
Lubrication properties of silver-palladium alloy prepared by ion plating method for high temperature stud bolt
Jung-Dae KWON1, Sunghun LEE1, Koo-Hyun LEE1, Jong-Joo RHA1, Kee-Seok NAN1, Se-Hun KWON2
1. Materials Processing Division, Korea Institute of Materials Science, Changwon, Gyeongnam 641-831, Korea;
2. National Core Research Center for Hybrid Materials Solution, Pusan National University, Busan 609-735, Korea
Received 21 April 2010; accepted 10 September 2010
Abstract: As a solid lubricant, silver-palladium (Ag-Pd) alloy coating was investigated for the application to high temperature stud bolt. A glue layer nickel (Ni) film was deposited on the surface of the hex bolt sample and then Ag-Pd alloy coating was performed on it using ion plating method. The friction coefficient of Ag-Pd alloy film coated bolt was lower than that of N-5000 oil coated bolt by the result of axial force measurement. The cyclic test of heat treatment was conducted to evaluate the durability of Ag-Pd alloy film coated bolt. In a cycle, sample was assembled into the block using torque wrench, followed by heating and disassembling. It was not successful to disassemble the N-5000 oil coated bolt from the block after only one cycle. However, the Ag-Pd alloy film coated bolt was able to be disassembled softly till 12 cycles.
Key words: solid lubricant; silver-palladium alloy; ion plating
1 Introduction
Nuclear power plant is one of the greatest supplies of the world energy demand, supplying almost 15% of the world energy demand. To derive nuclear energy, the nuclear fuel rod has to be loaded to the reactor of nuclear power plant in every 15 months. When the nuclear fuel rod is loaded, a stud bolt in the reactor also needs to be cyclically disassembled and reassembled. Therefore, the stud bolts are one of the most critical parts for the safety of nuclear power plant[1]. However, the stud bolts easily stuck to the reactor body and degraded because they are exposed to the severe working conditions such as high operating temperature of 400 °C and relatively high contact pressure. Therefore, the stud bolts need to be coated with a liquid lubricant, LOCTITE? N-5000 (Henkel AG & Co), which is widely used in the field. When N-5000 is used as a lubricant, however, the remaining N-5000 on the disassembled stud bolts should be cleaned up, and then the lubricant needs to be recoated on the disassembled stud bolts for the reassembling. If the cleaning process is insufficiently performed, the stud bolts could be stuck to the reactor due to the remaining deteriorative lubricant. Compared with a liquid lubricant, a solid lubricant has many advantages such as an assembly’s cleanliness, relative insensitivity to radiation effects, lower volatility and lower torque than liquid lubricant[2]. Of various solid lubricants, silver (Ag) film is known to have low shear strength and produce few wear particles[3-4], and the addition of Pd into Ag is known to increase the thermal stability of Ag[5]. Therefore, Ag-Pd alloy is considered a solid lubricant in order to obtain the superior properties of lubrication and durability at once.
In this work, the lubrication property and durability of the Ag-Pd alloy films deposited on Ni coated hex bolts by ion-plating system was investigated to clear their feasibility for nuclear power plant. A hex bolt made up of ASTM A540 was used as a miniature of stud bolt and Ni thin film was adopted as a glue layer between the hex bolt and Ag-Pd alloys. And, the ion-plating system was developed for ionizing material at a glow discharge and shows the superior film adhesion due to the acceleration of ionized material[6-7].
2 Experimental
2.1 Preparation of specimens
A hex head bolt was used for the miniature of stud bolt used in nuclear power plant. The bolt size was 20 m×100 mm and the material was based on ASTM A540, which is the same material of stud bolts in nuclear power plant. The surface of bolt was treated with alumina grit blasting for cleaning and improving the film adhesion, in advance of coating films. The conditions of grit blasting were alumina media size of about 65 μm, spray distance of 10 cm, spray pressure of 490 kPa, and spray exposure time of 30 s. Alumina grit was sprayed on the bolt by normal direction. A schematic diagram of the ion-plating system used for depositing Ni and Ag-Pd alloy films on the bolt is shown in Fig.1. The evaporation was carried out by Joule heating from a tungsten filament of boat type. The pure Ni, Ag-Pd (purity 99.99 %) and alloy slice (3 mm×3 mm×3 mm) were used for evaporating raw materials and the mass rate of Ag to Pd was 80?20. The chamber size was 600 mm in diameter and 900 mm in height. The degree of vacuum was ultimately 1.333 22×10-4 Pa produced by a diffusion pump and a rotary pump. An argon gas was supplied to the reaction chamber at flow rates of 10 mL/min. The deposition pressure was maintained to 0.133 322 Pa using a throttle valve. The bolt was rotated at 40 r/min and applied to the radio frequency (13.56 MHz) plasma source at 150 W in a vacuum chamber.
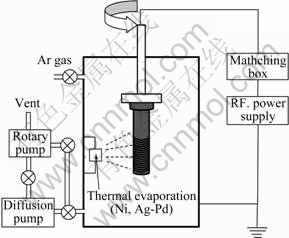
Fig.1 Schematic diagram of ion plating system for depositing Ni, Ag-Pd alloy film on hex bolt
2.2 Cyclic test of heat treatment
Cyclic test of heat treatment was executed to investigate the durability of hex bolt coated with Ag-Pd alloy. A block, whose size is 110 mm(H)×190 mm(W)×90 mm(D), was used for the miniature of the real nuclear reactor. The material of block was based on ASTM A508. For the test, three kinds of the bolts were prepared: 1) painted with N-5000 oil on the Ag-Pd alloy film/Ni adhesion film coated bolt (N-5000/Ag-Pd/ Ni/bolt), 2) Ag-Pd alloy film/Ni adhesion film coated bolt without any oil painting (Ag-Pd/Ni/bolt), and 3) painted with N-5000 oil on the bolt without Ag-Pd alloy film coating (N-5000/bolt). A hex bolt was fastened to the block with the 65% load (582 MPa) of yield strength of A540 bolt using torque wrench. The measurable range of torque was 100-850 N・m. The cyclic test of heat treatment was conducted as the following cycle. The cycle consisted of three steps: 1) fastening between the block and hex bolt with the load of 582 MPa, 2) heat treatment at the circumstance of 393 °C for 24 h, and 3) disassembling the bolt from the block by torque wrench.
2.3 Film characterization
The film thickness was measured by α-step (TENCOR P-11) and field emission scanning electron microscope (FESEM). The film crystallinity was determined by X-ray diffraction (XRD) measurement using Cu Kα radiation at λ=1.540 5 ?. The film composition was determined from energy dispersive X-ray spectroscope (EDS).
3 Results and discussion
3.1 Deposition of Ni and Ag-Pd alloy films
The growth behaviors of both Ni and Ag-Pd thin films prepared by ion plating method were investigated. The raw materials in the tungsten filament were totally evaporated by supplying electrical power fully within the plasma of 150 W. Figure 2 shows the film thickness evaporated from Ni and Ag-Pd alloy sources as a function of the each source quantity, respectively. The thickness of both Ni and Ag-Pd films linearly increased with the source quantity. The thickness of Ni film deposited using Ni source of unity gram was estimated to be 300 nm. In the case of Ag-Pd alloy, the growth behavior of 250 nm/g was shown in Fig.2(b). Thus, the desirable film thickness could be obtained by controlling the source quantity.
Figure 3 shows the dependence of Ag and Pd contents in the Ag-Pd alloy films on the applying current to tungsten filaments. With increasing the current, the Ag content decreased and Pd content increased. When the current was increased up to 90 A, the composition of Ag-Pd alloy films was similar to that of the raw material. It is well-known from the binary phase diagram that the melting point of Ag-Pd alloy is dependent on the composition ratio of Ag and Pd, and the melting point of Ag(80)-Pd(20) alloy is about 1 100 °C, which is much higher than that of Ag (960 °C). At temperature of 1 100 °C, the vapor pressures of pure Ag and pure Pd are 3.99 Pa and 1.862 mPa, respectively[8-9]. Thus, the high current of 90 A applied to tungsten filament is required to increase the content of Pd in the Ag-Pd alloy films and to increase the thermal stability. The microstructure of Ag-Pd alloy film deposited by ion plating was determined by XRD. Figure 4 shows the distinct peaks of Ag (111), (200) and Pd (111). Those peaks mean that Ag-Pd alloy film prepared by ion plating method has polycrystalline structure.

Fig.2 Dependence of thickness of Ni film(a) and Ag-Pd alloy film(b) on source mass

Fig.3 Ag and Pd contents of film deposited as function of current in ion plating system
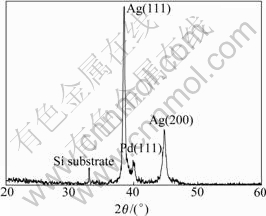
Fig.4 XRD pattern of Ag-Pd alloy film grown at current of 90 A
For the durability test of hex bolt coated with Ag-Pd alloy, the bolts were prepared under the following processes: 1) grit blasting treatment, 2) cleaning in the ultrasonic washer, 3) deposition of 50 nm-thick Ni adhesion films on the surface of hex bolt, and 4) deposition of 500 nm-thick Ag-Pd alloy films on Ni surface. Ni thin film was used as a adhesion layer between Ag-Pd alloy films and hex bolt, and the adhesive strength between Ni films and bolts was revealed as 50 MPa by the ASTM C633 standard test method. Figure 5 shows the cross section images of the bolt coated with Ni and Ag-Pd alloy at the top, side and bottom of the screw thread by using FESEM. The elements of Ni, Ag, and Pd were detected at the top, side and bottom of the screw thread by using EDS. The results can be readily explained by conformal deposition of the films along the screw thread.
3.2 Cyclic test of heat treatment
A load along axial direction was determined by the axial force measurement (Kawatetsu Keiryoki Ltd.) for assembling among three kinds of bolts (N-5000/Ag-Pd/ Ni/bolts, Ag-Pd/Ni/bolts, N-5000/ bolts) and the block under the same load. The three kinds of bolts were fastened to the block with the 65% load (582 MPa) of yield strength of A540 bolt using torque wrench. Figure 6 shows the axial force of three kinds of bolts as a function of the torque. For straining the bolt with the axial force of 582 MPa, the torques of 538, 488 and 355 N・m were needed for N-5000/bolts, N-5000/Ag-Pd/Ni/ bolts and Ag-Pd/Ni/bolts, respectively. In other words, the N-5000 bolt had the highest friction coefficient of 0.21 among them. The friction coefficient of N-5000/Ag-Pd/ Ni/bolts was 0.188, and that of Ag-Pd/Ni/bolts had the lowest value of 0.109. This means that Ag-Pd alloy film has better lubrication property than N-5000 oil composed of nickel and graphite flake.
Cyclic test of heat treatment was executed after assembling each bolt into block under the same axial force. Once N-5000 bolt was heated at 393 °C for 24 h, the bolt was not disassembled from the block despite of torquing the bolt on the maximum value of 850 N・m. In the test of N-5000/Ag-Pd/Ni/bolt, the bolt was able to be disassembled until the fourth cycle. Besides, the torque value at disassembling the bolt increased with the number of cyclic test. When Ag-Pd/Ni/bolt having the lowest friction coefficient was used for the test, the number of cyclic test was passed until the twelfth cycle. It seemed that N-5000 oil, single-use lubricant, was hardened and degraded after heat treatment. Therefore, during the cyclic test of heat treatment, remaining oil may harm the Ag-Pd lubricant film at the next cyclic test in spite of brushing hardened oil from the bolt. However, in the case of Ag-Pd bolt without N-5000 oil, the Ag-Pd alloy film could lubricate on the block even though the bolt was assembled and disassembled 12 times.

Fig.5 SEM images and EDS spectra of bolt coated with Ni and Ag-Pd alloy films at top(a1, a2), side(b1, b2) and bottom(c1, c2) of screw thread
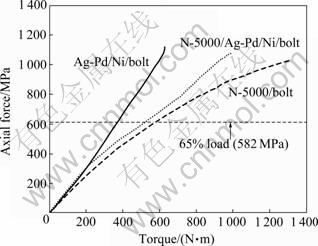
Fig.6 Dependence of axial force of N-5000/bolt, N-5000/ Ag-Pd/Ni/bolt, and Ag-Pd/Ni/bolt on torque
4 Conclusions
1) As a solid lubricant, Ag-Pd alloy film was successfully deposited by ion plating method as an alternative for N-5000 oil. Prior to the Ag-Pd alloy deposition, the deposition of Ni films on the surface of bolt was prepared to enhance the adhesion between Ag-Pd film and bolt.
2) From the FESEM and EDS results, it was confirmed that the Ag-Pd alloy film was uniformly deposited at the top, side and bottom of the screw thread. Ag-Pd alloy film had a lower friction coefficient and a better lubrication property than conventional N-5000 oil.
3) Moreover, a bolt coated with Ag-Pd alloy without N-5000 oil showed a better durability than bolt coated with N-5000 oil. Therefore, Ag-Pd alloy film can be utilized as a solid lubricant not only in the nuclear power plants but also in the markets for the general lubrications.
Acknowledgements
The present research was conducted by the research fund of the Korea Institute of Materials Science, a subsidiary branch of the Korea Institute of Machinery and Materials. The present research was also supported by a grant from the Fundamental R&D Program for Core Technology of Materials funded by the Ministry of Knowledge Economy, Republic of Korea.
References
[1] OH W D, LEE J H, CHOI S W, PARK M H. Detection of cracks in stud bolts of nuclear reactor by novel ultrasonic technique [J]. Key Engineering Materials, 2004, 270-273: 2284-2289.
[2] ENDRINO J L, NAINAPARAMPIL J J, KRZANOWSK J E. Microstructure and vacuum tribology of TiC-Ag composite coatings deposited by magnetron sputtering-pulsed laser deposition [J]. Surface and Coating Technology, 2002, 157: 95-101.
[3] EL-SHERBINY M, SALEM F. The friction of solid film lubricants: a theoretical approach [C]// 3rd International Conference on Solid Lubricant. Denver: ASLE, 1985.
[4] ROY R, SEN S K. The study of diffusion of copper in thin films of silver and Ag-Al alloys as a function of increasing aluminium concentration [J]. Thin Solid Films, 1993, 223: 189-195.
[5] ANTLER M. The development and application of palladium contact materials [J]. Platinum Metals Review, 1987, 31: 13-19.
[6] VETTER J, KNOTEK O, BRAND J, BEELE W. MCrA1Y coatings deposited by cathodic vacuum arc evaporation [J]. Surface and Coatings Technology, 1994, 68-69: 27-31.
[7] HE J L, CHEN K C, CHEN C C, LEYLAND A, MATTHEWS A. Cyclic oxidation resistance of Ni-Al alloy coatings deposited on steel by a cathodic arc plasma process [J]. Surface and Coatings Technology, 2001, 135: 158-165.
[8] CHEN C Y, TUAN W H. Evaporation of silver during cofiring with barium titanate [J]. Journal of the American Ceramic Society, 2000, 83: 1693-1698.
[9] HAMPSON R F, WALKER R F. The vapor pressure of palladium [J]. Journal of Research of the National Bureau of Standatds A, 1962, 66A: 177-178.
(Edited by YANG Hua)
Corresponding author: Se-Hun KWON; Tel: +82-51-510-3775; E-mail: sehun@pusan.ac.kr

