Low-EІЈБ§ЙъІъПЯЛЕ·юµз»ъґ«¶ЇїШЦЖПµНі
УчКЩТжЈ¬Аоії
(ЦРДПґуС§ РЕПўїЖС§У빤іМС§ФєЈ¬єюДП і¤ЙіЈ¬410083)
ХЄТЄЈєёщѕЭLow-E№¤іМІЈБ§ЙъІъПЯґ«¶ЇПµНіµДМШµгЈ¬МбіцТ»ЦЦ»щУЪОчГЕЧУS7-400PLCєНSEWЛЕ·юµз»ъµД·ЦІјКЅґ«¶ЇїШЦЖПµНіЈ»ГиКцПµНіµДНшВз№№јЬєНµЧІгЛЕ·юµз»ъµДїШЦЖІЯВФЎЈІыКцЛЕ·юµз»ъµДСЎРН·Ѕ·ЁєНІОКэјЖЛ㹫ʽЈ¬ЙијЖЛЕ·юїШЦЖЖчµДµдРНіМРтЎЈёГПµНіІЙУГµҐCPUДЈїйЈ¬Л«ЙПО»»ъ№ЬАнЈ¬»щУЪWINCCУлSTEP7µДИнјюЖЅМЁЈ¬КµПЦЙъІъПЯґ«¶ЇПµНіµДКµК±јаїШЎЈЙъІъКµјщЅб№ы±нГчЈє»щУЪёГґ«¶ЇїШЦЖПµНіЅб№№Нк±ёЎў№¦ДЬ·бё»Ўў№¤ЧчОИ¶ЁЎўРФДЬУЕБјЈ¬ґпµЅLow-E№¤іМІЈБ§ґЕїШЅ¦Йд·ЁЙъІъ№¤ТХ¶ФЙъІъПЯґ«¶ЇПµНіµДРФДЬТЄЗуЈ¬УРАыУЪКµПЦЙъІъПЯµДЧФ¶Ї»ЇЎЈ
№ШјьґКЈєLow-EІЈБ§Ј»ОчГЕЧУS7-400PLCЈ»ЛЕ·юµз»ъЈ»ХжїХґЕїШЅ¦Йд
ЦРНј·ЦАаєЕЈєTB489 ОДПЧ±кЦѕВлЈєA ОДХВ±аєЕЈє1672-7207(2012)01-0189-06
Servo-motor transmission control system for Low-E glass production line
YU Shou-Yi, LI Chen
(School of Information Science and Engineering, Central South University, Changsha 410083, China)
Abstract: A distribution system control method based on Siemens S7-400 PLC and SEW servo-motor was proposed, according to the characteristics of the Low-E glass production line transmission system. The system network architecture and the control strategy of the underlying servo motors were described, the model selection method of the servo motors and the calculation formula were discussed, and a typical servo controller program was presented. A single CPU for lower system control and two industrial PC for upper system management were used in the system. Through the close integration of WINCC and STEP7, the real-time monitoring and control for the transmission process were implemented. The production results show that the transmission system based on this strategy has the following features: complete structure, multiple functions, stable working and well performance. The system meets the requirements of magnetic control sputtering emission method and finally realizes the automatic production line running.
Key words: Low-E glass; Siemens S7-400PLC; servo motors; vacuum magnetron sputtering
Low-EІЈБ§[1]КЗТ»ЦЦ№ъјТ№ДАш·ўХ№µДЦШТЄЅЪДЬёЯРВјјКхІъЖ·ЎЈЛьКЗФЪІЈБ§»щЖ¬±нГжНЁ№эОпАн»т»ЇС§·Ѕ·ЁНї¶Ж¶аІгЅрКфµҐЦК»т»ЇєПОп±ЎД¤Ј¬ТФёДЙЖІЈБ§µД№вЎўИИРФДЬЈ¬К№ІъЖ·ѕЯУР¶аЦЦЙ«ІКЎў·ґЙдємНвПЯЎўОьКХЧПНвПЯЎўНёЙдїЙјы№вµИМШРФЎЈХжїХґЕїШЅ¦ЙдјјКх[2]їЙТФ·Ѕ±гµШїШЦЖ¶ЖІг±ЎД¤µДіЙ·ЦєНєс¶ИЈ¬К№ІъЖ·ѕЯУРЅП№гµДСХЙ«СЎФс·¶О§ЎўЅПєГµДДНДҐРФєНДНёЇКґРФЈ¬КЗДїЗ°У¦УГЧо¶аµДLow-EІЈБ§ЙъІъјјКхЎЈёГ№¤ТХЙъІъПЯБчіМі¤Ј¬ІЈБ§»щЖ¬РиФЪґуЖшУлХжїХ»·ѕіЦРґ©ФЅЎЈТЄЗ󴫶ЇПµНіїШЦЖѕ«¶ИёЯЈ¬»щЖ¬¶ЁО»їШЦЖЧјИ·Ј¬ґ«¶ЇПµНіїШЦЖДС¶ИґуЎЈ±ѕОДЧчХЯХл¶ФХжїХґЕїШЅ¦Йд·ЁЙъІъ№¤ТХµДМШµгЈ¬ЙијЖТ»ЦЦ»щУЪОчГЕЧУS7-400PLC[3]єНSEWЛЕ·ю µз»ъµД·ЦІјКЅЙъІъПЯґ«¶ЇїШЦЖПµНі[4]ЎЈ
1 ЙъІъПЯґ«¶ЇПµНіЅб№№ј°РФДЬТЄЗу
1.1 ЙъІъПЯЅб№№ј°¶Фґ«¶ЇПµНіТЄЗу
ґЕїШЅ¦Йд·ЁLow-EІЈБ§ЙъІъПЯ[5]ХэіЈЙъІъК±Ј¬ґэ¶ЖІЈБ§»щЖ¬УЙЧ°Ж¬МЁЙПЙъІъПЯЈ¬ТАґОѕ№эЗ°ЗеПґ»ъЎўЅшїЪ№э¶ЙКТЎўЅшїЪ»єіеКТЎўЅшїЪ№э¶ЙЗшФЪґЕїШЅ¦ЙдКТНкіЙ¶ЖД¤№эіМєуЈ¬ѕ№эіцїЪ№э¶ЙЗшЎўіцїЪ»єіеКТЎўіцїЪКТЎўіцїЪ№э¶ЙКТЎўєуЗеПґ»ъУЙР¶Ж¬МЁПВЙъІъПЯЎЈЖдЦРЈ¬Ч°Ж¬МЁЎўЗ°ЗеПґ»ъЎўЅшїЪ№э¶ЙКТЎўіцїЪ№э¶ЙКТЎўєуЗеПґ»ъЎўР¶Ж¬МЁОЄґуЖш»·ѕіЗшЈ»ЅшїЪКТЎўЅшїЪ»єіеКТЎўЅшїЪ№э¶ЙЗшЎўґЕїШЅ¦ЙдКТЎўіцїЪ№э¶ЙЗшЎўіцїЪ»єіеКТЎўіцїЪКТОЄХжїХ»·ѕіЗшЎЈХжїХ»·ѕіЗшХжїХ¶ИёЯґп10-2~102 PaЈ¬ёч№¤ТХКТѕщОЄИ«ёЦ·в±ХЗ»МеЈ¬УЙТєС№ГЕП໥ёфѕшЎЈ
ОЄМбёЯЙъІъР§ВКЈ¬ТЄЅ«¶аЖ¬ІЈБ§»щЖ¬ЧчОЄТ»ЧйН¶ИлЙъІъПЯЎЈИ«ЧФ¶ЇЙъІъК±Ј¬ТЄЗуЙъІъПЯЙПГїЧйІЈБ§Ц®јдµДѕаАлєПККЈ¬И·±ЈЗ°єуЧйІЈБ§ФЛ¶ЇЦРІ»·ўЙъПаЧІЎЈЅш/іцїЪ№э¶ЙКТДЪёчЙиУРТ»ёцЧ·ёП¶ОЈ¬ґЛґ¦µДІЈБ§ґ«ЛНЛЩ¶ИОЄёЯЛЩЧ·ёПЛЩ¶ИЈ¬±ЬГвЗ°єуЧйІЈБ§јдѕаАлАїЄ№эґуЎЈґУ¶шЈ¬ФЪВъЧгЙъІъ№эіМХэіЈФЛРРЗ°МбПВЈ¬МбёЯЙъІъПЯ¶ФІЈБ§»щЖ¬µДНМНВБїЈ¬ТФМбёЯЙъІъР§ВКЈ¬ЅµµНДЬєДЈ¬ЅµµНЙъІъіЙ±ѕЎЈ
1.2 ґ«¶ЇїШЦЖПµНіЅб№№
ґЕїШЅ¦Йд·ЁLow-EІЈБ§ЙъІъПЯБчіМі¤Ј¬РиТЄ¶аґпКэК®ЧйЛЕ·юґ«¶ЇПµНіРµч№¤ЧчЎЈЙъІъПЯґ«¶ЇПµНіЧчОЄґЕїШЅ¦Йд·ЁЙъІъПЯїШЦЖПµНіµДЦШТЄЧйіЙІї·ЦЈ¬°ьАЁЛЕ·юµз»ъЎў±аВлЖчЎўЛЕ·юїШЦЖЖчЎў¶ФЙдКЅј¤№в№вµзґ«ёРЖчЎўET200M·ЦІјКЅФ¶іМI/OДЈїйЎўS7-416-DP PLCЎўЧЬїШКТјаїШPCЎў№¤ТµТФМ«НшЅ»»»»ъЎўOLM№вПЛБґВ·ДЈїйµИЎЈ
ґ«¶ЇїШЦЖПµНіНшВзЅб№№ИзНј1ЛщКѕЎЈ2МЁјаїШPC»ҐОЄ±ё·ЭЈ¬НЁ№эIndustrial EthernetЅ»»»»ъУлїШЦЖЖчCPU416-DPЧйЅЁ№¤ТµТФМ«НшЎЈЛщУРПЦіЎI/OµгѕНЅьЅУИлОчГЕЧУET200M·ЦІјКЅФ¶іМI/OДЈїйЎЈЛЕ·юµз»ъУлЛЕ·юїШЦЖЖчНЁ№эprofibus-DPЧЬПЯ[6-7]НЁРЕЎЈУЙУЪПЦіЎµзґЕёЙИЕСПЦШЈ¬ОЄ±ЈЦ¤ґ«¶ЇПµНі№¤ЧчїЙїїЈ¬ёчЛЕ·юїШЦЖЖчїШЦЖРЕПўУлЧґМ¬РЕПўНЁ№эOLM№вПЛБґВ·ДЈїйЧЄ»»ОЄ№вРЕєЕґ«ЛНЈ¬µЅґпЧЬїШКТєуФЩѕOLMДЈїй»№ФЎЈґЛНвЈ¬Industrial EthernetУлprofibus-DPЧЬПЯѕщФ¤БфНЁРЕ¶ЛїЪЈ¬ТФ±гґ«¶ЇїШЦЖПµНіЅУИлХыёцХжїХ¶ЖД¤ЙъІъПЯїШЦЖПµНіЈ¬УлЖдЛыЙи±ёїШЦЖПµНіРµч№¤ЧчЎЈ
Нј2ЛщКѕОЄµҐМЁґ«¶ЇПµНіПЦіЎЅб№№КѕТвНјЎЈ±аВлЖчКµК±µШЅ«ЛЕ·юµз»ъµДЧЄЛЩЧЄ»ЇОЄВціеКдИлёшЛЕ·юїШЦЖЖчј°PLCЎЈPLCѕ№эФЛЛгј°јмІвЙъІъПЯПа№ШЙи±ёЧґМ¬КэѕЭЈ¬НЁ№эЛЕ·юїШЦЖЖчµчХыїШЦЖІОКэЈ¬¶ФЛЕ·юµз»ъЅшРР±Х»·їШЦЖ[8]ЎЈНј2ЦРЈєLS1Ј¬LS2Ј¬LS3Ј¬LS4Ј¬LS5єНLS6ОЄ¶ФЙдКЅј¤№в№вµзґ«ёРЖчЈ¬јмІвІЈБ§»щЖ¬ФЛ¶ЇО»ЦГЎЈ
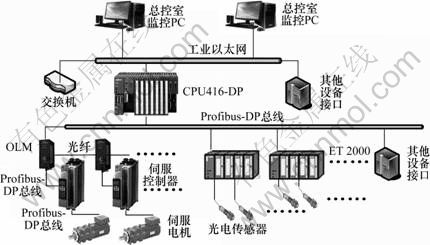
Нј1 ґ«¶ЇПµНіНшВзЅб№№Нј
Fig.1 Transmission system network structure

Нј2 µҐМЁЛЕ·юїШЦЖПµНіПЦіЎЅб№№КѕТвНј
Fig.2 Schematic diagram of basic structure of scene
1.3 ґ«¶ЇПµНіІОКэЙи¶Ё
ФЪЙъІъ№эіМЦРЈ¬НЁіЈТЄїШЦЖ№¤ТХЖшМе·ЕµзМхјюАґО¬іЦТ»ёцОИ¶ЁµДЅ¦ЙдЛЩВКЎЈ±ЎД¤єс¶Иј°±ЎД¤µДєбПтѕщФИРФУЙґэ¶Ж»щЖ¬ФЪЅ¦ЙдЗшУтЦРµДНЈБфК±јдѕц¶ЁЎЈ
µ±ІЈБ§»щЖ¬ґ«ЛНµЅLS1К±Ј¬LS1№вВ·±»ХЪ¶ПЈ¬PLC¶ФёГґ«ЛНМЁ¶ФУ¦µДЧґМ¬ЧЦЦГО»Ј¬ЅыЦ№ПВТ»ЧйІЈБ§ґ«ИлЈ»µ±ІЈБ§»щЖ¬µЅґпLS2К±Ј¬ЛЕ·юµз»ъїЄКјјхЛЩЈ»µ±ІЈБ§»щЖ¬µЅґп»тјґЅ«µЅґпLS3Лщґ¦О»ЦГК±Ј¬ЛЕ·юµз»ъНЈЦ№Ј¬ІЈБ§»щЖ¬ґ«ЛННЈЦ№Ј»µ±ІЈБ§»щЖ¬И«ІїНЁ№эLS3єуЈ¬ёґО»ёГґ«ЛНМЁ¶ФУ¦µДЧґМ¬ЧЦЦГО»Ј¬ФКРнПВТ»ЧйІЈБ§ґ«ИлЎЈ
ПµНіІОКэЙи¶ЁОЄЈєФЪХжїХґЕїШЅ¦ЙдЗшЦРЈ¬ІЈБ§»щЖ¬µД¶ЖД¤ґ«ЛНЛЩ¶ИОЄ0.3~12 m/minЈ»ФЪ·ЗЅ¦ЙдЗшЦРЈ¬ІЈБ§»щЖ¬µДЧ·ёПЛЩ¶ИОЄ60 m/minЈ¬ёЯЛЩґ«ЛНЛЩ¶ИОЄ30 m/minЈ¬µНЛЩґ«ЛНЛЩ¶ИОЄ10 m/minЈ»КЦ¶Їґ«ЛНДЈКЅК±Ј¬ІЈБ§»щЖ¬ґ«ЛНЛЩ¶ИОЄ20 m/minЎЈЅ¦ЙдЗшДЪЗ°єуЧйІЈБ§јдѕаОЄ(90ЎА10) mmЎЈ
2 јхЛЩЛЕ·юµз»ъСЎРНј°ЧйМ¬ЙиЦГ
2.1 јхЛЩЛЕ·юµз»ъСЎРН
ТСЦЄЙъІъПЯґ«¶ЇВЦµДЦ±ѕ¶d=120 mmЎЈЦЬі¤ОЄ376.8 mmЎЈµ±ІЈБ§»щЖ¬µДЛЩ¶Иvj=12 m/minК±Ј¬ґ«¶ЇВЦµДЅЗЛЩ¶ИОЄЈє
 (r/min) (1)
(r/min) (1)
Ифµз»ъЧЄЛЩ¦Ш0=3 000 r/minК±Ј¬јхЛЩ»ъµДјхЛЩ±ИОЄЈє
 (2)
(2)
µ±ІЈБ§»щЖ¬µДЛЩ¶Иvz=60 m/minК±Ј¬ґ«¶ЇВЦµДЅЗЛЩ¶ИОЄЈє
 (r/min) (3)
(r/min) (3)
Ифµз»ъЧЄЛЩ¦Ш1=4 500 r/minК±Ј¬јхЛЩ»ъµДјхЛЩ ±ИОЄЈє
 (4)
(4)
±ѕПµНіІЙУГSEW№«ЛѕН¬ІЅјхЛЩЛЕ·юµз»ъєНKПµБРВЭРэЙЎіЭВЦјхЛЩ»ъЈ¬їШЦЖЖчMOVIDRIVE?јЇіЙУРIPOSplus?Ј¬ІЙУГКёБїїШЦЖјјКх[9-10]Ј¬ПмУ¦ЛЩ¶ИїмЈ¬¶ЁО»ЧјИ·Ј¬ґ«¶ЇОИ¶ЁЎЈ
ёщѕЭЙъІъ№¤ТХМШµгЈ¬ЙъІъПЯЅ¦ЙдЗшТЄЗуЅ¦ЙдЗшґ«¶ЇФИЛЩЎўОИ¶ЁЈ¬ТЄЗу·ЗЅ¦ЙдЗшґ«¶ЇПмУ¦їмЎў¶ЁО»ѕ«И·ЎЈТтґЛЈ¬·ЗЅ¦ЙдЗшЛЕ·юµз»ъРиЕд±ёЦЖ¶ЇЖчј°ЦЖ¶ЇµзЧиЈ¬Ѕ¦ЙдЗшЛЕ·юµз»ъІ»ґшЦЖ¶ЇЖчєНЦЖ¶ЇµзЧиЎЈёГЛЕ·юґ«¶ЇїШЦЖПµНіЦчТЄІїјюј°ІОКэИз±н1ЛщКѕЎЈ
±н1 ЛЕ·юґ«¶ЇїШЦЖПµНіЦчТЄІїјю
Table 1 Main components of servo drive control system

2.2 ЧйМ¬ЙиЦГ
ЛЕ·юїШЦЖЖчФЪSTEP7ИнјюЖЅМЁЅшРРУІјюЧйМ¬К±Ј¬КЧПИТЄјУФШЛЕ·юїШЦЖЖчµДGSDОДјю[11]ЎЈёГОДјюКЗ°ьє¬Йи±ёёчЦЦРЕПўµДЙи±ёГиКцОДјюЈ¬УГУЪНЁ№эprofibusЧЬПЯЅ«І»Н¬і§јТµДІ»Н¬Йи±ёјЇіЙОЄТ»ёцХыМеПµНіЎЈ
јУФШНкGSDОДјюЈ¬ФЩСЎФсЛщТЄЧйМ¬µД№эіМНЁµАКэ(PD)ЎЈТ»ёц№эіМНЁµАУГУЪґ«КдТ»ёц№эіМЦµЎЈ№эіМЦµ·ЦОЄ№эіМКдіцЧЦPOєН№эіМКдИлЧЦPIЎЈ№эіМКдіцЦµОЄPLC·ўПтЛЕ·юїШЦЖЖчµДКэЦµЈ¬°ьАЁїШЦЖЧЦєНЙи¶ЁЦµЈ»№эіМКдИлЦµОЄЛЕ·юїШЦЖЖчґ«»ШPLCµДКэЦµЈ¬°ьАЁЧґМ¬ЧЦєНКµјКЦµЈ¬ИзНј3ЛщКѕЎЈ
ИфРиТЄ¶ЁТе3ёцТФЙПµД№эіМЦµЈ¬ФтЗ°3ёц№эіМЦµїЙТФФЪІОКэЙиЦГИнјюMOVITOOLSЦРЙи¶ЁЈ¬ЛжєуµД№эіМЦµїЙФЪIPOSіМРтЦРµчУГЎЈ±ѕПµНіЦРЅ¦ЙдЗшµДЛЕ·юµз»ъЧйМ¬ОЄ3PD(јыНј4)Ј¬·ЗЅ¦ЙдЗшОЄ10PDЎЈЧйМ¬НкіЙєуЈ¬PLC»бЧФ¶ЇОЄёГїШЦЖЖч·ЦЕдµШЦ·(ТФ3PDОЄАэ)Ј¬·ЦЕд3ёцЧЦµДКдИлєН3ёцЧЦµДКдіцЎЈ

Нј3 №эіМЦµГиКц
Fig.3 Describes of process value

Нј4 ЛЕ·юїШЦЖЖчЧйМ¬(3PD)
Fig.4 Servo controller configuration (3PD)
№эіМЦµµД¶ЁТеНЁ№эїШЦЖЖчІОКэЙиЦГАґНкіЙЎЈґтїЄMOVITOOLSµДMT-MANAGER»ГжЈ¬µг»чЎ°ShellЎ±°ґјьЈ¬ЅшИлІОКэЙиЦГ»ГжЈ¬µгїЄµЪ8ЧйІОКэµД87.Process data descriptionЅшРРЙиЦГЈ¬ИзНј5ЛщКѕЎЈНј5ЦРЈєPO1¶ЁТеОЄїШЦЖЧЦ1Ј»PO2¶ЁТеОЄЛЩ¶ИЙи¶ЁЦµЈ»PO3ОЮ¶ЁТеЈ»PI1¶ЁТеОЄО»ЦГЧґМ¬Ј»PI2¶ЁТеОЄЛЩ¶И·ґАЎЦµЈ»PI3¶ЁТеОЄµзБч·ґАЎЦµЎЈ

Нј5 №эіМЦµ¶ЁТе
Fig.5 Definition of process of value
3 ЛЕ·юїШЦЖЖчіМРтЙијЖ
3.1 ІЈБ§»щЖ¬јЖі¤Ул·ЦЧй
ФЪХэіЈБ¬РшЙъІъЦРЈ¬ЙъІъПЯЙП»бН¬К±ґжФЪ¶аґпКэК®Чй»щЖ¬ЎЈОЄ±ЈЦ¤ёч№¤ТХ¶О№¤ЧчХэіЈЈ¬Ри¶ФЙъІъПЯЙПµДГїЧйІЈБ§»щЖ¬ЅшРРјЗі¤єН·ЦЧйЈ¬ИзНј6ЛщКѕЎЈ

Нј6 ІЈБ§јЖі¤·ЦЧйБчіМНј
Fig.6 Flowsheet of glass metering and grouping
1ЧйІЈБ§µДі¤¶И°ґЖдНЁ№э№вµзґ«ёРЖчК±µз»ъ±аВлЖчВціеКэФцБїїЙ·Ѕ±гµШјЖЛгЈ¬јЖЛ㹫ʽΪЈє
 (5)
(5)
КЅЦРЈєlОЄТ»ЧйІЈБ§і¤¶ИЈ»dОЄёГґ«ЛНМЁґ«¶ЇВЦЦ±ѕ¶Ј»iОЄёГґ«ЛНМЁјхЛЩ»ъјхЛЩ±ИЈ»p1ОЄёГЧйІЈБ§З°СШµЅґп№вµзґ«ёРЖчК±±аВлЖчВціеКэЈ»p2ОЄёГ№шІЈБ§єуСШАлїЄ№вµзґ«ёРЖчК±±аВлЖчВціеКэЎЈУЙКЅ(5)ЛгіцµДІЈБ§»щЖ¬і¤¶ИґжґўУЪPLCµД50ёцDBКэѕЭїйЦРЈ¬УГУЪwinccјаїШЅзГжПФКѕЎўёъЧЩІЈБ§ТФј°STEP7їШЦЖіМРт¶Ф»щЖ¬·ЦЧйµДТАѕЭЎЈ
3.2 ±аВлЖчВціеЦµµДЗеБг
±ѕПµНіЛщСЎHIPERFACEФцБїКЅ±аВлЖчѕш¶Ф·Ц±жВКОЄ4 096Ј¬±аВлЖчГїРэЧЄ1ЦЬ·ўіц4 096ёцВціеРЕєЕЎЈ±аВлЖчВціејЖКэ·¶О§ОЄ0~2 147 483 647Ј¬µ±јЖКэі¬іцЧоґуЦµК±»бТзіціцґнЎЈ±аВлЖчјЗВјµДКµјКО»ЦГ±ЈґжФЪ±дБїH511ЦРЈ¬УЙУЪ±аВлЖчµД№№ФмМШµгЈ¬І»ДЬЦ±ЅУЗеіэЖдјЖКэЦµЈ¬¶шТЄНЁ№эУлЖ«ТЖБїІОКэP905ФЛЛгАґЅ«±аВлЖчµДЦµЗеБгЎЈ
ЛЕ·юїШЦЖЖч¶Ф±аВлЖчјЖКэЦµµДЗеБгіМРтОЄЈє
tasc2() // ИЎDI13_bЙПЙэСШЗеіэ±аВлЖчВціе
{
_WaitInput(IC_HIGH, DI13_b ); //јмІвDI13_bЙПЙэСШ
_WaitInput(IC_LOW , DI13_b ); //јмІвDI13_bПВЅµСШ
_MoviLink( ReadP905 ); //¶Б±аВлЖчЖ«ТЖБїІОКэP905
_GetSys(tData.WritePar,GS_ACTPOS );
//Ѕ«ПµНіІОКэ GS_ACTPOSЦРґжґўµД±аВлЖчКµјКО»ЦГ
//ФШИл±дБїtData.WriteParЦР
tData.WritePar=tData.WritePar+ReadP905_Data.ReadPar;
//P905+H511ЧчОЄКµјКµДЖ«ТЖБї
_BitSet( H484,30 ); //Йи¶ЁIPOSplusїШЦЖЧЦH484
//30±нКѕК№їШЦЖЖчОЄЅыЦ№№¤ЧчДЈКЅ
_MoviLink( ClearActPos ); //Зеіэ±аВлЖчјЖКэЦµ
_BitClear( H484,30 ); //ЗеіэIPOSplusїШЦЖЧЦH484Цµ
//К№їШЦЖЖчОЄФКРн№¤ЧчДЈКЅ
}
3.3 PLCУлЛЕ·юїШЦЖЖчјдНЁРЕіМРт
PLCУлЛЕ·юїШЦЖЖчНЁРЕЈ¬РиТЄЙиЦГНЁРЕЧЬПЯАаРНЎўPI/POКэБїµИРЕПўЎЈЖдµдРНіМРтИзПВЎЈ
tasc3()
{
H150=3; //¶ЁТеGetSys()µДЧЬПЯАаРНЈ¬3ОЄПЦіЎЧЬПЯ
H151=10; //¶ЁТеGetSys()µДPOКэБїЈ¬ХвАпКЗ10ёцPO
_GetSys( H150,GS_PODATA );
//¶БPOКэѕЭ»єґжЗш
//°СPLCЦРµД±дБїЛНИлЛЕ·юїШЦЖЖчЦР
//¶ЁТеЈєPO1ОЄControl Words 2 H152
// PO2ОЄЛЩ¶Иёш¶Ё H153
// PO3ОЄО»ЦГµДёЯО» H154
// PO4ОЄО»ЦГµДµНО» H155
// PO5ОЄДЈКЅµДСЎФс H156
// PO6ОЄјЖі¤НкіЙРЕєЕ
H430=H153*2; //¶ЁТеО»їШХэЧЄЛЩ¶ИCW
H431=H430; //О»їШ·ґЧЄCCW ЛЩ¶И
H432=H154*65 536;
//PO3ОЄЙи¶Ё·А№эіеО»ЦГµДёЯ16О»Ј¬ЧоґуІ»і¬№э32 767
H433=(H155&(0x0000FFFF));
//PO4ОЄЙи¶ЁО»ЦГµДµН16О»
//·АЦ№µ±PO4ґуУЪ32 767К±Ј¬H155ОЄёєКэ
_GetSys( H210,GS_ACTSPEED );
//µГµЅПµНіµДКµјКЛЩ¶И
H410=10; //¶ЁТе PDёцКэОЄ10
H412=H210/10; //КµјКЛЩ¶ИЦµОЄPI2
H413=H511/65 536; //КµјКВціеЦµёЯО»PI3
H414=H511%65 536; //КµјКВціеЦµµНО»PI4
_SetSys( SS_PIDATA,H410 ); //ёьРВPIКэѕЭ
_BitMove(H420,0,H483,0); // DIЧґМ¬ЛНИлµЅPLCЦР
}
4 ЙъІъФЛРРЅб№ы
2010-09-13Ј¬НЁ№эPLC-ANALYZER pro5ИнјюІЙјЇБЛДіЙъІъПЯЧФ¶ЇЙъІъК±Ј¬ПЦіЎЛЕ·юµз»ъФЛРРКэѕЭЎЈНј7ЛщКѕОЄёГµз»ъБ¬РшФЛРРК±їШЦЖЧЦЎўЛЩ¶Иёш¶ЁЎўЛЩ¶И·ґАЎК±РтНјЎЈУЙНј7їЙјыЈєїШЦЖЧЦОЄ6К±ФКРнµз»ъФЛРРЈ¬ОЄ0К±ЅыЦ№µз»ъФЛРРЈ¬ЛЩ¶Иёш¶ЁЦµ13 415ОЄЙи¶Ёґ«ЛНМЁґ«¶ЇВЦПЯЛЩ¶ИОЄ60 m/minЎЈµ±ЙъІъПЯЧФ¶ЇФЛРРК±Ј¬ЦчїШPLCКµК±јаїШЙъІъПЯЙПёчЧйІЈБ§РЕПўІўПтПа№ШЛЕ·юїШЦЖЖчРґИлїШЦЖЧЦЦµєНЛЩ¶Иёш¶ЁЦµЎЈїШЦЖЧЦЦµУлЛЩ¶Иёш¶ЁЦµЦЬЖЪЦШёґЈ¬ґ«¶ЇПµНі№¤ЧчОИ¶ЁУРРтЈ¬ЛЕ·юµз»ъФЛРРїЙїїОИ¶ЁЎЈ
Нј8ЛщКѕОЄНј7ЦРїтўЩДЪЗшУтЈ¬јґОЄ1ЧйІЈБ§»щЖ¬НЁ№эёГµз»ъЛщФЪ№¤ЧчМЁК±µз»ъФЛРРЗъПЯЈ¬К±јд»щЧјОЄ40 msјґІЙСщЖµВКОЄ25 HzЎЈµ±їШЦЖЧЦОЄ6ФКРнµз»ъФЛРРЗТЛЩ¶ИЙи¶ЁЦµРґИлЛЕ·юїШЦЖЖчК±Ј¬µз»ъЖф¶ЇЎЈУЙНј8їЙјыЈєµ±µз»ъЛЩ¶ИУЙ0 m/minµЅ60 m/minµДЙПЙэК±јдОЄ840 msЈ»µ±ЛЩ¶ИЙи¶ЁУЙ60 m/minёДОЄ30 m/minЈ¬µз»ъЛЩ¶ИПВЅµК±јдОЄ520 msЈ»µ±їШЦЖЧЦОЄ0ЅыЦ№µз»ъФЛРРК±Ј¬µз»ъЛЩ¶ИУЙ30 m/minјхЛЩµЅ0 m/minµДПВЅµК±јдОЄ640 msЎЈµз»ъЛЩ¶ИПмУ¦СёЛЩЈ¬ФЛРРЖЅОИЎЈ

Нј7 µҐМЁµз»ъБ¬РшФЛРРЗъПЯ
Fig.7 Data curves of single motor continuous operating

Нј8 µз»ъµҐґОФЛРРЗъПЯ
Fig.8 Data curves of motor single operation
5 ЅбВЫ
(1) Хл¶ФХжїХґЕїШЅ¦Йд·ЁLow-EІЈБ§ЙъІъПЯ№¤ТХБчіМі¤ЎўЙи±ёЦЦАаКэБї·±¶аЎўµзґЕ»·ѕі¶сБУµИМШµгЈ¬ЙијЖБЛТ»ЦЦ»щУЪОчГЕЧУS7-400PLCєНSEWЛЕ·юµз»ъµД·ЦІјКЅґ«¶ЇїШЦЖПµНіЎЈ
(2) »щУЪ±ѕ·Ѕ°ёµДLow-EІЈБ§ЙъІъПЯґ«¶ЇїШЦЖПµНіЈ¬јИВъЧгБЛґЕїШЅ¦Йд·ЁЙъІъ№¤ТХ¶ФУЪґ«¶ЇПµНіПмУ¦їмЎў¶ЁО»ЧјИ·µДТЄЗуЈ¬УЦКµПЦБЛЙъІъ№эіМµДОИ¶ЁФЛРРєНЧФ¶Ї»ЇЈ¬МбёЯБЛХыёцЙъІъПЯµДґ«¶ЇР§ВКЈ¬ЅµµНБЛДЬєДЈ¬јхЗбБЛ№ЬАнИЛФ±µД№¤ЧчЗї¶ИЎЈ
(3) ±ѕґ«¶ЇїШЦЖ·Ѕ°ёТСѕ±»ФЛУГУЪ№ъДЪ¶аМхLow-EІЈБ§ЙъІъПЯЎЈѕІвБїЈ¬ПµНіФЪ0.3~11 m/minµДЙи¶ЁФЛРРЛЩ¶И·¶О§ДЪНП¶Ї5~12 mmІ»Н¬єс¶ИЎўІ»Н¬Гж»эµД»щЖ¬К±Ј¬ЛЩ¶ИІЁ¶ЇРЎУЪ3 mm/minЎЈНЁ№э70 mХжїХЗшЈ¬Н¬ЧйДЪ»щЖ¬јдјдѕаОуІоОЄЎА10 mmЎЈПµНі№¤ЧчїЙїїЈ¬РФДЬОИ¶ЁЈ¬ДкѕщLow-EІЈБ§ІъБїі¬№э2 000Нтm2Ј¬КµПЦБЛФ¤ЖЪЙијЖДї±кЎЈ
ІОїјОДПЧЈє
[1] ¶пЮ, ХЕХгѕь. Low-EІЈБ§НЖ№гУ¦УГј°АлПЯ¶ЖД¤јјКхµДРВЅшХ№[J]. ХжїХ, 2007, 44(5): 1-7.
DONG Yong, ZHANG Zhe-jun. Low-E glass: Applications and off-line film coating technologies[J]. Vacuum, 2007, 44(5): 1-7.
[2] єєЛ№Ў¤Зні№Ў¤ёсАЧЙЄ. ґуГж»эІЈБ§¶ЖД¤[M]. ¶Зї, Тл. ЙПєЈ: ЙПєЈЅ»НЁґуС§іц°жЙз, 2006: 23-30.
Glaser H J. Large area glass coating[M]. DONG Qiong, trans. Shanghai: Shanghai Jiaotong University Publishing Company, 2006: 23-30.
[3] Dana S, Sagahyroon A, Elrayesa A. Development of a monitoring and control platform for PLC-based applications[J]. Computer Standards & Interfaces, 2008, 30(3): 157-166.
[4] Khalgui M, Thramboulidis K. An IEC-61499-based development approach for distributed industrial control applications[J]. International Journal of Modelling, Identification and Control, 2008, 4(2): 186-204.
[5] ¶ЎУАРЛ, НхЅЬ. ЛЕ·юµз»ъФЪІЈБ§¶ЖД¤µзЖшїШЦЖПµНіЦРµДЙијЖєНФЛУГ[J]. µзЖшјјКх, 2007(3): 53-57.
DING Yong-xing, WANG Jie. The design and application of servo motor in electric automatic control system on glass coating line[J]. Electrical Technology, 2007(3): 53-57.
[6] Бхі¤Те, ЙкИєМ«, ОДѕІ. »щУЪProfibusЧЬПЯµДЧЫєПЧФ¶Ї»ЇКµСйКТФ¶іМїШЦЖ[J]. ЦРДП№¤Тµґуѧѧ±Ё: ЧФИ»їЖС§°ж, 2003, 34(Z1): 173-175.
LIU Chang-yi, SHEN Qun-tai, WEN Jing. The remote control research of comprehensive automation laboratory based on Profibus bus[J]. Journal Of Central South University of Technology: Natural Science, 2003, 34(Z1): 173-175.
[7] ВАјМ¶«, єНОАРЗ, іВЦѕІЁ. »щУЪWinccµДProfibus-DPїШЦЖНшВзµДЙијЖУлКµПЦ[J]. µНС№µзЖч, 2007(15): 37-40.
L? Ji-dong, HE Wei-xing, CHEN Zhi-bo. Design and implementation of Profibus-DP control network based on Wincc[J]. Low Voltage Apparatus, 2007(15): 37-40.
[8] РнПНФу, НЇ°®Зе, РмУаІЁ, µИ. ёЯѕ«¶ИЦ±БчЛЕ·юµз»ъµДКэЧЦїШЦЖПµНіСРѕї[J]. Одєєґуѧѧ±Ё: №¤С§°ж, 2006, 39(2): 59-62.
XU Xian-ze, TONG Ai-qing, XU Yu-bo, et al. Research on digital control system of high precision DC servomoter[J]. Engineering Journal of Wuhan University, 2006, 39(2): 59-62.
[9] ХФЦѕМГ, ХЕґжЙЅ, ОЎИ»И». »щУЪїХјдКёБїЛг·ЁµДУАґЕЅ»БчЛЕ·юїШЦЖЖчЙијЖ[J]. ЙЅ¶«Ан№¤ґуѧѧ±Ё: ЧФИ»їЖС§°ж, 2010, 24(4): 94-97.
ZHAO Zhi-tang, ZHANG Cun-shan, WEI Ran-ran. Design of permanent magnet AC servo motor controller based on space vector algorithm[J]. Journal of Shandong University of Technology: Natural Science Edition, 2010, 24(4): 94-97.
[10] Souad R, Zeroug H. Comparison between direct torque control and vector control of a permanent magnet synchronous motor drive[C]//2008 Power Electronics and Motion Control Conference. Poznan, Poland, 2008: 1209-1214.
[11] ХЕУАµВ, АоцО. PROFINET µДЧйіЙј°ЖдУ¦УГ[J]. №¤ТµТЗ±нУлЧФ¶Ї»ЇЧ°ЦГ, 2006(1): 25-28, 38.
ZHANG Yong-de, LI Xin. PROFINET constituents and its application[J]. Industrial Instrumentation & Automation, 2006(1): 25-28, 38.
(±ај СоУЧЖЅ)
КХёеИХЖЪЈє2011-01-25Ј»РЮ»ШИХЖЪЈє2011-04-20
»щЅрПоДїЈє№ъјТЧФИ»їЖС§»щЅрЧКЦъПоДї(61074117)
НЁРЕЧчХЯЈєУчКЩТж(1940-)Ј¬ДРЈ¬ЅОчДПІэИЛЈ¬ЅМКЪЈ¬І©КїЙъµјК¦Ј¬ґУКВЧФККУ¦їШЦЖЎўЅш»ЇјЖЛгµДАнВЫУлУ¦УГЎўёґФУ»ъµзПµНіЧФ¶Ї»ЇµИСРѕїЈ»µз»°Јє13973184545Ј»E-mail: YUSHOUYI_CSU@163.com

