��ͬ�غɺͶ�ż��C/C-Cu���ϲ��ϵ�Ħ��ĥ������
Ƚ��Ƽ����ï�У�����ʤ�������� ��
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ����̿��ά�������ձΪԤ���壬�û�ѧ������(CVI)������/̿��(I/C)�ķ����Ʊ��ܶȺͻ���̿��ͬ��C/C������壬�������������ͭ�Ͻ�Һ����C/C�������Ʊ�C/C-Cu���ϲ��ϣ��о����������Ը��ϲ���Ħ��ĥ������Ӱ�졣�о��������������ʱ����ӳ���C/C-Cu���ϲ���Ħ�����������ȶ��������غɵ����ӣ�Ħ�����������ĥ��������������غ�Ϊ80 Nʱ�ﵽ���ֵ������Ħ�����������ĥ�����ż���йأ�������Ӳ�Ƚϸߵ�40Cr��Ϊ��ż��ʱ������Ħ����������ʱ����ӳ������Ӳ������ȶ�����ĥ�����������Ӳ�ȵ͵Ļ�ͭ����ͭΪ��ż��ʱ������Ħ����������ʱ��仯��������ͭ��żʱ��ĥ������С��C/C-Cu���ϲ��ϵ�ĥ�������ҪΪĥ��ĥ��ճ��ĥ�𣬲���40Cr������żʱ����ĥ��Ӵ�
�ؼ��ʣ�C/C-Cu���ϲ��ϣ�C/C���壻����ͭ��Ħ����ĥ��
��ͼ����ţ�TB332 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)04-0595-07
Wear behavior of C/C-Cu composites under different loads
and couple parts
RAN Li-ping, YI Mao-zhong, WANG Chao-sheng, YI Zhen-hua, YANG Lin
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract��C/C-Cu composites were fabricated by infiltrating molten Cu to different C/C preforms which were prepared by chemical vapor infiltration(CVI), resin impregnation and carbonization (I/C). The friction and wear behavior of the composites was researched by wear test. The results show that the friction coefficients of the composites increase and reach stable value eventually as the time increases. With the increase of test loads, the friction coefficients and bulk wear loss increase at first and get to maximum under 80 N and then decrease. The friction coefficients and the bulk wear loss are related to the couple parts. As the test time increases, the friction coefficient of the composite increases using 40Cr steel with higher hardness as couple parts and does not change very much using copper and brass copper as couple parts. The friction coefficient and bulk wear loss of the composites using 40Cr steel as couple parts are greater than that using copper as couple parts. The main wear mechanisms of the composite are abrasive wear and adhesion wear, and oxidation wear is more serious when using 40Cr steel as couple parts.
Key words��C/C-Cu composites; C/C preforms; molten copper infiltration; friction; wear
�����ˢ�Ȼ����������Ҫ�������õĵ����Ժ���ĥ��[1-2]������Cu��Ag�Ʊ��ĵ�1����ˢ�������õĵ����ԣ�����ĥ�Բ����롣����Cu-Ni�ȺϽ��Cu-ʯī���ϲ����Ʊ��ĵ�2����ˢ�Ϻõ��������ĥ�ԣ��������˵����ԡ�����̿��ά-ʯī-Ag�����ϲ����Ʊ��ĵ�3����ˢ�������ܶ��Ƚ����룬�����ո��ӡ��ɱ�̫��[3]���о�������C/C���ϲ��Ͼ�����������ĥ�Ժ�һ���ĵ�����[4-6]��Cu���нϸߵĵ��硢�����Լ������Ĺ������ܡ���C��Cu�Ʊ��ĸ��ϲ��Ͼ��������ĵ��硢�����ԣ��������������¾������õļ�Ħ����ĥ����[7-12]��������������Ҫ��Ŀǰ���������Ʊ�C/Cu���ϲ��ϵĹ��մ��·�Ϊ���෨��Һ�෨[13-14]�����෨��Ҫ������ĩұ����ѹ���ȣ�Һ�෨��ҪΪ�����������෨���ڵ������dzɱ��ߣ�̿��ά��ɢ�ѣ�C��Cu��ʪ�Բ����ͳ��Һ�������Ϊ̿��ά���л��ܼ��������Ԥ�ƿ����ģ�ߣ�������Һ����ģ���У����л��ܼ��ӷ�������Һ����Ԥ�Ƽ����Ƶø��ϲ��ϣ����÷�������ʪ����Ч����̫���롣�й�C/C�����Ʊ�C/C-Cu���ϲ��ϵ��о�δ���������ڴˣ���������ͨ�����ӺϽ�Ԫ�صķ�������C��Cu����ʪ�ԣ���Cu���������C/C�����������Ʊ�C/C-Cu���ϲ��ϣ��о�ʵ����������Ħ��ĥ�����ܵ�Ӱ�죬̽����C/C-Cu���ϲ�����Ϊ��ˢ���ϵĿ����ԡ�
1 ʵ�鷽��
���ܶ�Ϊ0.5~0.6 g/cm3�ľ۱�ϩ��̿��ά�������ձΪԤ���壬�û�ѧ������(CVI)������/̿��(I/C)�ķ����Ʊ���ͬ�ܶȺͲ�ͬ����̿��C/C������壬�������Ʊ����ռ�����[15]�����������¯�н��У��������Ǵ���99%���ϡ�����Ϊ50~75 ��m��ͭ�ۺ��ѷۣ�����ͬ����������Ϻ���C/C��������ʯī�����У���1 300 ����������Ʊ���C/C-Cu���ϲ��ϡ����ϲ��ϵ��������ͺ��ܶ����1��ʾ��
��1 C/C���ϲ��ϵ��������ͺ��ܶ�
Table 1 Type and density of C/C perform and composites
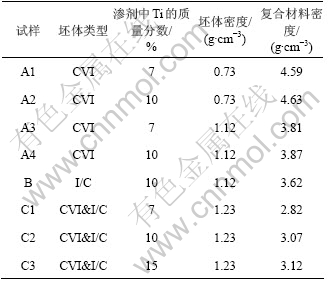
�����Ʊ���C/C-Cu���ϲ��Ϻ͵�̿���ṩ��J204��ˢ����ͨ�����и�ӹ���20 mm��12 mm��6 mm����������Ħ��ĥ��ʵ�顣ĥ��ʵ����MM-2000�ͻ�-��Ħ��ĥ�������������Ӳ�ȷֱ�Ϊ58HRC��123HBS��92HBS��40Cr�֡���ͭ����ͭΪ��ż���غɷֱ�Ϊ50��80��100 N��Ħ�����ٶ�Ϊ0.42 m/s��ʵ��ʱ��Ϊ10 h��
2 ���������
2.1 �غɶԻ���Ħ��ĥ�����ܵ�Ӱ��
ͼ1��ʾΪC1��C3������40Cr��żʱ�ڲ�ͬ�غ���Ħ��������ʱ��ı仯��ϵ�����Կ���������ʱ����ӳ������ϵ�Ħ�����������������ȶ������ڲ�ͬ���غ��£�Ħ��������ʱ��ı仯����������ͬ����ͼ1���ɿ������غ�Ϊ50 NʱĦ�������ϵͣ��غ�Ϊ80 NʱĦ����������϶࣬�����غ�Ϊ100 Nʱ��Ħ�������������͡���Ϊ������غɣ�ʹ�����е�C�����ر�¶�����棬�Բ������������ã����Ҹ�����ڱ����γɹ⻬��Ħ��Ĥ��ʹĦ�������������͡�����������Ͳ�ͬ�ɷֵ����������Ʊ��ĸ��ϲ��ϵ�Ħ�������о������ƵĽ�����ӱ�2���Կ��������ۺ������塢������������Cu�Ʊ����ϲ��ϵ����ĥ�������غɵı仯���������ͬ�����غ�Ϊ50 Nʱ�ϵͣ��غ�Ϊ80 Nʱĥ�������ӣ��غɵ�100 Nʱ��Ħ��������С��ͬʱ�����ĥ��Ҳ���ż�С������ˢ����J204���غ�Ϊ50 Nʱ��40Cr��ż10 h�����ĥ����Ϊ6.7 mm3��Զ����C/C-Cu���ϲ��ϵ����ĥ������

(a) C1����; (b) C3����
1��50 N�� 2��80 N�� 3��100 N
ͼ1 ��ͬ��������40Cr�ֶ�żʱĦ��������ʱ��ı仯����
Fig.1 Relationship between friction coefficient of
different samples and time under different loads using 40Cr as couple part
��2 ���ϲ����ڲ�ͬ�غ���Ħ��10 h���ϵ����ĥ����
Table 2 Bulk wear loss of composites after wear 10 h under different loads

ͼ2��ʾΪC1�����ڲ�ͬ�غ��µ�Ħ��ĥ����ò�����Կ������ڲ�ͬ�غ��¶��γ���Ħ��Ĥ��̿��άҲ��ͬ�̶ȱ�ĥ��̿��ά������Ħ�����Ͳ��ϵĵ�Ӵ�����̿��ά�����������ã��������ھ����������õ�ĥмĤ���γɺ�̿��ά�Ĺ�ͬ���ã�ʹ�����нϺõ�Ħ�����ܡ�
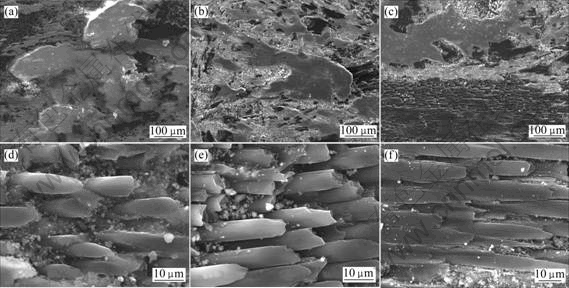
(a) 50 N��Ħ��Ĥ��ò��(b) 80NĦ��Ĥ��ò��(c) 100 NĦ��Ĥ��ò��(d) 50 N��̿��ά��ĥ����ò��
(e) 80 N��̿��ά��ĥ����ò��(f) 100 N��̿��ά��ĥ����ò
ͼ2 ��ͬ�غ���40Cr�ֶ�żĦ��10 h ��C1������Ħ��Ĥ��ò��̿��ά��ĥ����ò
Fig.2 Images of wear film and carbon fiber of sample C1 after wearing 10 h under different loads using 40Cr as couple part
��ͼ2(a)~(c)�ɼ����غɽϵ�ʱ���γɵ�ĥмĤ�϶࣬ĥм���٣������غɵ�����80 Nʱ��ĥм���࣬ĥмĤ�����С�����ǣ������غɵļ�������100 ʱ��ĥмĤ����������ӣ����ҽ�������Ĥ���ӣ���ͼ3��ʾ����40Cr�ֶ�ż��ĥ��ĥмĤ��2����̬��һ��Ϊ��ɫ�⻬��ĥмĤ(��ͼ3(a)��A����)����һ��Ϊ��ɫ��dz�����а���ɫ�ߵ��ĥмĤ��(��ͼ3(a)��B����)��������������ɫĥмĤ��Ҫ��CΪ���������̶Ƚ�С����ɫĥмĤC����Լ��٣�����Fe��Cr��Cu�ȳɷ����ӣ����������ϸߣ�������Ϊ��ż�Ͳ����ϵĽ�����������������Ĥ��
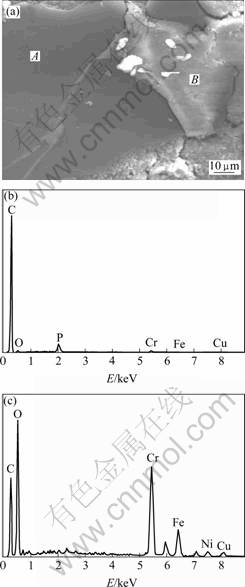
(a) Ħ��Ĥ��ò��(b) A��������������(c) B������������
ͼ3 C1��������40Cr�ֶ�ż��50 N�غ���Ħ��Ĥ��ò����������
Fig.3 Image of wear film and energy spectrums of sample C1 under load of 50 N using 40Cr as couple parts
��ͼ2(d)~(f)���Կ�������Ħ��������̿��ά����ͬ�̶ȵر�ĥ���غ�Ϊ50 Nʱ����ż����̿��ά�Ӵ����ֽ�С��ĥ������̿��ά��һС�Σ�����̿��άĥ���غ�Ϊ80 Nʱ��̿��άĥ�����ࣻ100 Nʱ��̿��ά���ż֮��ĽӴ��������ĥ���ɢ�ڽϳ�һ�ε�̿��ά�ϣ�ĥ����С��̿��ά�Դٽ�Ħ��ĥ�����ܵĹ���Ҳ���ӽ϶࣬�γɽ�Ϊ�⻬��������Ħ�����档
ͨ����Ϊ��Ħ��ĥ���ϵ���֯Ӧ�������������Ի����Ϸֲ�������Ӳ���������ʽṹ���������غ������£�����Ħ�������Ӳ����ֱ�ӳ����غɣ�����������֧��Ӳ������á���Ϊ��Ӳ����Ӵ��ͻ���Ħ�������ԣ�Ħ��������ĥ��С������ΪӲ�౻֧����������֮�ϣ����ԣ������������ζ������ڲ����Ħ���ı��棬ͬʱ�������廹����ʹӲ���ϵ�ѹ���ֲ�����[16]��C/C-Cu���ϲ����д�����Ӳ�Ȳ��ߵ�ͭ�Ͻ�������࣬�����������õ�̿��ά��̿�����࣬����Ӳ�ʵ�TiC�Լ�Cu��Ti�Ľ����������࣬ʹ�����кܺõļ�Ħ��ĥ���ܡ�
������������֪���ڵ��غ�ʱ��ĥмĤ����ϴ�ĦмĤ����������ʹĦ��������С��ĥ��ҲС�����غɼӴ�80 Nʱ��Ħ��Ĥ�����С��̿��ά�������࣬Ħ����������ͬʱ��ĥ��Ҳ�����غ�����100 Nʱ������Ĥ���࣬̿��ά�ĽӴ�������ӣ����Ѽ������γɽ�Ϊ�⻬��Ħ�����棬���ϳ���ѹ����Ӳ���������������У�ʹ�����Ӳ�������ض��ﵽ�غɾ��ȷֲ������ԣ��غ�Ϊ100 Nʱ��Ħ��������ĥ���������͡�
2.2 ��ͬ��ż���϶Ի���Ħ��ĥ�����ܵ�Ӱ��
ͼ4��ʾΪ���ò�ͬ��ż����ʱA2��A4������Ħ��������ʱ��ı仯��ϵ����ͼ4���Կ���������Ӳ�Ƚϸߵ�40Cr������ż��ʱ������Ħ�������ϸߣ�������ʱ������ӣ�Ħ��������ʼ�����ϴ����������ƽ����������Ӳ�Ƚϵ͵���ͭ�ͻ�ͭ����ż��ʱ��Ħ�������ϵͣ�����ʱ��ı仯���ȶ�������ͭΪ��ż��ʱ������Ħ��������ʱ��ı仯��ʱ�������½������ƣ���������ż��Ӳ�ȵ��ڲ��ϵ�Ӳ���йء�

(a) A2������(b) A4����
1��40Cr��2����ͭ��3����ͭ
ͼ4 ���ò�ͬ��żʱ����Ħ��������ʱ��ı仯����
Fig.4 Relationship between friction coefficient of different samples and time using different couple parts
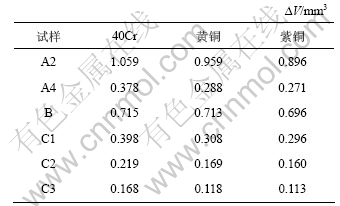
��3��ʾΪ���ϲ��ϲ��ò�ͬ��ż��50 N��Ħ��10 h����ϵ����ĥ��������ͬ�����غ��£����û�ͭ����ͭ��ż���ϵ����ĥ�����Ȳ���40Cr�ֶ�ż��С���ӱ�3���Կ���������������һ��������£�CVI�����Ʊ��IJ��ϵ����ĥ����С��I/C�����Ʊ��IJ��ϵ����ĥ������������ͬʱ������Ti���������ӣ����ϲ�����֯�о��нϸ�Ӳ�Ȼ����������������ӣ�ĥ������С��
��3 50 N�غ��²��ò�ͬ��ż��Ħ��10 h�ϲ��ϵ����ĥ����
Table 3 Bulk wear loss of composites after wearing 10 h under load of 50 N using different couple parts
ͼ5��ʾΪ50 N�غ��²��ò�ͬ��żĦ��10 h�ϲ��ϵ�Ħ����ò�����Կ���������ż���ֱ�Ϊ������ͭ����ͭ��40Crʱ�����Ŷ�ż��Ӳ�ȵ���ߣ����ϲ��ϱ����Ħ��ĥ���Ϊ���ء�������ͭ��ż��Ħ������������������Ļ��ۣ�������40Cr�ֶ�ż��Ħ��������������н����ĥ��ۼ�����ĥ����Χ�����˱��Σ����û�ͭ��ż��Ħ������������ĥ�������������֮�䡣

(a) ��ͭ��ż��(b) ��ͭ��ż��(c) 40Cr�ֶ�ż
ͼ5 ���ò�ͬ��żʱA4������Ħ��ĥ����ò
Fig.5 Morphologies of A4 sample after wearing 10 h using different couple parts
ͼ6��ʾΪA4�������ò�ͬ��ż��������ĥмĤ����������������Կ�������ĥмĤ��CuΪ��������C�ķֲ����γ��˾����������õı���Ĥ����ˣ�����Ħ�������ϵͣ����ĥ�������١���ͼ6�����Կ�����ĥм������OԪ�أ���O�������ż���йأ�����40Cr�ֶ�żʱ��O�����ϸߣ���ͭ��żʱ�� O������ͣ�˵��40Cr�ֶ�żʱ������ĥ��Ӵ�
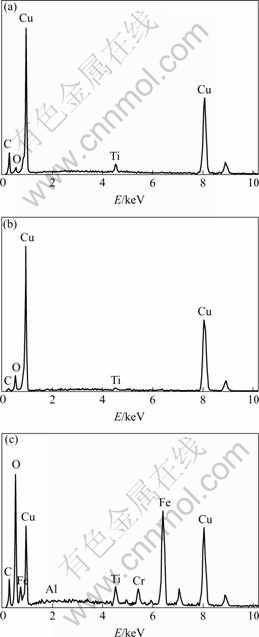
(a) ��ͭ��ż��(b) ��ͭ��ż��(c) 40Cr�ֶ�ż
ͼ6 ���ò�ͬ��żʱ50 N�غ�ʱA4��Ʒ����ĥмĤ������
Fig.6 Energy spectrums of wear film of A4 sample under load of 50 N using different couple parts
��C/C-Cu���ϲ��ϲ��ò�ͬ��żʱ�����ֶ�ż������ĥ���Ǻܴ�ż����10 hĦ����ֻ������ĥ����ͭ��ż�����ĥ��������40Cr�ֶ�ż�����ĥ������
2.3 Ħ��ĥ�����
��Ħ����ʼ�Σ�Ħ�������廥��Ƕ�룬�跢���ϴ�ı��β��ܿ˷���Ħ�����������ܺ�ʱ����������γ�ĥм������Ĥ����������ʹ��Ħ��������ֲڣ�Ħ������������Ħ��ʱ�����ӣ��γ��˽Ϻ��������ĥмĤ������Ħ�������ͣ�C/C-Cu���ϲ����ڸ����Ӳ�Ȳ�ͬ����Ĥ�����в��죬�����غɵĸı䣬��ż�IJ�ͬ��ĥмĤ���γ�Ҳ��һ������Щ���ص��ۺ����ã�ʹĦ����������������
ĥ��ķ�����Ҫ�ǣ�ĥ��ĥ��ճ��ĥ��ƣ��ĥ���ʴĥ��C/C-Cu���ϲ������ڴ���̿��ά��
����̿����Ħ�������У�������C��Ӧ����������������һ����Ħ�������γɾ����������õ�ĥмĤ��̿��άҲ�Ͷ�żĦ�����γɵ�Ӵ���ĥ��һ��ʱ����ϲ��ϵ�ĥ�������Ҫ�����غɵ��Ǹ�ǿ����ά������ά��������ĥ�Խ�ǿ������ֱ������ܵ�����Ͻ�ı����������ܵ����ˣ���ʱ����ά����ĥ��������C��ά��Ħ�����������±��С��C����������һ�����������á�C/C-Cu���ϲ����ڵ��غ�ʱ��ĥ����Ҫ��ĥ��ĥ�𣬶�Ħ����������������ã��ػ��������γ��˲�ͬ�̶ȵĻ���(��ͼ5��ʾ)�����غ�������ѹ��Ħ���������ĥ�ۣ��ڱ��漷ѹ���µ�ĥм����Щĥм���γ�ĥмĤ����ͼ3���Կ�������ĥмĤ���ж�ż����Ԫ�طֲ���ͬʱ��ż����Ҳ��Cu��C��Ԫ�طֲ������Ħ��ĥ������в�����ճ��ĥ�𡣴�ͼ6���Կ�������ʹ��40Cr�ֶ�ż�ͻ�ͭ����ͭ��żʱ���������ڣ�ĥм��Ҳ�����ɷ֣�����40Cr�ֶ�żʱ�������ϸߣ�����ĥ���������Щ�����غɼӴ������£�����ĥ��Ӿ硣����ĥ���ǻ�ѧ�����ͻ�еĥ��2��������̽��еĹ��̣�Ħ���������¶����ߣ��������Ա��δ�ʹ�����е�����ɢ�����β㣬��������ɢ���������Ա��Ρ��ɼ����غɽϵ�ʱ��C/C-Cu���ϲ��ϵ�ĥ����ĥ��ĥ��Ϊ���������غɵ����ߣ�ճ��ĥ�������ĥ��Ӿ磬�Ҳ��ò�ͬ��żʱ��ĥ��Ļ���Ҳ������ͬ��
3 �� ��
a. ����ʱ����ӳ���C/C-Cu���ϲ���Ħ�����������ȶ��������غɵ����ӣ�Ħ�����������ĥ������������С��80 Nʱ�ﵽ���ֵ��
b. ����Ӳ�Ƚϸߵ�40Cr��Ϊ��ż��ʱ������Ħ����������ʱ����ӳ������Ӳ������ȶ���Ӳ�ȵ͵Ļ�ͭ����ͭΪ��ż��ʱ��Ħ��������ʱ��仯�����������½����ƣ���40Cr�ֶ�żʱ�����ϵ����ĥ�����������ͭ��żʱ�����ĥ������С��
c. C/C-Cu���ϲ��ϵ�ĥ�������ҪΪĥ��ĥ���ճ��ĥ��
�ο����ף�
[1] ���ĸ�, ��근, �� ��. �Ʊ����ն�Cu/C���ϲ�����֯�����ܵ�Ӱ��[J]. �繤����, 2004(4): 3-6.
CHEN Wen-ge, SHEN Hong-fang, HU Bo. Influence of preparation process on structure and properties of Cu/ C sliding electrical contact materials[J]. Electrical Engineering Materials, 2004(4): 3-6
[2] ��ʿ��, �� ��, ���ٷ�, ��. ̿��ά-ʯī-�������ϲ��ϵ�ˢ��Ӧ���о�[N]. �Ϸʹ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 1996, 19(3): 19-25.
YAN Shi-qin, FENG Yi, XU Shao-fan, et al. Application study of carbon fiber-graphite-silver matrix composite electric brushes[J]. Journal of Hefei University of Techenology, 1996, 19(3): 19-25.
[3] ʯ��, ������, �����, ��. ̿/̿���ϲ��Ϻ��յ�ˢ���Ʊ�[J]. ̿��, 2004, 119(3): 3-6.
SHI Zhen-hai, XU Xiang-yang, GUO Ling-jun. Preparation of C/C composites aerial brush[J] . Carbon, 2004, 119(3): 3-6
[4] JIA Min-lin, CHEN-Chi M M A, WEN Chi-chang. Carbon/carbon composites derived from phenolic resin/silica hybrid creamers[J]. Journal of Materials Science, 2001, 36(17): 4259-4266.
[5] Toby J, Johnison D. Effects of fiber orientation on the tribology of a model carbon-carbon composites[J]. Wear, 2001, 249(8): 647-655.
[6] ���´�, ��ï��, ��һ��, ��. C/C���ϲ������Զ���Ħ��ĥ�����ܵ�Ӱ��[J]. ����̿����, 2005, 20(2): 151-156.
LI Xin-chun, YI Mao-zhong, FENG Yi-lei. The effect of C/C composites characteristic on sliding friction and wear behavior[J]. New Carbon Materials, 2005, 20(2): 151-156.
[7] Wan Y Z, Wang Y L, Luo H L, et al. Effects of fiber volume fraction, hot pressing parameters and alloying elements on tensile strength of carbon fiber reinforced copper matrix composite prepared by continuous three-step electrodeposition[J]. Materials Science and Engineering A, 2000, 288(1): 26-33.
[8] Lin M H, Buchgraber W, Korb G, et al. Thermal cycling induced deformation and damage in carbon fiber reinforced copper composite[J]. Scripta Materialia, 2002, 46(2): 169-173.
[9] Jang Y, Kim S, Lee S, et al. Fabrication of carbon nano-sized fiber reinforced copper composite using liquid infiltration process[J]. Composites Science and Technology, 2005, 65(5): 781-784.
[10] ���ܲ�, ������. ̼/ͭ���ϲ����о���չ[J]. ��е���̲���, 1999, 23(6): 6-9.
HAN Shao-chang, Xu Zhong-yu. Researching progress of C/Cu matrix composites[J]. Materials for Mechanical Engineering, 1999, 23(6): 6-9.
[11] Prakasan K, Seshan S. Wear resistance of cast Cu-based MMCs[J]. AFS Transactions, 2000, 108: 91-94.
[12] HE Da-hai, Manory R. A novel electrical contact material with improved self-lubrication for railway current collectors[J]. Wear, 2003, 249(7): 626-636.
[13] ������, ��־ǿ, ��Тǫ. ̿��ά��ǿͭ��(̼/ͭ)���ϲ��ϵ��о���״��չ��[J]. ���ϵ���, 1998, 12(8): 56-59.
ZOU Liu-juan, FAN Zhi-qiang, ZHU Xiao-qian. Research status and outlook for carbon fiber reinforced copper(Cu) & plumbum(Pb) matrix composites[J]. Materials Review, 1998, 12(8): 56-59.
[14] Queipo P, Granda M, Ricardo S, et al. Preparation of pitch-based carbon�Ccopper composites for electrical applications[J]. Fuel, 2004, 83(11/12): 1625-1634.
[15] Ƚ��Ƽ, ��ï��, �� ��. C/C�����RMI C/C-SiC���ϲ�����֯��Ӱ��[J]. �й���ɫ����ѧ��, 2005, 23(8): 1208-1213.
RAN Li-ping, YI Mao-zhong, CHEN Bin. Influence of different C/C performs on microstructure of C/C-SiC composites fabricated by RMI[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(8): 1208-1213.
[16] ��ʫ��. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 1990.
WEN Shi-zhu. Tribological principle[M]. Beijing: Tsinghua University Press, 1990.
�ո����ڣ�2006-12-26
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(973�ƻ�) (2006CB600906)
����飺Ƚ��Ƽ(1963-), Ů, ������, ����̿/̿���ϲ��ϺͲ��ϱ��湤�̷�����о�
ͨѶ���ߣ���ï��, ��, ��ʿ, ����, �������绰��0731-8830894; E-mail: yimaozhong@126.com

