Article ID: 1003-6326(2005)02-0443-04
Finite element method simulation of
shotpeening wing skin panel
WU Wei(�� Ϊ), ZENG Yuan-song(��Ԫ��), HUANG Xia(�� ��), LI Zhi-qiang(��־ǿ)
(Beijing Aeronautical Manufacturing Technology Research Institute, Beijing , China)
Abstract: Finite element method(FEM) was used to simulate the forming process of shotpeening the wing skin panel. Experiment of shotpeeing the wing skin panel was carried out. The results show that equivalent deformation in shotpeening process can be obtained using the elongation and bending result caused by thermal stress that is induced by applying temperature load on the surface of the part. Deformation of the part in the shotpeeing process can be analyzed using this method. The parameters and their relationships are identified.
Key words: wing skin panel; shotpeen forming; simulation; finite element method CLC number:
Document code: A
1 INTRODUCTION
Shotpeen forming can generate compressive stress on the surface of the part. The compressive stress layer can stop the fatigue crack from creating and growing, thus improving the fatigue property of the part. At one time, shotpeen forming is dieless, so it is especially appropriate for large part processing like wing skin panel[1-3].
There are many factors contributing to the shotpeen forming[4], such as the impact velocity of the shot, the shape (diameter) of the shot, coverage, the thickness of the part, and the status of the part. Presently, much success of SPF lies on the skill of the operator. There are two main kinds of FE simulation applied in the shotpeen forming. The first one is to set analysis models according to the real impact process so as to study the mechanism of the shotpeen forming, the size of the dimple, and the distribution of the residual stress in the object of manufacture, etc. Because of the limits of the FEA and the hardware of the computer, it can not be simulated that thousands of shots are really impacting on the part surface. The second one is to use the deformation equivalent principle, which uses other loads as the impact loads in the real process, and simulates the shotpeen forming process. This paper is about simulating the shotpeen forming process and the needed conditions using thermal loads, while indicating the applicability of the method.
2 SIMULATION METHODS
2.1 Theory and assumption[6-8]
There are only stretching and bending effects when the material is being shotpeen formed, so these two conditions should be met with any equivalent simulation methods.
The residual stress ��r(Z) on the cross section of the part after shotpeening can be decomposed into three portions:
��r(Z)=��s(Z)+��F(Z)+��b(Z)(1)
where ��s(Z) is the stress generated by shotpeening; ��F(Z)is the stretching stress in the cross section; ��b(Z) is the bending stress in the cross section. Assuming that ��s(Z) is even and continuous, ignoring partial plastic deformation and load history.
In the temperature gradient field, the internal stress generated in the free rectangular plate is[1, 2]

where ��t is the stress generated by temperature; ��F and ��M are stretching stress and bending stress generated by temperature gradient; E is elastic modulus; t is temperature; �� is conduction coefficient.
Derived from Eqns.(1) and (2), shotpeening process is similar to the deformation of the rectangular plate in single dimension temperature field, so project load of the shot can be replaced by temperature load.
2.2 Analysis model
Multiple layer shell elements were employed to define compressive stress deformation layer generated by shotpeening. Analysis model of deformation is shown in Fig.1.
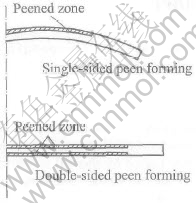
Fig.1 Principle of analysis model for simulation
3 ANALYSIS AND DISCUSSION
3.1 Coefficient conversion between heat load and intensity of shotpeening
The relationship between temperature and parameter of shotpeening must be found to simulate shotpeening process using heat load where the intensity of the shotpeening is a most important factor. Through experiment and FE simulation, the corresponding relation between temperature t and arc height i (intensity of the shotpeening) was built as[9]
t=ki(3)
where k is the scale coefficient obtained by experiment and FE simulation. The material of the part is 2024T351, with its dimension as 76mm��19mm��4mm, the shot is S390. Experimental data are shown in Table 1. The FE model is built according to the material of the part, its size, and the experimental condition. Fig.2 separately shows the sim ulated and the real deformation when shotpeening the part. Under such experimental condition, the scale coefficient k is decided as 47.152.
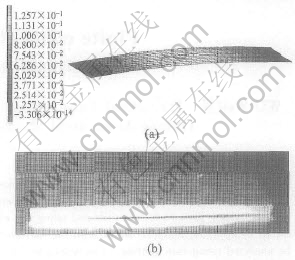
Fig.2 Simulated and real deformation for shotpeening part of material 2024T351
3.2 Saddle shape simulation of shotpeening
The present wing skin panel often shows saddle or drum shape owing to the aerodynamic requirements[10, 11]. It is very instructive for real manufacture to simulate the deformation process before shotpeening and decide the amount of deformation. Fig.3 shows the simulation and shotpeening condition when the plane part is deformed into saddle shape. The dimension of the part is 665mm��500mm��4.06mm, and the material is 2024T351. There are 3300 multiple layer shell elements defined in the FE model. Figs.4 and 5 show the equivalent strain of each node in the spanwise edge and chordwise edge gained by FE simulation[9-16].
Table 1 Scale coefficient k decided by shotpeening and FE simulation
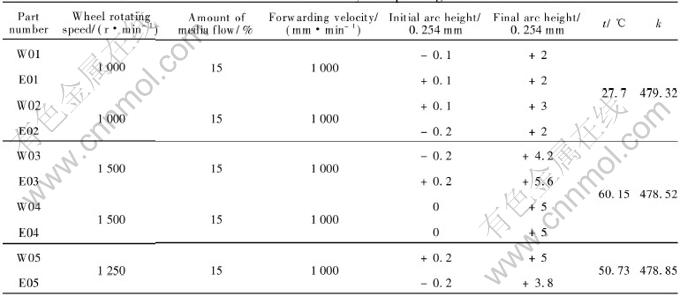
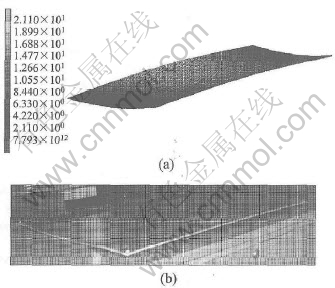
Fig.3 Simulation and shotpeening condition
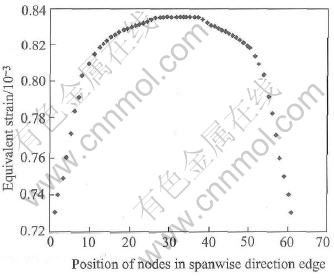
Fig.4 Deformation condition in spanwise edge of panel
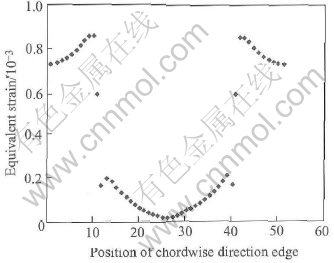
]Fig.5 Deformation condition in chordwise edge of panel
3.3 Simulation of panel deformation
It is valuable to simulate the shotpeening deformation process with FE simulation, in which the position and path of the shot can be decided, and to analyze the shotpeening of the blank model while decide the deformation size of each position. Fig.6 shows the map of blank partial of some type of wing skin panel. The distribution of themal load on the panel surface is shown in the map, which represents the shot track. And different temperature stands for different intensity of the shotpeening. The panel which stuff is 7075T651 has a rib there, and takes a saddle shape at the same time. To form the saddle shape, single curvature in the chordwise direction is made first, as shown in Fig.7. Spanwise deformation is made then, and the saddle shape is obtained finally, as shown in Fig.8.
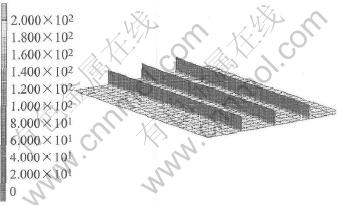
Fig.6 Temperature field on panel with rib
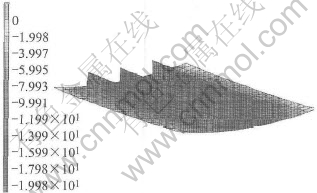
Fig.7 Single curvature in chordwise direction deformation on panel with rib
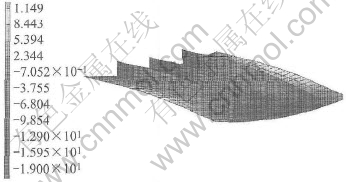
Fig.8 Double curvature saddle shape on panel with rib
4 CONCLUSIONS
1) It is possible to simulate shotpeening process of the workpiece by applying temperature field on it. Above all, the deformation process, deformation strain, and deformation area can be analyzed quantitatively.
2) To simulate shotpeening process with equivalent deformation method needs to be compared with experiments, so as to decide the relation of temperature and the intensity of the shot.
REFERENCES
[1]Hara P O. Peen-forming-a developmenting technique [A]. Proceedings of the 8th International Conference on Shot Peening (ICSP-8) [C]. Germany: Garmisch-Partenkirchen, 2002. 215-226.
[2]Kishor M K, John A S. Investigation of shotpeening as a forming process for aircraft wing skins [J]. Journal of Applied Metal Working, 1984, 4: 34-44.
[3]Nachman G. Shot peening_past, present and future [A]. Proc of ICSP-7 [C]. Poland: Garmisch-Partenkirchen, 2000. 207-213.
[4]Gardiner D E, Platts M J. Towards peen forming process optimization [A]. Proc of ICSP-7 [C]. Poland: Garmisch-Partenkirchen, 2000. 235-243.
[5]Vanluchene R D, Cramer E J. Numerical modeling of a wing skin peen forming process [J]. Journal of Materials Engineering and Performance, 1996, 5(6): 753-759.
[6]Homer E, Vanluchene R D. Aircraft wing skin contouring by shot peening [J]. Journal of Material Shaping Technology, 1991, 9: 89-101.
[7]LIANG Bing-weng, HU Shi-guang. Plastic Theory of Sheet Metal Forming [M]. Beijing: China Machine Press, 1998.
[8]Andrew L, Alan P. Finite element analysis of shot peening [J]. J Materials Processing Technology, 1998, 80-81: 304-308.
[9]ZENG Yuan-song. Finite element simulation of shot peen forming [A]. Proceedings of the 8th International Conference on Shot Peening(ICSP-8) [C]. Germany: Garmisch-Partenkirchen, 2002. 554-560.
[10]LEE Guo-xiang. Dihedral shape forming of wing skin panel [J]. Journal of Aeronautical Manufacturing Engineering, 1998, 2: 15.
[11]Friese A, Lohmar j, W��stefeld F. Current applications of advanced peen forming implementation [A]. Proceedings of the 8th International Conference on Shot Peening(ICSP-8) [C]. Germany: Garmisch-Partenkirchen, 2002. 53-62.
[12]LEE Shang-jian. Simulation of Metal Forming [M]. Beijing: China Machine Press, 1999.
[13]W��stefeld F, Linnemann W, Kittel S. Towards peen forming process automation [A]. Proceedings of the 8th International Conference on Shot Peening(ICSP-8) [C]. Germany: Garmisch-Partenkirchen, 2002. 44-52.
[14]KANG Xiao-ming. Shot Peen-Forming Simulation [D]. Xi��an: Northwestern Polytechnical University. 1999.
[15]Reiner K, J��rgen S. Optimising the double-sided simultaneous shot peen forming [A]. Proceedings of the 8th International Conference on Shot Peening(ICSP-8) [C]. Germany: Garmisch-Partenkirchen, 2002. 227-233.
[16]Wang T, Platts M J. A computer-aided blank design method for the peen forming process [J]. Journal of Materials Processing Technology, 2002, 122: 374-380.
Received date: 2004-11-20; Accepted date: 2005-01-18
Correspondence: WU Wei, PhD; Tel: +86-10-85701254; E-mail: wwu_mail@yahoo.com.cn
(Edited by LI Xiang-qun)

