网络首发时间: 2018-06-15 08:36
稀有金属 2018,42(11),1149-1155 DOI:10.13373/j.cnki.cjrm.xy17080022
超低温处理对超细晶硬质合金组织结构的影响
张贺佳 续永刚 马红英 李正团 王文广
石家庄职业技术学院机电工程系
承德承钢钒钛冷轧薄板有限公司
北京科技大学材料科学与工程学院
辽宁石油化工大学机械工程学院
摘 要:
利用Thermo-Calc热力学软件与同步热分析仪 (DSC) 、X射线衍射仪 (XRD) 、透射电镜 (TEM) 等设备实际检测相结合的方法, 研究了超低温处理对WC-12Co超细晶硬质合金微观组织结构的影响及其深冷强化机制, 同时也探究了硬质合金中Co相的转变特点。研究结果表明:深冷处理可促进合金中γ-Co (fcc晶体结构) 转变为α-Co (hcp晶体结构) ;在SEM下观察, 未发现深冷处理前后合金的组织形貌有明显变化, 但是在TEM下观察, 可发现γ-Co (fcc晶体结构) 转变为α-Co后原γ-Co中的晶体缺陷被大量消除;深冷处理后合金的强化主要是由于γ-Co转为α-Co后原γ-Co中的晶体缺陷被大量消除和类似于相变诱发塑性 (TRIP) 、第二相强化的综合作用所致;合金中γ-Co不能完全转变为α-Co是由于WC晶界的钉扎作用所致。
关键词:
超细晶硬质合金 ;超低温处理 ;相变 ;晶体结构 ;
中图分类号: TG135.5
作者简介: 张贺佳 (1982-) , 男, 河北廊坊人, 博士, 工程师, 研究方向:先进金属材料的制备与组织、性能表征;E-mail:80362661@qq.com;; *王文广, 教授, 电话:, E-mail:wgwang@imr.ac.cn;
收稿日期: 2017-08-20
基金: 国家工信部科技重大专项课题项目 (2012ZX04003061) 资助;
Microstructure of Ultrafine-Grained Cemented Carbides with Deep Cryogenic Treatment
Zhang Hejia Xu Yonggang Ma Hongying Li Zhengtuan Wang Wenguang
Department of Machine Engineering, Shijiazhuang Vocational Technology Institute
Chengde Chengsteel Cold Rolled Sheet Group Co., Ltd.
School of Materials Science and Engineering, University of Science and Technology Beijing
School of Mechanical Engineering, Liaoning Shihua University
Abstract:
The effect of deep cryogenic treatment ( DCT) on microstructure of WC-12 Co ultrafine grained cemented carbide and its DCT strengthening mechanism were studied using thermodynamic software Thermo-Calc, thermal analyzer, X-ray diffractometric ( XRD) , transmission electron microscopes ( TEM) and other apparatuses. At the same time, the change characteristics of Co phase in cemented carbide were also investigated. The results showed that DCT could promote the γ-Co ( FCC crystal structure) translate into α-Co ( HCP structure) in alloy; there was no significant change in morphology after DCT when observed by scanning electron microscope ( SEM) , but when observed by TEM, it could be found that a large number of crystal defects in γ-Co could be eliminated after γ-Co translated into α-Co; the strengthening of alloy after DCT were mainly due to that a large number of crystal defects in γ-Co could be eliminated after γ-Co translated into α-Co and the combined effects of similar to transformation induced plasticity effect and second phase strengthening; γ-Co in alloy could not completely turn into α-Co, which resulted from pinning of WC grain boundary.
Keyword:
ultrafine-grained cemented carbides; deep cryogenic treatment; phase transition; crystal structure;
Received: 2017-08-20
WC-Co硬质合金是由脆而硬的WC晶粒和韧塑性较好的粘结相Co经高温烧结而成的一种金属陶瓷材料
[1 ,2 ]
, 由于其具有高硬度、耐高温和耐磨损等一系列优良特性, 因此主要用于刀具材料
[3 ]
。相较于普通硬质合金, 超细晶硬质合金则具有更优良的性能。然而, 脆断和磨损仍然是硬质合金刀具的主要失效形式, 如何进一步提高硬质合金的韧性和耐磨损性能已成为备受关注的问题。有研究
[4 ,5 ,6 ,7 ,8 ]
表明采用超低温处理可显著提高硬质合金这两方面性能。超低温处理亦称深冷处理, 是将材料冷却至-183℃以下长时间保温以达到提高材料力学性能的一种方法。由于将材料直接置于液氮中会产生较大的热冲击作用
[9 ]
, 所以深冷处理一般采用缓慢降温的处理方式。超低温处理已成功应用于工具钢、模具钢和轴承钢等合金材料
[10 ,11 ,12 ]
, 如D2钢经深冷处理后使用寿命可提高10倍左右
[13 ,14 ]
。然而, 从为数不多的文献资料看
[15 ,16 ,17 ,18 ]
, 深冷对于硬质合金的强化机制还不十分明确。文献
[
19 ]
指出, WC-Co硬质合金在烧结后的冷却过程中由于WC晶粒的钉扎作用, γ-Co (面心立方-fcc晶体结构) 不能完全转变为α-Co (密排六方-hcp晶体结构) , 深冷处理可促进相变从而起到强化作用, 但此理论尚缺乏有利证据, 对相变强化机制也未给出合理的解释。此外, 在对硬质合金中Co相的晶体结构进行X射线衍射 (XRD) 物相分析时, 由Co的含量较少且Co相所衍射的X射线受WC颗粒遮挡等原因, Co相的衍射峰很难被观察到。这也限制了对硬质合金深冷处理强化机制的验证。然而, 深冷处理对超细晶硬质合金的影响则更是鲜有报道。因此, 有必要对深冷处理对超细晶硬质合金相变的影响及其强化机制做进一步深入的研究。
本文采用热力学相图软件Thermo-Calc计算和实验检测相结合的方法, 研究了深冷处理对WC-12Co超细晶硬质合金微观组织形貌和晶体结构转变的影响, 且通过选择性电解腐蚀技术, 消除了WC晶粒对Co相XRD物相分析的影响, 进一步揭示了硬质合金的相变特点及深冷处理对硬质合金的强化机制。
1 实验
实验材料为WC-12Co超细晶硬质合金、WC-80Co硬质合金和纯Co金属。将1400℃烧结后炉冷至室温WC-12Co分为1和2两组, 将组1以20℃・min-1 冷却至-196℃保温72 h后取出置于空气中回温, 组2不进行深冷处理。两组试样的尺寸均为4.5 mm×4.5 mm×40 mm棒材。利用ZEISS ULTRA-55 F20型场发射扫描电镜 (SEM) 和Tecnai G2 F20场发射透射电镜 (TEM) 观察材料深冷前后微观组织形貌。为了与理论温度值的物相组成相对比, 利用Thermo-Calc热力学软件计算了WC-12Co在热力学平衡状态下各温度的物相组成。利用Formastor-FII全自动相变仪确定金属Co的相变温度, 同时利用SETARAM同步热分析仪对比观察金属Co在该温度相变时的热流曲线特征, 然后利用热分析仪对比观测金属Co和WC-12Co中的Co相变热流曲线特征, 从而确定WC-12Co中的Co降温过程中是否完全相变。相变仪所用试样尺寸为Φ3 mm×10 mm的圆柱体, 热分析仪所用试样尺寸为Φ3 mm×1 mm的原片。利用Bruker D8 Discover X射线衍射仪 (XRD) 检测WC-12Co, WC-80Co和金属Co物相的转变, 所用靶材为Co靶。在WC-12Co的XRD物相分析过程中, 利用Electromet 4电解抛光腐蚀机, 腐蚀掉部分WC晶粒, 以便减弱WC对Co相X射线衍射的遮挡作用。
2 结果与讨论
2.1 深冷处理对微观组织形貌的影响
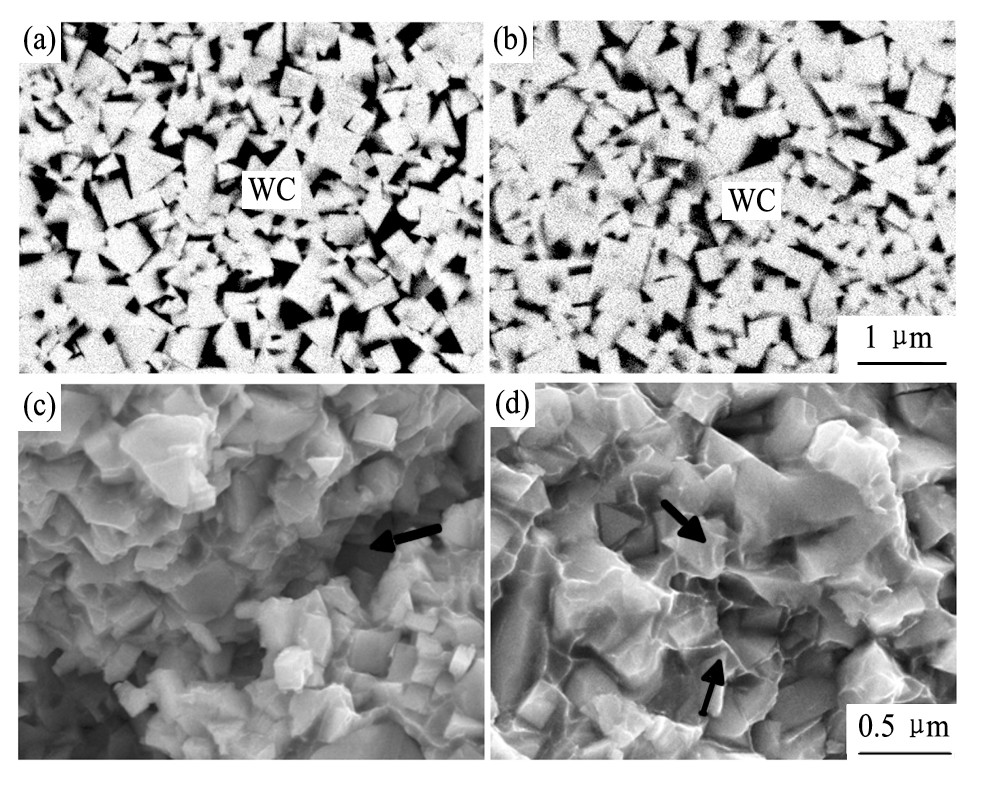
WC-12Co合金经深冷处理前后的组织形貌和断口形貌如图1所示。图1 (a, c) 分别为深冷前的组织形貌和断口形貌, 图1 (b, d) 分别为深冷后的组织形貌和断口形貌。可以看出, 深冷处理前后组织形貌无明显变化, 且未观察到文献
[
20 ]
所述η相增多和WC晶粒 (白色棱角状) 尺寸改变的现象。由图1 (c, d) 的对比观察可见, 经深冷处理后的断口处粘结相Co发生较大塑性变形, 且呈塑性撕裂后的韧带状, 如图1 (d) 中箭头所示;未经深冷处理的断口表面有明显脆断裂纹出现, 如图1 (c) 中箭头所示。深冷前后合金的断裂均以沿晶断裂为主, 但微观形貌的塑性特征不同。由此, 也从微观形貌证实了, 深冷处理可提高超细晶硬质合金的韧塑性, 与文献
[
21 ]
所所述实验现象一致。
图1 WC-12Co合金深冷前后SEM形貌Fig.1 SEM images of WC-12Co before (a, b) and after (c, d) DCT
2.2 WC-12Co的热力学相图计算
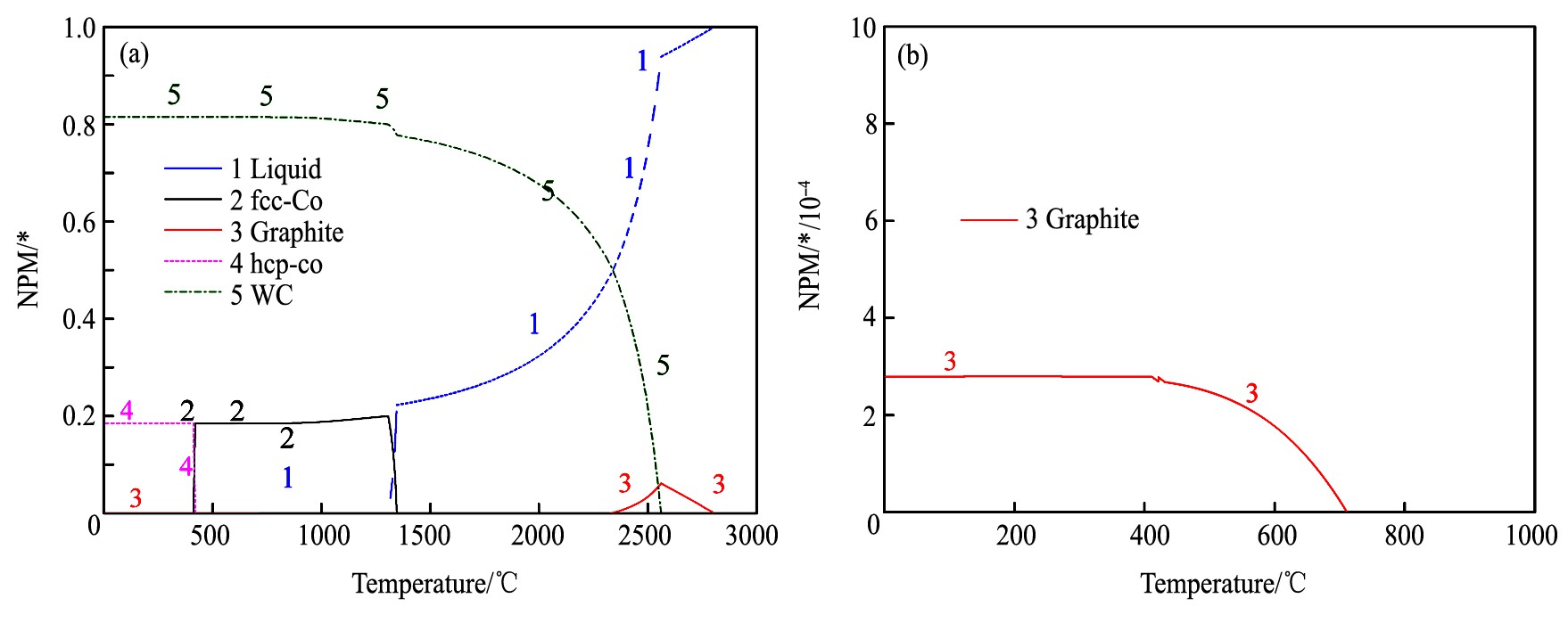
利用热力学软件Thermo-Calc计算得到的WC-12Co热力学平衡相图如图2所示。可以看出, WC和Co不化合成新相。粘结相Co在升降温过程中发生两次相变, 一次约在400℃, 是α-Co和γ-Co之间的相互转变, 如图2 (a) 中线4和线2所示;另一次约在1300℃, 是γ-Co和液相之间的相互转变, 如图2 (a) 中线2和线1所示。此相图表明, 根据相变热力学原理, α-Co和γ-Co的转变应在某一温度点完全相变, 而不是一较大的温度区间。但是, 实际相变的能否发生不仅与两相间是否存在吉布斯自由能差有关, 而且也与相变驱动力和相变阻力有关。如果相变受到阻碍作用且相变驱动力较小不能克服相变阻力时, 则相变不能进行。由此相图可推断, 硬质合金中Co的不完全相变是受到某种阻碍作用所致。此阻碍作用, 既为WC晶界的钉扎作用。因此, 理论上进一步降低温度, 增大相变驱动力可进一步促进γ-Co→α-Co的转变。由于计算过程中各元素原子量和各元素所占比重取近似值, 没有精确到完全的理论值, 所以会有其他微量杂相生成, 如图2 (a, b) 中线3所示, 约在700℃有微量石墨相的转变。图2 (b) 是对图2 (a) 中低温段线3的局部放大显示。
2.3 金属Co和WC-12Co的升降温相变特点
图3是对金属Co和WC-12Co相变时的膨胀曲线和差示扫描量热法 (DSC) 热流曲线的实际测试。利用相变仪所测金属Co相变时的温度-膨胀曲线如图3 (a) 所示;利用热分析仪所测WC-12Co和金属Co相变时的DSC热流曲线如图3 (b) 所示。由图3 (a) 可以看出, 相变仪所测金属Co在升降温过程中的相变温度点是相同的, 均约在400℃, 且在此温度前后均再无相变发生。由此表明, 金属Co的相变在此温度是全部完成。由于WC-12Co的焊接性极差, 无法与相变仪热电偶丝焊接, 所以采用同步热分析仪测定WC-12Co的热流曲线以确定其相变温度。同时, 为了和金属Co的完全相变特点相对比, 同时也测定了金属Co的DSC热流曲线以作为参照, 所测如图3 (b) 所示。可以看出, 金属Co降温时的放热峰约在400℃, 其相变时的放热特点是在此温度有尖锐的放热峰, 与相变仪所测相变温度有较好的吻合。WC-12Co升温时约在700~900℃出现相变吸热, 表明此温度区间有Co的相变发生。在降温过程中, 相变放热约在800℃开始, 且放热一直持续到室温也未完全结束, 表明此时还有残余γ-Co相存在。因此, 理论上继续降温可进一步促进γ-Co→α-Co的相变, 所以深冷处理对于促进Co相的相变有其合理性和可行性。WC-12Co在制备过程中W与C的原子比例会有误差不可能严格符合理论值, 所以会有极微量石墨的生成。虽然石墨也在700℃发生相变, 但由于其含量很小, 一般不会对DSC曲线有特别明显影响。此实验结果也与Thermo-Calc计算结果有较好的对应。
图2 WC-12Co相图的热力学计算Fig.2 Thermodynamic calculation of WC-12Co phase diagram
(a) Whole phase diagram; (b) Magnification of line 3
图3 WC-12Co及金属Co的相变图Fig.3 Phase transition image of WC-12Co and metal Co
(a) Dilatometric curves of metal Co phase transition; (b) Heat flow curves of WC-12Co and Co
2.4 物相的XRD观察
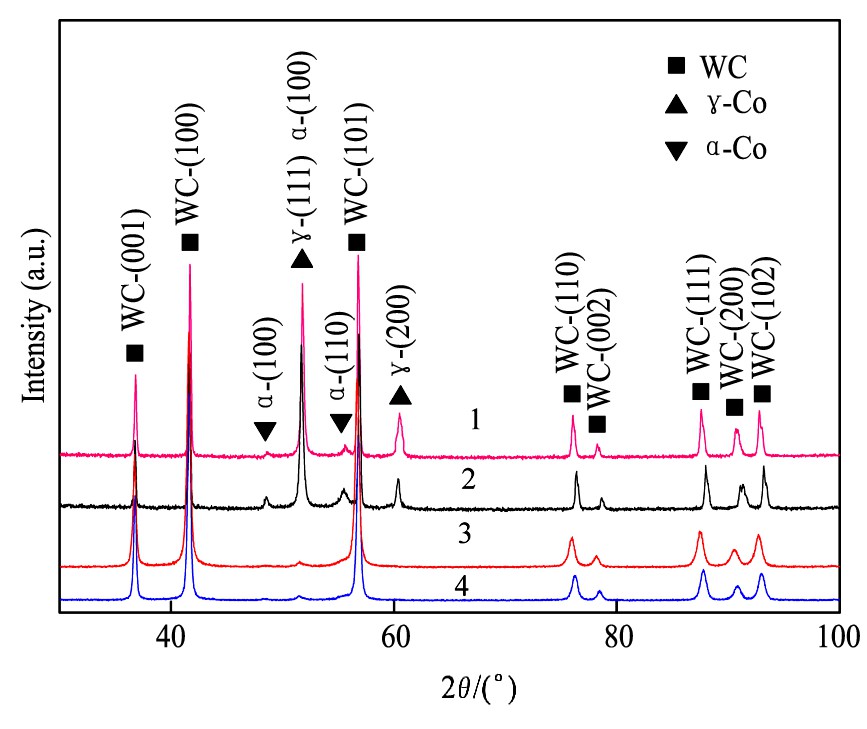
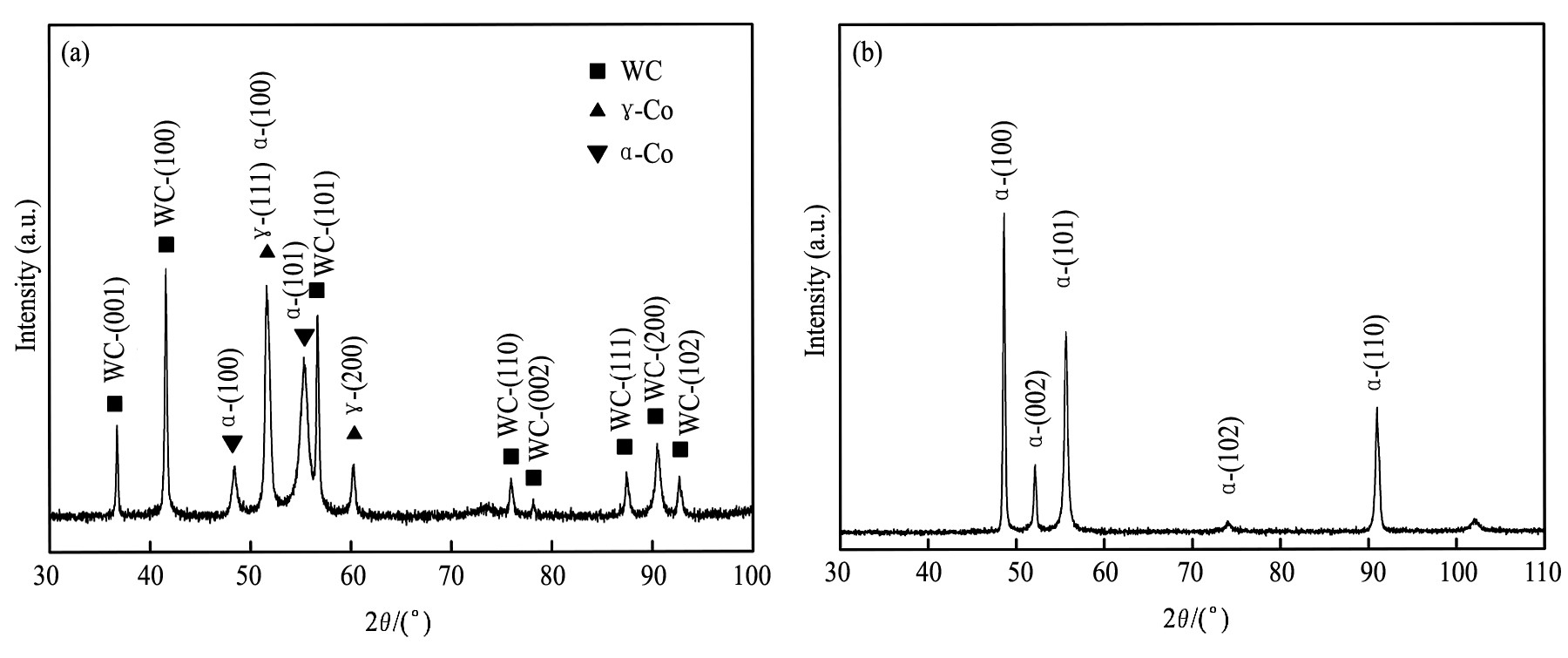
为了验证在冷却过程中WC-12Co中Co相的转变和深冷处理可以促进γ-Co→α-Co的转变, 对WC-12Co进行了XRD物相分析, 其衍射图谱如图4所示。图4中线3和线4为未电解腐蚀WC状态时, 深冷前后的XRD图谱。可见, 深冷前后未观察到物相变化。由于WC晶粒对X射线的遮挡作用, Co相只有一微小的γ-Co衍射峰, 而α-Co衍射峰则不能被显示, 所以难于比较深冷前后两种Co相含量的变化。图4中线1和线2为电解腐蚀WC后, 深冷前后的XRD图谱。可以看出, 经电解腐蚀后, 深冷前后均显示出明显的Co相衍射峰。深冷处理后, WC-12Co中α-Co衍射峰的相对强度明显增大, 表明α-Co含量增多, 而WC的晶体结构未见变化。物相分析中, 未观察到石墨相或其他杂相, 其原因可能是:一, 其含量极微少, 且在降温析出过程中会以膜状附着于WC晶粒界面上;二, 制样过程是先表面磨制后再经抛光, 所以只有与试样表面相截的WC晶界处的石墨相才能被观测, 而被观测面积又过于微小。
图4 WC-12Co深冷前后XRD图谱Fig.4 XRD patterns of WC-12Co before and after DCT
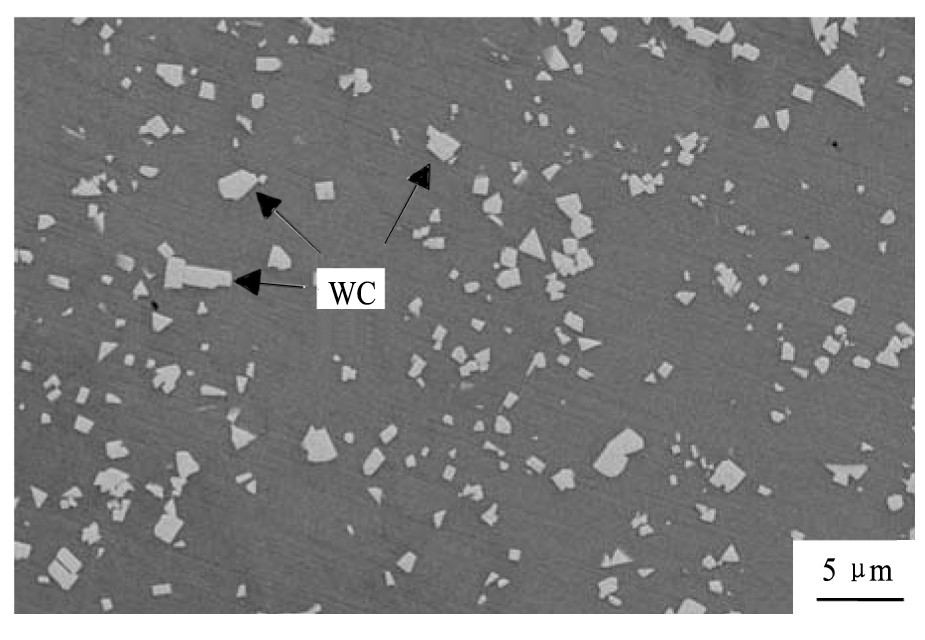
为了进一步验证硬质合金中残存的γ-Co不能完全转变为α-Co是由于WC晶界钉扎作用所致, 本文也对WC晶粒较少的WC-80Co和金属Co进行了XRD分析。如果确实是由于钉扎作用所致, 则硬质合金中α-Co的相对含量应该随WC数量的减少而增多。图5为WC-80Co的SEM图像, 图5中白色颗粒为WC晶粒, 如箭头所示。可以看出, WC晶粒零散的散落在Co基体中, 且彼此基本不相接触, WC-80Co硬质合金中WC晶粒与粘结Co只有界面接触, 因此不存在附加的压拉应力作用。
图5 WC-80Co SEM形貌Fig.5 SEM image of WC-80Co
WC-80Co的XRD图谱如图6 (a) 所示, 可见基体中α-Co的相对含量显著增多, 但仍然有大量γ-Co存在。图6 (b) 为金属Co的XRD图谱, 可见纯钴在室温时物相全部为α-Co。由此表明, 粘结相Co由γ-Co→α-Co不能转变完全, 确实与WC晶界钉扎作用有关。虽然γ-Co与α-Co在2θ=52°附近有γ- (111) 和α- (100) 重叠峰, 但是γ-Co在2θ=61°附近有明显的γ- (200) 衍射峰, 而金属Co和α-Co则无此衍射峰。此外也验证了图3中金属Co由高温到室温的相变是完全相变。
金属Co的比重为8.9 g・cm-3 , WC比重为15.63 g・cm-3 , 因此WC-12Co中Co的体积约占到硬质合金总体积的20%。如此大的体积比例, 对硬质合金的力学性能会有较大影响。α-Co强度高
[19 ]
, 虽然深冷后α-Co的总含量仍然不高, 但其在粘结相Co基体中可起到第二相强化作用, 从而提高硬质合金的抗弯强度。
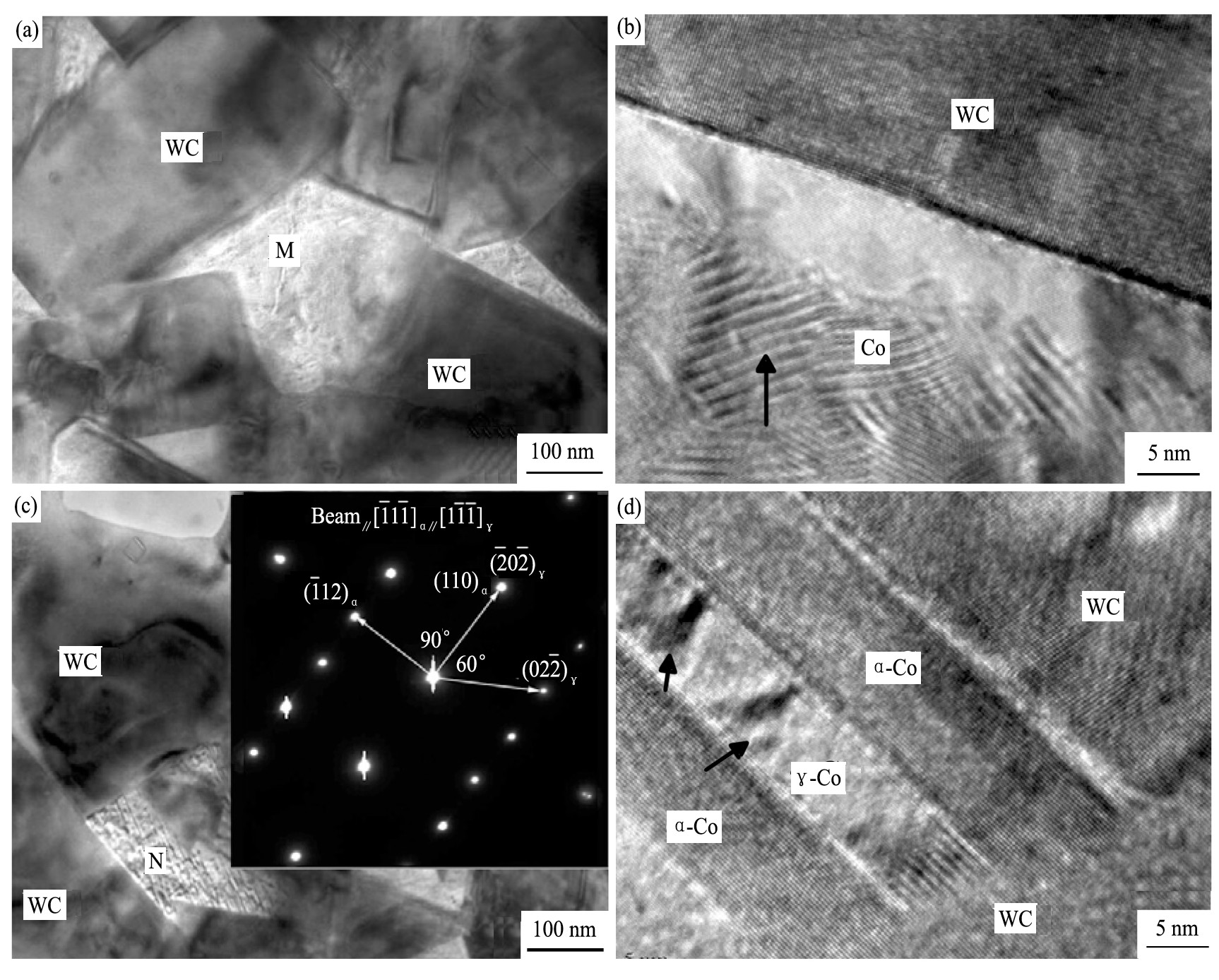
2.5 WC-12Co深冷前后的TEM观察
WC-12Co深冷前后的TEM微观结构形貌分别如图7所示。图7 (a) 中M点所在白色区域为粘结相Co, 黑色几何状物质为WC晶粒, 图7 (b) 为局部HRTEM图像。可以看出, 深冷前后WC晶粒的形貌和大小基本无变化, 而粘结相Co则有较明显变化。深冷前, 粘结相Co基体中含有大量位错, 如图7 (b) 中箭头所示。但位错的分布, 主要在距WC与Co的界面一定距离处, 而紧邻WC晶界处位错较少或几乎无位错。其原因是, WC晶界处的Co难于流动, 而远离WC晶界处的Co则受钉扎作用较小, 可以发生较大塑性变形。根据晶体的塑性变形机制, 晶体的塑性变形主要与位错的产生和运动有关。Co的热膨胀系数远大于WC, 硬质合金在烧结后的冷却过程中Co相发生较大体积收缩, 尤其是在γ-Co→α-Co的相变过程中Co相体积进一步收缩变形, 而WC在降温过程中体积变化不大, 且无因相变导致的体积变化。同时, WC与Co的相界面润湿性较好, 使得WC与Co相粘结的相当牢固
[21 ]
。因此, Co相收缩发生塑性流动时WC也会随之运动。当WC晶粒之间相互接触, 进一步运动受到限制时, 便成为硬质合金中“骨架”, 从而也限制了靠近WC晶界处Co相的塑性流动。由此也表明不仅成分可以影响相变的热滞
[22 ]
, 附加的晶界钉扎阻力也对相变热滞有影响。
经深冷处理后粘结相Co中出现较多板条束, 如图7 (c, d) 所示。图7 (c) 中N点为粘结相Co, 周围几何状物质为WC晶粒。通过对N点位置的电子衍射分析表明, Co相板条束由γ-Co和α-Co组成, 保持且
图6 WC-80Co和金属Co的XRD图谱Fig.6 XRD patterns of WC-80Co (a) and metal Co (b)
图7 WC-12Co深冷前后的TEM图像Fig.7 TEM observation of WC-12Co
(a) Before DCT; (b) Magnification of position M; (c) After DCT; (d) Magnification of position N
3 结论
硬质合金烧结后在从高温到室温的冷却过程中, 基体中γ-Co→α-Co的相变不能完全转变是由于WC晶界的钉扎作用所致, 且α-Co在总Co中所占的比例随WC晶粒的减少而增加, 当基体为金属Co时, 则基体全部为α-Co。深冷处理可以促进WC-12Co超细晶硬质合金中γ-Co→α-Co的转变, 提高粘结相Co的塑性和韧性, 但未改变WC晶体结构和形貌。硬质合金中α-Co含量在其理论相变温度以下, 随温度的降低而逐渐增多, 当γ-Co转变为α-Co后, 原γ-Co相中的微观缺陷被修复, 且相变是以马氏体切变方式进行的。
参考文献
[1] Bao R, Yi J H, Peng Y D, Zhang H Z, Li A K. Decarburization and improvement of ultra fine straight WC-8Co sintered via microwave sintering[J]. Transactions of Nonferrous Metals Society of China, 2012, 22 (4) :853.
[2] Bao R, Yi J H, Peng Y D, Zhang H Z. Effects of mi-crowave sintering temperature and soaking time on microstructure of WC-8Co[J]. Transactions of Nonferrous Metals Society of China, 2013, 23 (2) :372.
[3] Lei C P, Ma Y Z, Liu W S, Liu Y. Preparation and properties of WC-10%Co cemented carbides with flatter shape of WC grains[J]. Shape of WC Grains Chinese Journal of Rare Metals, 2017, 41 (4) :337. (雷纯鹏, 马运柱, 刘文胜, 刘阳.新型含片状晶WC-10%Co硬质合金的制备及其性能研究[J].稀有金属, 2017, 41 (4) :337.)
[4] Yong A Y L, Seah K H W, Rahman M. Performance of cryogenically treated tungsten carbide tools in milling operations[J]. International Journal of Advanced Manufacturing Technology, 2007, 32 (7-8) :638.
[5] Gisip J, Gazo R, Stewart H A. Effects of cryogenic treatment and refrigerated air on tool wear when machining medium density fiberboard[J]. Journal of Materials Processing Technology, 2009, 209 (11) :5117.
[6] Yong A Y L, Seah K H W, Rahman M. Performance evaluation of cryogenically treated tungsten carbide tools in turning[J]. International Journal of Machine Tools&Manufacture, 2006, 46 (15) :2051.
[7] Gill S S, Singh R, Singh H, Singh J. Wear behavior of cryogenically treated tungsten carbide inserts under dry and wet turning conditions[J]. International Journal of Machine Tools&Manufacture, 2009, 49 (3-4) :256.
[8] Wei J W, Tang L L, Li S H, Wu X C. FEM simulation and experimental verification of temperature field and phase transformation in deep cryogenic treatment[J].Transactions of Nonferrous Metals Society of China, 2012, 22 (10) :2421.
[9] Jiang Y, Chen D. Effect of cryogenic treatment on WC-Co cemented carbides[J]. Materials Science&Engineering A, 2011, A 528 (3) :1735.
[10] Collins D N. Cryogenic treatment of three heat-treated tool steels[J]. Heat Treat. Met., Key Engineering Materials, 1993, 86:47.
[11] Kalsia N S, Sehgalb R, Sharma V S. Cryogenic treatment of tool materials:a review[J]. Materials&Manufacturing Processes, 2010, 25 (10) :1077.
[12] Stewart H A. Cryogenic treatment of tungsten carbide reduces tool wear when machining medium density fiberboard[J]. Forest Products Journal, 2004, 54 (2) :53.
[13] Frey R. Cryogenic treatment improves properties of drills and P/M parts[J]. Industrial Heating, 1983, 50 (9) :21.
[14] Reitz W, Pendray J. Cryoprocessing of materials:a review of current status[J]. Materials&Manufacturing Processes, 2001, 16 (6) :829.
[15] Gill S S, Singh H, Singh R, Singh J. Cryoprocessing of cutting tool materials―a review[J]. International Journal of Advanced Manufacturing Technology, 2010, 48 (1) :175.
[16] Reddy T V S, Sornakumar T, Reddy M V, Venkatram R, Senthilkumar A. Turning studies of deep cryogenic treated p-40 tungsten carbide cutting tool inserts-technical communication[J]. Machining Science&Technology, 2009, 13 (2) :269.
[17] Thakur D, Ramamoorthy B, Vijayaraghavan L. Influence of different post treatments on tungsten carbide-cobalt inserts[J]. Materials Letters, 2008, 62 (28) :4403.
[18] Amini K, Akhbarizadeh A. Investigating the effect of holding duration on the microstructure of 1. 2080 tool steel during the deep cryogenic heat treatment[J]. Vacuum, 2012, 86 (10) :1534.
[19] Reddy T V S, Sornakumar T, Reddy M V, Venkatram R. Machining performance of low temperature treated P-30 tungsten carbide cutting tool inserts[J]. Cryogenics, 2008, 48 (9-10) :458.
[20] Reddy T V S, Sornakumar T, Reddy M V, Venkatram R. Machinability of C45 steel with deep cryogenic treated tungsten carbide cutting tool inserts[J]. International Journal of Refractory Metals&Hard Materials, 2009, 27 (1) :181.
[21] Zhang H J, Chen L Q, Sun J, Wang W G, Wang Q Z.Influence of deep cryogenic treatment on microstructures and mechanical properties of an ultrafine-grained WC-12Co cemented carbide[J]. Acta Metallurgica Sinica (English Letters) , 2014, 27 (5) :894.
[22] Ma L, Wang X, Shang J X. Effect of Pd in Ni Ti on the martensitic transformation temperatures and hysteresis:a first-principles study[J]. Acta Physica Sinica, 2014, 63 (23) :128. (马蕾, 王旭, 尚家香. Pd掺杂对Ni Ti合金马氏体相变和热滞影响的第一性原理研究[J].物理学报, 2014, 63 (23) :128.)