��Զ�뺸���������ѹӦ�����Ժ�����ʩ���ⲿѹ��, ���Ӳ���Ӧ�����ⲿѹ������, ���ڽϸ߲���Ӧ���ĵط������ٳ����κ��ⲿѹ�����������Ա���, ���ⲿѹ��ȥ��֮��, ���Ӳ���Ӧ����С, �Ӷ��ﵽ�ɳں��Ӳ���Ӧ����Ŀ��[15]�������о�����, ��ѹ�α��ȴ�������Ч���ʹ�������ĺ��Ӳ���Ӧ����
��5 Ӧ���ͷ�ϵ��Table 5 Strain release factor (�̦�/MPa) ����ԭͼ

��5 Ӧ���ͷ�ϵ��Table 5 Strain release factor (�̦�/MPa)
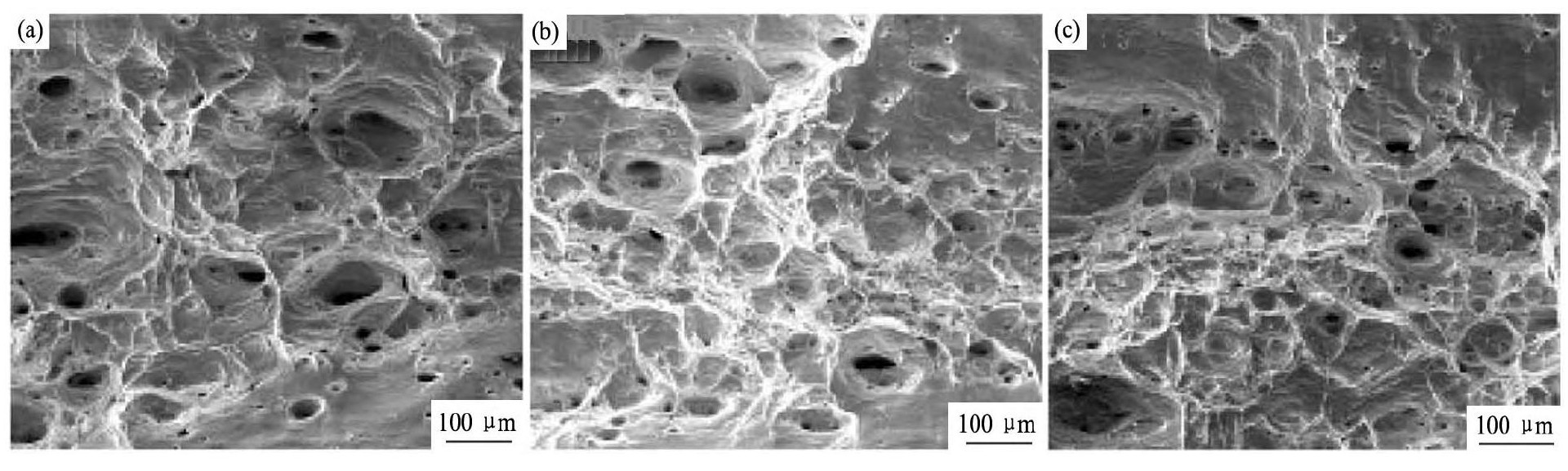
ͼ7 ����Ͽ���òFig.7 SEM images of fracture morphology of welded joints
(a) 300��; (b) 400��; (c) 500��
��6 ����ĺ��Ӳ���Ӧ��Table 6 Residual stress of welds ����ԭͼ
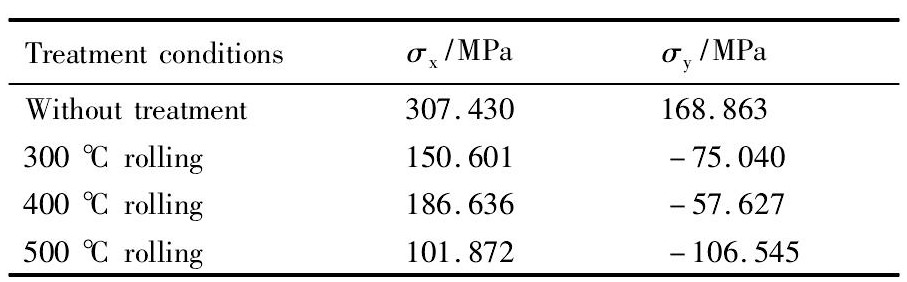
��6 ����ĺ��Ӳ���Ӧ��Table 6 Residual stress of welds
3 ����
1.��ѹ�α��ȴ������ն��Ż���˿��������֯�����������л������á�����ѹ�α��ȴ����¶�����, ���쿹��ǿ��������, �Ϻ��쳤�ʳ��ֳ���������С�����ơ����Ϻ��쳤�ʵ������� (5.2%) ���ڿ���ǿ�ȵ������� (1.7%) , ��ѹ�α��ȴ������ն���ߴ�����������ʮ����Ч��
2.������ѹ�α��ȴ���ͨ����ѹ���������˺������ִ����״��, ϸ�����쾧��, ���쾧���ȴ�δ����ѹ�α��ȴ�����5.5���ϸߵ�ƽ��6.1����
3.��ѹ�α��ȴ�����Ч���ʹ�������ĺ��Ӳ���Ӧ��, �����������Ӧ����x�½�������ߴ�66.86%, �������Ӧ����y�½�������ߴ�65.87%��
�����
[1] Chief Editor of the Chinese Society of Corrosion and Protection.Nickel Base and Iron Nickel Base Corrosion Resistant Alloy[M].Beijing:Chemical Industry Press, 1989.3. (�й���ʴ�����ѧ������.��������������ʴ�Ͻ�[M].����:��ѧ��ҵ������, 1989.3.)
[2] Han D, Zhang Y Q, Lei W G, Mao X N.Development of manufacturing processing technology and application for nickel alloys sheets and strips[J].Materials Review, 2015, 29 (3) :83. (����, ����ǿ, ���Ĺ�, ëС��.�����Ͻ����ӹ�������Ӧ�÷�չ��״[J].���ϵ���, 2015, 29 (3) :83.)
[3] Zhang Y F, He X, Li Q, Wang W.Research on the N6 welding procedure[J].Modern Welding Technology, 2013, (6) :37. (������, ����, ����, ��ά.N6���ӹ����о�[J].�ִ�����, 2013, (6) :37.)
[4] Zhao W W, Wang S H.Analysis of the welding method of nickel and nickel alloy[J].Equipment Manufacturing Technology, 2012, (9) :237. (������, ��˳��.dz���������Ͻ�ĺ��ӷ���[J].װ�����켼��, 2012, (9) :237.)
[5] Zou D N, Han Y, Fan G W, Zhang W.Effect of aging treatment on microstructure of 2205 duplex stainless steel welds[J].Transactions of the China Welding Institution, 2010, 31 (11) :69. (����, ��Ӣ, ����ΰ, ����.ʱЧ������2205˫���ֺ��ӽ�ͷ��֯��Ӱ��[J].����ѧ��, 2010, 31 (11) :69.)
[6] Wang X J, Chai T X, Liu X, Xiao J.Plasma arc welding with filler wire and microstructure of pure nickel N6[J].Chinese Journal of Rare Metals, 2015, 39 (2) :103. (��ϣ��, ��͢��, ����, Ф��.����N6��˿�����Ӻ��ӹ��ռ���ͷ��֯���ܵ��о�[J].ϡ�н���, 2015, 39 (2) :103.)
[7] GB/T2651-2008.Method of tensile test for welded joints[S].2008. (GB/T2651-2008.���ӽ�ͷ�������鷽��[S].2008.)
[8] Huo Y M, Wang B Y, Lin J G.Research overview on microstructure evolution during hot metal-forming[J].Journal of Plasticity Engineering, 2012, 19 (4) :80. (��Ԫ��, ������, �ֽ���.�����������Գ�������֯�ݱ��о���չ[J].���Թ���ѧ��, 2012, 19 (4) :80.)
[9] Edalati K, Toh S, Iwaoka H, Horita Z.Microstructural characteristics of tungsten-base nanocoposites produce from micropowders by high-pressure[J].Acta Materialia, 2012, 60 (9) :3885.
[10] He P, Xue K M, Wang C G, Li P, Shi W C.Effect of high-pressure torsion on particle fracture of Si Cp-Al composites[J].Journal of Plasticity Engineering, 2015, 22 (2) :117. (����, Ѧ����, ���ɹ�, ��Ƽ, ʯ�ij�.HPT����Si Cp-Al���ϲ��Ͽ������ѵ�Ӱ��[J].���Թ���ѧ��, 2015, 22 (2) :117.)
[11] Bi Z Y.Effects of thermomechanical treatment on microstructures and properties of welding joint of low carbon microalloy steel[J].Hot Working Technology, 2008, 37 (19) :101. (������.�α��ȴ����Ե�̼�Ͻ�ֺ��ӽ�ͷ��֯�����ܵ�Ӱ��[J].�ȼӹ�����, 2008, 37 (19) :101.)
[12] Yang D M.Deformation heat treatment process and its application[J].Ordnance Material Science and Engineering, 1985, (Z1) :2. (�����.�α��ȴ������ռ���Ӧ��[J].�������Ͽ�ѧ�빤��, 1985, (Z1) :2.)
[13] Gao M Z, Chen M.TEM observat ion of the dislocation structure in plastic deformed Ni[J].Journal of Lanzhou University, 1996, 32 (3) :74. (������, ����.�α����Niλ����̬����羵�۲�[J].���ݴ�ѧѧ��, 1996, 32 (3) :74.)
[14] Xiao Z, Wei L Q, Fu B.Research in the influence of plastic bending deformation on microstructure and properties of metal[J].Materials Science&Technology, 2016, 24 (3) :85. (Ф׳, κ��Ⱥ, ����.�����������ζԽ�����֯����Ӱ����о�[J].���Ͽ�ѧ�빤��, 2016, 24 (3) :85.)
[15] Yang Y S, Lee S H.A study on the mechanical stress relieving in a butt-welded-pipe[J].International Journal of Pressure Vessel and Piping, 1997, 73:175.

