Fragmentation mechanism of low-grade hematite ore in a high pressure grinding roll
来源期刊:中南大学学报(英文版)2016年第11期
论文作者:李丽匣 袁致涛 韩跃新 刘磊 刘廷
文章页码:2838 - 2844
Key words:high pressure grinding roll; hematite; specific pressure; fragmentation mechanism
Abstract: The fragmentation mechanism of low-grade hematite ore in a high pressure grinding roll (HPGR) was studied based on the characteristics of comminuted products at different specific pressure levels. The major properties included the reduction ratio, liberation, specific surface energy, and specific surface area. The results showed that the fracture of low-grade hematite ore in HPGR was an interactive dynamic process in which the interaction between coarse particles of gangue minerals and fine particles of valuable minerals was alternately continuous with increased compactness and compacting strength of materials. Within a range of 2.8–4.4 N/mm2, valuable minerals were crushed after preferentially absorbing energy, whereas gangue minerals were not completely crushed and only acted as an energy transfer medium. Within a range of 4.4–5.2 N/mm2, gangue minerals were adequately crushed after absorbing the remaining energy, whereas preferentially crushed valuable minerals acted as an energy transfer medium. Within a range of 5.2–6.0 N/mm2 range, the low-grade hematite ore was not further comminuted because of the “size effect” on the strength of materials, and the comminution effect of materials became stable.
J. Cent. South Univ. (2016) 23: 2838-2844
DOI: 10.1007/s11771-016-3347-y

YUAN Zhi-tao(袁致涛)1, LI Li-xia(李丽匣)1, HAN Yue-xin(韩跃新)1, LIU Lei(刘磊)2, LIU Ting(刘廷)1
1. School of Resources and Civil Engineering, Northeastern University, Shenyang 110819, China;
2. Zhenzhou Institute of Multipurpose Utilization of Mineral Resources,Chinese Academy of Geological Sciences (CGS), Zhengzhou 450006, China
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: The fragmentation mechanism of low-grade hematite ore in a high pressure grinding roll (HPGR) was studied based on the characteristics of comminuted products at different specific pressure levels. The major properties included the reduction ratio, liberation, specific surface energy, and specific surface area. The results showed that the fracture of low-grade hematite ore in HPGR was an interactive dynamic process in which the interaction between coarse particles of gangue minerals and fine particles of valuable minerals was alternately continuous with increased compactness and compacting strength of materials. Within a range of 2.8–4.4 N/mm2, valuable minerals were crushed after preferentially absorbing energy, whereas gangue minerals were not completely crushed and only acted as an energy transfer medium. Within a range of 4.4–5.2 N/mm2, gangue minerals were adequately crushed after absorbing the remaining energy, whereas preferentially crushed valuable minerals acted as an energy transfer medium. Within a range of 5.2–6.0 N/mm2 range, the low-grade hematite ore was not further comminuted because of the “size effect” on the strength of materials, and the comminution effect of materials became stable.
Key words: high pressure grinding roll; hematite; specific pressure; fragmentation mechanism
1 Introduction
The first high pressure grinding roll (HPGR) was successfully used in the cement industry in 1985. Since then, HPGRs have been extensively applied in various fields because of their low specific energy, low steel consumption, high capacity, and high reduction ratio [1-2]. The mode of fragmentation in HPGR is confined particle bed comminution, and the particles themselves act as the stress transfer medium. When the particle beds are compacted, the high interparticle stresses generated by multipoint contacts between neighboring particles lead to the fragmentation or deformation of the particles. As a result, HPGR produces a wider particle size distribution with more fine-particles produced compared with a tertiary crusher (e.g., cone crusher). Materials in HPGRs undergo three interactive dynamic stages, namely, compacting, laminated comminuting in particle beds, and particle bed expanding [3-4].
In the compacting stage, materials entering the space between rolls are subjected to a downward acceleration to reach the rolls speed and are gradually compacted as a consequence of the narrowing gap between the rolls. Consequently, particle contact transition changes from point-to-point contact to multipoint contact. Thus, some particles are crushed firstly in conventional crushing way, and a certain amount of particle rearranging occurs, filling the interparticle voids and increasing compactness of materials (from 10% to 45%) [5]. In the next stage, the as-crushed materials move into the compression zone where further compaction (may reach 85%) [5] and laminated comminutions in particle beds occur due to the high pressure. The interaction stress produced by multipoint contacts between neighboring particles acts on all particles passing the compression zone and results in the comminuting of most particles.
The compressive force is then quickly reduced to zero in the release zone, and material comminution comes into the third stage, i.e., the stage of particle bed expanding. As the compressive force suddenly drops, the compacted particle bed expands because of the release of normal pressure against them. Based on the description about the three comminuting stages in HPGRs, it can be concluded that the main effect on laminated comminution in particle bed is not the gap between rolls but the interaction stress between particles in the compacted particle bed, indicating that the product size distribution is determined not by the roll gap but by the compressive force which generates the interaction stresses.
To our best knowledge, previous researchers performed more study on the particle bed comminution, but there is little information available in literature about fragmentation mechanism of iron ore in HPGR, let alone the fragmentation mechanism of low-grade hematite ore. It has been known that HPGR could yield more cracks and the liberation degree of HPGR product increased considerably compared with those of conventional comminuting equipments. Neither the quantity investigation of liberation degree nor the cracks emerging style has been paid attention to. In addition, Though comminution craft of HPGR, including the effect of operating parameters on size characteristic, has been investigated, other product size characteristics such as specific surface and surface energy were not researched systematically. To this end, HPGR crushing experiments of low-grade hematite ore with different specific pressures were undertaken to systematically discover the effects of specific pressure on product size, liberation degree, specific surface and surface energy. On this basis, fragmentation mechanism of low-grade hematite ore in HPGR has been investigated, which was of high importance to the utilization of HPGR comminution in low-grade hematite ore and then to its pre-concentration.
2 Experimental equipment and materials
A HPGR (CLM-25-10) was used in the experiment. The two counter-rotating rolls were 250 mm in diameter and 100 mm long, with a gap operated from 4 mm to 7 mm. The contact angles of <0.074 mm products were analyzed by a DCTA21 dynamic contact angle meter (Dataphysics Apparatus Manufacture, Germany) to calculate the specific surface energy of products. The specific surface area of <0.074 mm products was analyzed with a Quadrasorb S1 automatic surface area/pore volume analyzer (Quantachrome Instruments, USA). The liberation degrees of products were analyzed with a Motic B5 optical microscope (Olympus Corporation, Japan). The micro-images of as-comminuted products were observed by a SEM (Scanning Electronic Microscope, SSX-550, Shimadzu Corporation, Japan) with EDS (Energy Dispersive X-ray Spectroscopy), and the mineral components in product surface were detected by EDS.
Hematite ore samples were collected from the tertiary crusher discharge of Qidashan Mine, Anshan Iron and Steel Group, China. The sample had a d50 (product size is usually quoted in terms of one point on the cumulative undersize curve, d50 being the 50% passing size) of 5.1 mm, d80 (d80 being the 80% passing size in cumulative undersize curve) of 9.7 mm, and moisture content of <0.5%, with TFe (total iron) grade of 25.57% and containing 59.38% SiO2.
3 Effect of specific pressure on product characteristics
It has been worked out that [6-7] the product size distribution of HPGR products was subjected to self-similarity, which was only the function of the product characteristic size (median size X50) regardless of variations in feed size distribution, rolls speed, or moisture. Thus, the product fineness can be roughly described by the reduction ratio, i.e., the feed passing size divided by the product passing size [8]. Compared with the center products, the edge products were much coarser for the lower bulk density and (specific) pressure and cannot objectively represent the crushed products in particle beds. Thus, the center products (center mass/ edge mass=6/4) were studied in this experiment. The experimental data were based on a circumferential roll speed of 0.18 m/s. The main variable controlling the machine was the specific pressure, and the levels used were 2.8, 3.6, 4.4, 5.2, and 6.0 N/mm2.
3.1 Effect of specific pressure on product size
Reduction ratios for 80%, 50% and 20% passing sizes are compared against specific pressing forces in Fig. 1, which shows that the reduction ratios increased and the product fineness decreased with increased specific pressing force. Furthermore, the reduction ratios F20/P20 and F50/P50 were much higher than F80/P80, which indicated that the HPGR produced a large proportion of fine particles during comminution. The increment rate of F50/P50 was greater than that of F20/P20 and F80/P80. With increased specific pressure, the compactness of material and the interaction among particles increased, resulting in further breakdown of coarse particles. Unlike coarse particles, the increase in pressing force did not promote further breakdown of fine particles because of the “size effect” (nominal strength of materials sharply increases with decreased size) on the strength of materials [9-11], which finally led to mediated size fractions cumulating. Thus, the increment rate of F50/P50 was greater obviously than that of F80/P80 and F20/P20, size distribution of product further centralized to mediated size, and particles could not be comminuted more with increased specific pressing force. This proved that the increase of specific pressure was not beneficial for the comminution of fines.
The specific pressure significantly influences the growth of reduction ratios and product fineness within a range of 4.4-5.2 N/mm2 but only slightly influences those within the range of 2.8-4.4 and 5.2-6.0 N/mm2.
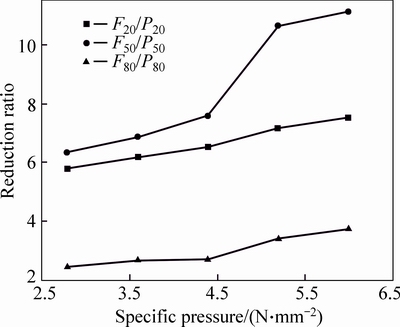
Fig. 1 Effect of specific pressure on reduction ratio
3.2 Effect of specific pressure on liberation
Considering that the particle size cannot objectively reflect the liberation of minerals, the liberation degree of the 0.18-0.074 mm fraction was determined by optical microscopy.
Figure 2 shows the effect of specific pressure on the liberation degree of valuable minerals. The liberation degrees were found to increase at the beginning, reach the maximum at a specific pressure of 4.4 N/mm2, and then remain stable with increased specific pressure, which indicated that beyond this the valuable minerals were adequately crushed at a specific pressure of 4.4 N/mm2, and that the comminution effect of valuable minerals did not significantly increase with continuously increased specific pressure.
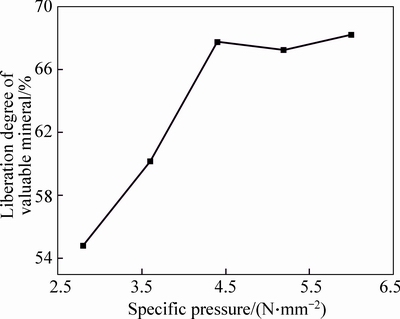
Fig. 2 Effect of specific pressure on liberation degree of valuable minerals
The results in Fig. 3 show the TFe grade and SiO2 content of the <0.074 mm fraction at different pressure levels. The TFe grade decreased and the SiO2 content increased with increased specific pressure because of the higher growth rate of gangue minerals than that of valuable minerals in the <0.074 mm fraction. Overall, compared with run-of-mine ore, the products of the <0.074 mm fraction produced a higher TFe grade and lower SiO2 content, which indicated that the valuable minerals were preferentially crushed. For specific pressures >4.4 N/mm2, the gangue mineral content of the <0.074 mm fraction sharply increased, resulting in the SiO2 content obviously increasing and the TFe grade significantly decreasing, and the comminution effect of gangue minerals was significantly enhanced.
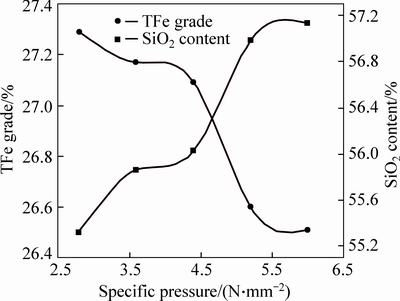
Fig. 3 Effect of specific pressure on TFe grade and SiO2 content of <0.074 mm fraction
3.3 Effect of specific pressure on surface energy
Most minerals are crystalline materials whose atoms are arranged in three-dimensional arrays. Crystals can store energy without breaking and release this energy when the stress is removed. When fracture does occur, some of the stored energy is transformed into free surface energy, which is the potential energy of atoms on the newly produced surfaces. Researchers [12] showed that materials fail by crack propagation when crack propagation is energetically feasible, i.e., when the energy released by relaxing the strain energy is greater than the energy of the new surface energy produced. WILLS [13] figured out that materials relieve the strain energy mainly by first distorting the shape of a material (resulting in atoms or molecules sliding over one another) and then by propagating crack.
Dispersion specific surface energy can indirectly represent the deformability of materials, and specific surface area can indirectly reflect the status of crack propagating.
According to Refs. [14-16], the surface tension of liquid or solid consists of dispersion force and polar force (including induction force and orientation force). In general, dispersion force determines the deformation of interacting molecules, and polar force determines molecular polarity. The equation of Young-Good- Girifalco-Fowkes [17] was used to calculate the surface energy, and the theoretical formulas are as follows:
 (1)
(1)
 (2)
(2)
Combination of Eqs. (1) and (2) gives
 (3)
(3)
where θ is the solid–liquid surface contact angle, γd is the dispersion specific surface energy, γp is the polar specific surface energy, γLV is the gas–liquid surface tension, and γSL is the solid–liquid surface tension.
From Eq. (3), the dispersion and polar specific surface energies can be calculated by the contact angles of two liquids. The relationship between the specific surface energy and components is shown as
 (4)
(4)
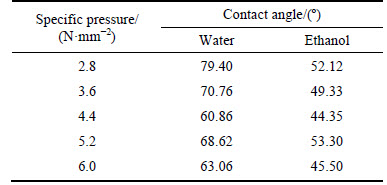
Table 1 shows the surface tension of the test liquids (pure water and ethanol) at 20 °C. Table 2 lists the contact angles of the <0.074 mm fraction with the test liquids. The dispersion specific surface energy approximately calculated with the contact angles is shown in Fig. 4, as well as the specific surface area achieved by a Quadrasorb S1 automatic surface area/pore volume analyzer (Quantachrome Instruments, USA).
Table 1 Surface tension of test liquids

Table 2 Contact angles of <0.074 mm fraction at different specific pressures
As shown in Fig. 4, dispersion specific surface energy and specific surface area increased with increased specific pressing force within the 2.8-44 and 5.2-6.0 N/mm2 ranges, which indicated that deformation energy increased with increased crack propagation on the surface. Dispersion specific surface energy decreased with increased specific surface area and specific pressing force between 4.4 and 5.2 N/mm2, which indicated that the deformation energy was significantly released because of sharply increased crack propagation on the surface.

Fig. 4 Effect of specific pressure on dispersion specific surface energy and specific surface area
The product of specific surface energy and specific surface area is the surface energy, which indicates the energy absorbed by materials during comminution. TAVARES [18] assumed that energy absorption is the dominant factor affecting material breakage, in which stress distribution in a particle bed is only an assistant factor, and energy absorption has to be related with breakage. Although the changes in specific surface energy and specific surface area of <0.074 mm fractions were complex, the specific surface energy was similar to the specific energy consumed in HPGR, i.e., both the specific surface energy of <0.074 mm fractions and the specific energy consumed in HPGR increased approximately linearly with increased specific pressure (Fig. 5).
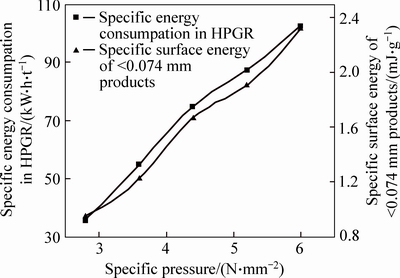
Fig. 5 Effect of specific pressure on surface energy and energy consumed in HPGR
4 Fragmentation mechanism of low-grade hematite ore in HPGR
Because most minerals are finely disseminated and intimately associated with the gangue, they must be initially liberated before separation can be undertaken. This is achieved by comminution, in which particle size of the ore is progressively reduced until the clean particles of mineral can be separated. Crushing, the earliest stage of comminution, is accomplished by compression of the ore against rigid surfaces, or by impact against surfaces in a rigidly constrained motion path.
When ores are loaded, the internal stresses are not evenly distributed, as the ore consists of a variety of minerals as grains of various sizes [13]. The distribution of stress depends upon the mechanical properties of individual minerals, including geometry, physical or chemical characterization, but more importantly, upon the presence and distribution of original cracks. The materials between rolls are gradually compacted, resulting in intense interaction among neighboring particles. In Section 3.3, it can be concluded that the ability of individual mineral particles to endure these stresses is different, resulting from the differences of brittleness or elasticity, which determines whether they are broken, deformed, or remain unaffected.
When materials with different hardness values were crushed in HPGR, the minerals of lower hardness were preferentially crushed [19-20]. Figure 6 shows the SEM images of as-comminuted products of HPGR, which presents evidence of preferential breakage. Point “a” of phase B and points “b”, “c” of phase A were detected by EDS. As shown in the EDS energy spectra, the characteristic peaks of Fe and O mainly existed in the spectra of points “b” and “c” in phase A, indicating that phase A was the valuable mineral phase, i.e. hematite. The characteristic peaks of Si and O were mainly present in the spectrum of point “a” in phase B, showing that phase B was the gangue mineral phase, i.e. SiO2. Phase B was compact and had a smooth surface, whereas phase A was loose and had a relatively rough surface on which some cracks were resulted from preferential breakage due to the lower hardness of the valuable minerals (hematite, Mohs’ hardness of 5.5-6.5) compared with the gangue material (quartz, Mohs’ hardness of 7).

Fig. 6 SEM image (a) and EDS energy spectra (b) of an HPGR- treated particle of 0.074-0.043 mm fraction
With increased compactness of materials entering the crushing chamber, the interparticle stresses gradually increased and reached the limit compressive strength of valuable minerals, which were then deformed or locally broken after preferentially absorbing the energy. The fine crushed particles of valuable minerals rearranged, filling the interparticle voids and adequately dispersing around the coarse particles of gangue minerals [21]. This led to the approximate equilibrium of compressive strength around coarse particles of gangue minerals, whose local stresses and deformation energy decreased, resulting in the retardation of crack propagation [22]. In this case, the coarse particles of gangue minerals acted as an energy transfer medium for the valuable minerals. The crushed valuable minerals absorbed more energy and were comminuted further with further increased stress.
According to REFAHI et al [9] and VAN MIER and VAN VLITER [10], mechanical strength of particles increased obviously with particle size decreasing. Generally, with ore particles size decreasing, various macroscopical cracks affecting strength disappear gradually, different minerals are liberated from each other and the aggregates of same minerals increase. As a result, the smaller the particle is, the larger the mechanical strength is generated. This phenomenon is called size effect.
Once the size of valuable minerals decreased to a critical level, the nominal strength of valuable minerals became higher than that of gangue minerals because of the “size effect” on the strength of materials. In this case, the fine particles of valuable minerals acted like a medium of transferring pressure to the gangue minerals, thereby deforming or breaking the gangue minerals. The fracturing of materials in HPGR is an interactive dynamic process (Fig. 7), in which the interaction between the coarse particles of gangue minerals and fine particles of valuable minerals is alternately continuous with increased compactness and compressive strength of the materials until the crushing process terminates. The interaction extent between fine particles of valuable minerals and coarse particles of gangue minerals predominates material ultimate crushing state.
Within the range of 2.8-4.4 N/mm2, the relatively low compactness of material and interparticle stresses in HPGR produced a relatively low reduction ratio. The valuable minerals were gradually crushed after preferentially absorbing the energy transferred from gangue minerals, but the gangue minerals were not completely crushed and only acted as an energy transfer medium. The <0.074 mm fraction gave a relatively high TFe grade and low SiO2 content. The dispersion specific surface energy and specific surface area of the <0.074 mm fraction and the liberation degrees of valuable minerals of the 0.018-0.074 mm fraction increased approximately linearly.

Fig. 7 Comminution process of materials in HPGR
Within the range of 4.4-5.2 N/mm2, the interparticle stresses increased with increased compactness of materials. The liberation degrees of valuable minerals of the 0.18-0.074 mm fraction were stable, which indicated that the comminution effect of valuable minerals was not further enhanced. The valuable minerals were adequately crushed after preferentially absorbing the sufficient energy and counteracted the gangue minerals that were also adequately crushed after absorbing the remaining energy. As a result, the reduction ratio sharply increased. Dispersion specific surface energy decreased whereas specific surface area increased significantly because of the deformation energy abundantly released by the cracks quickly propagating on the surface of gangue minerals. The TFe grade sharply decreased and the SiO2 content dramatically increased for the massive increment of gangue minerals in the <0.074 mm fraction.
Within the range of 5.2–6.0 N/mm2, low-grade hematite ore was not crushed further because of the “size effect” on the strength of materials, and the comminution effect of materials became stable.
5 Conclusions
1) The fracture of low-grade hematite ore in HPGR was an interactive dynamic process in which interaction between coarse gangue mineral particles and fine valuable mineral particles was alternately continuous with increased compactness and compacting strength of materials. The ability, single particles or single mineral phase resisting external compressive forces, determines whether they are broken, distorted, or undestroyed.
2) The valuable minerals were gradually crushed after preferentially absorbing energy, but gangue minerals only acted as an energy transferring medium within the range of 2.8-4.4 N/mm2. While in the range of 4.4-5.2 N/mm2, gangue minerals were adequately crushed whereas preferentially crushed valuable minerals acted as an energy transfer medium. Within the range of 5.2-6.0 N/mm2, low-grade hematite ore was not comminuted further because of the “size effect” on the strength of materials.
3) Within the range of 2.8-6.0 N/mm2, the specific surface energy of <0.074 mm fractions and the specific energy consumed in HPGR increased approximately linearly with increased specific pressure.
4) The liberation degrees of valuable minerals remained stable, but the reduction ratio sharply increased within the range of 4.4–5.2 N/mm2, and the dispersion specific surface energy decreased whereas specific surface area increased significantly.
5) It was also proven that micro cracks were generated not only on the boundaries between valuable mineral (Fe2O3) and gangue mineral (SiO2) but also across the valuable phase. It was deduced that the micro cracks in the valuable phase resulted in the sharp increase of specific surface area, which declined the energy consumption of following grinding section, and the grinding cost reduced notably.
References
[1] NI Ri-liang, ZHENG Guang-zhi, ZHANG Yi-fei. Review on development of high pressure grinding roll used in metal mines and its process system [J]. Mining & Processing Equipment, 2011, 39(5): 75-79.
[2] HAKAN B, NAMIK A A, HAKAN D. Investigation of the breakage of hard and soft components under high compression: HPGR application [J]. Minerals Engineering, 2011, 24(3/4): 303-307.
[3] XUE Min. Discussion on the application of high-pressure roller mill [J]. Metal Mine, 2010(3): 111-112.
[4] NAMIK A A, LEVENT E, HAKAN B. High pressure grinding rolls applications in the cement industry [J]. Minerals Engineering, 2006, 19: 130-139.
[5] HAN Yue-xin, LIU Lei, YUAN Zhi-tao, WANG Ze-hong, ZHANG Patrick. Comparison of low-grade hematite product characteristics in a high-pressure grinding roller and jaw crusher [J]. Minerals and Metallurgical Processing, 2012, 29(2): 75-80.
[6] PHANINDRA K, NIKHIL D, TOLAG D, LIN C L, MILLER J D. Particle damage and exposure analysis in HPGR crushing of selected copper ores for column leaching [J]. Minerals Engineering, 2011, 24(13): 1478-1487.
[7] HOSSEININIA E S, MIRGHASEMI A A. Effect of particle breakage on the behavior of simulated angular particle assemblies [J]. China Particuology, 2007(5): 328-336.
[8] HILDEN M, SUTHERS S,ILDEN M, SUTHERS S. Comparing energy efficiency of multi-pass gigh pressure grinding roll (HPGR) circuits [C]// Proceedings of XXV International Mineral Processing Congress 2010. Brisbane, Australia, 2010: 801-811.
[9] REFAHI A, AGHAZADEH M J, REZAI B. Discrete element modeling for predicting breakage behavior and fracture energy of a single particle in a jaw crusher [J]. International Journal of Mineral Processing, 2010, 94(1/2): 83-91.
[10] VAN MIER J G M, VAN VLITER M R A. Influence of microstructure of concrete on size/scale effects in tensile fracture [J]. Engineering Fracture Mechanics, 2003, 70: 2281-2306.
[11] KARIHALOO B L, ABDALLA H M. Deterministic size effect in the strength of cracked concrete structures [J]. Cement & Concrete Research, 2006, 36: 171-188.
[12] LIANG Z Z, TANG C A, LI H X, XU T, ZHANG Y B. Numerical simulation of 3-d failure process in heterogeneous rocks [J], International Journal of Rock Mechanics and Mining Sciences, 2004, 41: 323-328.
[13] WILLS B A. Mineral procssing technology [M]. Holand: Elsevier Science & Technology Books. 2006: 109.
[14] SHARMA P K, HANUMANTHA R K. Analysis of different approaches for evaluation of surface energy of microbial cells by contact angle goniometry [J]. Advances in Colloid and Interface Science, 2002, 98(1): 341-463.
[15] STALDER A F, KULIK G, SAGE D, BARBIERI L, HOFFMANN P. A snake-based approach to accurate determination of both contact points and contact angles [J]. Colloids and Surfaces A: Physicochem Eng Aspects, 2006, 286(1/2/3): 92-103.
[16] CHENGARA A V, NIKOLOV A D, WASAN D T. New paradigms for spreading of colloidal fluids on solid surfaces [J]. Advances in Polymer Science, 2008, 218: 117-141.
[17] POCIUS A V. Adhesion and adhesion technology: An introduction M]. New York: Marcel Dekker, 2002: 73-102.
[18] TAVARES L M. Particle weakening in high-pressure roll grinding [J]. Minerals Engineering, 2005, 18(7): 651-657.
[19] ABOUZEID A Z M, FUERSTENAU D W. Grinding of mineral mixtures in high-pressure grinding rolls [J]. International Journal of Mineral Processing, 2009, 93: 59-65.
[20] FAN Jian-jun, QIU Guan-zhou, JIANG Tao, GUO Yu-feng, HAO Hai-zheng, YANG Yong-bin. Mechanism of high pressure roll grinding on compression strength of oxidized hematite pellets [J]. Journal of Central South University, 2012, 19(9): 2611-2619.
[21] HOSTEN C, CIMILLI H. The effect of feed size distribution on confined-bed comminution of quartz and calcite in piston-die press [J]. International Journal of Mineral Processing, 2009, 91: 81-87.
[22] TORRES M, CASALI A. A novel approach for the modelling of high-pressure grinding rolls [J]. Minerals Engineering, 2009, 22(13): 1137-1146.
(Edited by YANG Bing)
Foundation item: Project(2012AA062301) supported by the National High Technology Research and Development Program of China
Received date: 2015-06-30; Accepted date: 2016-05-11
Corresponding author: LI Li-xia, Associate Professor, PhD; Tel: +86-24-83680162; E-mail: lilixia@mail.neu.edu.cn

