网络首发时间: 2015-05-25 14:34
稀有金属 2016,40(10),1038-1044 DOI:10.13373/j.cnki.cjrm.XY15032701
Ag-B靶材热压制备及致密化过程研究
曹子宇 刘宇阳 桂涛 白雪 杨磊 王星明
北京有色金属研究总院稀有金属冶金材料研究所
摘 要:
以化学组成Ag∶B=93∶7(质量比)的混合粉体为原料,采用热压烧结制备Ag-B靶材。通过阿基米德法测量靶材密度、扫描电镜(SEM)观察靶材断面形貌、X射线衍射仪(XRD)分析物相、差示扫描量热法(DSC)分析粉体相变,研究了热压工艺对靶材致密度和微观组织的影响,并探讨了Ag-B靶材的致密化过程。结果表明:Ag-B粉体在升温至1000℃过程中,Ag,B之间未形成固溶体或金属间化合物,但B的加入降低了Ag-B粉体的熔化潜热;在450~750℃温度范围内,温度升高靶材相对密度从81.8%增加至95.3%;烧结温度超过750℃后,出现“反致密化现象”,800℃时靶材相对密度下降至89.2%;Ag-B靶材的相对密度随着热压压力、保温保压时间的增加而增加;相比较而言,烧结温度和保温保压时间是Ag-B靶材致密化的主要因素;在烧结温度750℃、保温保压时间120 min、压强28 MPa条件下,Ag-B靶材致密度达到95.3%。
关键词:
银硼靶材 ;热压烧结 ;微观结构 ;致密化 ;
中图分类号: TF125.23
作者简介: 曹子宇(1989-),男,河南南阳人,硕士研究生,研究方向:有色金属冶金;E-mail:caoziyuftd@qq.com;; 王星明,教授;电话:13701118223;E-mail:mansionwang010@163.com;
收稿日期: 2015-05-04
基金: 国家自然科学基金项目(31201)资助;
Preparation of Ag-B Target by Hot Pressing and Densification
Cao Ziyu Liu Yuyang Gui Tao Bai Xue Yang Lei Wang Xingming
Institute of Rare Metals Metallurgical Materials,General Research Institute for Nonferrous Metals
Abstract:
Ag-B target was prepared by hot pressing using Ag and B powder with mass ratio of 93∶ 7. The density of target was measured by Archimedes method; the fracture morphology of Ag-B target was observed by scanning electron microscope( SEM); the phase structure was measured by X-ray diffraction( XRD); differential scanning calorimetry( DSC) curves were analyzed by differential scanning calorimeter. The effects of hot pressing conditions including temperature,pressure and preserving time on relative density and microstructure were investigated and the densification process of Ag-B target was studied. The results indicated that DSC curves showed that no Ag-B alloy or Ag B compound was found under temperature of up to 1000 ℃,but the fusion latent heat of Ag-B powder decreased because of B; with temperature increasing from 450 to 750 ℃,the relative density increased constantly from 81. 8% to95. 3%; however when temperature increased from 750 to 800 ℃,the relative density decreased from 95. 3% to 89. 2%,and the phenomenon of “anti-densification”occurred; with preserving time and pressure increasing,the relative density of Ag-B target increased.Relatively,pressure,temperature and preserving time were key factors of Ag-B densification process; the relative density of 95. 3% for Ag-B target was achieved at temperature of 750 ℃,preserving time of 120 min and pressure of 28 MPa.
Keyword:
Ag-B target; hot press sintering; microstructure; densification;
Received: 2015-05-04
贵金属硼化物及其合金具有广泛的应用,如Pt-B合金薄膜可以用作磁性储存介质
[1 ,2 ]
,Re B2 ,Ru B2 ,Os B2 具有高硬度、优良的热传导性和化学稳定性,在精密仪器中具有重要作用
[3 ,4 ]
,Au-B合金薄膜可以优化激光辐射场特性,降低激光辐射场中的拉曼散射、布里渊散射,在激光惯性约束可控核聚变(ICF)中具有关键作用
[5 ,6 ]
。因此,贵金属硼化物及合金薄膜是目前薄膜材料研究热点之一,但Ag-B合金薄膜国内外研究较少,关于AgB溅射靶材的制备很少有报道。
由于Ag,B之间熔点差距大、密度差距大,高温液相条件下,B相易上浮和过分聚集长大,并且Ag,B两相之间温润性差,属于互不相溶二元体系,用熔炼的方法制备Ag-B靶材难度很大。侯海涛等
[7 ]
、钱昭等
[8 ]
、王文芳等
[9 ]
通过粉末机械合金化后再热压烧结的方法成功制备了Mo-Cu,Mo-Zr,AgNi等互不相溶体系的复合材料。利用机械合金化,可以使粉末变形、冷焊、断裂,增加粉末的比表面积及内部的空位、位错使烧结活性增强。烧结过程中施加外加压力,有利于促进致密化过程的进行
[10 ,11 ,12 ,13 ]
。
本文采用热压烧结进行Ag-B靶材的制备研究,并分析其热压致密化过程。
1 实验
1.1 Ag-B粉体混合
选用纯度为99.99%Ag,B粉末为原料,按照Ag∶B=93∶7(质量比)组分进行配比。原料性能如表1所示。
将Ag-B粉末预先干燥处理,经过超声震动后,球磨1 h、筛分间断混合3次。
1.2 Ag-B热压烧结
将混合好的粉体装入石墨磨具中,再放入真空电阻热压炉中进行热压烧结。分别考察温度、保温时间、热压压力等热压工艺条件对Ag-B靶材致密化的影响。
1.3 分析表征
采用Philips XL30热场发射观察粉末形貌以及面扫描,采用阿基米德法测定样品靶材的密度,采用扫描电镜(SEM,JSM-6510,日本电子株式会社)观察断面形貌,采用瑞典METLLER TOREDO差热分析仪(DSC)进行差热分析,采用水银压汞仪测试靶材气孔率,采用X射线衍射仪(XRD,Cu Kα,D/max2500 X,日本理学株式会社)测试粉体及靶材物相。
2 结果与讨论
2.1 原料处理
图1是Ag-B粉体机械混合后SEM照片和B元素面扫描,可以看出B粉体颗粒均匀分布在Ag粉中,显示Ag,B粉体混合的比较均匀。
表1 原料粉末性能Table 1 Characteristics of raw powder 下载原图
表1 原料粉末性能Table 1 Characteristics of raw powder
图1 原料粉体SEM照片和B元素面扫描Fig.1 SEM image of raw powder(a)and surface scan of B element(b)
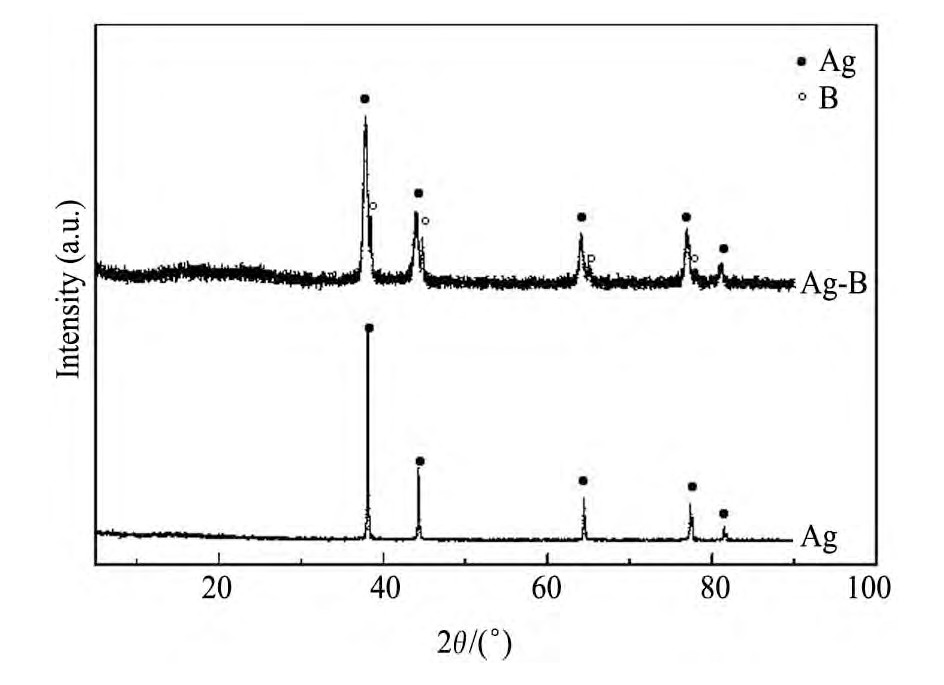
图2是Ag-B混合粉体和Ag粉的XRD图谱对照。可以看出粉体混合后,Ag,B之间仍然是物理混合状态,但Ag的衍射峰明显变宽。这是由于球磨过程中,粉体颗粒之间反复焊合、断裂,晶格中产生大量残余应力导致晶格畸变,并且球磨也会造成粉体晶粒细化,导致Ag相的衍射峰宽化
[14 ]
。
图2 Ag-B混合粉体和Ag粉XRD图谱Fig.2 XRD patterns of Ag powder and Ag-B mixture powder
2.2 粉体差热分析
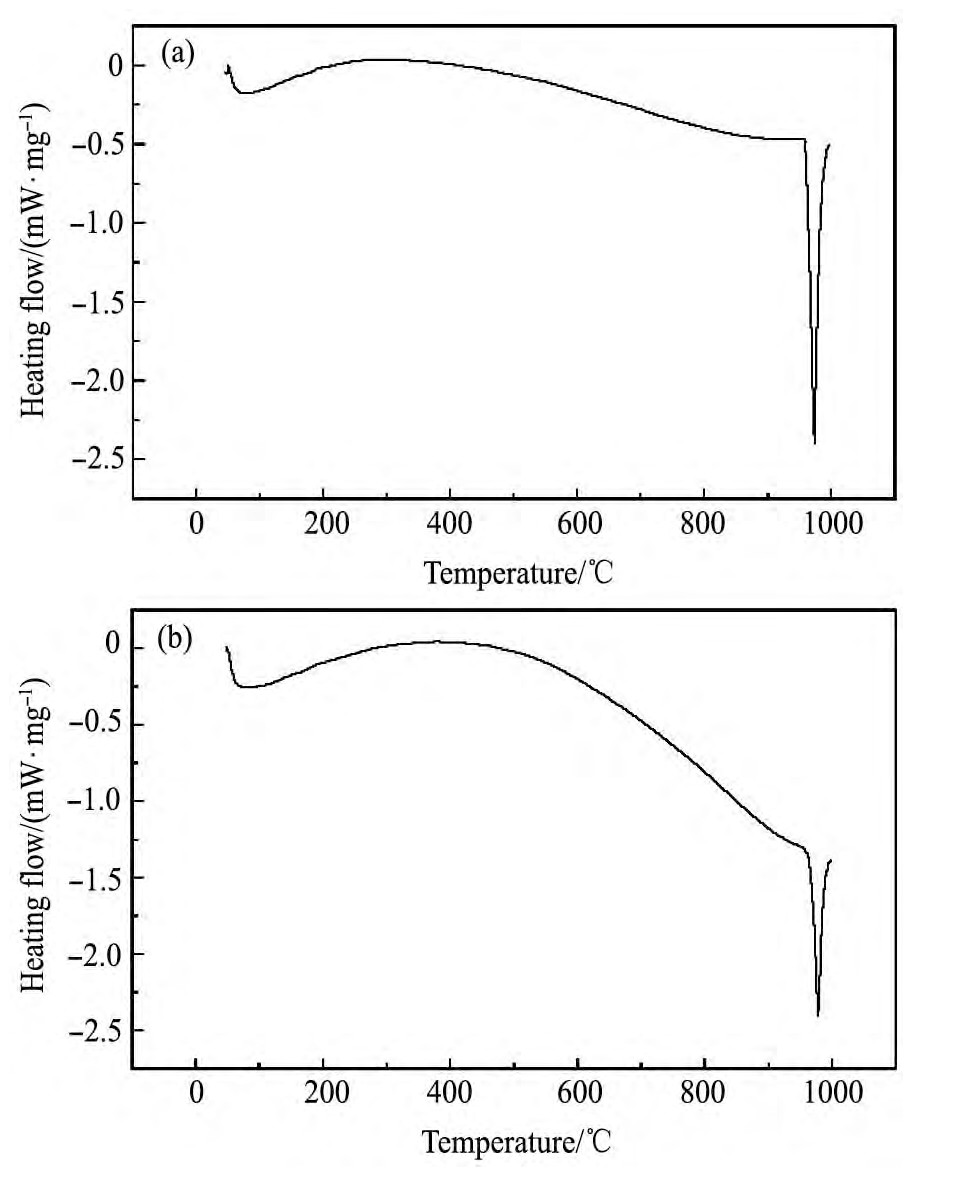
图3为Ag,Ag-B的差热分析DSC曲线。图3中(a)和(b)的熔化吸热峰对应的都是银相的熔化。说明在升温至1000℃过程中Ag,B之间未发生相变,没有形成合金或金属间化合物。在DSC曲线中,由于熔化潜热和峰面积成正比根据斯派尔公式
[15 ]
:
式中,ΔH为熔化潜热(J・K-1 );A为DSC曲线吸热峰面积(m2 );K为仪器修正系数。
根据公式(1),图3中可以看出Ag-B混合粉体的吸热峰面积明显小于Ag粉的吸热峰面积,说明B的加入导致Ag-B混合粉体的熔化潜热有小幅降低。另外从图3(b)可以看出Ag-B粉体的DSC曲线从500℃开始出现下降趋势(有吸热现象),这可能是由于球磨后晶粒细化、晶界增多造成的。
2.3 Ag-B的热压烧结
2.3.1 烧结温度对靶材相对密度的影响
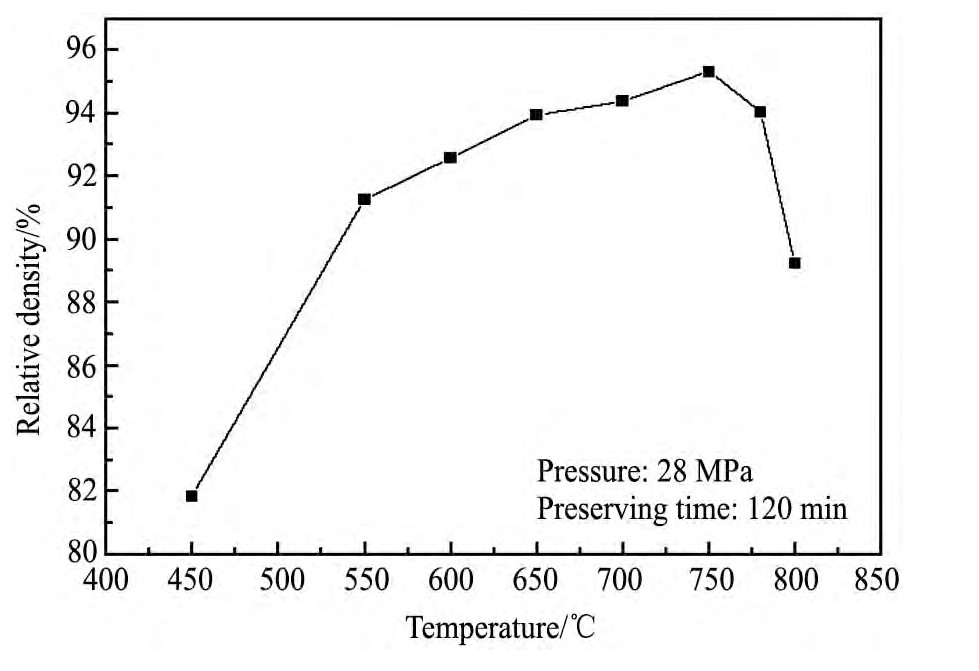
图4是在压力28 MPa、保温120 min条件下,烧结温度对靶材相对密度的影响。可以看出在450~550℃温度范围内,Ag-B靶材的致密化速率较快,相对密度从81.8%迅速升高至91.2%,之后致密化速率放缓,在750℃达到95.3%。750℃后靶材出现“反致密化”现象,800℃时相对密度下降至89.2%。造成“反致密化”现象的原因比较复杂
[16 ]
,其中晶粒生长和气孔演化往往是主要因素。Wang等
[17 ]
通过研究AZO靶材致密化过程发现,连通气孔的合并与生长以及闭合气孔率的增加会引起“反致密化现象”。Brook
[18 ]
对孔洞与晶界运动以及晶粒生长进行了详细的研究后发现,当温度过高,晶界运动速率大于孔洞运动速率时,晶界运动摆脱了孔洞的束缚自由运动,从而使孔洞遗留在晶粒内,造成晶粒内的孤立孔洞在烧结末期难以收缩至消失,导致靶材相对密度下降。
图3 Ag和Ag-B粉末DSC曲线Fig.3 DSC curves of Ag(a)and Ag-B(b)powder
图4 热压烧结温度对靶材密度的影响Fig.4 Effect of temperature on relative density
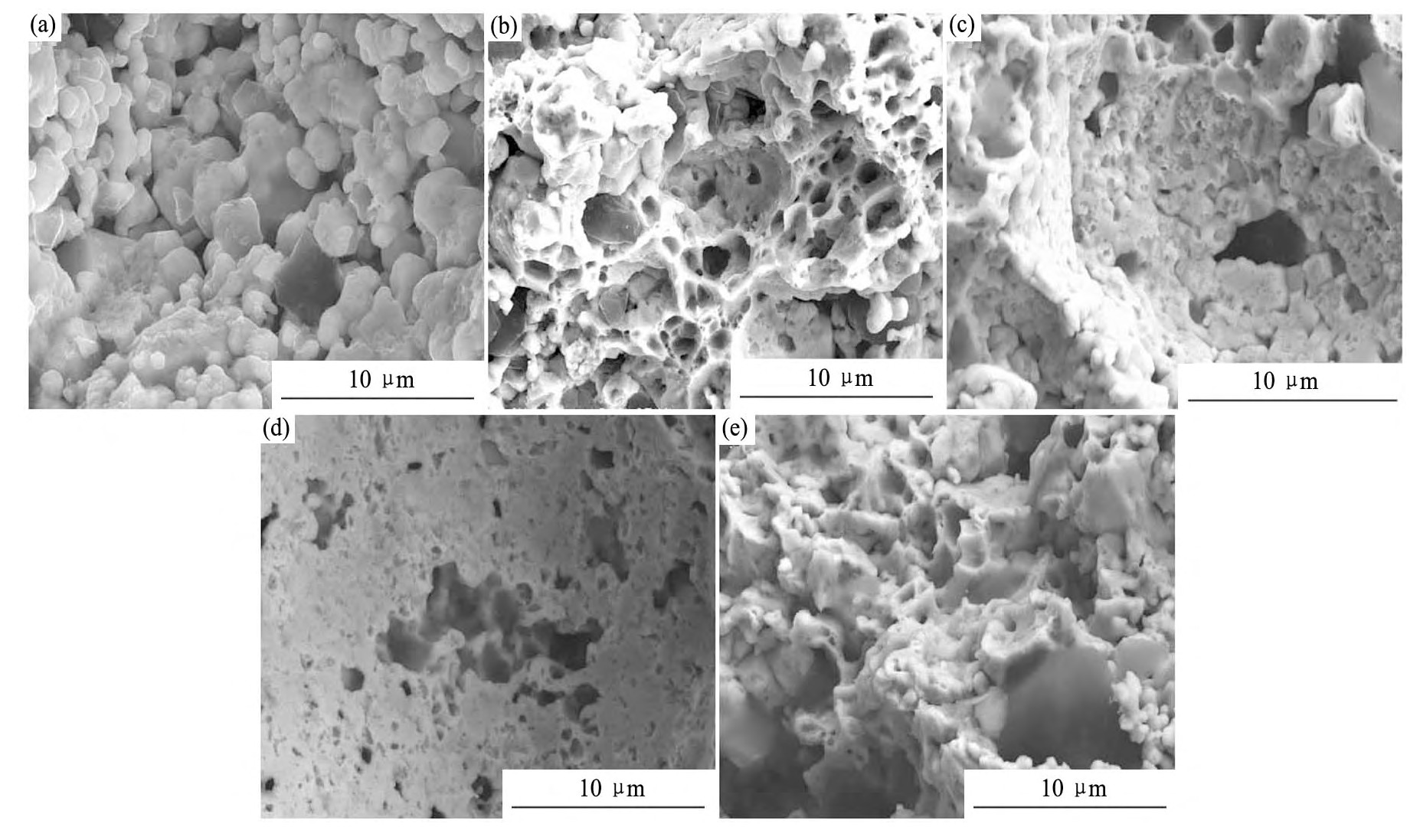
图5显示了随着温度升高,靶材微观组织的演化。在热压温度为450℃时,靶材整体呈疏松多孔的颗粒状结构,颗粒之间已形成烧结颈,部分颗粒已经长大;550℃时形成连通的气孔;650℃时,气孔开始闭合,孔隙率下降;750℃时,粉体颗粒之间粘结为片状组织,大部分气孔已经闭合,孔隙率大幅下降,只剩下少许孤立的孔洞。硼相与银相之间粘结紧密,相对密度达到95.3%;800℃时,可以明显看出靶材由片状组织转变为多孔状,气孔率上升,相对密度下降,说明靶材热压过程中发生了“反致密化”现象。
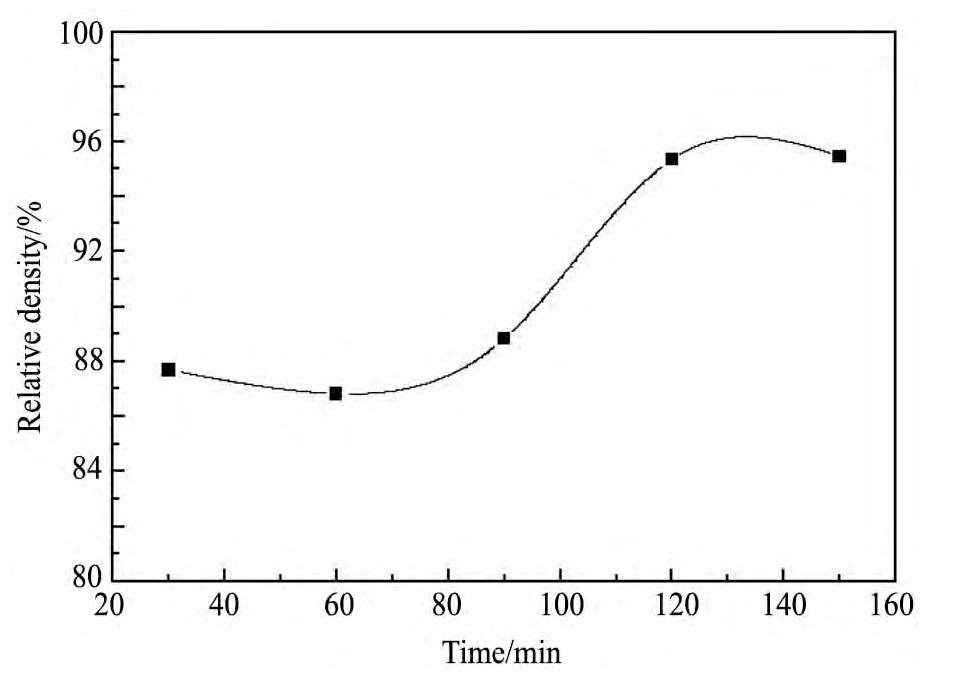
2.3.2 保温保压时间对靶材相对密度的影响
图6是在烧结温度750℃、压力28 MPa下,保温保压时间对靶材相对密度的影响。可以看出随着保温时间的延长,靶材相对密度呈S形增长。从30~90 min,靶材致密度从87.7%缓慢增加至88.8%。之后到了120 min,靶材致密度迅速提高到95.3%,继续延长保温保压时间至150 min,致密度提升不大。
图5 不同温度下靶材断面SEM照片Fig.5 SEM images of fracture morphologies of Ag-B targets at different sintering temperatures(t=120 min;p=28 MPa)
(a)450℃;(b)550℃;(c)650℃;(d)750℃;(e)800℃
图6 保温时间对靶材密度的影响Fig.6 Effect of preserving time on relative density
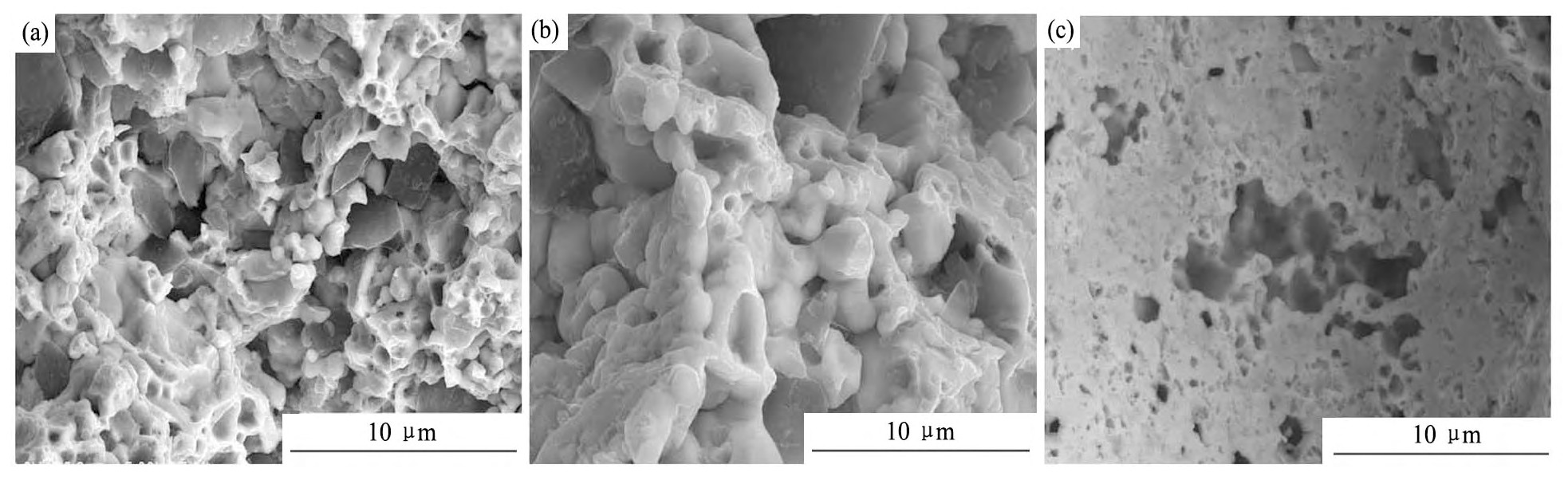
图7是不同保温保压时间下靶材微观形貌的演化,可以看出保温保压30 min时,粉体颗粒之间已经形成烧结颈,在晶粒生长和孔洞迁移作用下形成连通气孔,靶材组织为多孔状;90 min后,烧结颈明显长大,气孔开始闭合;120 min后,大部分气孔已经闭合,只剩下少部分孤立的气孔。这些孤立的闭气孔难以在后续烧结过程中排出,继续延长保温时间可以缓慢缩小、减少孤立孔洞,但对相对密度的提升作用有限。
图7 不同保温时间靶材断面SEM照片Fig.7 SEM images of fracture morphology of Ag-B target in different preserving time(T=750℃;p=28 MPa)
(a)30 min;(b)90 min;(c)120 min
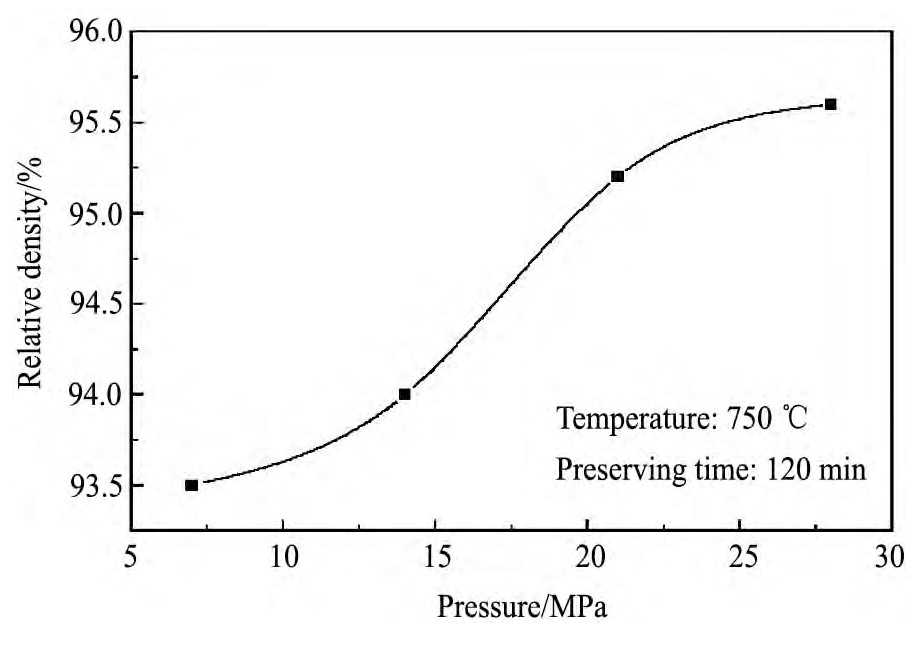
2.3.3 压力对相对密度的影响
图8是在750℃、保温保压120 min下,压力对靶材相对密度的影响。可以看出靶材相对密度随压力的增加而增加。热压致密化是施加外力的致密化过程,有关热压致密化的机制表明热压致密化速率与材料所受的有效压力成正比
[19 ]
。
在8 MPa压力下Ag-B靶材相对密度已经达到93.5%,相比较而言,压力对Ag-B靶材相对密度的影响小于烧结温度和保温时间。
2.4 致密化过程分析
在热压实验中,粉体装在石墨模具内,直径在烧结过程中为恒值,其体积收缩主要通过厚度减小实现。因此记录压头不同时刻的位移数据,利用公式(2)可以计算出热压时间-相对密度的关系曲线。
式中:θt 为t时刻试样的相对密度;ht 为t时刻实验的厚度值(cm);ρf 为最终试样的实际密度;hf 为最终试样的厚度值(cm);ρ0 为最终获得试样的理论密度
[20 ]
。
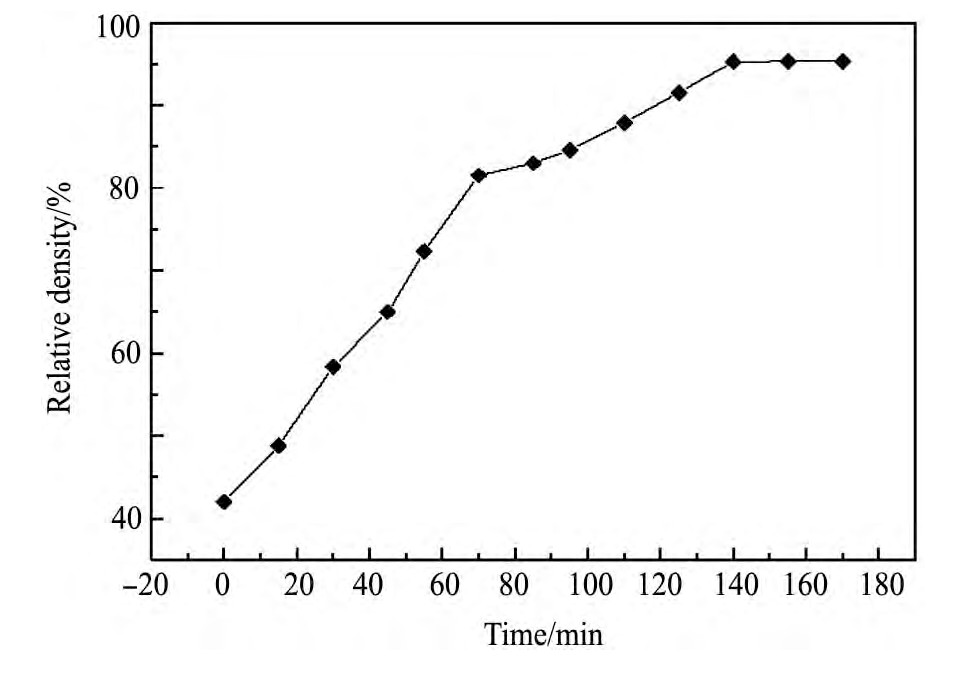
图9是在750℃、保温保压120 min、压力28MPa条件下热压烧结过程中压头行程和升温曲线,经过公式(2)计算后得到烧结过程中试样的相对密度随烧结时间的变化曲线,如图10。通过公式(2)计算得到试样最终理论相对密度为95.5%与实验结果95.32%,非常接近,能够较真实地反映Ag-B热压烧结致密化过程。
根据压头位移和试样相对密度的变化,可以将Ag-B靶材的致密化过程分为3个阶段,即快速致密化阶段、缓慢致密化阶段、相对稳定阶段。第一阶段对应0~75 min,试样的相对密度迅速达到80%以上,此时温度达到750℃。在这一阶段,一是粉末在压力作用下填充空隙,二是随着温度升高,进入烧结初期的粘结阶段。第二阶段对应75~140 min,这一阶段进入热压烧结的保温保压阶段,试样相对密度缓慢上升至95%。在这一阶段,从图9可以看出压头位移较小,所以在外力作用下压坯中的颗粒发生较大塑性变形,扩散烧结作用增强,并且伴随着烧结颈的长大,颗粒间间距缩小,形成连续连通的孔洞。第三阶段对应140~160 min,这一阶段试样相对密度趋于相对稳定,进入烧结后期,烧结体缓慢收缩。最后仅留下少量孤立的闭气孔,这些闭气孔难以在后续烧结过程中排出,因而致密度变化不大。
图8 压力对靶材密度影响Fig.8 Effect of pressure on relative density
图9 压头行程曲线和升温曲线Fig.9 Indenter displacement curves
图1 0 Ag-B靶材热压烧结曲线Fig.10 Relative densities of sintering time during hot-pressing process
3 结论
1.通过球磨和筛分结合的混粉方法制备了混合均匀的Ag-B粉体。DSC曲线表明,在升温至1000℃过程中,Ag,B之间未形成固溶体或金属间化合物,但B的加入降低了Ag-B混合粉体的熔化潜热。
2.在450~750℃温度范围内,温度升高靶材相对密度增加;烧结温度超过750℃后,靶材相对密度下降,出现“反致密化现象”,这可能是由于气孔的合并与生长以及闭合气孔的增加引起的。AgB靶材的相对密度随着热压压力、保温保压时间的增加而增加。相比较而言,烧结温度和保温保压时间是Ag-B靶材致密化的主要因素。
3.在烧结温度750℃、保温保压时间120min、压强28 MPa条件下,制备了相对密度达到95.3%Ag-B靶材。
参考文献
[1] Braunschweig H,Radacki K,Uttinger K.Synthesis and structure of a cationic platinum borylene complex[J].Angewandte Chemie International Edition,2007,46(21):3979.
[2] Li Y H,Hung T H,Chen C W.A first-principles study of nitrogen-and boron-assisted platinum adsorption on carbon nanotubes[J].Carbon,2009,47(3):850.
[3] Liang Y,Zhang B.Mechanical and electronic properties of superhard Re B2[J].Physical Review B,2007,76(13):132101.
[4] Chung H Y,Weinberger M B,Yang J M.Correlation between hardness and elastic moduli of the ultraincompressible transition metal diborides Ru B2,Os B2,and Re B2[J].Applied Physics Letters,2008,92(26):261904.
[5] Dewald E L,Rosen M,Glenzer S H.X-ray conversion efficiency of high-Z hohlraum wall materials for indirect drive ignition[J].Physics of Plasmas,2008,15(7):072706-1.
[6] Moses E I.The national ignition facility and the national ignition campaign[J].Plasma Science,IEEE Transactions on Plasma Science,2010,38(4):684.
[7] Hou H T,Li D X,Li K.Preparation Mo-Cu alloy and densification behavior research[J].Powder Metallurgy Industry,2009,(5):12.(侯海涛,李笃信,李昆.Mo-Cu合金制备及其致密化行为研究[J].粉末冶金工业,2009,(5):12.)
[8] Qian Z,Fan J L,Cheng H C.Mo-Zr alloys sintering behavior and microstructure and properties[J].Densification Metal Materials and Engineering,2013,42(10):2144.(钱昭,范景莲,成会朝.Mo-Zr合金烧结致密化行为及组织与性能研究[J].稀有金属材料与工程,2013,42(10):2144.)
[9] Wang W F,Wu W Y,Wu Y C.Organization and performance of mechanical alloying Ag Cu20Ni2alloy[J].Materials and Heat Treatment,2011,32(9):106.(王文芳,吴皖燕,吴玉程.机械合金化制备Ag Cu20Ni2合金的组织和性能[J].材料热处理学报,2011,32(9):106.)
[10] Wang C L,Zhao Z L.Hot densification Ag50Ni50bulk nanocrystalline alloy microstructure[J].Chinese Journal of Nonferrous Metals,2001,11(5):741.(王崇琳,赵泽良.热压致密化块体纳米晶Ag50Ni50合金的显微组织[J].中国有色金属学报,2001,11(5):741.)
[11] Zhang L,Shu C,Cheng S.Hot pressing densification of WC-MoxC binderless carbide[J].Transactions of Nonferrous Metals Society of China,2012,22(8):2027.
[12] Feng L C,Yu X M,Zhang Y L.Cu2O cermets hot preparation and densification process[J].Thermal Processing,2011,40(18):88.(冯立超,于雪梅,张元良.Cu2O基金属陶瓷热压制备及其致密化过程[J].热加工工艺,2011,40(18):88.)
[13] Guo Y C,Cheng L,Wu Y X.Microstructure and phase analysis of Mg-Gd-Zn alloys[J].Chinese Journal of Rare Metals,2014,38(4):603.(郭永春,程乐,吴永兴.Mg-Gd-Zn系合金显微组织与相分析[J].稀有金属,2014,38(4):603.)
[14] Guo F,Guo H Z,Yao Z K.Effects of heat treatment on microstructure and mechanical properties for joint of Ti2Al Nb/Ti60 dual alloys[J].Forging&Stamping Technology,2013,38(3):137.(郭凡,郭鸿镇,姚泽坤.热处理对Ti2Al Nb/Ti60双合金接头组织及性能的影响[J].锻压技术,2013,38(3):137.)
[15] Yu B L,Jiang J D.Practical Thermal Analysis[M].Beijing:Textile Industry Press,1990.112.(于伯龄,姜胶东.实用热分析[M].北京:纺织工业出版社,1990.112.)
[16] Guo S J.Powder Sintering Theory[M].Beijing:Metallurgical Industry Press,1998.14.(果世驹.粉末烧结理论[M].北京:冶金工业出版社,1998.14.)
[17] Wang X M,Xue B,Duan H Y,Shi Z X,Sun J,Huang S T,Lu S G.Preparation of Al-doped Zn O sputter target by hot pressing[J].Transactions of Nonferrous Metals Society of China,2011,21(7):1550.
[18] Brook R J.Pore-grain boundary interactions and grain growth[J].Journal of the American Ceramic Society,1969,52(1):56.
[19] Wang X M,Bai X,Duan H Y,Shi Z X,Sun J,Lu S G,Huang S T.Research on the preparation of AZO target and sputtering application[J].Materials Review:Nano and New Materials,2011,25(2):326.(王星明,白雪,段华英,石志霞,孙静,卢世刚,黄松涛.AZO靶材的制备与镀膜应用研究[J].材料导报:纳米与新材料专辑,2011,25(2):326.)
[20] Liu X L,Zhou S Z.Nd-Fe-B magnets and densification during sintering densification mechanism[J].Magnetic Materials and Devices,2006,37(5):24.(刘湘涟,周寿增.Nd-Fe-B磁体烧结致密化过程与致密化机制[J].磁性材料及器件,2006,37(5):24.)