J. Cent. South Univ. (2016) 23: 2777-2783
DOI: 10.1007/s11771-016-3340-5

Comparison of up ladder type and terraced type normalizing heat treatments of heavy cylinder
SUN Jian-liang(孙建亮), PENG Yan(彭艳), QIU Chou-wu(邱丑武), ZHANG Yong-zhen(张永振)
National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,Yanshan University, Qinhuangdao 066004, China
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: Because of the mixed grain and coarse grain structure, the long heat treatment cycle and large energy conservation in the heavy cylinder heat treatment process, the up ladder type and terraced type normalizing heat treatment of heavy cylinder after rolling were put forward. The microstructure and mechanical properties of 2.25Cr1Mo0.25V steel after the up ladder type normalizing, terraced type normalizing and isothermal type normalizing were studied. Experimental results show that: 1) For the grain refinement, the twice terraced type normalizing is better than the up ladder type and isothermal type normalizing, and the average grain size is 18 μm; 2) The yield strength, tensile strength and -30 °C charpy impact energy after twice terraced type normalizing are 681 MPa, 768 MPa and 181 J, respectively, and the mechanical properties are better than those of the up ladder type and isothermal type normalizing; 3) Compared with the isothermal type normalizing, the holding time of terraced type normalizing can be shortened by 30%, which greatly reduces the energy consumption.
Key words: heavy cylinder; terraced type normalizing; up ladder type normalizing; mechanical properties
1 Introduction
Heavy cylinder is a key component of hydrogenation reactor. Due to its long-term work in high temperature, high pressure and corrosive medium, the requirements of comprehensive mechanical performance are very high. The commonly used processing method of the heavy cylinder is free forging, but the current most advanced processing technology is rolling. Its production process is composed of blanking, hammer forging, reaming, rolling and machining. Because the thickness of the heavy cylinder is very large, the reduction ratio is very small, especially the reduction ratio of the center part is less than 30%. If the thermoplastic deformation does not reach the critical deformation of dynamic recrystallization, the mixed grain and coarse grain will easily appear, which reduces the service life of the material [1-3]. For large forgings, the comprehensive mechanical properties cannot be improved only by rolling or forging process, so the heat treatment process after deformation is necessary [4-6]. At present, the reasons of coarse grain of heavy cylinder in the heat treatment process are not clear, which leads to a great blindness and energy dissipation in heat treatment after forging [7-8]. ZHOU et al [9] pointed out that the austenitic recrystallization of 2.25Cr1Mo0.25V steel can be prompted by increasing the heating rate, so that the grain size can be refined. HU et al [10] pointed out that it is beneficial for grain refinement by improving the normalizing cooling rate. But for the heavy cylinder, the temperature of the cross section changes slowly in the heat treatment, so the cooling rate or heating rate of the center part cannot be improved obviously by changing the way of cooling and heating. The tempering technology of large forging can refine the grains and improve the comprehensive mechanical properties [11-13]. YOU et al [14] pointed out that the grain can be refined by multiple heat treatments, but the energy consumption was large. JING et al [15] pointed out that the pretreatment can destroy the group inherit of high hardenability steel and can refine austenitic grains. SONG et al [16] verified that the fine grain size can be obtained by pretreatment technology plus twice normalizing processes, but the heat treatment process was relatively complex and unsuitable for the heavy cylinder. These studies have certain effects on eliminating mixed grain and enhancing the comprehensive mechanical properties, but they have little significance on the energy conservation.
In order to solve the problems that the center part of heavy cylinder is exposed to mixed grain and coarse grain structure, long heat treatment cycle, large energy consumption, the up ladder type and terraced type normalizing heat treatment processes of heavy cylinder were put forward in this work. The experiments of terraced type normalizing, up ladder type normalizing and isotherm type normalizing were made, and then the microstructure and comprehensive mechanical properties of heavy cylinder were examined. This study is significant for enhancing the heat treatment efficiency of heavy cylinder, energy conservation and emissions reduction.
2 Experimental materials and methods
The material used in this study was 2.25Cr1Mo0.25V steel. Table 1 shows the chemical compositions in mass percentage. The critical temperatures of 2.25Cr1Mo0.25V steel are AC1=800 °C, AC3=890 °C, and the quenching temperature is 940 °C [17]. The traditional heat treatment process diagram of heavy cylinder is isotherm type normalizing. Figure 1 shows the isotherm type normalizing diagram.
Table 1 Chemical composition of 2.25Cr1Mo0.25V steel


Fig. 1 Isothermal type normalizing diagram
Figure 2 shows the up ladder type normalizing heat treatment process diagram. The dimensions of specimens were 60 mm×50 mm×15 mm. Specimens were first heated to 1200 °C in the rapid heating resistance furnace and held for 2 h. The first normalizing temperatures were set at 800 °C, 840 °C and 880 °C (three items) in the critical section, and held for 2, 5, 8 and 12 h (four items) for all the normalizing temperatures tested. The second normalizing temperature was set at 940 °C in the austenitic region, and held for 2, 5, 8 and 12 h. The heating rate of normalizing was 0.05 °C/s and the cooling rate of the second normalizing was 0.1 °C/s. Finally, tempering at 650 °C and held for 12 h, the cooling rate was 0.05 °C/s.

Fig. 2 Up ladder type normalizing diagram
Figure 3 shows the terraced type normalizing heat treatment process diagram. Specimens were first heated to 1200 °C in the rapid heating resistance furnace and held for 2 h. At the first step, the specimens were heated to 800 °C and 880 °C at the heating rate of 0.05 °C/s, and held for 2.5 and 4 h. At the second step, the specimens were further heated to 940 °C, and held for 2.5 and 4 h, and the cooling rate was 0.05 °C/s. Setting a two steps terraced type normalizing, its heating rate, normalizing temperature and holding time were the same with the first step. Finally, tempering at 650 °C and held for 12 h, the cooling rate was 0.05 °C/s.
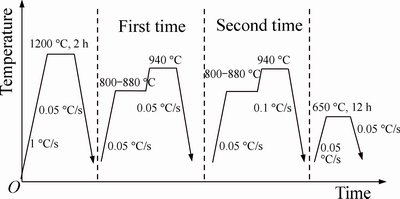
Fig. 3 Terraced type normalizing diagram
Two groups of metallographic specimens were cut out. One group was etched with saturated picric acid solution in the water of 60 °C for grain size observation by optical microscope, and another group was etched with 5% nital solution for microstructual observation by a S-3400 scanning electron microscope (SEM). The yield strength, tensile strength, elongation and reduction of area were measured in Inspekt 100 table electronic universal tensile test machine at room temperature. The impact specimens were immersed in the solution of dry ice and anhydrous alcohol as cold as -30 °C, held for 15 min, and the impact specimens were moved quickly from the solution to the impact testing machine.
3 Analysis and discussion
Figure 4 shows the microstructure of the center part of heavy cylinder in different heat treatment processes. Figures 4(a) and (b) show the microstructures after up ladder type normalizing at the temperatures of 800 °C and 880 °C and held for 2 h. One can see that when the temperature of up ladder type normalizing is 800 °C, the microstructures are mainly composed of ferrite and austenite, and the content of ferrite is more. Because of the dispersion distribution of the stable alloy carbides containing Cr, Mo and V in the ferritic matrix, the austenite nucleation rate can be reduced, and the microstructure heredity is serious. When the temperature of up ladder type normalizing is 880 °C, the grain is uniform, the average grain size is about 45 μm, and the mixed crystal is significantly reduced. One can see that with the increasing of the up ladder type normalizing temperature, the spheroidal austenite nucleates in austenite grains and at boundaries, and the coarse grain and mixed grain can be weakened, which is consistent with the conclusion in Ref. [10].
Figures 4(c)-(e) show the microstructures after up ladder normalizing temperature of 880 °C, held for 5 h, 8 h and 12 h, respectively. As can be seen, when the holding time is 5 h, the grain refinement of the specimens is the best, and the average grain size is 31 μm. When the holding time is 12 h, the grain size increases. Figure 4(i) shows the microstructure after isotherm type normalizing, held for 12 h. One can see that the average grain size is 23 μm. Comparing Fig. 4(e) and Fig. 4(i), one can see that the grain refinement effect of up ladder type normalizing is not very obvious. The reason is that when the heating temperature of isotherm type normalizing (940 °C) is held for a certain time on the austenite region, the carbide fully dissolves, the austenite nucleation rate and growth rate increase, and the merger capacity of spheroidal austenite strengthens. Therefore, the isotherm type normalizing is better for the grain refinement, but has little effect on the improvement of mixed crystal degree.
Figure 4(f) shows the microstructure after one step terraced type normalizing at the temperature of 880 °C+940 °C, held for 5 h. Figures 4(g) and (h) show the microstructures after twice terraced type normalizing at the temperature of 880 °C+940 °C, and held for 5 h and 8 h respectively. From Fig. 4(f) to Fig. 4(h), one can see that the grain size of specimen is 47 μm after one step terraced type normalizing; the grain size of specimen is 25 μm after twice terraced type normalizing held for 5 h; the average grain size is 18 μm after twice terraced type normalizing held for 8 h, and the grains are uniform. The results show that the twice terraced type normalizing (880 °C) held for 8 h is superior to the up ladder type normalizing held for 8 h and the isothermal type normalizing held for 12 h for the grain refinement.
Therefore, the twice terraced type normalizing combines with the advantages of up ladder type normalizing and isothermal type normalizing, and can reduce the mixed crystal degree and refine grains in a short period of time.
Figures 5(a) and (b) show the microstructure images by SEM of twice terraced type normalizing at 880 °C, held for 5 h and 8 h respectively, then tempering at 650 °C, held for 12 h. As can be seen in Fig. 5(a), after twice terraced type normalizing held for 5 h, the cementite has uniformly distributed in the ferrite grain interior and the spheroidization effect is good, while part of the cementite concentrates into layer microstructure. As can be seen in Fig. 5(b), when the holding time is 8 h, almost all of the cementite has uniformly distributed as dot or sphericity in the matrix, and some cementite has precipitated at the grain boundary, which takes effects on pinning and strengthening for the grain boundary. The spheroidization effect and homogenization effect of cementite in the interior of the grain are good, which can improve the comprehensive mechanical properties significantly.
Figures 5(c) and (d) show the SEM scanned images of up ladder type normalizing at 880 °C, held for 5 h and 8 h, respectively, then tempering at 650 °C, held for 12 h. As can be seen in Fig. 5(c), when the holding time is 5 h, the precipitation of cementite in the interior of grain increases, the lamellar cementite disappears, and large quantity of spherical cementite begins to generate. As can be seen in Fig. 5(d), when the holding time is 8 h, the precipitation of cementite in the interior of grain continues to increase, the spheroidization effect is good, the cementite diffusely distributes in the interior of grain, and a small amount of cementite precipitates at the grain boundary.
Figure 5(e) shows the scanned image of isotherm type normalizing at 940 °C held for 12 h, then tempering at 650 °C held for 12 h. As can be seen in Fig. 5(e), the segregation of carbide is more serious after isotherm type normalizing heat treatment. Although cementite is spherical, it is still inhomogeneously dispersed in the interior of grain, which affects the uniformity of the microstructure and the mechanical properties.
Figure 6 shows the comparison chart of mechanical properties after the twice terraced type normalizing, up ladder type normalizing and isotherm type normalizing. As shown in Fig. 6, the tensile mechanical properties and -30 °C charpy impact energy can meet the requirements of Rm=585-760 MPa, Rp0.2≥415 MPa, A≥18%, Ψ≥54% and AKU≥54 J after the up ladder type and terraced type normalizing held for 5 h and 8 h. The yield strength and tensile strength after terraced type normalizing held for 5 h or 8 h are bigger than those of traditional isotherm type austenite region normalizing held for 12 h and up ladder type normalizing, but the elongation and reduction of area are lower than those of the isothermal type normalizing held for 12 h. The -30 °C charpy impact energy increases with the normalizing holding time increases. The impact energy of terraced type normalizing held for 8 h is equal to isothermal type normalizing held for 12 h, and all of which are better than those of up ladder type normalizing. Comprehensive analysis shows that the comprehensive mechanical properties after terraced type normalizing held for 8 h are better than those of up ladder type normalizing and isothermal type normalizing. The terraced type normalizing process can be applied to the heat treatment of heavy cylinder after rolling, which can greatly shorten the heat treatment cycle and reduce the energy consumption.

Fig. 4 Microstructures after different heat treatment processes:

Fig. 5 Scanned images after different normalizing processes and then tempering at 650 °C held for 12 h:
Figure 7 shows the impact fracture morphology of heavy cylinder material at the temperature of -30 °C after different normalizing heat treatments. As shown in Figs. 7(a), (c) and (e), the impact fracture morphologies after three different normalizing heat treatments include both brittle fracture and ductile fracture. The fracture of up ladder type normalizing is relatively flat, which is quasi-cleavage fracture [18-20]. Little plastic ridge presents in the fracture of terraced type normalizing and isothermal type normalizing, and the toughness of the material improves, so the impact absorbing energy increases accordingly. As shown in Figs. 7 (b), (d) and (f), increasing the scan magnification to 2000 times, the low temperature impact fracture of up ladder type normalizing has typical river pattern, and the corresponding low temperature impact absorption energy is low. In the impact fracture of terraced type normalizing and isothermal type normalizing, the microvoid fracture emerges on the basis of cleavage fracture and the obvious plastic deformation tearing ridge appears in the zone of microvoid fracture. So, the toughness of the material improves to a certain extent. Comprehensive analysis shows that the twice terraced normalizing technology can reduce the mixed crystal degree and fine grains. So, the low temperature toughness and the low temperature impact absorption energy are larger.
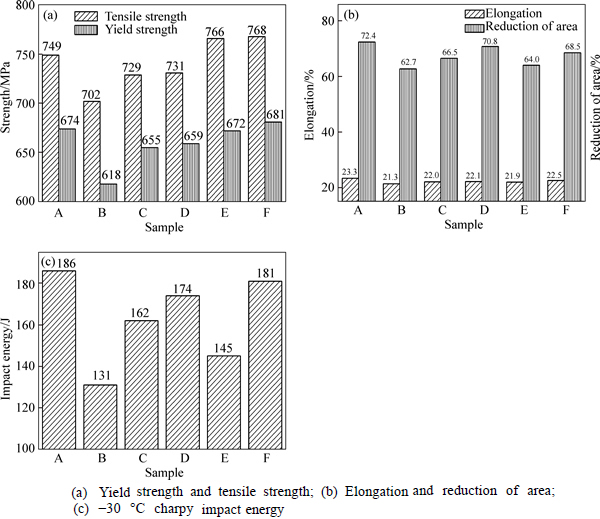
Fig. 6 Comparison chart of tensile properties and -30 °C charpy impact energy after different ways of normalizing: (A―Isotherm type normalizing held for 12 h; B―Up ladder type normalizing held for 5 h; C―Up ladder type normalizing held for 8 h; D―Up ladder type normalizing held for 12 h; E―Twice terraced type normalizing held for 5 h; F―Twice terraced type normalizing held for 8 h)

Fig. 7 Fracture morphology after different normalizing methods:
4 Conclusions
1) The average grain size is 18 μm after the heat treatment process of twice terraced type normalizing held for 8 h. However, the average grain sizes after the heat treatment process of up ladder type normalizing held for 8 h and isothermal type normalizing held for 12 h are 31 μm and 23 μm, respectively. The grain refinement effect of twice terraced type is better than that of the up ladder type normalizing and isothermal type normalizing.
2) The yield strength, tensile strength and -30 °C charpy impact energy of the heavy cylinder material after the twice terraced type normalizing heat treatment process are 681 MPa, 768 MPa and 181 J, respectively, which meet the requirement of the heavy cylinder, and the comprehensive mechanical properties are better than the up ladder type normalizing and isothermal type normalizing.
3) Compared with the isothermal type normalizing, the holding time of twice terraced type normalizing can be shortened by 30%, which greatly reduces the energy consumption.
References
[1] PEI X H, ZHOU L P, LIU X W. Analysis of edge microstructure characteristics and stamping formability of low carbon pickled steel sheets [J]. Baosteel Technical Research, 2014, 8(2): 36-40.
[2] GUAN Y P, WANG Z H, WU B, WANG W X, FU W T. Mechanism and inhibition of grain coarsening of Al-Mg-Si alloy in hot forming [J]. Journal of Harbin Institute of Technology (New Series), 2013, 20(3): 67-74.
[3] LI Q, LIU Z D, TANG G B, TIAN Z I, SICILIAN O F. Mathematical model of microstructure evolution of X60 line pipe steel during CSP hot rolling [J]. Journal of Iron Steel Research (International), 2010, 17(1): 70-78.
[4] YUAN Guo, WANG Guo-dong, WANG Ri-qing, WANG Li-jun, WANG Zhao-dong. Development and application of steel plate heat treatment technology and facilities [J]. Journal of Iron and Steel Research, 2009, 21(5): 1-7. (in Chinese)
[5] AKIO F, KAZUO O. JEF steel’s advanced manufacturing technologies for high performances steel plates [J]. JEF Technical Report, 2005, 10(5): 10-15.
[6] LIU Y R, YE D, YONG Q L. Effect of heat treatment on microstructure and property of Cr13 super martensitic stainless steel [J]. Journal of Iron and Steel Research, 2011, 18(11): 60-66.
[7] PAN Jian-sheng, GU Jian-feng, WANG Jing. Discussion of heat treatment development strategy in China [J]. Heat Treatment of Metals, 2013, 38(1): 4-14. (in Chinese)
[8] HE Xi-kou, BAI Tian, LIU Zheng-dong, LIN Zhao-jie. Effect of heating rate and cooling model on austenite grain size of 508-3 steel [J]. Hot Working Technology, 2013, 42(20): 204-205. (in Chinese)
[9] ZHOU Wei-hai, ZHANG Wen-hui, WANG Cun-yu, CHUI Zhan-quan. Effect of heat treatment process on the cryogenic toughness of steel 2.25Cr-1Mo-0.25V [J]. China Metallurgy, 2015, 15(9): 46-48. (in CHinese)
[10] HU Guang-qi, WANG Zhi-gang, HU Tian-jiang. Test study of domestic 2.25Cr-1Mo-0.3V steel heat treatment process [J]. Petro-Chemical Equipment, 2012, 41(2): 23-26. (in Chinese)
[11] WANG Yue-xiang, ZHOU Ping, MA Heng, LI Yong-qiang. Influence of heat treatment process on microstructure and properties of the low-temperature pressure vessel steel [J]. Transactions of Materials and Heat Treatment, 2012, 33(Supplement): 77-80.
[12] O’BRIEN J M, HOSFORD W F. Spheroidization cycles for medium carbon steels [J]. Metall Mater Trans A, 2002, 33A(4): 1255-1261.
[13] YANG Hong-bo, WANG Kuai-she, WANG Qing-juan, ZHU Fu-xian. Spheroidizing growth mechanism of C cementite in GCr15 bearing steel [J]. Transactions of Materials and Heat Treatment, 2012, 33(8): 79-83.
[14] YOU Y, YAN M F, ZHANG C S. Phase field simulation for grains evolution of 17-4PH steel during cyclic heat treatment [J]. Acta Metallurgica Sinica, 2013, 26(2): 183-187.
[15] JING Qin, MOU Jun, KANG Da-tao, ZHU Ya-gang, LI Fan-ying. Structure heredity of high harden ability steels and its elimination [J]. Iron and Steel, 1998, 33(7): 41-43. (in Chinese)
[16] SONG Chuan-bao, JIN Jia-yu, LIU Zhi-ying, GUO Pei-liang. Research of heat treatment process of grain refinement and homogenization on steam turbine low pressure rotor [J]. Heavy Casting and Forging, 1998(4): 34-37. (in Chinese)
[17] GUO Jian. Microstructure and mechanical properties of 2.25Cr-1Mo- 0.25V steel [D]. Qinhuangdao: Yanshan University, 2004. (in Chinese)
[18] YI Hai-hong, SUN Ming-xue, XU Yang, LIU Zhen-yu. Effect of rolling process on low temperature impact energy for a Q690 construction machinery steel [J]. Transactions of Materials and Heat Treatment, 2013, 34(10): 34-37. (in Chinese)
[19] ZHONG Quan-peng, ZHAO Zhi-hua. Fractography [M]. Beijing: Higher Education Press, 2006. (in Chinese)
[20] WANG Y F, MA S G, CHEN X H, SHI J Y, ZHANG Y, QIAO J W. Optimizing mechanical properties of AlCoCrFeNiTix high-entropy alloys by tailoring micristructures [J]. Acta Metall Sin, 2013, 26(3): 277-284.
(Edited by YANG Hua)
Foundation item: Project(51305388) supported by the National Natural Science Foundation of China; Project(BJ2014055) supported by the Youth Talent Projects of Colleges in Hebei Province, China; Project(2016M590211) supported by China Postdoctoral Science Foundation
Received date: 2015-10-14; Accepted date: 2016-03-08
Corresponding author: SUN Jian-liang, PhD, Associate Professor; E-mail: sunjianliang@ysu.edu.cn

