
Formability and cavitation behavior of superplastic AA5083 aluminum alloy under biaxial tension
LUO Ying-bing(罗应兵), LI Da-yong(李大永), PENG Ying-hong(彭颖红)
School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200030, China
Received 28 July 2006; accepted 15 September 2006
Abstract: The superplastic forming potential of two fine-grained 5083 aluminum alloys were studied under biaxial tension using a pneumatic bulge test. Experiments were performed at temperatures ranging from 475 to 525 ℃ with three different strain paths ranging from equi-biaxial to approaching plane strain. The shape of the forming limited diagram(FLD) is found to be significantly different from FLDs commonly used in room temperature stamping. The effects of temperature on final thickness distribution, dome height and cavitation were investigated for the case of equi-biaxial stretching. Increasing temperature in free bulge forming can improve the thickness distribution of final parts but have no significant effect on dome height. The results indicate that determination of forming limits in SPF cannot be represented with a simple FLD and additional metrics such as external thinning and internal cavitation needed to determine the SPF potential of a material.
Key words: AA5083 aluminum alloy; superplastic forming; forming limit; cavitation
1 Introduction
The superplasticity is a term used to indicate the exceptional ductility that certain metals can exhibit when deformed under proper conditions. The tensile ductility of superplastic metal typically ranges from 200% to 1 000% elongation[1]. Superplastic forming(SPF) is a manufacturing process that takes advantage of an alloy’s superplasticity.
To verify the feasibility and reduce the cost and time of SPF die design, the finite element method(FEM) has been widely adopted in SPF. However, a standard methodology has not been established for evaluating the superplastic formability of sheet metals in FEM. To date, there has been little research carried out to study the formability of superplastic materials in biaxial stretching [2-3].
The cavitation is a critical factor in SPF which can lead to premature failure[4-5] and affect the subsequent service property (ambient temperature tensile and fatigue) of superplastic formed parts. The cavitation behavior of superplastic materials is believed to relate to the size and morphology of grains, the distribution of intermetalic particles, the strain rate and temperature of deformation, the stress states and the strain level [6-8]. However, less research work has been carried out on the influence of material and temperature on cavitation under biaxial tension.
Since biaxial stretching is the dominant stress state in the superplastic sheet blow forming process, the study of formability and cavitation behavior of superplastic material under biaxial tension is more appropriate than that in uniaxial tensile test, which is now the dominated method in studying SPF. In this paper, the experiments were carried out in two superplastic fine grained 5083 aluminum alloy sheet under biaxial tension at 475, 500 and 525 ℃. The forming limited diagram was deter- mined experimentally by using pneumatic bulge test with different tool ratios of 1:1, 1:0.7 and 1:0.4, the shape of forming limited curve was found to be different from that of a traditional forming limited curve. In order to determine the influence of temperature and material on cavitation, the microstructural examination of the volume of cavities were carefully studied.
2 Experimental
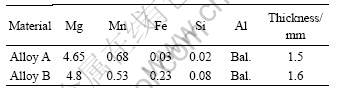
To study the influence of materials on forming limits, two commercial superplastic AA5083 alloy sheets provided by different companies were investigated. The chemical composition and initial thickness of the alloys are listed in Table 1. The difference in iron content (Fe) between these two materials should be noted, as increased iron levels are known to reduce formability[9]. The iron combines with other alloying elements to form second-phase particles that act as void-nucleation sites during subsequent deformation. The evolution of this porosity within the material can adversely affect the formability.
Table 1 Chemical composition (mass fraction, %) and initial thickness of two different AA5083 alloys
The bulge forming die, shown in Fig. 1, was equipped with insulation and fixed within an 800 Ton SPF press. As superplastic forming processes are very sensitive to the forming temperature and forming pressure, special care needs to be taken in the control of temperature and gas pressure. In this experiment, forming temperature was maintained in the tool by cartridge heaters within the press platen, and the gas mass flow was controlled by pneumatic proportional valves, which were all monitored and dynamically adjusted by the control system.
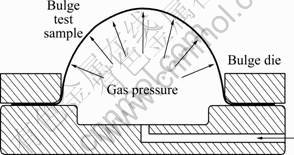
Fig.1 Schematic diagram of apparatus used for all bulge testing
The experiments were carried out under different conditions as listed in Table 2. Three tools with 200 mm in length and 200, 140 and 80 mm in width respectively (tool ratios are 1:1, 1:0.7 and 1:0.4) and entry radius of 20mm were used in the experiment to study the stress state dependence of SPF formability and cavitation. Tests were conducted at 475, 500 and 525 ℃. Gas pressure was applied based on the initial blank thickness and tool ratios with a target of forming time of approximately 250 s.
A sheet sample approximately 300 mm×300 mm square with rectangle grid patterns printed by chemical etching method was pre-heated for 3 min and then clamped between the lower die half and upper forming tool. Gas pressure was applied on one side of the sheet forcing the sample to bulge until it failed.
Table 2 Experimental factors used in bulge test forming trials

Typical specimens bulged until to fracture with tool ratio of 1:1, 1:0.7 and 1:0.4 are shown in Fig.2. All bulge test domes failed by splitting near the pole of the dome.

Fig.2 Photos of parts formed with different tool ratios: (a) 1:1; (b) 1:0.7; (c) 1:0.4
3 Results and discussion
The limits of formability for forming sheet metals have been described in terms of the principal strains (major and minor strains), which were frequently measured by means of measuring grid patterns etched on sheet and by constructing an FLD[10].
In the present work, the square grid patterns were printed on all the samples by chemical etching method. As the sheet samples were subjected to different states of stress, the square deformed to different shapes. The major length and minor length of the grid were measured using a traveling microscope to calculate major strain (ε1) and minor strain (ε2). For each part, major strain (ε1) and minor strain (ε2) were measured on three grids adjacent to (limited strain) and one grid away from (safe strain) fracture. FLD of alloy A and alloy B with increasing forming temperature (475-525 ℃) are shown in Fig.3, the limited strains determined experimentally are very sensitive to the tool ratio and increase as the strain ratio decreases. The trend of the FLD in SPF is different from that of the conventional forming.
In terms of the influence of temperature, the limited strains decrease dramatically as the temperature increases from 475 to 525 ℃ as shown in Fig.3, which is different from the result of uniaxial tensile test. This typically shows that with increasing temperature, higher limited strain (higher elongation) can be achieved in SPF[11]. It’s shown in Fig.3(a) that alloy A is sensitive to tool ratio at all temperatures. However, for alloy B, the limit strain becomes insensitive to tool ratio, as shown in Fig.3(b), where the limited major strains are almost the same at each temperature.
It can also be seen form Fig.3 that the forming limited data for SPF have large scatter under all forming conditions, especially for alloy B, therefore, FLD is not considered an excellent method to determine the practical forming limit of superplastic forming. A possible explanation is that the experiments are run on industrial equipment, which is hard to control for good data, and the measured grid on formed part are too dim to get accurate major/minor strain.
To measure the extent of cavitation in the deformed regions, the samples were extracted from the parts and then mechanically grounded and polished. Two- dimensional measurements of cavities on the cutting planes were conducted in the computer using image software: image-pro plus.
The cross-sectional micrographs of tested alloy B specimens deformed to various strain levels at 500 ℃ are shown in Fig.4. It can be found from Fig.4 that the cavities are randomly distributed and the cavity size varies over a wide range. With increasing strain, the population (number density) and average size of cavities increase. The population increase is believed to be directly related to the emergence of new small size cavities. At a strain of 1.19 (failure), coalesced cavities are found at several locations.
The volume fraction of cavities, which can be approximated as the area fraction of cavities, is the sum of the products of the population and size of individual cavities. The variation of measured values of the cavitation volume fraction with strain (or thickness reduction) for biaxial tension at different temperatures are shown in Fig.5. From Figs.5 (a) and (b), it can be found that for the same threshold value of cavita- tion volume fraction, similar thickness reduction can be derived for all materials and temperatures (for example, for cavitation volume fraction φ=2%, thickness reduction 55%-60%). For alloy B at 525 ℃ as shown in Fig.5(c), the cavitation data scatter dispersively, showing that the cavitation is very serious all over the part under this condition.

Fig.3 FLD of materials at different temperatures: (a) Alloy A; (b) Alloy B

Fig.4 Cross-sectional micrographs of different progress of cavitation of alloy B deformed to different strains at 500 ℃: (a) ε=0.643; (b) ε=0.842; (c) ε=1.056; (d) ε=1.19
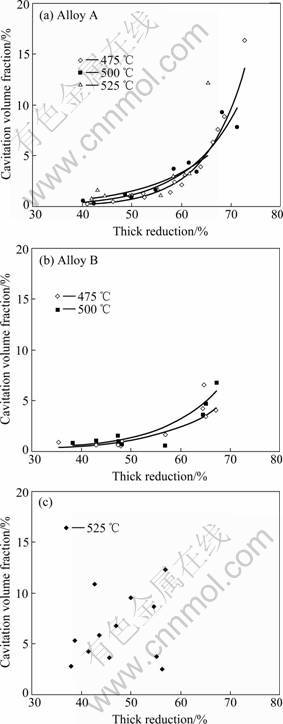
Fig.5 Variation of cavitation volume fraction thickness reduction for biaxial tension at different temperatures
4 Conclusions
1) This research focuses on the failure modes for superplastic materials and considers the metrics necessary to establish the practical superplastic forming limits for aluminum sheet.
2) Experiments were performed at temperatures ranging from 475 to 525 ℃ under three different strain paths ranging from equi-biaxial to approaching plane strain using a pneumatic bulge test.
3) The effects of temperature on final thickness distribution, dome height and cavitation were investigated for the case of equi-biaxial stretching. Although the results indicate that the bulge tests both have significant limitations in terms of accurately quantifying a material practical forming limit in SPF, when used in conjunction, they offer valuable insight into a material superplastic formability.
References
[1] HAMILTION C H, GHOSH A K. Superplastic Sheet Forming [A]. Metals Handbook [M]. 1988: 852-869.
[2] CHAN K C, CHOW K K. Analysis of hot limit strains of a superplastic 5083 aluminum alloy under biaxial tension [J]. International Journal of Mechanical Sciences, 2002, 44: 1467-1478.
[3] VULCAN M, SIEGERT K. Forming limited diagram of a superplastic formable AA5083 aluminum alloy [A]. TALEFF E A, FRIEDMAN P A, KRAJEWSKI P E, MISHRA R S, SCHROTH J E. Proc TMS Conf: Advances in Superplasticity and Superplastic Forming [C]. 2004: 351-360.
[4] VERMA R, FRIEDMAN P A, GHOSH A K, et al. Characterization of superplastic deformation behavior of a fine grain 5083 Al alloy sheet [J]. Metall Trans A, 1996, A27: 1889-1898.
[5] KARMA K, JOHNSON C H, HAMILTION C H. A study of superplasticity in a modified 5083 Al-Mg-Mn alloy [J]. Metall Trans A, 1998, A29: 1211-1220.
[6] BAE D H, GHOSH A K. Cavity formation and early growth in a superplastic Al-Mg alloy [J]. Acta Matererialia, 2002, 50: 511-523.
[7] BAE D H, GHOSH A J. Cavity growth in a superplastic Al-Mg alloy (I): Experimental study [J]. Acta Matererialia, 2002, 50: 993-1009.
[8] BAE D H, GHOSH A K, BRADLEY J R. Stress-state dependence of cavitation and flow behavior in superplastic aluminum alloys [J]. Metallurgical and Materials Transactions A, 2003, 34A: 2449-2463.
[9] LIEVERS W B, PILKEY A K, LIOYD D J. The influence of iron content on the bendability of AA6111 sheet [J]. Mater Sci Eng A, 2003, A361: 312-320.
[10] KEELER S P. Determination of forming limits in automotive stampings [J]. Sheet Mental Industry, 1965, 42: 683-691.
[11] CLEVELAND R M, GHOSH A K, BRADLEY J R. Comparison of superplastic behavior in two 5083 aluminum alloys [J]. Mater Sci Eng A, 2003, A351: 228-236.
(Edited by HE Xue-feng)
Foundation item: Project (50405014) supported by the National Natural Science Foundation of China
Corresponding author: LUO Ying-bing; Tel: +86-21-34206313; E-mail: yingbing@gmail.com

