文章编号: 1004-0609(2006)07-1281-07
三价铬脉冲电沉积纳米晶Ni-Cr合金工艺
何新快1, 2, 陈白珍1, 2, 吴璐烨1, 李小东1, 贺全国1
(1. 湖南工业大学 包装与印刷学院 绿色包装与生物纳米技术应用重点实验室, 株洲 412008;
2. 中南大学 冶金科学与工程学院, 长沙 410083)
摘 要: 采用脉冲电沉积方法对三价铬电沉积Ni-Cr合金镀层工艺进行研究, 确定并优化三价铬脉冲电沉积Ni-Cr合金的最佳镀液配方及工艺参数。 研究镀液中各成分及工艺参数对三价铬脉冲电沉积Ni-Cr合金厚度及合金镀层中铬的影响, 利用扫描电镜和电子能谱分析Ni-Cr合金镀层的形貌、 微观结构和化学组成。 结果表明, 镀层厚度和Ni-Cr合金中铬含量在不同浓度的络合剂、 稳定剂、 乙酸钠及不同的电流密度、 温度、 pH值、 占空比和脉冲频率下都存在极大值, 且Ni-Cr合金厚度随合金中铬含量的增加而减少。 当铬含量为24%时, 镀层的厚度大于10μm, 无裂纹, 其晶粒为纳米球状晶粒。
关键词: Ni-Cr合金; 纳米晶; 脉冲电沉积; 三价铬
中图分类号: TQ153.2 文献标识码: A
Process of pulse electrodeposition of nanocrystalline Ni-Cr alloy from trivalent chromium bath
HE Xin-kuai1, 2, CHEN Bai-zhen1, 2, WU Lu-ye1,
LI Xiao-dong1, HE Quan-guo1
(1. Key Laboratory of Green Packaging and Biological Nanotechnology,
School of Packaging and Printing, Hunan University of Technology, Zhuzhou 412008, China;
2. School of Metallurgical Science and Engineering, Central South University,
Changsha 410083, China)
Abstract: The technology of pulse electrodeposition of nanocrystalline Ni-Cr alloy from trivalent chromium bath was studied.The optimum bath and operating conditions were obtained. The influences of the composition of the bath and the operating conditions on the thickness and the Cr contents of Ni-Cr plating layer were investigated. By SEM, EDS and XRD analyses, the morphology, microstructure and chemical composition were investigated. The results show that both the thickness of Ni-Cr plating layer and the contents of Cr have the maximum value under different concentration of complex agent, stabilizer, acetate and different temperature, current density, pH value, ratio of occupation and empty to pulse frequency, and the thickness decreases with the increase of Cr content.The thickness of the plating layer is above 10μm and the crystal of chromium deposits with no-crackle is nanocrystalline when the content of Cr is 24%(mass fraction).
Key words: Ni-Cr alloy; nanocrystalline; pulse electrodeposition; trivalent chromium
铬合金镀层具有优良的耐蚀性、 耐磨性和装饰性等特性作为功能性镀覆层而得到广泛应用[1-3]。 六价铬电沉积制备铬及铬合金因其工艺简单、 铬层光亮平整、 硬度高而成为镀铬工业采用的主要方法。 但是, 在当今发展和谐社会的背景下, 六价铬电沉积工艺因其本身具有的高毒性和环境污染性等问题引起世界各国的广泛关注, 许多科研工作者都致力于研究开发低毒性、 低污染的三价铬工艺, 以期取代六价铬电沉积铬及铬合金镀层[4-12]。 El-Sharif等[2]以氨基乙酸为配合剂, 采用三价铬镀液电沉积得到较厚铬镀层, 文献[6]在DMF三价铬镀液体系中也得到沉积速率快, 镀层光亮较厚的铬镀层。 尽管三价铬、 电沉积铬及铬合金电沉积镀层的研究取得一定的进展, 但三价铬及铬合金镀层一般存在大量微裂纹, 镀层因镀液稳定性、 镀液对杂质金属离子(Zn2+、 Cu2+等)敏感等原因难增厚(一般仅几个微米)、 铬合金镀层中铬含量低(质量分数一般小于10%)等问题[13-16]。 脉冲电沉积技术因其电流效率高、 镀层裂纹少, 晶体颗粒精细致密而引起广泛关注[13, 17]。 本文作者采用脉冲电沉积方法, 在大量工艺优化实验的基础上, 研究了三价铬镀液各组成成分和工艺参数对Ni-Cr合金镀层厚度和铬含量的影响规律, 分析了镀层的微观形貌, 以期得到镀层厚度较厚、 裂纹少、 铬含量高的光亮纳米晶Ni-Cr合金镀层。
1 实验
1.1 试样材料与脉冲电沉积
在自制的500mL电镀槽中进行脉冲电沉积实验, 电源为SMC-30T型脉冲电源(石家庄恒威电源科技开发有限公司), 以石墨为阳极, 黄铜试样为阴极, 试样面积为20mm×20mm。 试样先后经机械抛光至镜面光亮、 化学除油, 每步操作后都用自来水清洗试样。 其中镀液及工艺参数为: CrCl3・6H2O 0.6mol/L, NiSO4・6H2O 0.075mol/L, 络合剂0.5mol/L, 稳定剂0.4mol/L, CH3COONa 0.3mol/L, H3BO3 45g/L, NaCl 2mol/L, 电流密度5A/dm2, 镀液pH为1.0~2.0, 镀液温度为25~35℃, 时间30~45min, 占空比为90%, 换向时间为10ms, 脉冲频率为50Hz。
1.2 镀层性能检测与分析
采用KYKY-2800型扫描电镜观察镀层形貌、 KRATOS XSAM-800型电子能谱分析镀层的化学成分及铬的含量; 镀层厚度可由公式h=(m2-m1)/(S×ρ)估算。 其中m1、 m2分别为实验前、 后试样的质量, g; S为试样工作面积, cm2; ρ为铬-镍合金镀层密度, g/cm3。 采用CHI660B电化学工作站(上海辰华仪器公司), 在1mol/L的H2SO4溶液、 3.5%NaCl溶液和10%NaOH溶液的电解液中测定镀层的耐蚀曲线, 其中工作电极为Ni-Cr合金镀层, 辅助电极为大面积铂片, 参比电极为饱和甘汞电极。
2 结果与讨论
2.1 镀液组分对Ni-Cr合金镀层成分及厚度的影响
镀液中NiSO4・6H2O、 络合剂、 稳定剂及缓冲剂等的浓度对镀层合金的成分和厚度影响很大。 为了简便、 有效地得到它们对镀层的影响, 采用固定镀液中其他成分、 改变单一组分的方法, 改变NiSO4・6H2O浓度时, 镀液中其他成分及工艺参数保持不变, 对其进行研究, 其结果如图1所示。 并根据镀层中铬含量及厚度来确定它们的最佳用量。
从图1(a)可看出, 随着溶液中Ni2+浓度的增加, 镀层合金的厚度不断增加, 并在0.3~0.6mol/L时增加缓慢; 合金中铬的含量随着溶液中Ni2+浓度的增加, 开始时急剧减少, 而在0.3~0.6mol/L时, 含量几乎保持不变, 其值为12%。 这是由于Ni2+的放电电位比Cr3+正, 更易在阴极放电而电沉积, 当其浓度增加时, 镀层合金中镍的含量急剧增加而使得铬的含量相对减少, 镀层厚度也随之增加。 为了得到铬含量较高、 镀层较厚的Ni-Cr镀层, c(Ni2+)为0.075~0.3mol/L为佳。
由图1(b)可看出, 随着络合剂浓度的增加, 合金中铬含量和厚度随之增加, 并都在0.5mol/L时达到最大。 继续增加镀液中络合剂的浓度, 铬含量和厚度随之减小。 其原因可能是由于除络合剂是一种弱酸, 对镀液的稳定性, 尤其是pH的稳定性起重要作用外, 还是一种三元羧酸络合剂, 它与镀液中Cr3+生成络合离子, 减少了Cr3+与溶液中的OH-形成Cr(OH)3, 避免了Cr(OH)3与Cr(OH)3之间继续配合形成羟基桥式化合物, 有利于Cr3+的阴极放电沉积, 使得镀层厚度和铬含量增加; 而当浓度大于0.5mol/L时, 由于络合的Cr3+过多, 在阴极附近有效放电的Cr3+离子浓度减小, 使得铬含量减小和沉积速度减慢而厚度随之减小, 因此络合剂的最佳浓度为0.5mol/L。
从图1(c)可知, 镀层合金的厚度及铬含量开始随稳定剂浓度的增加而增加, 在0.4mol/L时分别达到最大值, 继续增加稳定剂的浓度, 镀层厚度与
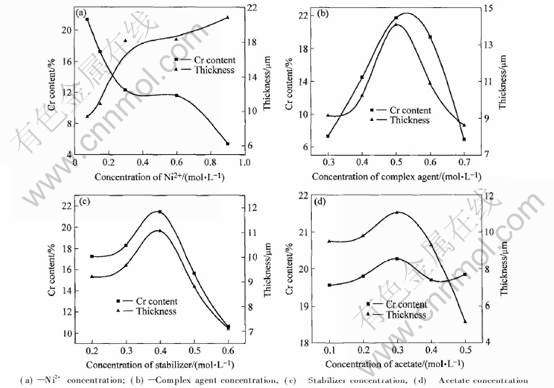
图1 镀液组分对Ni-Cr合金镀层成分及厚度的影响
Fig.1 Influences of composition of bath on thickness and Cr concentration
(temperature 35℃, time 40min)
铬含量迅速下降。 其原因是由于稳定剂为二元弱酸, 且随其浓度的增加, 镀液的缓冲性能变好而使得溶液的pH值更稳定, 有利于Cr3+和Ni2+的放电, 镀层容易增厚, 同时稳定剂还能与镀液中的Cr3+和Ni2+络合, 虽能使Cr3+、 Ni2+离子的放电电位负移, 但Ni2+离子负移的比Cr3+离子更多, 导致两者的放电电位差距减少, 因而铬的含量增加。 实验还发现, 当稳定剂用量为0.6mol/L时, 电沉积速度急剧减小, 镀层极易烧焦发黑, 这可能是由于稳定剂浓度过大, 络合的Cr3+和Ni2+增加, 被用于阴极放电沉积的有效Cr3+、 Ni2+减少的缘故。
从图1(d)中可看出, 无水乙酸钠浓度由0.1mol/L增加到0.3mol/L时, 镀层的厚度增加得比较缓慢; 当其浓度大于0.3mol/L时, 厚度反而迅速减小; 而无水乙酸钠浓度对合金中铬含量的影响不大。 其原因是由于乙酸根为一元小分子弱酸根, 既对镀液中Cr3+离子具有络合作用, 又对镀液的pH值具有稳定作用。 当乙酸根浓度很小时, 与Cr3+和Ni2+发生反应生成络合离子的浓度也小, 其作为缓冲剂以稳定作用为主, 从而使得镀层厚度缓慢增厚, 而对合金成分影响较小; 随其浓度的继续增加, 络合作用逐渐增大, 溶液中有效放电的Cr3+、 Ni2+离子浓度显著减小, 且因溶液中Cr3+(0.6mol/L)浓度大于Ni2+浓度(75mmol/L), Cr3+浓度减少比Ni2+浓度快得多, 使得铬沉积速度迅速减小, 厚度急剧下降, 同时铬的含量有所降低。 因此无水乙酸钠最佳浓度为0.3mol/L。
2.2 工艺参数对Ni-Cr合金镀层成分及厚度的影响
为了简便、 有效地得到电流密度、 占空比、 温度、 频率和镀液pH对镀层的影响, 采用固定镀液组成和其他工艺参数, 改变某一工艺参数的方法(如改变电流密度)时, 镀液组成及其他工艺参数保持不变对其进行研究, 其结果如图2所示。

图2 工艺参数对镀层合金含量及厚度的影响
Fig.2 Influences of operating conditions on thickness and Cr contents
(temperature 35℃, time 40min)
由图2(a)可知, 随着电流密度的增大, 镀层的铬含量逐渐减小, 而厚度先增大后减小, 其最大值对应电流密度为6A/dm2。 这是由于电流密度增大, 有利于Cr3+、 Ni2+的阴极放电, 使得沉积速度加快, 镀层易增厚, 但Ni2+比Cr3+更易得到电子而还原, 因此随着电流密度的增加, 镀层中的铬含量相对减少。 实验发现, 当电流密度超过8A/dm2时, 电沉积40min镀层边缘易烧焦, 镀层增厚困难反而使厚度减小, 其原因是由于电流密度过大, 阴极析氢严重致使阴极界面的pH值急剧上升, 镀层烧焦。 因此, 电流密度为5~6A/dm2最佳。
从图2(b)可看出, 随着占空比(高电位持续时间/周期)的增大, 镀层厚度及其合金中铬的含量都随之增加。 这是由于高电位维持时间增长, 不仅有利于Cr3+和Ni2+离子的放电沉积、 镀层增厚, 且使Cr3+离子更容易在阴极放电, 使得其在合金中的含量增加。 为了得到含铬量高的镀层, 占空比应大于90%(本研究取95%为宜)。
由图2(c)可看出, 当温度为25~35℃时, 厚度随温度的升高而略有增加; 当温度从35℃升到45℃时, 厚度迅速减小, 但温度再升高后, 厚度基本不变。 与此同时, 温度对镀层合金中铬含量的影响比较简单, 基本上是随着温度的升高而降低。 其原因是由于温度的升高有利于Cr3+和Ni2+电沉积而使镀层增厚, 但由于温度对Ni2+离子的影响较Cr3+大得多, 镀层中铬的含量相对减少; 温度升高, 同时氢的析出也增加, 只是开始对其影响小, 而当温度超过35℃时, 氢的析出急剧增加, 使铬镍的共沉积因阴极界面pH值急剧上升, 镀层烧焦而镀层难厚。 综合考虑合金镀层的厚度及合金中铬的含量, 温度不宜过高, 宜选择为25~35℃。
由图2(d)可看出, 随着镀液pH值的增大, 镀层厚度不断减小, 而对镀层铬合金的含量影响较小。 其原因可能是由于随着pH值的增大, Cr3+与镀液中的OH-易形成Cr(OH)3, Cr(OH)3与Cr(OH)3之间继续配合形成羟基桥式化合物, 致使镀层烧焦难增厚; 当pH值大于2.0时, 由于其对Cr3+放电有影响, 而对溶液中的Ni2+几乎无影响, 镀层中铬的含量有所降低。 因此在实验过程中应控制pH值为1.0~1.5左右较好。
由图2(e)可看到, 镀层厚度开始随频率的增大而增大, 当频率为50Hz时, 镀层厚度达到了最大值; 继续增加脉冲频率, 厚度逐渐减小; 而镀层中铬含量在21%~24%左右变化, 变化相对较小。 其原因是由于频率开始增加, 虽然一个周期高电位维持的时间不变, 但一个周期的脉冲次数增多, 由脉冲电沉积的原理可知, 一个脉冲产生的瞬时高电流密度有利于镀液中Cr3+的电沉积和镀层厚度的增加; 但当脉冲频率太大时, 大部分能量消耗在充电双电层上, 用于Cr3+和Ni2+的电沉积的能量减少, 即有效脉冲电流减少, 镀层增厚困难, 因此脉冲频率最佳值为50Hz。
2.3 Ni-Cr合金镀层的SEM和EDS分析
将最佳镀液配方及在最佳工艺参数下得到的Ni-Cr合金镀层进行SEM及电子能谱(EDS)分析, 其结果如图3和4所示。 由图3可知, 脉冲电沉积Ni-Cr合金镀层微观组织平整致密、 无微裂纹, 其晶粒平均粒径小于100nm(为纳米晶), 可能是由于该镀液因具有络合剂、 稳定剂等, 使得Cr3+和Ni2+放电过电位增加, 同时由于脉冲瞬时高电流作用, 电化学极化增大, 电结晶细化而使镀层致密、 无裂纹。 电子能谱分析表明(图4), 脉冲电沉积Ni-Cr合金镀层中的铬含量高达24.0176%(质量分数)。
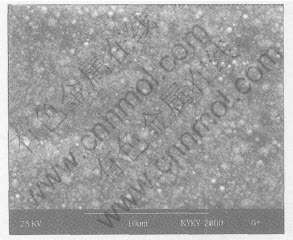
图3 Ni-Cr合金镀层SEM像
Fig.3 SEM image of Ni-Cr plating alloy
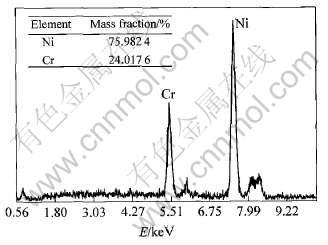
图4 Ni-Cr合金镀层的EDS谱
Fig.4 EDS spectrum of Ni-Cr plating alloy
2.4 Ni-Cr合金镀层的电化学性能
在最佳配方和工艺条件下, 将得到的Ni-Cr合金镀层, 根据镀层厚度近似计算公式d=(m2-m1)/S×ρ, 得到其平均厚度为10.12μm。 图5所示为不同Ni-Cr合金镀层试样在不同环境介质中的极化曲线。 由图5可知, 在1mol/L H2SO4溶液中, 所有镀层的腐蚀电位几乎相等, 而在3.5%NaCl溶液环境中, 铬含量高的镀层腐蚀电位比铬含量低的高。 在1mol/L H2SO4溶液、 3.5%NaCl溶液和10%NaOH环境中, 铬含量高的Ni-Cr合金镀层(铬含量大于18%)比铬含量低的(铬含量小于10%)腐蚀电流密度都小。 因此, 铬含量高的Cr-Ni合金镀层耐蚀性更好, 电化学性能更稳定。
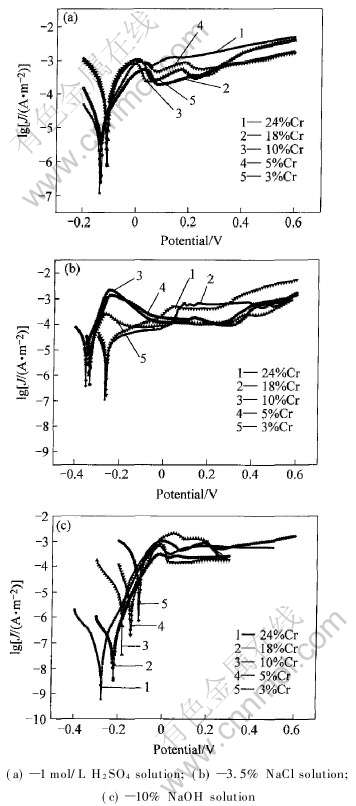
图5 不同铬含量Ni-Cr合金镀层的极化曲线
Fig.5 Polarization curves of Cr-Ni alloy with different Cr content
3 结论
1) 三价铬脉冲电沉积Ni-Cr合金的最佳镀液配方及工艺参数为: CrCl3・6H2O 0.6mol/L, NiSO4・6H2O 75mmol/L, 络合剂0.5mol/L, 稳定剂0.4mol/L, CH3COONa 0.3mol/L, H3BO3 45g/L, NaCl 2mol/L, 电流密度5A/dm2, pH≈1.5, 镀液温度25℃, 时间30~45min, 占空比95%, 换向时间10ms, 频率50Hz。
2) 该镀液稳定性好, 且未加入任何光亮剂。 脉冲电沉积所得Ni-Cr合金镀层表面平整, 晶体颗粒为纳米晶; 在最佳镀液配方及工艺参数条件下能得到厚度大于10μm、 铬含量高达24%的Ni-Cr合金镀层。
3) 脉冲电沉积Ni-Cr合金镀液组成成分及工艺参数对镀层的厚度、 合金镀层中铬的含量及微观结构均有一定的影响。 其中镀液中Ni2+浓度、 络合剂、 占空比和温度对合金中铬的含量变化影响显著, 而无水乙酸钠、 电流密度、 pH值和脉冲频率等对铬的含量变化影响较小, 且它们对厚度的影响较复杂。
4) 电化学性能测试表明, 在酸性、 中性和碱性介质中, 铬含量高的Ni-Cr合金镀层的腐蚀电流密度比铬含量低的要小, 耐蚀性更好。
REFERENCES
[1]Kim M, Park S U, Kim D Y, et al. Characterization of chromium-carbon layer fabricated by electrodeposition in trivalent chromium bath[J]. Materials Science Forum, 2005, 475-479(5): 3823-6.
[2]El-Sharif M, McDougall J, Chisholm C U. Electrodeposition of thick chromium coatings from an environmentally acceptable chromium(Ⅲ)-glycine complex[J]. Transactions of the Institute of Metal Finishing, 1999, 77(4): 139-144.
[3]Ibrahim S K, Gawne D T, Watson A. Corrosion and wear resistance of thick chromium deposits from accelerated Cr(Ⅲ) electrolytes[J]. Transactions of the Institute of Metal Finishing, 1998, 76(4): 156-161.
[4]Abd E R S S, Ibrahim M A M, Dankeria M M. Thin films of chromium electrodeposition from a trivalent chromium electrolyte[J]. Transactions of the Institute of Metal Finishing, 2002, 80(1): 29-33.
[5]张丕俭, 邹立壮, 王晓玲. 电沉积Ni-Cr合金工艺[J]. 材料保护, 1997, 30(3): 16-18.
ZHANG Pi-jian, ZOU Li-zhuang, WANG Xiao-lin. Ni-Cr alloy electrodeposition[J]. Materials Protection, 1997, 30(3): 16-18.
[6]Wang F, Watanabe T. Preparation and characterization of the electrodeposited Fe-Cr alloy film[J]. Materials Science and Engineering A, 2003, 349(1-2): 183-190.
[7]冯绍彬, 冯丽婷, 商士波. 三价铬体系电镀铬-镍合金工艺[J]. 材料保护, 2004, 37(5): 24-25.
FENG Shao-bin, FENG Li-ting, SHANG Shi-bo. Chromium-nickel alloy electroplating technology for trivalent chromium system[J]. Materials Protection, 2004, 37(5): 24-25.
[8]Nam K S, Lee K H, Kwon S C, et al. Improved wear and corrosion resistance of chromium(III) plating by oxynitrocarburising and steam oxidation[J]. Materials Letters, 2004, 58(27-28): 3540-3544.
[9]Renz R P, Fortman J J, Taylor E J, et al. Electrodeposition of hard, functional chromium from a trivalent bath, to replace hexavalent chromium plating[A]. International Surface Engineering Congress - Proceedings of the 1st Congress[C]. Colombus, OH, United States: ASM International, 2003. 174-180.
[10]何湘柱, 曾振欧, 彭荣华, 等. 三价铬电沉积非晶态Fe-Ni-Cr合金的研究[J]. 华南理工大学学报(自然科学版), 2003, 31(3): 15-20.
HE Xiang-zhu, ZENG Zhen-ou, PENG Rong-hua, et al. Research on the electrodeposition of amorphous Fe-Ni-Cr alloy in trivalence chromium aqueous[J]. Journal of South China University of Technology (Natural Science), 2003, 31(3): 15-20.
[11]Boiadjieva T, Monev M, Raichevski G S. Electrodeposition of zinc-chromium alloys[J]. UPB Scientific Bulletin, Series B: Chemistry and Materials Science, 2001, 63(3): 135-140.
[12]Chang Y C, Yeh J C, Lin C I. Process characterization of nickel-chromium alloy electrodeposition by statistical analysis[J]. Journal of the Chinese Institute of Chemical Engineers, 2001, 32(4): 351-359.
[13]邓姝皓, 龚竹青. 三价铬电沉积的电化学机理[J]. 中南大学学报(自然科学版), 2005, 36(2): 213-218.
DENG Shu-hao, GONG Zhu-qing. Electrochemical mechanism of trivalent chromium electrodeposition[J]. Journal of Central South University (Science and Technology), 2005, 36(2): 213-218.
[14]张丕俭, 邹立壮, 王晓玲. 影响镍-铬合金电镀层中铬含量的因素[J]. 材料保护, 1997, 30(9): 22-23.
ZHANG Pi-jian, ZOU Li-zhuang, WANG Xiao-lin. Influencing factors on Cr content in Ni-Cr deposit[J]. Materials Protection, 2004, 30(9): 22-23.
[15]Kwon S C, Kim M, Park S U, et al. Characterization of intermediate Cr-C layer fabricated by electrodeposition in hexavalent and trivalent chromium baths[J]. Surface & Coatings Technology, 2004, 183(2-3): 151-6.
[16]Song Y B, Chin D T. Current efficiency and polarization behavior of trivalent chromium electrodeposition process[J]. Electrochimica Acta, 2002, 48(4): 349-356.
[17]龚竹青, 邓姝皓, 陈文汨. 脉冲电沉积纳米晶镍铁铬合金(Ⅰ)――电沉积工艺[J]. 中国有色金属学报, 2003, 13(2): 511-516.
GONG Zhu-qing, DENG Shu-hao, CHEN Wen-mi. Pulse electrodeposition of nanocrystalline nickel-iron-chromium alloy(Ⅰ)―Techniques of electrodeposition[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 511-516.
(编辑李艳红)
基金项目: 国家自然科学基金青年基金资助项目(20505020)
收稿日期: 2005-10-10; 修订日期: 2006-01-06
通讯作者: 何新快; 电话: 0731-8876621; E-mail: h-xk@163.com

