Trans. Nonferrous Met. Soc. China 26(2016) 1538-1545
Reverse deep drawability of 5A06 aluminum alloy plate at elevated temperatures
Zhi-chao ZHANG1, Yong-chao XU1,2, Shi-jian YUAN1,2
1. National Key Laboratory of Precision Hot Processing of Metals, Harbin Institute of Technology, Harbin 150001, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 21 July 2015; accepted 10 November 2015
Abstract: In order to avoid the occurrence of fracture at room temperature in reverse deep drawing of aluminum alloy plate, the warm reverse deep drawing method was proposed. The experiments were conducted at room temperature, 280 and 360 ��C with a 4.5 mm thick 5A06 aluminum alloy plate. The effect of temperature, blank-holding force and gap on the fracture and wrinkle of the reverse deep drawing process was investigated. A fully coupled thermal-mechanical simulation was carried out to obtain the stress distribution through the commercial software of Abaqus/Explicit. The results show that the fracture is avoided at 280 ��C since the bending-induced stress gradient in the transient area between the inside corner and the straight wall decreases from 505 MPa at RT to 72 MPa at 280 ��C. Although the fracture is avoided as the temperature increases, the wrinkle occurs at the outside die corner at temperature over 280 ��C, where the circumferential compressive stress becomes larger than that at the inside. As the temperature increases to 360 ��C, the fracture occurs due to the excessive softening, the tensile stress in the straight wall reaches rapidly to the tensile strength at the beginning of reverse deep drawing. When 1.5t (t=4.5 mm) blank holding gap is applied at 280 ��C, both the fracture and wrinkle can be avoided, and 420 mm deep cups are drawn successfully.
Key words: 5A06 aluminum alloy; plate; warm reverse deep drawing; forming defect
1 Introduction
In order to improve the fuel efficiency and reduce the emissions, aluminum alloys are becoming an alternative to mild steel in the aerospace and automotive industries due to their high specific, excellent corrosion resistance, good thermal and electrical conductivity. Due to the poor formability and multiple step forming processes at room temperature, it is difficult and uneconomic for the aluminum alloy sheet to form a complex shape. Therefore, warm forming process was developed at an elevated temperature lower than the recrystallization temperature [1] to solve the problem mentioned above.
Many investigations on warm deep drawing of aluminum alloy and magnesium alloy sheets with a thickness less than 3 mm were carried out, and showed that a high drawing ratio can be achieved at appropriate elevated temperature because of the improvement of ductility with the temperature increasing. The temperature ranging from 100 to 350 ��C was usually adopted for warm deep drawing of aluminum alloy and magnesium alloy sheets. In order to obtain a desired temperature in the warm deep drawing, typical heating procedures such as heating the blank, heating the blank and die separately or simultaneously [2] were usually used. The study of warm deep drawing with a uniform-temperature field indicated that the drawing force decreased obviously and the limit drawing ratio (LDR) increased prominently [2,3] as a result of the decreasing of deformation resistance as the temperature increased. However, the LDR did not increase continuously when the temperature increased over a specific value. For the 7075-T6 aluminum alloy sheets, the LDR can be improved notably as the temperature increased over 140 ��C, and a maximum LDR of 2.0 was obtained at 180 ��C. However, it decreased as the temperature continued to increase [4]. The LDR can be further improved when forming under un-isothermal conditions [5]. For the blank, the temperature of the blank contacting with the cooled punch was lower than that of the flange area. The temperature difference resulted in a reduction of the deformation resistance in the flange and a contrary enhancement of the tensile strength of contacting region. As a result, the fracture at the punch corner was avoided and the LDR was improved prominently [6,7]. Usually, the temperature difference can be controlled by adjusting the velocity of the water flowing through the punch. The experimental device consists of a resistance heating die, a resistance heating blank holder and a water cooling punch. A constant maximum temperature difference of 140 ��C between the blank center (110 ��C) and the flange (250 ��C) can be achieved, and it was not much affected by the water flow of 7-21 mL/s [8].
The effects of blank holding force, punch speed and lubrication on the defect of the warm deep drawing were also investigated. Inadequate or excessive blank holding force can result in an earlier fracture because of the increasing friction on the contact surfaces between the blank and die and blank holder [9,10]. Investigation on 5083-O aluminum alloy sheet showed that the LDR became lower at all temperatures as the punch speed increased, because the flowing stress of the heated flange increased as the temperature rose [11-14]. Insufficient lubrication during the warm deep drawing resulted in the increase of drawing force and the early occurrence of fracture at the punch corner, also a poor surface quality of workpiece was induced [15,16].
For warm deep drawing of the sheet metal with the thickness less than 1 mm, the bending effect of the sheet was usually ignored. Due to the limit of die radius by the workpiece size in the reverse deep drawing process, this bending effect cannot be ignored for the plate. In order to investigate the forming behavior during the warm reverse deep drawing of plate, experiments of 5A06 aluminum alloy plate with thickness of 4.5 mm at various temperatures by different blank holding methods were conducted. Experiments at the temperatures such as RT, 280 and 360 ��C without blank holding force and experiments under the condition of constant blank holding force of 20 and 40 kN at 280 ��C were conducted to investigate the effect of temperature and blank holding force on the defects of the warm reverse deep drawing. In addition, experiments of various blank holding gaps such as 1.2t, 1.5t and 1.7t (t is the thickness of the plate) were conducted to study the effect of blank holding gap on the defects of warm reverse deep drawing. Moreover, a fully coupled thermal-mechanical simulation was implemented at RT, 280 and 360 ��C to investigate the stress distribution of the blank during the deep drawing process.
2 Experiments and finite element simulation
2.1 Material
The material used in the work is 5A06 aluminum alloy, and the plate is 4.5 mm in thickness. The uniaxial tensile tests at RT, 140, 200, 240, 280, 320 and 360 ��C were conducted using Instron 5500R tensile test machine. Figure 1 shows the specimens for tensile test and Fig. 2 indicates the true stress-strain curves at various temperatures.
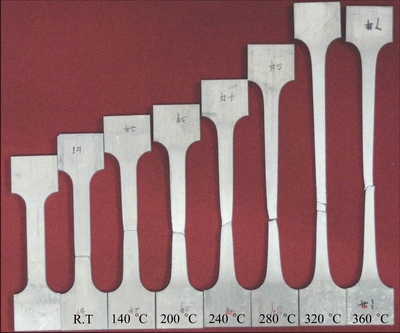
Fig. 1 Specimens for tensile test at various temperatures

Fig. 2 True stress-strain curves of 5A06 aluminum alloy plate at various temperatures
Figure 3 shows the effect of the temperature on the mechanical properties of the 5A06 aluminum alloy plate. The yield strengh decreases smoothly at temperature below 200 ��C, and it decreases substantially when the temperature increases over 280 ��C. The tensile strength reduces linearly as the temperature increases. The elongation increases moderately as the temperature increases below 200 ��C, and it increases significantly untill the temperature reaches 320 ��C. It is shown by the results that the ductility of the 5A06 aluminium alloy plate is improved significantly at temperatures over 200 ��C, as the temeprature continously increases over 320 ��C, the meterial softens excessively.
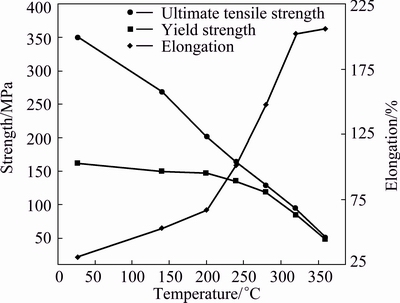
Fig. 3 Effect of temperature on mechanical properties of 5A06 aluminum alloy
2.2 Forming procedure
Figure 4 shows the deep cup forming procedure and geometric parameters of dies. Firstly, the plate is formed into a shallow cup, then it is used as the blank for the reverse deep drawing process at elevated temperatures to form a deeper cup. In this work, the investigation focuses on the warm reverse deep drawing procedure. The diameter of the blank is 450 mm, and the drawing ratio is 1.5.
2.3 Experimental device
Figure 5 shows the experimental device for warm reverse deep drawing, which consists of the dies, double-action hydraulic press and heating facility. The drawing and blank holding motion of the hydraulic press can be controlled separately. The maximum drawing force is 3150 kN, and the punch speed ranges from 0 to 10 mm/s. The blank holding force varies from 20 (self-weight of the blank holding block) to 80 kN, and the blank holding gap can be adjusted by assembling four support cylinders between the blank holding slide block and press base. The water-based graphitic lubricant is smeared uniformly on the working surfaces of die, blank holder and both sides of blank. During the drawing process, the dies and the blank are heated together to a desired temperature in the oven. Then, the punch moves until a 420 mm punch stroke is obtained at a speed of 10 mm/s.
2.4 Experimental procedure
According to the mechanical properties at various temperatures, the ductility is improved significantly at temperature over 200 ��C and the material softens excessively as the temeprature continously increases over 320 ��C. In order to investigate the effect of the temperature on the forming behavior of reverse deep drawing process, three temperatures such as RT, 280 and 360 ��C were used to investigate the effect of temperature on the defect of warm reverse deep drawing. The effect of blank holding force on the fracture was also investigated by the experiments at 280 ��C under 20 and 40 kN blank holding forces. Moreover, the effect of the blank holding gap on the wrinkle of the warm reverse deep drawing was also investigated by experiment under blank holding gaps such as 1.2t, 1.5t and 1.7t. During the reverse deep drawing process, the temperatures of die, punch and blank holder are the same with that of the blank, and the experimental procedure parameters are shown in Table 1.
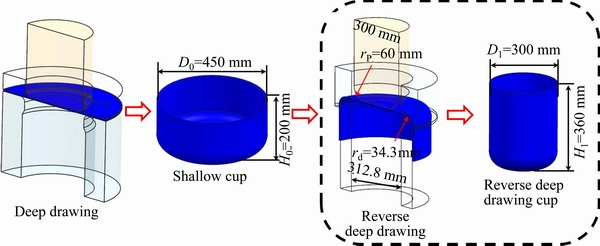
Fig. 4 Aluminum alloy deep cup forming procedure
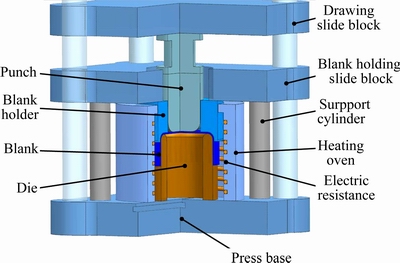
Fig. 5 Warm reverse deep drawing experimental device
Table 1 Warm reverse deep drawing experiment parameters


Fig. 6 Finite element model
2.5 Finite element model
The fully coupled thermal-mechanical simulation was carried out by software of Abaqus/Explicit. The axisymmetric simulation model was used for structure symmetry as shown in Fig. 6, the von Mises yield function is applied and the plastic behavior is considered to be isotropic strengthening. The material mechanical properties and stress-strain relationship at different temperatures are shown in Fig. 3. A fully coupled thermo-mechanical element is used and the mesh size is 0.9 mm. There are five layers of elements along the thickness direction of blank. A surface-to-surface contact behavior and the Coulomb friction model are adopted to describe the contact behavior between the dies and blank, the friction coefficient is 0.23. In addition, uniform predefined temperature fields are assigned to the blank, die, punch and blank holder.
3 Results and discussion
3.1 Effect of initial temperature on fracture
Figure 7 shows the experiment results at RT, 280 and 360 ��C without blank holding force. At RT, the fracture occurs at the die corner near the straight wall when the blank firstly flows through the inside die corner into the die. The wall thickness is 4.4 mm in the fracture area and decreases little, which indicates that there is no necking and a brittle fracture occurs at RT. When the temperature increases to 280 ��C, the fracture at the die corner is avoided. However, the fracture occurs again at the same location as the temperature increases to 360 ��C. A serious thinning at the fracture is observed and the thickness at the fracture is 2.4 mm, and the thickness at the fracture decreases by 46% compared with that at RT. It is demonstrated that a ductile fracture occurs since there is a substantially localized strain necking at the fracture.
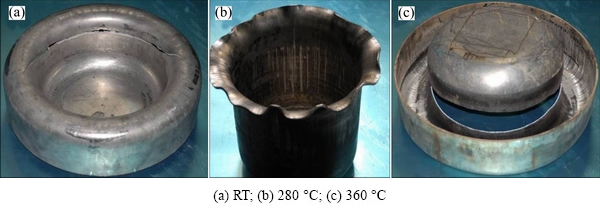
Fig. 7 Warm reverse deep drawing under various temperatures without blank holder
The results mentioned above indicate that the main defects limiting reverse deep drawing are the fracture, which locates inside the die corner in the early stage of the reverse deep drawing process. According to the mechanical properties at different temperatures, the ductility of material is poor and the yield stress is high at RT. The fracture is easy to occur at the inside die corner, since the drawing force increases significantly as the punch stroke increases, and the stress in the wall of the drawn cup reaches the tensile strength of material rapidly as the flange firstly flows into the die through the inside die corner. The ductility of material is improved prominently and the strain hardening effect decreases substantially when the temperature increases. The elongation is 180% and the yield strength is 119 MPa at 280 ��C, which results in a significant decrease of the deformation resistance compared with that at RT. Eventually, the tensile stress along the radial direction is far smaller than the tensile strength and the fracture is avoided. Although the ductility is improved as the temperature increases, the tensile strength of the material decreases significantly. At 360 ��C, the tensile strength is approximately the same as the initial yield strength of 49 MPa, which indicates that there is no strain hardening during the deformation. As a result, the fracture appeared again at the die corner at 360 ��C since the tensile stress in the wall of the drawn cup reaches rapidly to the tensile strength of the material during the reverse deep drawing.
It is also noted that the wrinkle occurs at 280 ��C since there is no restriction on the flange at the end stage of the reverse deep drawing. In order to avoid the wrinkle, constant blank holding force and blank holding gaps are applied in the warm reverse deep drawing experiments.
3.2 Effect of blank holding force on fracture
Figure 8 shows the results at 280 ��C with a constant blank holding force of 40 and 20 kN. When 40 kN blank holding force is applied, a ductile fracture occurs at the beginning of the reverse deep drawing, the wall thickness at the fracture is 2.20 mm and a serious thinning besides the fracture is observed, which indicates that the flange is difficult to flow into the die when the 40 kN blank holding force is used. The tensile stress in the wall increases rapidly to the tensile strength and the fracture occurs at the die corner. When the blank holding force decreases to 20 kN, the flange flows easily into the die at the early stage. However, the ductile fracture occurs again at the inside die corner as the punch stroke reaches 260 mm. The flange becomes easy to wrinkle when it leaves the outside die corner, which induces a serious increase of the drawing force and eventually leads to the occurrence of the fracture.

Fig. 8 Warm reverse deep drawing under various blank-holding forces
3.3 Effect of blank holding gap on wrinkle
Experiment results under constant blank holding force show that the fracture occurs easily when constant blank holding force is applied. In order to solve the aforementioned problem, constant blank holding gap is used during the reverse deep drawing. Figure 9 shows the results at 280 ��C under 1.2t, 1.5t and 1.7t blank holding gap. The fracture at the die corner occurs as the punch stroke reaches 257 mm when a 1.2t blank holding gap is used, and the deep cup is formed successfully in condition of 1.5t blank holding gap. When the blank holding gap increases to 1.7t, wrinkles along the drawing direction are found in the straight wall of the cups. The results mentioned above indicate that the occurrence of both the wrinkle and fracture during the warm reverse deep drawing can be effectively avoided by using a constant blank holding gap.
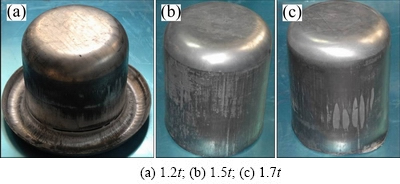
Fig. 9 Warm reverse deep drawing under different blank holding gaps
3.4 Effect of temperature on stress distribution of blank
In order to reveal the occurrence of fracture and wrinkle during the reverse deep drawing process, both the radial and circumferential stress distribution of the blank are investigated at RT, 280 and 360 ��C, the punch stroke is 140 mm and the blank holding gap is 1.5t.
Figure 10 shows the radial stress distribution at various temperatures. Figure 10(a) shows the radial stress distribution at RT. The radial tensile stress at the bottom is uniform while a radial stress gradient is observed along the thickness direction at the straight wall of the drawn cup. The stress gradient at the outside and inside die corners is induced by the bending and the unbending effect, respectively. The bending effect at the outside die corner results in a tensile and compressive radial stress at the outside and inside of the straight wall, respectively. The maximum radial stress gradient of 1006 MPa locates in the transition area between the inside die corner and the straight wall, which is subjected to a serious unbending deformation. The tensile stress at the outside of the wall is 505 MPa and the compressive stress at the inside of the wall is 501 MPa. Figure 10(b) shows the radial stress distribution at 280 ��C. The maximum radial stress is 245 MPa at the outside of the wall and the maximum radial stress gradient along the thickness direction is 486 MPa. The maximum tensile stress at 280 ��C decreases by 51.5% and the radial stress gradient decreases by 51.7% than that at RT. Figure 10(c) shows the radial stress gradient at 360 ��C. The maximum radial stress is 72 MPa at the outside of the wall, and the radial stress gradient along the thickness direction is 116 MPa. Compared with the radial stress distribution at RT, the maximum radial stress and radial stress gradient at 360 ��C decrease by 85.7% and 88.5%, respectively. It can be concluded that the bending effect at the die corner weakens as the temperature increases. As a result, the maximum radial stress and stress gradient along the thickness direction decrease significantly as temperature increases.
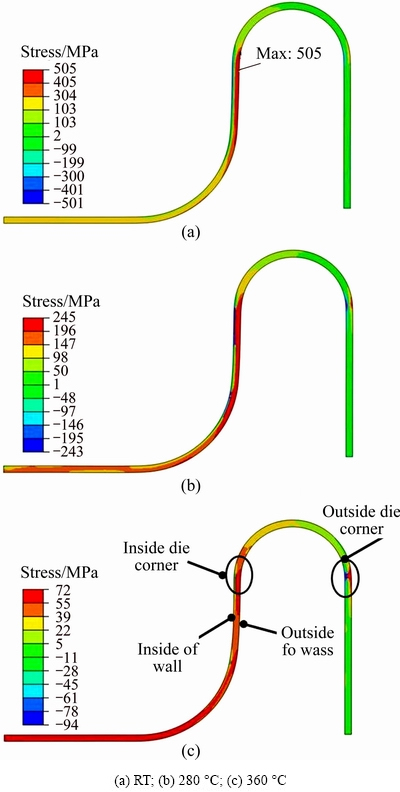
Fig. 10 Radial stress distribution at different temperatures
Figure 11 shows the circumferential stress distribution at various temperatures. Figure 11(a) shows stress distribution of blank at RT. A circumferential stress gradient is observed along the thickness direction at the straight wall of drawn cup. There is a tensile stress at outside of the wall and a compressive stress at the inside of wall. The maximum circumferential stress gradient along the thickness direction is 548 MPa, which is also located in the transition area between the inside die corner and the straight wall. There is a uniform circumferential tensile stress at the bottom, while a stress gradient occurs along the thickness direction due to the bending effect at the punch corner. The tensile stress outside the wall is larger than that of the inside wall at the punch corner. It is also found that the circumferential compressive stress at the inside of corner is larger than that at the outside corner. Figure 11(b) shows the circumferential stress at 280 ��C. The maximum stress gradient along thickness direction is 272 MPa, and the tensile stress outside the wall is 168 MPa, respectively, the compressive stress inside the wall is 104 MPa. Compared with that at RT, the stress gradient at 280 ��C decreases by 50.3%, and the circumferential compressive stress at the inside corner becomes smaller than that at the outside corner. Figure 11(c) shows the circumferential stress of the blank at 360 ��C. The maximum stress gradient is 86 MPa, the circumferential tensile stress at the outside wall is 41 MPa, and the compressive stress at the inside wall is 45 MPa. Compared with that at RT, the stress gradient at 360 ��C decreases by 84%, and the circumferential compressive at the outside die corner is larger than that at the inside die corner. The results indicate that the bending effect weakens and the stress gradient decreases significantly as the temperature increases. Moreover, the circumferential compressive stress at the outside of the corner becomes larger than that at the inside corner when the temperature increases over 280 ��C, which can easily result in the wrinkles at the outside of the corner.

Fig. 11 Circumferential stress distribution under various temperatures
4 Conclusions
1) For the 5A06 aluminum alloy plate of 4.5 mm thick, fracture occurs at the inside die corner at RT and it can be avoided as the temperature increases from RT to 280 ��C. The bending-induced maximum radial stress in the transition area between the inside die corner and straight wall results in the occurrence of the fracture, and it decreases from 505 MPa to 72 MPa by 85.6% as the temperature increases from RT to 280 ��C. The fracture occurs again at 360 ��C since the material softens excessively although the maximum radial stress is further decreased.
2) Fracture occurs at 280 ��C under 20 and 40 kN blank holding force, and it can be avoided under blank holding gaps of 1.5t and 1.7t. However, the wrinkle occurs along the radial direction for 1.7t blank holding gap. Applying a blank holding force results in the occurrence of fracture due to the increase of drawing force, and it can be avoided using a 1.5t blank holding gap.
3) The wrinkle is easy to occur since the compressive stress outside of the die corner becomes larger than that of the inside die corner as the temperature increases at temperature over 280 ��C. As a result, the deformation resistance increases and fracture is easy to occur when a blank holding force is used. When the constant blank holding gap is adopted, both the fracture and wrinkle can be eliminated since the force imposed on the flange is easy to adjust. As a result, a 420 mm deep cup is successfully formed with 1.5t blank holding gaps at 280 ��C.
References
[1] TEBBE P A, KRIDLI G T. Warm forming of aluminum alloys: An overview and future directions [J]. International Journal of Materials and Product Technology, 2004, 21(1): 24-40.
[2] NEUGEBAUER R, ALTAN T, GEIGER M, KLEINER M, STERZING A. Sheet metal forming at elevated temperatures [J]. CIRP Annals-Manufacturing Technology, 2006, 55(2): 793-816.
[3] GHOSH M, MIROUX A, WERKHOVEN R J, BOLT P J, KESTENS L A I. Warm deep-drawing and post drawing analysis of two Al-Mg-Si alloys [J]. Journal of Materials Processing Technology, 2014, 214(4): 756-766.
[4] WANG H, LUO Y B, FRIEDMAN P, CHEN M H, GAO L. Warm forming behavior of high strength aluminum alloy AA7075 [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(1): 1-7.
[5] YOSHIHARA S, NISHIMURA H, YAMAMOTO H, MANABE K. Formability enhancement in magnesium alloy stamping using a local heating and cooling technique: circular cup deep drawing process [J]. Journal of Materials Processing Technology, 2003, 142(3): 609-613.
[6] GHAFFARI T D, WORSWORCK M J, WINKLER S. Experimental studies of deep drawing of AZ31B magnesium alloy sheet under various thermal conditions [J]. Journal of Materials Processing Technology, 2013, 213(8): 1337-1347.
[7] TAKUDA H, MORI K, MASUDA I, ABE Y, MATSUO M. Finite element simulation of warm deep drawing of aluminum alloy sheet when accounting for heat conduction [J]. Journal of Materials Processing Technology, 2002, 120(1): 412-418.
[8] PALUMBO G, TRICARICO L. Numerical and experimental investigations on the warm deep drawing process of circular aluminum alloy specimens [J]. Journal of Materials Processing Technology, 2007, 184(1): 115-123.
[9] DEMIRCI H I, ESNER C, YASAR M. Effect of the blank holder force on drawing of aluminum alloy square cup: Theoretical and experimental investigation [J]. Journal of materials processing technology, 2008, 206(1): 152-160.
[10] ZHANG S H, ZHANG K, XU Y C, WANG Z G. Deep-drawing of magnesium alloy sheets at warm temperatures [J]. Journal of Materials Processing Technology, 2007, 185(1): 147-151.
[11] NAKA T, YOSHIDA F. Deep drawability of type 5083 aluminum�Cmagnesium alloy sheet under various conditions of temperature and forming speed [J]. Journal of Materials Processing Technology, 1999, 89: 19-23.
[12] TOROS S, OZTURK F, KACAR I. Review of warm forming of aluminum�Cmagnesium alloys [J]. Journal of Materials Processing Technology, 2008, 207(1): 1-12.
[13] MA Wen-yu, WANG Bao-yu, FU Lei, ZHOU Jing, HUANG Ming-dong. Influence of process parameters on deep drawing of AA6111 aluminum alloy at elevated temperatures [J]. Journal of Central South University, 2015, 22: 1167-1174.
[14] MOHAMED M S, FOSTER A D, LIN J G, BALINT D S, DEAN T A. Investigation of deformation and failure features in hot stamping of AA6082: Experimentation and modeling [J]. International Journal of Machine Tools and Manufacture, 2012, 53(1): 27-38.
[15] CHEN P, LIN Z Q, CHEN G L, MUAMME K. Parametric analysis of warm forming of aluminum blanks with FEA and DOE [J]. Transactions of Nonferrous Metals Society of China, 2006, 16: 267-273.
[16] HOSSAIN M M, HONG S T, PARK K Y, NA Y S. Microforming of superplastic 5083 aluminum alloy [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S3): s656-s660.
5A06���Ͻ��к������ȷ����������Ϊ
��־��1��������1,2��Է����1,2
1. ��������ҵ��ѧ ���������ȼӹ����Ҽ��ص�ʵ���ң������� 150001��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001
ժ Ҫ��������Ͻ��к�������·��������������⣬��������ȷ�������η�������4.5 mm���5A06���Ͻ���Ϊ�о����ֱ�������¡�280��360 ��C�µķ�����ʵ�����ֵģ���о��������¶ȡ�ѹ������ѹ��϶�Է�������ι��������Ѻ�����ȱ�ݵ�Ӱ����ɡ�����Abaqus/Explicit���������ȷ������ν��������������ֵģ�⣬�õ���������ι�����Ӧ�����¶ȵķֲ����������������ЧӦ���°�ģ��Բ����ֱ�������ɴ��ں�ȷ�����ھ���Ӧ���ݶȣ����¶�������280 ��Cʱ����Ӧ���ݶ���������505 MPa��Ϊ72 MPa����С��85.7%����߳����¶������Խ��;���Ӧ���ݶȣ��Ӷ����������ѵķ��������¶ȸ���280 ��Cʱ����఼ģԲ�Ǵ�������Ӧ�����ô�����ȱ�����ڷ��������¶�������360 ��Cʱ���������ڹ����������������ѡ�����1.5t (t=4.5 mm)ѹ��϶ʱ�����������³��ι��������Ѻ�����ȱ�ݣ����ɹ�����420 mm���Ͳ�μ���
�ؼ��ʣ�5A06 ���Ͻ��к�壻���ȷ��������ȱ��
(Edited by Yun-bin HE)
Foundation item: Project (IRT1229) supported by the Program for Chang-jiang Scholars and Innovative Research Team in University, China; Project (51375114) supported by the National Natural Science Foundation of China
Corresponding author: Yong-chao XU; Tel/Fax: +86-451-86415754; E-mail: yongchaoxu@hit.edu.cn
DOI: 10.1016/S1003-6326(16)64224-3

