文章编号:1004-0609(2013)S1-s0678-06
原位自生(TiB+La2O3)/Ti复合材料脉冲氩弧焊接技术
毛建伟1,吕维洁1,黄 坚1,王立强1,张 荻1,覃继宁1,孙锡建2,朱晓星2
(1. 上海交通大学 金属基复合材料国家重点实验室,上海 200240;
2. 上海航天精密机械研究所,上海 201600)
摘 要:研究在脉冲氩弧焊条件下原位自生(TiB+La2O3)/Ti复合材料的焊接性能,对焊接接头进行金相和扫描电镜观察分析、室温拉伸实验及硬度测试,研究脉冲氩弧焊工艺对接头成形性和组织的影响,增强体在焊缝不同区域的存在形态与分布规律,及其对接头性能的影响。结果表明:通过优化焊接工艺参数,采用脉冲氩弧焊接工艺可以获得优质的焊接接头,接头组织致密,无气孔、夹杂和裂纹等焊接缺陷,接头成形性良好,与母材强度相比,接头抗拉强度没有大幅度下降,抗拉强度可达母材强度的95%,而接头塑性显著下降,这与焊缝中存在大量的马氏体a '和呈网络状结构的TiB增强体有关。因此,脉冲氩弧焊接工艺是一种适合钛基复合材料的可靠连接技术。
关键词:钛基复合材料;氩弧焊;脉冲电流;显微组织;力学性能
中图分类号:TG442 文献标志码:A
Pulsed argon arc welding of in situ synthesized (TiB+La2O3)/Ti composites
MAO Jian-wei1, LU Wei-jie1, WANG Li-qiang1, ZHANG Di1, QIN Ji-ning1, SUN Xi-jian2, ZHU Xiao-xing2
(1. State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China;
2. Shanghai Spaceflight Precision Machinery Research Institute, Shanghai 201600, China)
Abstract: The weldability of in situ synthesized (TiB+La2O3)/Ti composites using pulsed arc welding technology was investigated. The effects of pulsed arc welding on the appearance of weld and joint microstructure were studied by optical microscopy, scanning electron microscopy, room tensile test and hardness measurement. The existing state and distribution of reinforcements at different weld zones, together with the mechanical properties of joints were also discussed. The results show that sound welded joint with compact and defect-free microstructure is obtained by the pulsed argon arc welding technology, and the joint presents good appearance of weld. Compared with the base metal, the joint exhibits no significant decrease in strength, and the tensile strength of welded joint can reach 95% of the base metal strength. However, the butt-joint ductility seriously decreases, which is ascribed to the formation of numerous martensite a ’ phases and the network distribution of TiB in the weld. It can be determined that the pulsed argon arc welding technology is a reliable processing method for joining titanium matrix composites.
Key words: titanium matrix composites; gas tungsten arc welding; pulsed current; microstructure; mechanical properties
近十几年来,钛基复合材料因具有高比强度、比刚度、低密度和高弹性模量,以及优良抗高温、耐蚀性等特点[1-2],成为宇航、核电、能源、电子和汽车工业等领域理想的候选材料[3-4]。其中,利用原位合成工艺技术制备的钛基复合材料兼具各向同性、制备工艺简单、易加工成形、成本低等优点[3-5],因此受到人们广泛关注[1-7]。
尽管钛基复合材料应用前景广阔,作为新型结构材料,仍受到诸多因此制约。除成本高之外,其加工为结构件的能力,尤其是焊接工艺一直是阻碍该类材料发展的主因[8]。钛基复合材料是由物理和化学性能相差很大的基体金属和非金属增强相复合而成[7],在焊接过程中需解决金属基体冶金结合的同时,还需解决金属与非金属,以及非金属之间的结合问题。因此在同等条件下,钛基复合材料的焊接比钛合金要困难很多。目前,钛基复合材料的焊接研究主要集中在固态焊接,如扩散焊和摩擦焊等工艺 [9-11]。电子束和激光束等高能技术也被用来制备具有良好焊缝组织和力学性能的复合材料接头[11]。但是,固态焊和高能焊技术存在局限性大,工艺复杂,对焊接件尺寸和外形要求高,设备成本昂贵等缺点,使其应用与推广受到限制。
脉冲氩弧焊是在普通氩弧焊基础上改进的,是高效、优质、节能的先进焊接技术。该技术采用脉冲电弧加热工件,通过基值电流和峰值电流周期性变化,实现焊接热输入的精确控制。通过增加熔池流动性和冷却速度,减少熔池温度梯度,有利于薄板的焊接。与普通氩弧焊相比,脉冲氩弧焊具有有效控制熔池大小、增大熔深、焊缝质量好、热影响区窄、焊缝组织细化等优点。许多研究者在利用脉冲焊细化钛合金焊缝组织和改善接头性能等方面进行诸多探索,并取得不错的成果。但是,迄今为止,尚未看到有关脉冲氩弧焊接钛基复合材料的研究报道。因此,本文作者对原位钛基复合材料在脉冲氩弧条件下的焊接性能进行研究。
1 实验
所用板材为2 mm厚的原位合成法制备的钛基复合材料,母材状态为轧制、退火态。基体为近a型钛合金(Ti-6Al-3.6Sn-4.1Zr-1.0Nb-0.2Mo-0.34Si),增强体TiB和L2O3的体积分数分别为1.26%和0.58%。其显微组织如图1所示,组织为α相+b相(少量)。根据课题组早期的研究结果[2-3],均匀分布在基体中的灰色晶须状物质为TiB增强体,而稀土氧化物L2O3增强体为纳米级颗粒[4],因此在金相组织下观察不到。
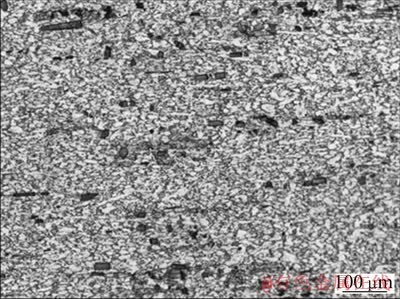
图1 钛基复合材料焊前母材显微组织
Fig.1 Microstructure of base metal of titanium matrix composites
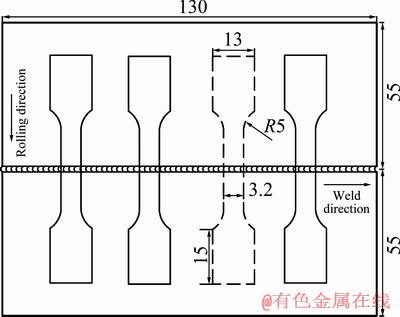
图2 焊件和拉伸试样的形状尺寸
Fig.2 Shape and dimensions of weldments and tensile specimens (Unit: mm)
表1 脉冲氩弧焊工艺参数
Table 1 Welding parameters of pulsed arc welding
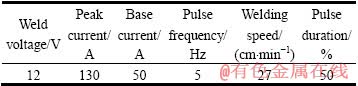
采用电火花方法将钛基复合材料板材加工成图2所示的待焊件。焊前除去板材氧化膜和表面污物,采用对焊形式进行氩弧焊焊接,不加焊丝。工艺参数如表1所示。焊接过程中采用氩气对焊缝进行保护。焊后沿横截面取样,进行粗磨、抛光和腐蚀,观察焊缝组织特征。显微硬度实验在DMH-2型维氏硬度计上进行,加载载荷为1.96 N,加载时间为40 s。室温拉伸试验在电子万能实验机上进行,为使拉伸实验数据具有可比性,实验前去除接头表面的余高,焊接接头的拉伸试样尺寸如图2中虚线所示,拉伸实验时的应变速率为1.2×10-3 s-1。
2 结果与讨论
2.1 焊接接头宏观形貌
图3所示为钛基复合材料脉冲氩弧焊接头的宏观组织形貌。从图3(a)可以看出,脉冲氩弧焊缝呈典型的鱼鳞纹形状,鱼鳞纹美观,焊缝成形良好,整洁且均匀。焊缝及热影响区均呈银白色,这充分证明焊缝在整个焊接过程中得到有效保护。图3(b)的低倍金相组织则表明,焊接头具有熔化区(FZ)、热影响区(HAZ)和母材(BM)三个不同的特征区,且其组织致密,未见有气孔、夹杂及微裂纹等焊接缺陷的存在。由此可知,采用脉冲氩弧焊工艺可制备高质量的钛基复合材料焊接接头。
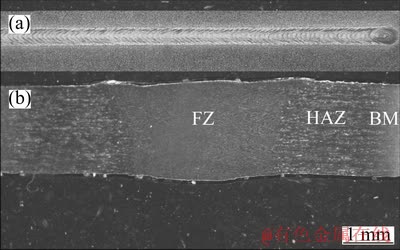
图3 脉冲氩弧焊接接头和接头低倍金相组织
Fig.3 Optical micrographs of pulsed welded joint (a) and macrostructure of joint (b)
2.2 焊缝显微组织分析
图4所示为钛基复合材料脉冲氩弧焊接接头的显微组织特征。由图4可知,焊接接头的三个不同特征区的组织有明显的差异。熔化区呈典型的焊接柱状晶组织,靠近熔合线附近的柱状晶则更加明显,而接近熔化区中心的柱状晶的晶粒得到显著细化,分布更加均匀,未观察到有气孔等焊接缺陷的存在(图4(a)和(b))。与熔化区相比,受焊接热源影响作用的差异,热影响区则呈现明显不同的组织特征。由于钛合金的熔点高,导热性差,靠近熔合线的热影响区1(HAZ 1)在过热区停留的时间较长,b晶粒通过原子扩散重新形核与长大,其组织则为较粗大的等轴晶,平均晶粒在50 mm,粗晶区的宽度约在0.3 mm;而更远离焊缝中心的热影响区2(HAZ 2)所受到焊接热源的影响较小,其组织变化在金相观察中不明显。值得注意的是,相比于未焊接的母材组织(图1),脉冲氩弧焊缝组织中最大的特征是增强体TiB晶须的尺寸和分布发生显著的变化。在FZ和HAZ 1内,TiB的尺寸显著变小,其长径比为15~17,而且其分布于b柱状晶的晶界处,形成网络状组织结构[1, 7, 12],分布更加均匀。更重要的是,在接头组织中未观察到在熔化焊接SiC/Al复合材料过程中不良界面反应[13]的存在。进一步研究发现,在熔化区和热影响区1的组织中观察到更为细小呈网篮状分布的马氏体a '相,在一个b柱状晶粒内,a '片状集团的数量较多, 而a '马氏体片较小,如图5(a)和(b)所示。在更高放大倍数下观察,热影响区2的组织中也呈现一定的差异。在距热影响区1(HAZ 1)较近的热影响区2-1(HAZ 2-1)的组织中同样出现了马氏体a '相(图5(c)),与FZ和HAZ 1相比,a '片状集团的数量较少, 且a '马氏体片较大;在更远离热影响区1,即接近母材区的热影响区2-2(HAZ 2-2)(图5(d)),由于加热温度低于相变温度,无马氏体相变,但存在明显的加热痕迹,增强体TiB的尺寸略有下降,其组织则和母材的相似,也是由α+b(少量)相组成的双态组织。
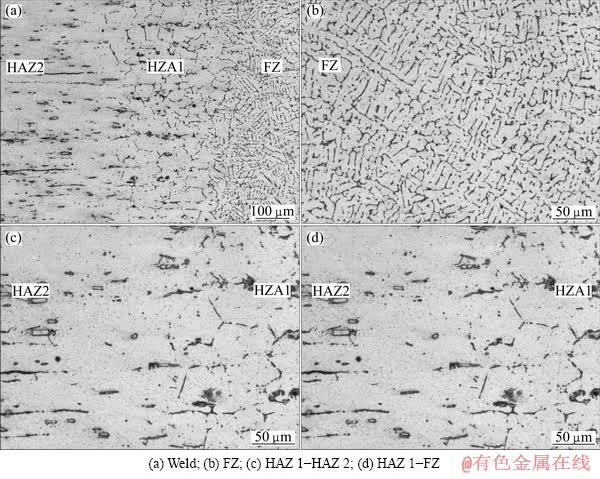
图4 焊缝不同区域的显微组织
Fig.4 Microstructures of different weld areas
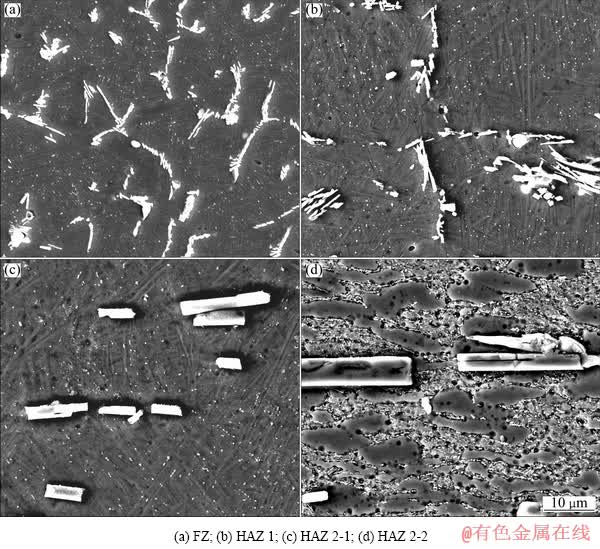
图5 焊缝不同区域的SEM像
Fig.5 SEM images of different weld areas
2.3 焊接接头的力学性能
2.3.1 显微硬度分布
图6 所示的是钛基复合材料脉冲氩弧焊接接头不同区域的维氏硬度分布。从图6可以看出,接头各区域(包括熔化区和热影响区)的维氏硬度值均显著高于母材,熔化区的平均硬度为548 HV0.2,热影响区的平均硬度为500 HV0.2,二者比母材的平均硬度(445 HV0.2)分别提高了23%和12%,这种现象和焊缝的显微组织密切相关。由上述的接头显微组织分析可知,熔化区和热影响区硬度的增加归因于高硬度马氏体a '相的形成[14-15],以及增强体TiB的显著细小和呈网络状均匀分布。另外,热影响区的硬度平均值稍低于熔化区的,其值减少约10%,这是因为热影响区的晶粒粗大,以及增强体TiB尺寸分布不均匀,相比而言,热影响区内TiB尺寸下降所引起的强化作用要弱于晶粒粗化造成性能下降的影响,其综合作用的结果导致热影响区的显微硬度低于熔化区的硬度值。而且,与母材硬度变化波动较大相比,熔化区和热影响区的硬度值变化趋势则比较平缓,并未出现异常情况,这是因为焊缝区的显微组织细化和分布均匀。
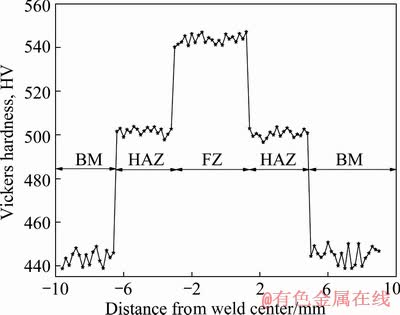
图6 脉冲氩弧焊接接头各区域的显微硬度分布
Fig.6 Microhardness distribution of different areas in pulsed welded joint
2.3.2 焊接接头拉伸试验
图7所示为钛基复合材料脉冲氩弧焊接接头的室温抗拉强度和伸长率的测试结果。图中所用的拉伸强度是三个拉伸试样测量结果的平均值。由图7可以看出,母材的室温抗拉强度为1 233 MPa,脉冲氩弧焊接接头的抗拉强度虽然低于母材的强度,但二者之间的差距不大,接头的抗拉强度达到1 170 MPa,约为母材强度的95%。焊接接头的伸长率却显著下降,远低于母材的,不到母材的50%,这是由于在于焊缝和热影响区与母材变形的不均匀性造成的。而且,从焊接接头拉伸试样的断裂位置可知,试样的断裂位置均为基体母材部位,首先,这主要与焊缝中存在大量的针状马氏体有关。焊接试样在承受静态拉伸载荷的变形过程中,接头由于大量马氏体a '相的存在[16-17],其强度和硬度均增加,不易变形,而母材为软相则首先发生塑性变形。随着施加在接头载荷的不断增大,母材的塑性变形量也相应增大,直至发生缩颈,此时母材因其承载面积急剧减小而迅速发生断裂;其次,这种现象应归因于断裂区域在静态拉伸变形过程中所受的应力应变状态发生变化,即不再是平面应变或平面应力状态。在此情况下,一旦出现三维受力状态时,接头拘束增加,应力状态变得复杂,则焊接接头有可能在较小的载荷力作用下使母材所受应力达到其断裂值。另外,焊接试验未断裂在热影响区,这可能与脉冲氩弧焊接精确控制焊接热输入,热影响区窄,粗晶区不明显有关。本研究结果表明:脉冲氩弧焊接头熔化区和热影响区的实际强度不低于或大于母材的强度,这是因为其组织晶粒显著得到细化,大量马氏体a '的生成,以及增强体TiB尺寸明显减小和呈网络状均匀分布。这一结果有利于促进钛基复合材料在实际工程中的应用,满足一般构件对强度的要求。
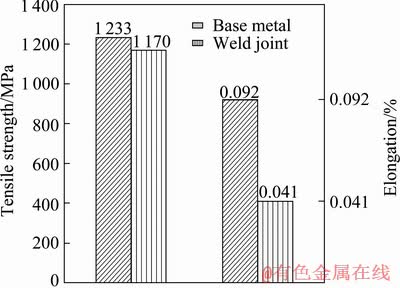
图7 母材和焊接接头拉伸实验结果
Fig.7 Tensile test results of base metal and welded joint
3 结论
1) 脉冲氩弧焊成功用于原位钛基复合材料的焊接,2 mm厚复合材料板材具有优良焊接性,焊接接头成形质量好,这证明该焊接工艺对原位钛基复合材料的连接是完全可行的。
2) 熔化区的晶粒显著细化,靠近熔合线的热影响区组织为粗大等轴晶,并且在二者组织中存在大量成网篮分布的马氏体a '相。增强体TiB尺寸显著减小,分布均匀,在熔化区和热影响区中位于b晶界成网络状分布。
3) 钛基复合材料焊接接头从母材到熔化区的显微硬度逐渐增加,呈明显的阶梯状,在熔化区硬度达到峰值。脉冲焊接接头具有良好的抗拉强度,达母材强度的95%,接头的塑性则显著下降,这和组织中大量马氏体a '相的生成有关。
REFERENCES
[1] ZHANG Yu-zi, HUANG Lu-jun, LIU Bao-xi, GENG Lin. Hot deformation behavior of in-situ TiBw/Ti6Al4V composite with novel network reinforcement distribution [J]. Transactions of Nonferrous Metal Society of China, 2012, 22: s465-s471.
[2] 郭相龙, 李九霄, 王立强, 覃继宁, 吕维洁, 张 荻. 热轧钛基复合材料的微观组织和力学性能[J]. 中国有色金属学报, 2010, 20(S1): s224-s228.
GUO Xiang-long, LI Jiu-xiao, WANG Li-qiang, QIN Ji-ning, LU Wei-jie, ZHANG Di. Microstructure and mechanical properties of hot-rolled titanium matrix composites [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s224-s228.
[3] 李九霄, 王立强, 覃继宁, 陈一飞, 吕维洁, 张 荻. 热处理对原位TiB和La2O3增强IMI834拉伸性能的影响[J]. 中国有色金属学报, 2010, 20: s606-s610.
LI Jiu-xiao, WANG Li-qiang, QIN Ji-ning, CHEN Yi-fei, LU Wei-jie, ZHANG Di. Effect of heat treatment on tensile properties of in situ synthesized (TiB+La2O3)/Ti composites[J]. TheChineseJournalof Nonferrous Metals, 2010, 20: s606-s610.
[4] ZHANG Z G, QIN J N, ZHANG Z W, CHEN Y F, LU W J, ZHANG D. Microstructure effect on mechanical properties of in situ synthesized titanium matrix composite reinforced with TiB and La2O3[J]. Materials Letters, 2010, 64: 361-363.
[5] XIAO L, LU W J, QIN J N, CHEN Y F, ZHANG D, WANG M M, ZHU F, JI B. Creep behaviors and stress regions of hybrid reinforced high temperature titanium matrix composite[J]. Composites Science and Technology, 2009, 69: 1925-1931.
[6] LI J X, WANG L Q, QIN J N, CHEN Y F, LU W J, ZHANG D. Thermal stability of in situ synthesized (TiB+La2O3)/Ti composite[J]. Materials Science Engineering A, 2011, 528: 4883-4887.
[7] HUANG Lu-jun, CUI Xi-ping, GENG Lin, FU Yu. Effects of rolling deformation on microstructure and mechanical properties of network structured TiBw/Ti composites [J]. Transactions of Nonferrous Metal Society of China, 2012, 22: s79-s83.
[8] CHERNYSHOV G G, PANICHEKO S A, CHERNYSHOVA T A. Welding of metal composites [J]. Welding International, 2003, 17(6): 487-492.
[9] HIROSE A, KOTOH M, FUKUMOTO S, KOBAYASHI K F. Diffusion bonding of SiC fiber reinforced Ti-6Al-4V alloy [J]. Materials Science and Technology, 1992, 8(9): 811-8l5.
[10] ANTONIO A M dos Silva, AXEL M, JORGE F dos Santos, CARLOS E F K, TELMO R S. Mechanical and metallurgical properties of friction-welded TiC particulate reinforced Ti-6Al-4V [J]. Composites Science and Technology, 2004, 64: 1495-1501.
[11] FUKUMOTO S, HIROSE A, KOBAYASHI F K. An effective joint of continuous SiC/Ti-6Al-4V composites by diffusion bonding [J]. Composites Engineering, 1995, 5(8): 1081-1089.
[12] SEN I, TAMIRISAKANDALA S, MIRACLE D B. Microstructural effects on the mechanical behavior of B-modified Ti-6Al-4V alloys [J]. Acta Materialia, 2007, 55: 4983-4993.
[13] MENG Chao, CUI Hai-chao, LU Feng-gui, TANG Xin-hua. Evolution behavior of TiB2 particles during laser welding on aluminum metal matrix composites reinforced with particles [J]. Transactions of Nonferrous Metal Society of China, 2013, 23: 1543-1548.
[14] 姚 罡, 李晋炜, 陆业航, 李众城. TA15钛合金电子束焊接接头组织分析[J]. 中国有色金属学报, 2010, 20: s819-s821.
YAO Gang, LI Jin-Wei, LU Ye-Hang, Li Zhong-Cheng. Analysis of microstructures of electron beam welding joints for TA15 titanium alloy [J]. The Chinese Journal of Nonferrous Metals, 2010, 20: s819-s821.
[15] 李晋炜, 唐振云, 郭光耀, 胡 伟, 张亦良. TA15合金电子束嵌入法焊接接头的力学性能[J]. 中国有色金属学报, 2010, 20: s152-s155.
LI Jin-wei, TANG Zhen-yun, GUO Guang-yao, HU Wei, ZHANG Yi-liang. Mechanical properties of TA15 titanium alloy welded-joints by embedded electron beam weld [J]. The Chinese Journal of Nonferrous Metals, 2010, 20: s152-s155.
[16] 胡伟民, 李国林, 刘希林, 张建欣, 王 岗. 钛合金厚板窄间隙TIG焊接接头的组织和力学性能[J]. 中国有色金属学报, 2010, 20: s48-s53.
HU Wei-min, LI Guo-lin, LIU Xi-lin, ZHANG Jian-xin, WANG Gang. Microstructure and mechanical properties of narrow-gap TIG welding joint of titanium alloys thick plate [J]. The Chinese Journal of Nonferrous Metals, 2010, 20: s45-s53.
[17] 张秉刚, 王 廷, 陈国庆, 冯吉才, 李 东. TC21钛合金电子束焊缝精细组织及其对硬度的影响[J]. 中国有色金属学报, 2010, 20: s829-s832.
ZHANG Bing-gang, WANG Ting, CHEN Guo-qing, FENG Ji-cai, LI Dong. Fine microstructure and its effect on hardness of electron beam welding joint of TC21 Ti alloy [J]. The Chinese Journal of Nonferrous Metals, 2010, 20: s829-s832.
(编辑 王 超)
基金项目:国家重点基础研究发展计划项目(2014CB046701);上海市曙光计划项目(10SG15);上海市科技委员会项目(10JC1407500, 12XD1402800)
收稿日期:2013-07-28;修订日期:2013-10-10
通信作者:吕维洁,教授,博士;电话:021-34202641;E-mail: luweijie@sjtu.edu.cn

