№¤ТХІОКэ¶Фј·С№ЦэФміЙРОAlSi7MgВБєПЅр№№јюЧйЦЇУлРФДЬµДУ°Пм
АґФґЖЪїЇЈєЦР№ъУРЙ«ЅрКфС§±Ё2021ДкµЪ3ЖЪ
ВЫОДЧчХЯЈєЅЄѕЮёЈ НхУ Р¤№Ъ·Ж µЛМЪ БхУўФу ХЕУ±
ОДХВТіВлЈє531 - 546
№ШјьґКЈєAlSi7MgВБєПЅрЈ»ј·С№ЦэФм; Оў№ЫЧйЦЇ; Б¦С§РФДЬ
Key wordsЈєAlSi7Mg aluminum alloy; squeeze casting; microstructure; mechanical properties
ХЄ ТЄЈєЅиЦъЦШБ¦ЦэФмєНј·С№ЦэФмјјКх·Ц±ріЙРОБЛAlSi7MgВБєПЅрДЈДв№№јюЈ¬АыУГАЙмКФСй»ъЎўЅрПаПФОўѕµєНЙЁГиµзѕµµИКЦ¶ОСРѕїБЛ№¤ТХІОКэ¶ФіЙРОјюЧйЦЇУлРФДЬµДУ°Пм№жВЙЎЈЅб№ы±нГчЈєУлЦШБ¦ЦэјюПа±ИЈ¬ј·С№ЦэФмјюµДї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рМбёЯБЛ41%Ўў562%єН0.5%Ј¬ј·С№ЦэФмјюµДЖЅѕщѕ§БЈіЯґзЛжЧЕЅЅЧўОВ¶ИЎўДЈѕЯОВ¶ИєН±ЈС№К±јдµДФцјУіКПЦіцПИјхРЎєуФцґуµДЗчКЖЎЈЧојСј·С№ЦэФ칤ТХІОКэ·¶О§ОЄЅЅЧўОВ¶И700~720 ЎжЎўДЈѕЯОВ¶И200~250 ЎжЎў±ЈС№15~30 sЈ¬ФЪёГ№¤ТХМхјюПВЧоєГµДЧЫєПБ¦С§РФДЬОЄї№АЗї¶И221 MPaЎўЗь·юЗї¶И121.5 MPaєНЙмі¤ВК7.6%ЎЈSiЎўFeЎўMnЎўMgµИФЄЛШФЪѕ§Ѕзґ¦·ўЙъЖ«ОцЈ¬¶Фј·С№ЦэФміЙРОјюµДБ¦С§РФДЬ»бІъЙъІ»АыУ°ПмЎЈ
Abstract: AlSi7Mg aluminum alloy components were formed by gravity casting and squeeze casting. Influences of process parameters on microstructure and mechanical properties of formed parts were investigated by tensile test, optical microscopy and scanning electron microscopy. The results show that the yield strength, ultimate tensile strength and elongation of parts formed by squeeze casting increase by 41%, 562% and 0.5%, respectively, comparing with those of parts formed by gravity casting. The average grain size of parts formed by squeeze casting decreases and then increases with increases of pouring temperature, die temperature and dwell time. The optimal process parameters obtained in this research involve the pouring temperature range from 700 Ўж to 720 Ўж, die temperature range from 200 Ўж to 250 Ўж and dwell times from 15 s to 30 s. The optimal mechanical properties such as yield strength of 121.5 MPa, ultimate tensile strength of 221 MPa and elongation of 7.6% are achieved under the optimal conditions. The alloy elements such as Si, Fe, Mn and Mg segregate on the grain boundary, which is detrimental to the mechanical properties of parts formed by squeeze casting.
DOI: 10.11817/j.ysxb.1004.0609.2020-35936
ЅЄѕЮёЈ1Ј¬Нх У2Ј¬Р¤№Ъ·Ж1Ј¬µЛ МЪ2Ј¬БхУўФу1Ј¬ХЕ У±1
(1. №ю¶ы±х№¤ТµґуС§ ІДБПїЖС§У빤іМС§ФєЈ¬№ю¶ы±х 150001Ј»
2. №ю¶ы±х№¤ТµґуС§ »ъµз№¤іМС§ФєЈ¬№ю¶ы±х 150001)
ХЄ ТЄЈєЅиЦъЦШБ¦ЦэФмєНј·С№ЦэФмјјКх·Ц±ріЙРОБЛAlSi7MgВБєПЅрДЈДв№№јюЈ¬АыУГАЙмКФСй»ъЎўЅрПаПФОўѕµєНЙЁГиµзѕµµИКЦ¶ОСРѕїБЛ№¤ТХІОКэ¶ФіЙРОјюЧйЦЇУлРФДЬµДУ°Пм№жВЙЎЈЅб№ы±нГчЈєУлЦШБ¦ЦэјюПа±ИЈ¬ј·С№ЦэФмјюµДї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рМбёЯБЛ41%Ўў562%єН0.5%Ј¬ј·С№ЦэФмјюµДЖЅѕщѕ§БЈіЯґзЛжЧЕЅЅЧўОВ¶ИЎўДЈѕЯОВ¶ИєН±ЈС№К±јдµДФцјУіКПЦіцПИјхРЎєуФцґуµДЗчКЖЎЈЧојСј·С№ЦэФ칤ТХІОКэ·¶О§ОЄЅЅЧўОВ¶И700~720 ЎжЎўДЈѕЯОВ¶И200~250 ЎжЎў±ЈС№15~30 sЈ¬ФЪёГ№¤ТХМхјюПВЧоєГµДЧЫєПБ¦С§РФДЬОЄї№АЗї¶И221 MPaЎўЗь·юЗї¶И121.5 MPaєНЙмі¤ВК7.6%ЎЈSiЎўFeЎўMnЎўMgµИФЄЛШФЪѕ§Ѕзґ¦·ўЙъЖ«ОцЈ¬¶Фј·С№ЦэФміЙРОјюµДБ¦С§РФДЬ»бІъЙъІ»АыУ°ПмЎЈ
№ШјьґКЈєAlSi7MgВБєПЅрЈ»ј·С№ЦэФм; Оў№ЫЧйЦЇ; Б¦С§РФДЬ
ОДХВ±аєЕЈє1004-0609(2021)-03-0531-15ЎЎЎЎ ЦРНј·ЦАаєЕЈєTG249.9ЎЎЎЎ ОДПЧ±кЦѕВлЈєA
ТэОДёсКЅЈєЅЄѕЮёЈ, Нх У, Р¤№Ъ·Ж, µИ. №¤ТХІОКэ¶Фј·С№ЦэФміЙРОAlSi7MgВБєПЅр№№јюЧйЦЇУлРФДЬµДУ°Пм[J]. ЦР№ъУРЙ«ЅрКфС§±Ё, 2021, 31(3): 531-545. DOI: 10.11817/j.ysxb.1004.0609.2020-35936
JIANG Ju-fu, WANG Ying, XIAO Guan-fei, et al. Influence of process parameters on microstructure and mechanical properties of AlSi7Mg aluminum alloy components formed by squeeze casting[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(3): 531-545. DOI: 10.11817/j.ysxb.1004.0609.2020-35936
ј·С№ЦэФмјјКхКЗВБєПЅрЗбБї»ЇІДБПіЙРОјјКхЦ®Т»ЎЈЛьКЗЅиЦъС№Б¦К№ВБТєЅшРРідРНЈ¬ЗТФЪёЯС№ПВЅшРРДэ№МЅбѕ§µДјјКх[1-2]ЎЈНЁ№эёЯС№ПВДэ№МЅбѕ§Ј¬їЙК№ЦэФмИ±ПЭГчПФЅµµНЙхЦБПыіэЈ¬ґУ¶шК№ј·С№ЦэФмјјКхіЙОЄёЯЦКБїВБєПЅрј°ЖдёґєПІДБПЅб№№јюµДЦШТЄіЙРО·Ѕ·ЁЦ®Т»[3-6]ЎЈ
ОЄґЛЈ¬КАЅзёч№ъ¶јХл¶Фј·С№ЦэФмјјКхїЄХ№БЛґуБїСРѕїЎЈЧоФзїЄХ№ј·С№ЦэФмјјСРѕїµДКЗЛХБЄЈ¬ЖдХл¶ФёЦМъєПЅрєНВБєПЅрј·С№ЦэФмјјКхїЄХ№БЛґуБїСРѕї[7-8]ЎЈГА№ъТБАыЕµТБАн№¤С§Фє[9]єНГА№ъµДNL№¤Тµ№«Лѕ[10]Хл¶ФёЦМъєПЅрЎўВБєПЅрЎўНєПЅрј·С№ЦэФ칤ТХј°ј·С№ЦэФмЧ°±ёїЄХ№БЛПа№ШСРѕїЎЈУў№ъЕЈЅтґуС§GALLERNEAULTµИ[11]СРѕї·ўПЦЈ¬УлЦШБ¦ЦэФмПа±ИЈ¬ј·С№ЦэФмК©јУµДС№Б¦»бГчПФФцјУAl-CuєПАдИґЛЩ¶ИєНПё»ЇЦ¦ѕ§іЯґзЎЈУў№ъ»ЄНюґуС§ BRITNELLµИ[12]СРѕїБЛAlSi7MgВБєПЅрЦ±ЅУј·С№ЦэФмЈ¬·ўПЦ±Ў±ЪјюІЙУГёГ№¤ТХИЭТЧіцПЦЖ«ОцЎЈИХ±ѕ№гµєґуС§ KIMURAµИ[13]СРѕї·ўПЦЅµµН·ЗХэіЈЧйЦЇ¶ФМбЙэј·С№ЦэФмјюµДБ¦С§РФДЬУРТжЎЈИХ±ѕУоІїЙъІъЦкКЅ»бЙз¶Фј·С№ЦэФмЧЁУГЙи±ёТФј°ВБєПЅрЖыіµВЦм±ЎўЧЄПтЅЪµИµдРН№№јюµДј·С№ЦэФ칤ТХЅшРРБЛСРѕї[14]ЎЈє«№ъЗм±±ґуС§µДHONGµИ[15]єНёЄЙЅ№ъБўґуС§µДJINµИ[16]ТІХл¶ФВБєПЅрј·С№ЦэФ칤ТХЅшРРБЛСРѕїЎЈТвґуАы¶јБйАн№¤С§ФєROSSOµИ[17]СРѕїБЛA356єНA380ВБєПЅрј·С№ЦэФ칤ТХЎЈХвР©СРѕїИГј·С№ЦэФ칤ТХЛ®ЖЅґуґуМбёЯЈ¬Н¬К±ТІґЩЅшБЛј·С№ЦэФ칤ТХФЪ№¤ТµЙъІъЦРµД№г·єУ¦УГЎЈ
ЦР№ъС§ХЯТІХл¶ФёЦМъЎўВБєПЅрЎўГѕєПЅрј·С№ЦэФмјјКхїЄХ№БЛґуБїСРѕї[18-21]Ј¬ЖдЦРЧоИИГЕµДСРѕї·ЅПтКЗЖыіµВБєПЅрЅб№№јюј·С№ЦэФмјјКхЎЈС§ХЯГЗТСѕФЪЖыіµВЦм±[22-23]ЎўБ¬ёЛ[24-25]ЎўїХµчЖчТЎЕМ[26]ЎўЧЄПтЅЪ[27]Ўўё±іµјЬ[28-29]ЎўїШЦЖ±Ы[30]Ўў·ў¶Ї»ъАёЛНд±Ы[31]µИЖыіµВБєПЅрЅб№№јюµДј·С№ЦэФмјјКх»сµГБЛєЬ¶аСРѕїіЙ№ыЎЈґЛНвЈ¬ЛыГЗФЪ±шЖч[32]ЎўД¦НРіµ[33]ТФј°ЖдЛыГсУГБмУт[34-35]ТІїЄХ№БЛВБєПЅрј·С№ЦэФмјјКхµДУ¦УГСРѕїЎЈХвР©»щґЎАнВЫµДСРѕїТФј°ФЪѕь№¤єНГсУГБмУтµДУ¦УГґуґуґЩЅшБЛј·С№ЦэФмјјКхµД·ўХ№Ј¬К№µГј·С№ЦэФмјјКхёьјУНкЙЖЎЈ
ј·С№ЦэФм·ЦОЄЦ±ЅУј·С№ЦэФмєНјдЅУј·С№ЦэФмЎЈУлјдЅУј·С№ЦэФмПа±ИЈ¬Ц±ЅУј·С№ЦэФмК©јУµДС№Б¦ёьґуЈ¬ёьДЬ·ў»УєПЅрФЪС№Б¦ПВДэ№МЅбѕ§Пё»ЇЧйЦЇєНПыіэИ±ПЭµДР§№ыЎЈНЁіЈјдЅУј·С№ЦэФмµД±ИС№Т»°гОЄ50~150 MPaЈ¬¶шЦ±ЅУј·С№ЦэФмµД±ИС№їЙґп100~200 MPaЎЈ¶ФУЪ±ИС№ґуУЪ300 MPaµДј·С№ЦэФ칤ТХЈ¬№ъДЪНвСРѕїѕщЅПЙЩЎЈТтґЛЈ¬±ѕОДЧчХЯХл¶ФВБєПЅрёЯ±ИС№Ц±ЅУј·С№ЦэФ칤ТХїЄХ№СРѕїЈ¬ДїµДКЗЅшТ»ІЅГЬКµіЙРОјюµДЧйЦЇЈ¬МбЙэіЙРОР§№ыєНіЙРОјюµДЧйЦЇј°РФДЬЈ¬ОЄёЯ±ИС№ј·С№ЦэФміЙРО№¤ТХМṩјјКхЦ§іЕЎЈ
1 КµСй
±ѕСРѕїЦРІЙУГAlSi7MgЦэФмВБєПЅрОЄКµСйІДБПЈ¬ЖдXЙдПЯУ«№в№вЖЧТЗ·ЦОцЅб№ыИз±н1ЛщКѕЎЈAlSi7MgЦэФмВБєПЅрј·С№ЦэФміЙРОКµС鹤ТХІОКэЦчТЄ°ьАЁЅЅЧўОВ¶ИЎўДЈѕЯОВ¶ИЎў±ИС№єН±ЈС№К±јдЎЈЖдЦРЅЅЧўОВ¶ИёщѕЭКѕІоЙЁГиБїИИ(DSC)·ЦОцЅб№ыИ·¶ЁЎЈНј1(a)ЛщКѕОЄAlSi7MgЦэФмВБєПЅрDSCЗъПЯЎЈУЙНј1(a)їЙЦЄЈ¬AlSi7MgµД№МПаПЯОВ¶ИКЗ574.5 ЎжЈ¬ТєПаПЯОВ¶ИКЗ636.2 ЎжЎЈіЙРОКµСй№ІЙиЦГ660Ўў680Ўў700Ўў720єН740 ЎжОеёцЅЅЧўОВ¶ИЎЈДЈѕЯОВ¶ИЙиЦГОЄ200Ўў250єН300 ЎжЎЈј·С№ЦэФміЙРОКµСйФЪ2000 kNТєС№»ъЙПЅшРРЈ¬ґЛК±¶ФУ¦µД±ИС№КЗ398 MPaЎЈКµСйЦР±ЈС№К±јдСЎОЄ5Ўў15Ўў30єН45 sЛДёцІ»Н¬µД±ЈС№К±јдЎЈѕЯМе·Ѕ°ёИз±н2ЛщКѕЎЈ
Нј1(b)~(d)ЛщКѕОЄAlSi7MgєПЅрВЦм±ДЈДвјюј·С№ЦэФмДЈѕЯЅб№№ЎўБгјюНјєНИЎСщО»ЦГЎЈУЙУЪіЙРОДЈДвјюОЄ¶ФіЖЅб№№Ј¬ЛщТФИЎСщЦ»РиФЪТ»°лјґїЙЎЈЅ«іЙРОјюЅШИЎµДОў№ЫЧйЦЇКФСщТАґОК№УГ600#Ўў1000#Ўў1500#єН2000#µДЙ°ЦЅЅшРРґЦДҐєНѕ«ДҐєуЈ¬К№УГБЈѕ¶0.5 ¦МmµДЅрёХКЇЕЧ№вјБёЁЦъЕЧ№вЈ¬И»єуАыУГМе»э·ЦКэОЄ0.5%µДHFЛ®ИЬТє¶ФКФСщЅшРРёЇКґЎЈ
±н1 КµСйУГAlSi7MgВБєПЅрµДіЙ·Ц
Table 1 Chemical composition of AlSi7Mg aluminum alloy in this experiment (mass fraction, %)

±н2 AlSi7MgВБєПЅр№№јюіЙРОКµСй·Ѕ°ё
Table 2 Experimental plan of forming AlSi7Mg aluminum alloy


Нј1 AlSi7MgВБєПЅрDSCЗъПЯЎў№№јюј·С№ЦэФмДЈѕЯЅб№№ЎўБгјюНјєНИЎСщО»ЦГ
Fig. 1 DSC curve, die design, part drawing and sampling locations of AlSi7Mg aluminum alloy components (Unit: mm)
АыУГOlympus GX71ЅрПаПФОўѕµЅшРРЅрПа№ЫІмЈ¬ІЙУГµєЅтµзЧУНтДЬКФСй»ъ(AG-X plus 20 kN)ЅшРРАЙмКФСйЈ¬АЙмЛЩ¶ИОЄ2 mm/minЎЈІЙУГНјПсґ¦АнИнјюImage Pro PlusјЖЛгЅрПаНјµДѕ§БЈГж»эЈ¬ІўНЁ№эКЅ(1)јЖЛгЖЅѕщѕ§БЈЦ±ѕ¶dЎЈ
 (1)
(1)
КЅЦРЈєAiОЄµЪiёцѕ§БЈµДГж»эЈ»nОЄѕ§БЈµДёцКэЎЈ
2 Ѕб№ыУл·ЦОц
2.1 іЙРО·Ѕ·Ё¶ФіЙРОјюЧйЦЇУлРФДЬµДУ°Пм
Нј2ЛщКѕОЄЖХНЁЦШБ¦ЦэФміЙРОјюєНј·С№ЦэФміЙРОјюµДєк№ЫРОГІЎЈУЙНј2(a)ЛщКѕЈ¬ЖХНЁЦШБ¦ЦэФміЙРОµДВЦм±јю±нГжґЦІЪЈ¬ФІЦЬН№МЁґ¦УР°јїУЈ¬ЦРРДґ¦УЙУЪЕЕЖшІ»і©Ј¬УР±пЖшФміЙµДідІ»ВъПЦПуЎЈЛщТФЦ±ЅУЅЅЧўµДЦШБ¦ЦэФмІ»ДЬЅПєГµШ·ґУіВЦм±јюµД±нГжМШХчЎЈИзНј2(b)ЛщКѕЈ¬ј·С№ЦэФмјю±нГж№в»¬Ј¬ОЮ±нГжИ±ПЭЈ¬ДЬ№»БјєГµШ±нПЦВЦм±јюµДЅб№№МШХчЎЈХвКЗУЙУЪФЪіЙРОК±ВБИЫМеФЪС№Б¦µДЧчУГПВЈ¬ЖшМеЕЕіэЛіі©Ј¬ІўЗТК№ВБИЫМеДэ№МЦ±ЅУУлДЈѕЯЅфГЬЅУґҐЈ¬ідРННкХыЈ¬±нГжЦКБїёЯЎЈ

Нј2 ЦШБ¦ЦэФмјюєНј·С№ЦэФміЙРОјюµДєк№ЫРОГІ
Fig. 2 Macrographs of gravity casting and squeeze casting parts

Нј3 І»Н¬іЙРО·ЅКЅµДЦЖјюµДОў№ЫЧйЦЇ
Fig. 3 Microstructures of parts formed by different methods
Нј3ЛщКѕОЄІ»Н¬іЙРО·ЅКЅіЙРОµДВЦм±јюµДОў№ЫЧйЦЇЎЈУЙНј3(a)єН(d)їЙјыЈ¬ЦШБ¦ЦэФмЦэјюЖдЧйЦЇ·ЦІјІ»ѕщФИЈ¬ѕ§БЈґЦґуЈ¬№Іѕ§№иРОГІТФґЦґуЖ¬ЧґєНїйЧґОЄЦчЈ¬іЯґзЅПґуµД№иПа¶аНЕѕЫФЪТ»ЖрЈ¬СПЦШёоБС¦Б(Al)»щМеЈ¬Хв»бЅµµНЦэјюµДБ¦С§РФДЬЎЈИзНј3(b)Ўў(c)єН(f)ЛщКѕЈ¬ј·С№ЦэФміЙРОµДЦЖјюµДОў№ЫЧйЦЇѕ§БЈ¶аОЄЗѕЮ±Чґ»тµИЦбЧґЈ¬ѕ§БЈПёРЎЈ¬ЧйЦЇЦВГЬЈ¬·ЦІјѕщФИЈ¬ґЦґуРОГІµД№Іѕ§№иТІЅПЙЩЈ¬ґу¶аКэОЄЖ¬ЧґєНі¤ёЛЧґЎЈФЪВБ№иПµЦэФмєПЅрДэ№М№эіМЦРЈ¬УЙУЪіхЙъ¦Б(Al)µДИЫµгёЯЈ¬ЛщТФФЪДэ№МµД№эіМЦРКЗУЕПИДэ№МµДЈ¬РОіЙБЛКчЦ¦ѕ§ЧґµДіхЙъПаЈ¬іКЗі»ТЙ«»щµЧІї·ЦЎЈ№Іѕ§№иДэ№МКЗВдєуУЪіхЙъ¦Б(Al)ПаµДЈ¬ЖдУлєуДэ№МµДВБРОіЙAl-Si№Іѕ§ПаЎЈ
Нј4ЛщКѕОЄ°ґХХ±н2ЦРµЪ15єЕКФСйєЕКФСйµДј·С№ЦэФміЙРОјюІ»Н¬О»ЦГµДЧйЦЇЎЈИзНј4(a)ЛщКѕЈ¬BО»ЦГµДѕ§БЈЦ±ѕ¶ОЄ36.3 ¦МmЎЈНј4(b)ЛщКѕОЄCО»ЦГµДЅрПаЧйЦЇХХЖ¬Ј¬ѕ·ЦОцїЙЦЄЖдЖЅѕщѕ§БЈЦ±ѕ¶ОЄ44.5 ¦МmЎЈФЪј·С№ЦэФміЙРО№эіМЦРЈ¬Н№ДЈЦРјдН№іцµДІїО»»бПИУлЅрКфТєЅУґҐЈ¬И»єуФЪС№Б¦µДЧчУГПВј·С№ЅрКфТєµЅ±ЯФµІїО»Ј»ТтґЛЦРјдІїО»BО»ЦГµДЅрКфТєОВ¶И»бСёЛЩЅµµНЈ¬ІўВКПИДэ№МЎЈУЙУЪBО»ЦГј¤АдµДЧчУГЈ¬Жд№эАд¶ИЅПёЯЈ¬РОєЛВКёЯЈ¬ТтґЛёГО»ЦГµДѕ§БЈіЯґзЅПµНЎЈ¶шCО»ЦГУЙУЪКЗЧоєуДэ№МЗшУтЈ¬ёГЗшУтВБєПЅрИЫМеµД№эАд¶ИµНЈ¬РОєЛВКЅПBЗшУтµНЈ¬ТтґЛCО»ЦГµДѕ§БЈіЯґз±ИBО»ЦГµДТЄґуЎЈУлЖдЛыБЅО»ЦГµДЧйЦЇПа±ИЈ¬Нј3(b)ЦРЛщКѕAО»ЦГµДЅрКфТєФЪС№Б¦µДЧчУГПВДэ№МЈ¬ЅзГжґ«ИИПµКэЅПЦШБ¦ЦэФмПФЦшФцјУ[36]Ј¬ґУ¶шµјЦВВБєПЅрИЫМеµД№эАд¶ИФцјУЈ¬РОєЛВКЙПЙэЈ¬ІўЗТІ№ЛхР§№ыБјєГЈ¬ДЪІїЧйЦЇГ»УРИ±ПЭЈ¬ЛщТФAО»ЦГѕ§БЈЧоПёРЎЈ¬ЧйЦЇЦВГЬѕщФИЈ¬ЖдЖЅѕщѕ§БЈЦ±ѕ¶ОЄ33.7 ¦МmЎЈ

Нј4 ФЪ±н2ЦРКµСйєЕ15Мхјюј·С№ЦэФміЙРОјюІ»Н¬О»ЦГµДОў№ЫЧйЦЇ
Fig. 4 Microstructure in different locations of squeeze casting part formed under experimental number 15 conditions

Нј5 І»Н¬·Ѕ·ЁіЙРОµДAlSi7MgВБєПЅр№№јюµДБ¦С§РФДЬ¶Ф±И
Fig. 5 Comparison of mechanical properties of AlSi7Mg aluminum alloy components formed by different methods
Нј5ЛщКѕОЄІ»Н¬іЙРО·ЅКЅµДЦЖјюµДї№АЗї¶ИЎЈЦШБ¦ЦэФмјюµДї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶ИОЄ148.0 MPaЎў1.3%єН102.5 MPaЈ¬¶шј·С№ЦэФміЙРОјюµДБ¦С§РФДЬЖХ±йПФЦшёЯУЪЦШБ¦ЦэФмјюЈ¬УИЖдКЗЙмі¤ВКµДМбЙэУИОЄПФЦшЎЈј·С№ЦэФмјю1µДіЙРОМхјюОЄЅЅЧўОВ¶И660 ЎжЎўДЈѕЯОВ¶И200 ЎжєН±ЈС№30 sЈ¬КЗј·С№ЦэФмЦЖјюЦРБ¦С§РФДЬЧоµНµДЈ¬Ждї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рОЄ191.7 MPaЎў2.7%єН109.1 MPaЈ¬±ИЖХНЁЦШБ¦ЦэФмјюµДБ¦С§РФДЬ·Ц±рМбёЯ29.5%Ўў108%єН6.4%Ј»¶шј·С№ЦэФмјю2КЗФЪУлЦШБ¦ЦэФмјюПаН¬µДЅЅЧўОВ¶ИЎўДЈѕЯОВ¶ИПВј·С№ЦэФміЙРОЈ¬Ждї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рОЄ209.0 MPaЎў8.6%єН103.0 MPaЈ¬±ИЦШБ¦ЦэФмјюµДБ¦С§РФДЬ·Ц±рМбёЯ41%Ўў562%єН0.5%ЎЈІъЙъХвЦЦБ¦С§РФДЬІоТмµДЦчТЄФТтКЗЈ¬ФЪС№Б¦ПВДэ№МПФЦшМбёЯБЛј·С№ЦэФмјюµДБ¦С§РФДЬЎЈґУИИБ¦С§ЅЗ¶ИАґїґЈ¬ј·С№ЦэФміЙРОµДБЩЅзѕ§єЛ°лѕ¶rcИзКЅ(2)ЛщКѕ[37]Јє
 (2)
(2)
КЅЦРЈєrcКЗѕ§єЛ°лѕ¶Ј» КЗМеКХЛхВКЈ»pКЗ±ИС№Ј»LКЗЅбѕ§З±ИИЈ»TДэ№МОВ¶ИЈ»
КЗМеКХЛхВКЈ»pКЗ±ИС№Ј»LКЗЅбѕ§З±ИИЈ»TДэ№МОВ¶ИЈ» КЗ№МТєЅзГжХЕБ¦Ј»
КЗ№МТєЅзГжХЕБ¦Ј» КЗ№эАд¶ИЎЈ
КЗ№эАд¶ИЎЈ
ТтґЛЈ¬ј·С№ЦэФміЙРОµДБЩЅзѕ§єЛ°лѕ¶РЎУЪЖХНЁЦШБ¦ЦэФмПВµДБЩЅзѕ§єЛ°лѕ¶Ј¬јґј·С№ЦэФміЙРОµДЦЖјюУЙУЪДэ№МК±К©јУБЛС№Б¦Ј¬ФЪДэ№МК±ІОУлЅбѕ§µДФЧУНЕ»бёь¶аЈ¬УРАыУЪДэ№МРОєЛЎЈ№эАд¶ИКЗЅрКфТєДэ№МµДИИБ¦С§МхјюЎЈёщѕЭClausius-Clapeyron·ЅіМїЙЦЄЈ¬ИЫµгTУл±ИС№pТФј°№эАд¶ИУлС№Б¦№ШПµКЅИзКЅ(3)єН(4)ЛщКѕ[1]ЎЈ
 (3)
(3)
 (4)
(4)
КЅЦРЈє єН
єН ·Ц±рКЗМе»эєНмКЛжОВ¶ИµД±д»ЇЈ»
·Ц±рКЗМе»эєНмКЛжОВ¶ИµД±д»ЇЈ» Ј¬T0КЗіЈС№ПВµДДэ№МОВ¶ИЎЈA356ЦэФмВБєПЅрКЗДэ№МКХЛхµДєПЅрЈ¬ґуУЪ0ЎЈТтґЛЈ¬ЛжЧЕС№Б¦µДФцґуЈ¬ЖдИЫµгЙПЙэЈ¬№эАд¶ИФцґуЈ¬Дэ№МµДЗэ¶ЇБ¦ФцјУЎЈВБєПЅрєНЦэМъІДБПФЪС№Б¦ПВµДЅбѕ§РРОЄТСѕЦ¤КµБЛХвТ»µг[1, 37]ЎЈВБєПЅрДэ№МµД¶ЇБ¦С§МхјюУРБЅёцЈ¬РОєЛВКєНі¤ґуµДПЯЛЩ¶ИЈ¬ЖдЦРРОєЛВККЗѕ§БЈПё»ЇµДЦШТЄУ°ПмТтЛШЎЈРОєЛВККЗЦёЅрКфТєФЪµҐО»К±јдЎўµҐО»Ме»эЦРРОіЙµДѕ§єЛКэЎЈРОєЛВК(N)µД±нґпКЅИзКЅ(5)ЛщКѕ[1, 37]Јє
Ј¬T0КЗіЈС№ПВµДДэ№МОВ¶ИЎЈA356ЦэФмВБєПЅрКЗДэ№МКХЛхµДєПЅрЈ¬ґуУЪ0ЎЈТтґЛЈ¬ЛжЧЕС№Б¦µДФцґуЈ¬ЖдИЫµгЙПЙэЈ¬№эАд¶ИФцґуЈ¬Дэ№МµДЗэ¶ЇБ¦ФцјУЎЈВБєПЅрєНЦэМъІДБПФЪС№Б¦ПВµДЅбѕ§РРОЄТСѕЦ¤КµБЛХвТ»µг[1, 37]ЎЈВБєПЅрДэ№МµД¶ЇБ¦С§МхјюУРБЅёцЈ¬РОєЛВКєНі¤ґуµДПЯЛЩ¶ИЈ¬ЖдЦРРОєЛВККЗѕ§БЈПё»ЇµДЦШТЄУ°ПмТтЛШЎЈРОєЛВККЗЦёЅрКфТєФЪµҐО»К±јдЎўµҐО»Ме»эЦРРОіЙµДѕ§єЛКэЎЈРОєЛВК(N)µД±нґпКЅИзКЅ(5)ЛщКѕ[1, 37]Јє
 (5)
(5)
КЅЦРЈєnКЗµҐО»Ме»эФЧУКэЈ»KКЗІЁ¶ыЧИВьіЈКэЈ»hКЗЖХАКїЛіЈКэЈ» КЗРОєЛ№¦Ј»
КЗРОєЛ№¦Ј» КЗА©Йўј¤»оДЬЎЈ¶шєН·Ц±рИзКЅ(6)єН(7)ЛщКѕ[37]ЎЈ
КЗА©Йўј¤»оДЬЎЈ¶шєН·Ц±рИзКЅ(6)єН(7)ЛщКѕ[37]ЎЈ
 (6)
(6)
 (7)
(7)
КЅЦРЈє КЗіЈС№ПВµДА©Йўј¤»оДЬЈ»
КЗіЈС№ПВµДА©Йўј¤»оДЬЈ» КЗПµКэЗТµИУЪ0.001 m2/MNЎЈУЙКЅ(6)єН(7)їЙЦЄЈ¬ј·С№ЦэФмµДРОєЛ№¦РЎУЪЦШБ¦ЦэФмµДЈ¬¶шУЙКЅ(5)їЙЦЄЈ¬ЖдРОєЛВКґуУЪЦШБ¦ЦэФмµДЎЈТтґЛЈ¬¶ФУЪA356ЦэФмВБєПЅрХвАаДэ№МКХЛхРНєПЅрЈ¬ј·С№ЦэФм№№јюДэ№МК±ЖдИЫµгЙэёЯЈ¬№эАд¶ИФцґуЈ¬БЩЅзѕ§єЛ°лѕ¶јхРЎЈ¬µјЦВёь¶аµДѕ§єЛІОУлДэ№МЈ¬К№ј·С№ЦэФмЦЖјюµДѕ§БЈТЄ±ИЖХНЁЦШБ¦ЦэФмЦэјюµДёьПёРЎЈ¬·ЦІјёьѕщФИЎЈФЪС№Б¦ПВДэ№МЅбѕ§Ј¬ЦЖјюµДѕ§БЈµГµЅПё»ЇЈ¬ПыіэБЛЦЖјюДЪІїµДЛхЛЙЛхїЧєНЖшїЧИ±ПЭЈ¬К№µГЦЖјюЧйЦЇ±дµГёьјУЦВГЬЎЈёщѕЭ»ф¶ы-ЕеЖ湫ʽЈ¬ЦЖјюµДЗї¶ИЛжЧЕѕ§БЈіЯґзµДјхРЎ¶шМбёЯЈ¬ТтґЛј·С№ЦэФмЦЖјюµДБ¦С§РФДЬТЄЖХ±йёЯУЪЖХНЁЦШБ¦ЦэФмЦэјюµДБ¦С§РФДЬЎЈєЬ¶аС§ХЯСРѕї·ўПЦ[20, 30, 38-40]Ј¬ЛжЧЕ±ИС№µДФцґуЈ¬ј·С№ЦэФміЙРОјюµДБ¦С§РФДЬ»бГчПФФцјУЈ¬ХвТІСйЦ¤БЛДэ№М№эіМЦРС№Б¦¶ФЧйЦЇєНРФДЬµДУРТжУ°ПмЎЈ
КЗПµКэЗТµИУЪ0.001 m2/MNЎЈУЙКЅ(6)єН(7)їЙЦЄЈ¬ј·С№ЦэФмµДРОєЛ№¦РЎУЪЦШБ¦ЦэФмµДЈ¬¶шУЙКЅ(5)їЙЦЄЈ¬ЖдРОєЛВКґуУЪЦШБ¦ЦэФмµДЎЈТтґЛЈ¬¶ФУЪA356ЦэФмВБєПЅрХвАаДэ№МКХЛхРНєПЅрЈ¬ј·С№ЦэФм№№јюДэ№МК±ЖдИЫµгЙэёЯЈ¬№эАд¶ИФцґуЈ¬БЩЅзѕ§єЛ°лѕ¶јхРЎЈ¬µјЦВёь¶аµДѕ§єЛІОУлДэ№МЈ¬К№ј·С№ЦэФмЦЖјюµДѕ§БЈТЄ±ИЖХНЁЦШБ¦ЦэФмЦэјюµДёьПёРЎЈ¬·ЦІјёьѕщФИЎЈФЪС№Б¦ПВДэ№МЅбѕ§Ј¬ЦЖјюµДѕ§БЈµГµЅПё»ЇЈ¬ПыіэБЛЦЖјюДЪІїµДЛхЛЙЛхїЧєНЖшїЧИ±ПЭЈ¬К№µГЦЖјюЧйЦЇ±дµГёьјУЦВГЬЎЈёщѕЭ»ф¶ы-ЕеЖ湫ʽЈ¬ЦЖјюµДЗї¶ИЛжЧЕѕ§БЈіЯґзµДјхРЎ¶шМбёЯЈ¬ТтґЛј·С№ЦэФмЦЖјюµДБ¦С§РФДЬТЄЖХ±йёЯУЪЖХНЁЦШБ¦ЦэФмЦэјюµДБ¦С§РФДЬЎЈєЬ¶аС§ХЯСРѕї·ўПЦ[20, 30, 38-40]Ј¬ЛжЧЕ±ИС№µДФцґуЈ¬ј·С№ЦэФміЙРОјюµДБ¦С§РФДЬ»бГчПФФцјУЈ¬ХвТІСйЦ¤БЛДэ№М№эіМЦРС№Б¦¶ФЧйЦЇєНРФДЬµДУРТжУ°ПмЎЈ
Нј6ЛщКѕОЄЖХНЁЦШБ¦ЦэФмјюАЙмКФСщµД¶ПїЪРОГІЎЈґУНј6(a)ЦРїЙТФїґіцЈ¬¶ПїЪЦРУРУЙИ±ПЭТэЖрµД¶ПБСФґЈ¬ЛµГчёГґ¦УРЅПґуµДДЪІїИ±ПЭЎЈ¶шґУНј6(b)ЦРїЙТФїґµЅґуБїЛєБСАвЈ¬»№УРГчПФµДЦэФмБфПВµДДЪІїИ±ПЭЈ¬¶ПїЪРОГІІгґОёРЅПЗїЈ¬»№ДЬїґµЅТ»Р©РЎµДЎ°єУБчЎ±Чґ»ЁСщЈ¬ІўЗТФЪѕ§Ѕзґ¦µД№Іѕ§№иРОГІОЄПБі¤µДЖ¬ЧґЈ¬ТЧІъЙъБСОЖІўСШЧЕѕ§ЅзА©Х№Ј¬Жд¶ПБСДЈКЅОЄЧјЅвАн¶ПБСЎЈНј6(c)єН(d)ЛщКѕОЄј·С№ЦэФмЦЖјю(±н2ЦРКµСйєЕ15)µД¶ПїЪРОГІЎЈґУНј6(c)ЦРїЙТФїґµЅґжФЪґуБїИНОСЈ¬КфУЪИНРФ¶ПБСМШХчЈ¬ТІУРЙЩБїЛєБСАвЎЈИзНј6(d)ЛщКѕЈ¬ИНОС±ИЅПРЎЗТЙоЈ¬·ЦІјёьјУГЬјЇЈ¬КфУЪµИЦбИНОСЎЈФЪАЙм№эіМЦРЈ¬КФСщІъЙъЛЬРФ±дРОЈ¬ИЭТЧФЪФУЦК»тѕ§ЅзЦЬО§ІъЙъїЧ¶ґЈ¬ЛжЧЕ±дРОµДјМРшЅшРРЈ¬їЧ¶ґЦрЅҐА©ґуІўРОіЙБСОЖЈ»µ±ЖдґпµЅТ»¶ЁіМ¶ИєуµјЦВ¶ПБСЈ¬РОіЙБЛ¶ПїЪµДПЛО¬ЧґЗшУтЈ¬ИНОСѕНКЗ¶ПБС№эіМЦРїЧ¶ґ·ЦАлБфПВµДєЫјЈЈ¬ТтґЛёГЦЖјюµД¶ПБСРОКЅТФОЄИНРФ¶ПБСОЄЦчЎЈ
2.2 ЅЅЧўОВ¶И¶Фј·С№ЦэФміЙРОјюЦЖјюЧйЦЇУлРФДЬµДУ°Пм

Нј6 ЦШБ¦ЦэјюєНј·С№ЦэФміЙРОјю(±н2ЦРКµСйєЕ15Мхјю)µД¶ПїЪРОГІ
Fig. 6 Fracture morphologies of gravity casting and squeeze casting parts formed under experiment number 15 in Table 2

Нј7 І»Н¬ЅЅЧўОВ¶ИПВµДј·С№ЦэФмјюµДОў№ЫЧйЦЇТФј°ЖЅѕщѕ§БЈ
Fig. 7 Microstructures and average grain size of squeeze casting parts at different pouring temperatures
Нј7ЛщКѕОЄДЈѕЯОВ¶И200 ЎжЎў±ЈС№30 sЎўІ»Н¬ЅЅЧўОВ¶ИМхјюПВј·С№ЦэФміЙРОјюµДОў№ЫЧйЦЇЎЈґУНј7ЦРїґµЅЈ¬ѕ§БЈ¶аОЄЗѕЮ±ѕ§єНµИЦбѕ§Ј¬ЅЅЧўОВ¶И¶Ф№Іѕ§№иµДРОГІГ»УРПФЦшУ°ПмЎЈ№Іѕ§№иµДРОГІ¶јКЗЖ¬Чґ»ті¤ёЛЧґЈ¬ІўЗТ№Іѕ§№иµД·ЦІј¶јІ»М«ѕщФИЈ¬ФЪІ»Н¬µДЅЅЧўОВ¶ИПВ¶јіцПЦБЛ№Іѕ§№иЧйЦЇНЕѕЫµДПЦ ПуЎЈНј7(d)ЛщКѕОЄЅЅЧўОВ¶ИОЄ720 ЎжµДОў№ЫЧйЦЇЎЈУЙНј7(d)їЙјыЈ¬ґЛК±ѕ§БЈПёРЎЦВГЬЈ¬РЎѕ§БЈНЕѕЫФЪґуѕ§БЈёЅЅьЈ¬ЗТФІХы¶ИЅПєГЈ¬АаЛЖУЪ°л№ММ¬іЙРОµДЗтѕ§[41]ЎЈ¶шЅЅЧўОВ¶ИОЄ660 ЎжєН740 ЎжК±Ј¬ѕ§БЈОЄґЦґуµДЗѕЮ±ѕ§Ј¬ѕ§БЈіЯґзІоТмЅПґуЎЈИзНј7(f)ЛщКѕЈ¬ѕ§БЈіЯґзЛжЧЕЅЅЧўОВ¶ИµДЙэёЯЈ¬іКПЦіцПИјхРЎєуФцґуµДЗчКЖЎЈЅЅЧўОВ¶ИОЄ660 ЎжК±Ј¬ЦЖјюµДѕ§БЈЅПґуЈ¬ОЄ44.2 ¦МmЎЈХвКЗУЙУЪЅЅЧўОВ¶И№эµНК±Ј¬ЅрКфТєµДДэ№МЛЩ¶ИїмЈ¬ДЪІїІ№ЛхР§№ыІоЈ¬ЛщТФЧйЦЇѕН»бПФµГґЦґуЗТПа¶ФКиЛЙЎЈ¶шЅЅЧўОВ¶ИЙэёЯЦБ720 ЎжК±Ј¬ґЛК±µДЖЅѕщѕ§БЈЦ±ѕ¶ЧоРЎЈ¬ОЄ35.2 ¦МmЎЈХвКЗУЙУЪµ±ЅЅЧўОВ¶ИККТЛК±Ј¬МбёЯЅЅЧўОВ¶ИїЙТФМбёЯЅрКфТєµДБч¶ЇРФєНДэ№МЛЩ¶ИЈ¬№эАд¶ИФцґуЈ¬РОєЛВКМбёЯЈ¬ґУ¶шПё»Їѕ§БЈЎЈµ«јМРшМбёЯЅЅЧўОВ¶ИЈ¬ЅрКфТєОВ¶ИЅПёЯјУЙПДэ№МК±З±ИИµДКН·ЕЈ¬К№µГЅрКфТєАдИґЛЩВКПВЅµЈ¬ЅµµНБЛРОєЛВКЈ¬ґУ¶шµјЦВБЛЧйЦЇµДґЦ»ЇЎЈТтґЛЈ¬ЅЅЧўОВ¶ИОЄ740 ЎжК±Ј¬ЖЅѕщѕ§БЈЦ±ѕ¶ТСѕФцґуµЅ43.3 ¦МmЎЈХЕ»б[38]¶ФAlSi7Cu3ј·С№ЦэФ칤ТХІОКэ¶ФЧйЦЇµДСРѕїЦРТІ·ўПЦБЛЅЅЧўОВ¶И№эёЯ»т№эµН¶ФЧйЦЇѕщІ»АыµДПЦПуЎЈ
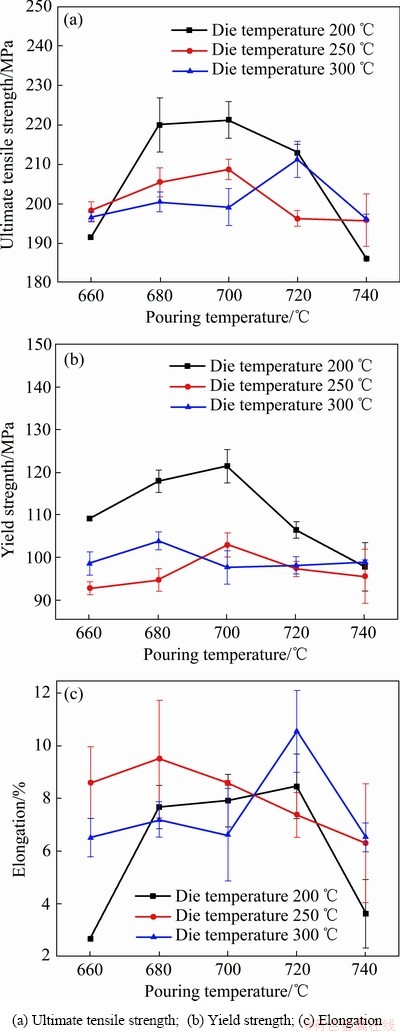
Нј8 І»Н¬ЅЅЧўОВ¶ИПВј·С№ЦэФмјюµДБ¦С§РФДЬ
Fig. 8 Mechanical properties of squeeze casting parts at different pouring temperatures
Нј8ЛщКѕОЄІ»Н¬ЅЅЧў¶ИПВ±ЈС№30 sК±ј·С№ЦэФмјюµДБ¦С§РФДЬЎЈУЙНј8їЙјыЈ¬ЛжЧЕЅрКфТєЅЅЧўОВ¶ИµДЙэёЯЈ¬№№јюµДБ¦С§РФДЬПИФцјУєујхРЎЎЈФЪІ»Н¬µДДЈѕЯОВ¶ИПВЈ¬ЅЅЧўОВ¶ИОЄ660 Ўж»т740 ЎжµДЦЖјюµДБ¦С§РФДЬЧоІоЈ¬ЦЖјюµДБ¦С§РФДЬФЪЅЅЧўОВ¶ИОЄ700»т720 ЎжК±ЅПєГЎЈЧЫєПї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶ИИэёцБ¦С§РФДЬЦё±кЈ¬ДЈѕЯОВ¶ИОЄ200 ЎжК±Ј¬ЅЅЧўОВ¶ИФЪ700 ЎжµДЦЖјюКЗБ¦С§РФДЬЧоєГµДЈ¬ёГЦЖјюµДї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рОЄ221 MPaЎў7.9%єН121.5 MPaЎЈДЈѕЯОВ¶ИОЄ250 ЎжК±Ј¬ЅЅЧўОВ¶ИОЄ700 ЎжµДЦЖјюКЗБ¦С§РФДЬЧоєГµДЈ¬ґЛК±µДї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рОЄ209.0 MPaЎў8.6%єН103.0 MPaЈ»ДЈѕЯОВ¶ИОЄ300ЎжК±Ј¬ЅЅЧўОВ¶ИОЄ720 ЎжµДЦЖјюКЗБ¦С§РФДЬЧоєГµДЈ¬ґЛК±µДї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рОЄ211.2 MPaЎў10.5%єН98.1 MPaЎЈХвЛµГчЈ¬ЅЅЧўОВ¶ИґжФЪУЕ»ЇОВ¶И·¶О§Ј¬№эёЯ»т№эµН¶ј¶ФЧйЦЇєНРФДЬІ»АыЎЈ
A357ВБєПЅр±дЛЩПдПдМе[39]Ўў6082ВБєПЅр№№јю[40]ТФј°ADC12ВБєПЅрБ¬ёЛ[42]µДј·С№ЦэФ칤ТХСРѕїЦРТІ·ўПЦАаЛЖ№жВЙЎЈµ±ЅЅЧўОВ¶И№эµНК±Ј¬ЅрКфТєДэ№М№эФзЈ¬Дэ№МіхЖЪЅрКфїЗІгµДєс¶ИФцґуЈ¬µјЦВС№Б¦І»ДЬУРР§ЧчУГУЪДЪІїЅрКфЈ¬ЦЖјюДЪІїИ±ПЭІ»ДЬНкИ«ПыіэЈ¬СПЦШЅµµНБЛЦЖјюµДБ¦С§РФДЬЎЈ¶шµ±ЅрКфТєЅЅЧўОВ¶ИЅПёЯК±Ј¬ЅрКфТєОьЖшСПЦШЈ¬МеКХЛхФцґуЈ¬ДЪІїИ±ПЭФц¶аЈ¬ІўЗТєПЅрФЄЛШЙХЛрСПЦШЎЈґЛНвЈ¬ѕ§БЈ±дґуЈ¬ЧйЦЇґЦ»ЇЈ¬ТІ»бЅµµНЦЖјюµДБ¦С§РФДЬЎЈТтґЛЈ¬ФЪј·С№ЦэФміЙРОК±Ј¬ТЄККµ±СЎИЎЅЅЧўОВ¶ИЎЈНЁ№эЧйЦЇєНРФДЬ·ЦОцЈ¬СЎИЎЅЅЧўОВ¶И700~720 ЎжЅПОЄєПККЈ¬ґЛЅЅЧўОВ¶ИПВОў№ЫЧйЦЇОЄµИЦбѕ§Ј¬ѕ§БЈПёРЎЈ¬ЧйЦЇ·ЦІјѕщФИЎўЦВГЬЈ¬ІўЗТЦЖјюµДБ¦С§РФДЬЅПєГЎЈ
2.3 ДЈѕЯОВ¶И¶Фј·С№ЦэФміЙРОјюЦЖјюЧйЦЇУлРФДЬµДУ°Пм
Нј9ЛщКѕОЄЅЅЧўОВ¶И740 ЎжЎў±ЈС№30 sЎўІ»Н¬ДЈѕЯОВ¶ИМхјюПВј·С№ЦэФмјюµДОў№ЫЧйЦЇЎЈУЙУЪЅЅЧўОВ¶ИЅПёЯЈ¬ЛщТФФЪёчёцДЈѕЯОВ¶ИПВЈ¬ѕ§БЈ¶јОЄБЈѕ¶ЅПґуµДЗѕЮ±ѕ§ЎЈДЈѕЯОВ¶И¶ФДэ№МµДУ°ПмКЗНЁ№эёД±дДЈѕЯУлЅрКфТєЦ®јдµДґ«ИИАґКµПЦµДЎЈµ±ДЈѕЯОВ¶ИОЄ200 ЎжК±Ј¬ДЈѕЯУлЅрКфТєµДОВІо№эґуЈ¬ЅрКфТєСёЛЩДэ№МЈ¬К©С№А§ДСЈ¬І№ЛхР§№ыІоЈ¬ЛщТФґЛК±µДѕ§БЈЅПґуЈ¬іЯґзІоТмТІЅПґуЎЈМбёЯДЈѕЯОВ¶ИЈ¬јхРЎБЛДЈѕЯУлЅрКфТєЦ®јдµДОВІоЈ¬К№µГС№Б¦ДЬ№»БјєГІ№Лх(јыНј9(a))ЎЈµ±ДЈѕЯОВ¶И№эёЯК±Ј¬»бФцјУєПЅрµДОьЖшБїЈ¬µјЦВЖшїЧµИИ±ПЭФц¶аЈ¬ІўЗТУЙУЪЅрКфТєДэ№М№эВэЈ¬їЙДЬ»бРОіЙёЯіЙ·ЦТєПаЈ¬јУЦШЖ«Оц(јыНј9(b))ЎЈНј9(c)·ґУіБЛЖЅѕщѕ§БЈЦ±ѕ¶ЛжДЈѕЯОВ¶ИµД±д»ЇЗйїцЈ¬ЖЅѕщѕ§БЈіЯґзЛжЧЕДЈѕЯОВ¶ИµДМбёЯПИЅµµНєуЙэёЯЎЈµ±ДЈѕЯОВ¶ИОЄ200 ЎжК±Ј¬ЖЅѕщѕ§БЈіЯґзЅПґуЈ¬ОЄ43.3 ¦МmЈ»ЛжЧЕДЈѕЯОВ¶ИµДФцґуЈ¬ѕ§БЈЦ±ѕ¶їЄКјјхРЎЈ¬ФцґуДЈѕЯОВ¶ИЦБ250 ЎжЈ¬ґЛК±µДЖЅѕщѕ§БЈЦ±ѕ¶ОЄ39.4 ¦МmЈ¬¶шДЈѕЯОВ¶ИОЄ300 ЎжК±Ј¬ЖЅѕщѕ§БЈЦ±ѕ¶ВФУРФцјУЎЈ

Нј9 І»Н¬ДЈѕЯОВ¶ИПВј·С№ЦэФмјюµДОў№ЫЧйЦЇТФј°ЖЅѕщѕ§БЈЦ±ѕ¶
Fig. 9 Microstructures and average grain size of squeeze casting parts at different pouring temperatures
ИзНј8ЛщКѕЈ¬ДЈѕЯОВ¶И¶ФБ¦С§РФДЬТІУРТ»¶ЁµДУ°ПмЎЈДЈѕЯОВ¶ИОЄ200 ЎжК±Ј¬ї№АЗї¶ИФЪ186.2~221.3 MPaЦ®јд·ЦІјЈ¬Ймі¤ВКФЪ2.7%~8.5%Ц®јд·ЦІјЈ¬Зь·юЗї¶ИФЪ97.8~121.5 MPaЦ®јд·ЦІјЈ»ДЈѕЯОВ¶ИОЄ250 ЎжК±Ј¬ї№АЗї¶ИФЪ195.6~208.8 MPaЦ®јд·ЦІјЈ¬Ймі¤ВКФЪ6.3%~9.5%Ц®јд·ЦІјЈ¬Зь·юЗї¶ИФЪ95.6~102.9 MPaЦ®јд·ЦІјЎЈДЈѕЯОВ¶ИОЄ300 ЎжК±Ј¬ї№АЗї¶ИФЪ196.5~211.2 MPaЦ®јд·ЦІјЈ¬Ймі¤ВКФЪ6.5%~10.5%Ц®јд·ЦІјЈ¬Зь·юЗї¶ИФЪ98.1~103.9 MPaЦ®јд·ЦІјЎЈНЁ№э¶Ф±ИЈ¬ДЈѕЯОВ¶ИОЄ200 ЎжК±Ј¬Ждї№АЗї¶ИєНЗь·юЗї¶ИЅПєГЈ¬µ«КЗІ»Н¬ЅЅЧўОВ¶ИПВЦЖјюµДЙмі¤ВКПаІоЅПґуЗТЙмі¤ВКЅПµНЈ¬І»АыУЪЦКБїїШЦЖЎЈ¶шФЪДЈѕЯОВ¶ИОЄ300 ЎжК±Ј¬Ц»УРЅЅЧўОВ¶ИОЄ720 ЎжµДЦЖјюРФДЬЅПєГЈ¬ЖдУаЅЅЧўОВ¶ИПВµДЦЖјюРФДЬ¶јЅПІоЈ¬ІўЗТ№эёЯµДДЈѕЯОВ¶ИІ»АыУЪіЙРОјюНСДЈЈ¬К№іЙРОјюНСДЈК±ИЭТЧіцПЦБСОЖЎЈґЛНвЈ¬ДЈѕЯОВ¶ИОЄ300 ЎжК±Ј¬ѕ§БЈїЄКјґЦ»ЇЈ¬ѕ§БЈіЯґзґуУЪДЈѕЯОВ¶ИОЄ250 ЎжК±µДЎЈДЈѕЯОВ¶ИОЄ250 ЎжК±Ј¬І»Н¬ЅЅЧўОВ¶ИПВµДЦЖјюБ¦С§РФДЬ¶јЅПєГІўЗТ±д»ЇІ»ґуЈ¬ІўЗТФЪґЛДЈѕЯОВ¶ИПВЈ¬ЧйЦЇЦВГЬЈ¬ѕ§БЈПёРЎЈ¬ТтґЛДЈѕЯОВ¶ИСЎИЎ200~250 ЎжЅПОЄККТЛЎЈ
2.4 ±ЈС№К±јд¶Фј·С№ЦэФміЙРОјюЦЖјюЧйЦЇУлРФДЬµДУ°Пм
Нј10ЛщКѕОЄЅЅЧўОВ¶И700 ЎжЎўДЈѕЯОВ¶И250 ЎжМхјюПВ·Ц±рФЪІ»Н¬±ЈС№К±јдПВј·С№ЦэФміЙРОµДВЦм±јюµДОў№ЫЧйЦЇЎЈґУНј10ЦРїЙТФїґµЅЈ¬ѕ§БЈіЯґзЛж±ЈС№К±јдФцґуПИјхРЎєуФцґуЎЈµ±±ЈС№К±јдОЄ5 sК±Ј¬±ЈС№К±јд№э¶МЈ¬ґЛК±µДЦЖјюОґНкИ«Дэ№МЈ¬ЧоєуДэ№МЗшУтІ№ЛхР§№ыІоЈ¬ЛщТФВБєПЅр»щМеѕ§БЈіЯґзґЦґуЈ¬№Іѕ§№иіЯґзТІЅПґуЈ¬ґЛК±ЖЅѕщѕ§БЈіЯґзОЄ41.4 ¦Мm(јыНј10(a))ЎЈµ±±ЈС№К±јдОЄ15 sК±Ј¬ЖЅѕщѕ§БЈЦ±ѕ¶ОЄ35.0 ¦МmЈ¬ґЛК±ѕ§БЈОЄПёРЎЦВГЬµДµИЦбѕ§(јыНј10(a))ЎЈјМРшФцјУ±ЈС№К±јд¶Фѕ§БЈТІГ»УРГчПФПё»ЇЧчУГ(јыНј7(e))Ј¬±ЈС№К±јдОЄ30sК±µДЖЅѕщѕ§БЈЦ±ѕ¶ОЄ33. 7 ¦МmЈ¬Па±И±ЈС№К±јдОЄ15 sµДЅµµНБЛ3.7%ЎЈµ«µ±±ЈС№К±јдОЄ45 sК±Ј¬ѕ§БЈїЄКјґЦ»ЇЈ¬ЖЅѕщѕ§БЈЦ±ѕ¶ОЄ40.1 ¦Мm (јыНј10(c)єН(d))ЎЈХвКЗУЙУЪЛжЧЕ±ЈС№К±јдµДЅшТ»ІЅСУі¤Ј¬ДЪІїЧйЦЇТЧІъЙъПа¶ФО»ТЖЈ¬ѕ§Ѕз±дПёЙхЦБІї·ЦПыК§Ј¬ѕ§БЈИЪєП±дґуЈ¬ІўЗТєПЅрµДАдИґКХЛх±»ПЮЦЖЈ¬ИЭТЧІъЙъБСОЖЎЈНј10(e)ЛщКѕОЄЅЅЧўОВ¶И700 ЎжЎўДЈѕЯОВ¶И250 ЎжМхјюПВ·Ц±р±ЈС№5Ўў15Ўў30єН45 sК±ј·С№ЦэФмЦЖјюµДБ¦С§РФДЬЎЈЛжЧЕ±ЈС№К±јдµДСУі¤Ј¬ЦЖјюµДБ¦С§РФДЬПИФцґуєујхРЎЎЈєоОДМОµИ[39]ФЪA357ВБєПЅр±дЛЩПдПдМеµДј·С№ЦэФ칤ТХСРѕїЦРТІ·ўПЦАаЛЖµД№жВЙЎЈµ±±ЈС№К±јдОЄ5 sК±Ј¬ЦЖјюµДБ¦С§РФДЬЧоІоЈ¬ї№АЗї¶ИЎўЗь·юЗї¶ИєНЙмі¤ВК·Ц±рКЗ195.4 MPaЎў93.3 MPaєН5.4%Ј»µ±±ЈС№К±јдФцјУµЅ15 sК±Ј¬Ймі¤ВКґпµЅЧоґуЦµОЄ9.7%Ј»¶ш±ЈС№К±јдОЄ30 sК±Ј¬ї№АЗї¶ИєНЗь·юЗї¶ИУРЛщЙПЙэЈ¬¶шЙмі¤ВКПВЅµЈ»јМРшМбёЯ±ЈС№К±јдЈ¬ЦЖјюµДБ¦С§РФДЬПФЦшПВЅµЎЈµ±±ЈС№К±јдЅП¶МК±Ј¬іЙРОјюѕ§БЈіЯґзЅПґЦґу(јыНј10(a))Ј¬»бЅµµНЦЖјюµДБ¦С§РФДЬЎЈµ±±ЈС№К±јдОЄ15єН30 sК±Ј¬іЙРОјюѕ§БЈПёРЎѕщФИ(јыНј10(b)єННј7(e))Ј¬ЦЖјюµДБ¦С§РФДЬЅПєГЎЈ№эі¤µД±ЈС№К±јдУЦ»бµјЦВіЙРОјюѕ§БЈіЯґзФцґу(јыНј10(c))Ј¬µјЦВЦЖјюµДБ¦С§РФДЬПВЅµЎЈ

Нј10 І»Н¬±ЈС№К±јдПВј·С№ЦэФмјюµДОў№ЫЧйЦЇЎўЖЅѕщѕ§БЈЦ±ѕ¶ј°Б¦С§РФДЬ
Fig. 10 Microstructure, average grain size and mechanical properties of squeeze casting parts at different die temperatures
2.5 ј·С№ЦэФміЙРОјюЦЖјюµДФЄЛШ·ЦІјМШХч·ЦОц
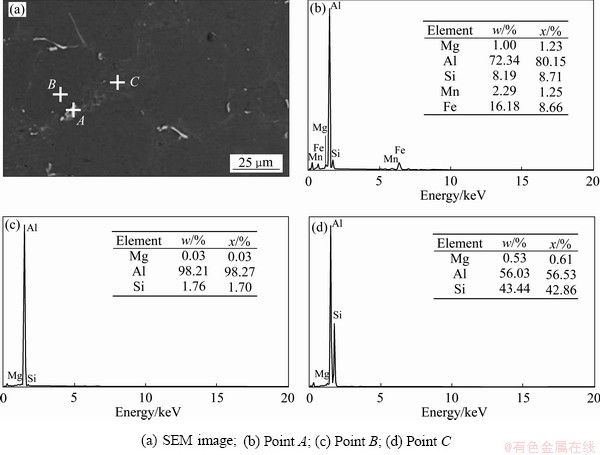
Нј11 ј·С№ЦэФміЙРОјю(±н2ЦРКµСйєЕ15Мхјю)µгЙЁГиДЬЖЧНј
Fig. 11 Point EDS of squeeze casting part formed under experimental number 15 conditions in Table 2
Нј11ЛщКѕОЄ±н2ЦР15єЕј·С№ЦэФміЙРОјюµДОў№ЫЧйЦЇµгЙЁГи·ЦОцДЬЖЧНјЎЈУЙНј11(b)їЙјыЈ¬ёГµгAlє¬Бї(ЦКБї·ЦКэ)ЧоёЯЈ¬ОЄ72.34%Ј¬ЖдґОКЗSiє¬БїєНFeє¬БїЈ¬·Ц±рґпµЅБЛ8.19%єН16.18%Ј¬¶шMgє¬БїОЄ1.00%ЎЈ¶Ф±И±н1ЦРA356ЦэФмВБєПЅрµДФЄЛШіЙ·ЦЈ¬Feє¬БїФ¶Ф¶і¬іцБЛХэіЈµДКэЦµЈ¬Mgє¬БїТІёЯУЪµгBєНµгCµДЎЈґЛНвЈ¬µгA»№є¬УРЙЩБїµДMnЈ¬ЖдУаБЅµгµДMnє¬БїОЄ0ЎЈ¶ш¶Ф±ИН¬ОЄѕ§ЅзЙПµДµгCУлµгAµДФЄЛШє¬БїїЙЦЄЈ¬ТАѕЙКЗAlє¬БїЧо¶аЈ¬ОЄ56.03%Ј»УлAµгІ»Н¬µДКЗЈ¬CµгµДSiє¬БїЅП¶аЈ¬ІўЗТµгCјёєхІ»є¬FeФЄЛШЈ¬Mgє¬БїДэ№МµНУЪµгAЎЈµгBКЗѕ§ДЪµДµгЈ¬ЖдЦРAlє¬БїЧо¶аЈ¬Хј±И98.21%Ј¬ЖдУаФЄЛШє¬Бїј«µНЈ¬ЛµГчѕ§ДЪјёєхЦ»УР¦Б(Al)ПаЈ¬ЖдУаПає¬Бїј«µНЎЈ
НЁ№э¶Ф±ИХвИэёцµгµДФЄЛШє¬БїЈ¬їЙТФµГіцЈєіэAlФЄЛШНвЈ¬ЖдЛыФЄЛШѕщФЪѕ§Ѕзґ¦·ўЙъБЛё»јЇЈ¬К№µГФЪѕ§ДЪµДФЄЛШє¬БїФ¶µНУЪєПЅрµДФЄЛШє¬БїЈ¬ІўЗТFeФЄЛШФЪѕ§ЅзЙПґуБїё»јЇЎЈФЪѕ§ДЪЈ¬јёєхЦ»є¬УРAlФЄЛШєНЙЩБїµДSiФЄЛШЈ¬ЛщТФѕ§БЈДЪµДПаУ¦ёГКЗSiФЄЛШИЬУЪAlФЄЛШЛщµГµЅµД¦Б(Al)ПаЈ¬ёГПаКЗA356ВБєПЅрµД»щМеЈ¬КЗУ°Пмї№АЗї¶ИµДЦчТЄТтЛШЈ»¶шѕ§Ѕзґ¦µДЦчТЄПаУ¦ёГКЗAlФЄЛШИЬУЪSiФЄЛШµГµЅµД№Іѕ§ПаЈ¬№Іѕ§ПаµДРОГІКЗУ°ПмЛЬРФµДЦчТЄТтЛШЎЈІўЗТѕ§Ѕзѕ§ДЪ»№ґжФЪMg2SiПаЈ¬ёГПаКЗВБ№иПµЦэФмВБєПЅрµДЗї»ЇПаЈ¬¶шѕ§Ѕзґ¦µДёЯИЫµгФУЦКОпЦРSiЎўFeµДД¦¶ы±ИЅУЅь1:1Ј¬ЛщТФїЙДЬКЗ¦В(Al9Si2Fe2)ЎўAlMnSiFeПа[43]ЎЈІъЙъЖ«ОцµДЦчТЄФТтКЗЈєФЪA356ЦэФмВБєПЅрФЪДэ№МК±Ј¬УЙУЪ¦Б(Al)µДИЫµгёЯЈ¬¦Б(Al)УЕПИДэ№МРОіЙѕ§БЈЈ¬¶ш№Іѕ§ПаЧоєуДэ№МЈ¬ЛщТФЦ»ДЬФЪѕ§БЈµДјдП¶(ѕ§Ѕз)ґ¦РОєЛі¤ґуЎЈMgФЄЛШЦчТЄУлSiФЄЛШРОіЙMg2SiПаЈ¬ёГПаКЗВБ№иПµєПЅрµДЦчТЄЗї»ЇПаЈ¬¶шFeФЪѕ§Ѕзґ¦ё»јЇРОіЙБЛёЯИЫµгµДФУЦКПаЎЈНј12ЛщКѕОЄј·С№ЦэФміЙРОµД9єЕјюµДГжЙЁГиДЬЖЧНјЎЈНј12ёьЦ±№ЫµШ·ґУіБЛіЙРОјюОў№ЫЧйЦЇµДФЄЛШ·ЦІјЗйїцЎЈНј12(b)ЛщКѕОЄAlФЄЛШµД·ЦІјФЖНјЈ¬їЙТФГчПФїґµЅAlФЄЛШКЗЛщУРФЄЛШЦР·ЦІјЧоОЄГЬјЇµДФЄЛШЈ¬µ«КЗѕ§Ѕзґ¦·ЦІјГчПФјхЙЩЎЈSiФЄЛШЦчТЄ·ЦІјФЪѕ§Ѕзґ¦Ј¬ѕ§ДЪSiє¬БїЅПЙЩЈ¬ИзНј12(c)ЛщКѕЎЈ¶шMgє¬БїІ»ИзAlЎўSiє¬Бї¶аЈ¬µ«Жд·ЦІј±ИЅПѕщФИЈ¬ФЪѕ§Ѕзґ¦µД·ЦІј»б±Иѕ§ДЪµД·ЦІјГЬјЇ(јыНј12(d))ЎЈ¶шFeєНTiФЄЛШµД·ЦІјЅПОЄПЎКиЈ¬ЦчТЄ·ЦІјФЪѕ§Ѕзґ¦(јыНј12(e)єН(f))ЎЈУЙГжЙЁГиµГіцµДЅбВЫУлНј11µДµгЙЁГиЅбВЫТ»ЦВЈ¬Alє¬БїЧо¶аЈ¬SiЎўMgЎўFeФЄЛШФЪѕ§Ѕзґ¦іцПЦІ»Н¬іМ¶ИµДё»јЇЎЈНј11єН12µДДЬЖЧ·ЦОцЅб№ы¶ј±нГчЈ¬УЙУЪС№Б¦µДУ°ПмЈ¬ј·С№ЦэФм№эіМЦРВБИЫМеЅбѕ§Дэ№МЛٶȼӴ󣬻бФміЙєПЅрФЄЛШФЪѕ§Ѕзґ¦µДЖ«ОцЈ¬Хв¶Фј·С№ЦэФміЙРОјюµДБ¦С§РФДЬ»бУРІ»АыУ°ПмЈ¬ЛщТФј·С№ЦэФміЙРОјюРиТЄєуРшИИґ¦АнЈ¬ЅµµНєПЅрФЄЛШЖ«ОцµДУ°ПмЈ¬ЅшТ»ІЅМбЙэєПЅрРФДЬЎЈ

Нј12 ј·С№ЦэФмјю(±н2ЦРКµСйєЕ9єЕМхјю)µДSEMПсєНФЄЛШГжЙЁГиНј
Fig. 12 SEM image and element mappings of squeeze casting formed component under experimental No. 9 conditions in Table 2
5 ЅбВЫ
1) іЙРО·Ѕ·Ё¶Ф№№јюОў№ЫЧйЦЇєНРФДЬУ°ПмЅПґуЎЈј·С№ЦэФмјюѕ§БЈПёРЎЦВГЬЈ¬·ЦІјѕщФИЈ¬№Іѕ§№иіЯґзЅПРЎЈ»¶шЦШБ¦ЦэФмјюѕ§БЈґЦ»ЇСПЦШЈ¬№Іѕ§№иіКПЦїйЧґЎўПБі¤µДЖ¬ЧґµИґуіЯґзРОГІЎЈФЪН¬Т»ёцј·С№ЦэФм№№јюДЪЈ¬ЦРРДЗшУтµДѕ§БЈ»бТЄ±ИЖдУаЗшУтµДѕ§БЈЙФґуЎЈј·С№ЦэФмјюµДї№АЗї¶ИЎўЙмі¤ВКєНЗь·юЗї¶И·Ц±рОЄ209.0 MPaЎў8.6%єН103.0 MPaЈ¬±ИПаН¬№¤ТХІОКэПВЦШБ¦ЦэФмјю¶ФУ¦µДБ¦С§РФДЬ·Ц±рёЯ41%Ўў562%єН0.5%ЎЈС№Б¦їЙТФУРР§ЅµµНБЩЅзРОєЛ°лѕ¶єНМбёЯ№эАд¶ИЈ¬ґУ¶шФцґуРОєЛВКЈ¬ТтґЛј·С№ЦэФмјюѕ§БЈТЄ±ИЦШБ¦ЦэјюµДѕ§БЈПёРЎЗТЦВГЬЎЈ
2) ЅЅЧўОВ¶ИЎўДЈѕЯОВ¶ИЎў±ЈС№К±јд¶ј»б¶Фѕ§БЈІъЙъУ°ПмЈ¬ЖЅѕщѕ§БЈіЯґзЛжЧЕХвИэёц±дБїµДФцјУіКПЦіцПИјхРЎєуФцґуµДЗчКЖЎЈФЪѕ§БЈіЯґзЅПРЎК±Ј¬ѕ§БЈ¶аОЄµИЦбѕ§Ј¬¶шѕ§БЈіЯґзґЦґуК±Ј¬ѕ§БЈ¶аОЄЗѕЮ±ѕ§ЎЈНЁ№э¶Ф±ИІ»Н¬№¤ТХІОКэ¶ФРФДЬµДУ°ПмЈ¬И·¶ЁБЛЧојС№¤ТХІОКэ·¶О§ОЄЅЅЧўОВ¶И700~720 ЎжЎўДЈѕЯОВ¶И200~250 ЎжЎў±ЈС№15~30 sЎЈёГ№¤ТХМхјюПВЧоєГµДЧЫєПБ¦С§РФДЬОЄї№АЗї¶И221 MPaЎўЗь·юЗї¶И121.5 MPaЎўЙмі¤ВК7.6%ЎЈ
3) ґУј·С№ЦэФміЙРОјюµДєПЅрФЄЛШ·ЦІјМШХчїЙЦЄЈєAlФЄЛШКЗЦчТЄФЄЛШЈ¬¶шSiЎўFeЎўMnЎўMgµИФЄЛШ¶јФЪѕ§Ѕзґ¦·ўЙъЖ«ОцЈ¬Mnє¬БїЅПЙЩЈ¬ЗТFeЎўMnФЄЛШФЪѕ§Ѕзґ¦РОіЙёЯИЫµгФУЦКПаЎЈУЙУЪС№Б¦µДУ°ПмЈ¬ј·С№ЦэФм№эіМЦРВБИЫМеЅбѕ§Дэ№МЛٶȼӴ󣬻бФміЙєПЅрФЄЛШµДѕ§ЅзЖ«ОцЈ¬Хв¶Фј·С№ЦэФміЙРОјюµДБ¦С§РФДЬ»бУРІ»АыУ°ПмЎЈ
REFERENCES
[1] ВЮКШѕё, іВ±ю№в, ЖлШ§жш. ТєМ¬ДЈ¶НУлј·С№ЦэФмјјКх[M]. ±±ѕ©: »ЇС§№¤Тµіц°жЙз, 2007: 301-343.
LUO Shou-jing, CHEN Bing-guang, QI Pi-xiang. Liquid die forging and squeeze casting[M]. Beijing: Chemical Industry Press, 2007: 301-343.
[2] РПКйГч. ј·С№ЦэФмєПЅрІДБПј°Ж乤ТХРФДЬ[J]. ЦэФм, 2015, 64(7): 628-631.
XING Shu-ming. Alloy for squeeze casting and their processing properties[J]. Foundry, 2015, 64(7): 628-631.
[3] BABAEE M H, MALEKI A, NIROUMAND B. A novel method to improve interfacial bonding of compound squeeze cast Al/Al-Cu macrocomposite bimetals: Simulation and experimental studies[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(6): 1184-1199.
[4] ВЮјМПа. ОТ№ъј·С№ЦэФмјјКхСРѕїПЦЧґј°Х№Ны[J]. ґуБ¬Ѕ»НЁґуѧѧ±Ё, 2016, 37(5): 30-35.
LUO Ji-xiang. Research status and prospect of squeeze casting technology in china[J]. Journal of Dalian Jiaotong University, 2016, 37(5): 30-35.
[5] ЅЄ І©, јЄФуЙэ, єъГЇБј, µИ. №МИЬК±јд¶ФADC12ВБєПЅрј·С№ЦэФмЧйЦЇј°Б¦С§РФДЬµДУ°Пм[J]. ЦР№ъУРЙ«ЅрКфС§±Ё, 2019, 29(2): 223-231.
JIANG Bo, JI Ze-sheng, HU Mao-liang, et al. Effect of solution time on microstructure and mechanical properties of ADC12 aluminum alloy by squeeze casting[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(2): 223-231.
[6] РмЅшїµ, іВ ёХ, ХЕХсСЗ, µИ. ј·С№ЦэФм¶ФЦШИЫФО»¦Б-Al2O3p/ZL109ёґєПІДБПЧйЦЇУлРФДЬµДУ°Пм[J]. ЦР№ъУРЙ«ЅрКфС§±Ё, 2019, 29(3): 474-483.
XU Jin-kang, CHEN Gang, ZHANG Zhen-ya, et al. Effects of squeeze casting on microstructure and properties of remelted in-situ ¦Б-Al2O3p/ZL109 composites[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(3): 474-483.
[7] GHOMASHCHI M R, VIKHROV A. Squeeze casting: an overview[J]. Journal of Materials Processing Technology, 2000, 101(1): 1-9.
[8] SOSENUSHKIN E N, FRANTSUZOVA L S, KOZLOVA E M. Effect of pressure and temperature factors on the solidification of cast iron and its structure in liquid forging[J]. Metal Science and Heat Treatment, 2015, 57(5/6): 309-316.
[9] RAJAGOPAL S. Squeeze casting: A review and update[J]. Journal of Applied Metalworking, 1981, 1(4): 3-14.
[10] LYNCH R F. Squeeze casting apparatus and method: US, 4049040[P]. 1977-09-20.
[11] GALLERNEAULT M, DURRANT G, CANTOR B. The squeeze casting of hypoeutectic binary Al-Cu[J]. Metallurgical and Materials Transactions A, 1996, 27(12): 4121-4132.
[12] BRITNELL D J, NEAILEY K. Macrosegregation in thin walled castings produced via the direct squeeze casting process[J]. Journal of Materials Processing Technology, 2003, 138(1/3): 306-310.
[13] KIMURA R, YOSHIDA M, SASAKI G, et al. Influence of abnormal structure on the reliability of squeeze castings[J]. Journal of Materials Processing Technology, 2002, 130(2): 299-303.
[14] UENO T, UCHIDA M. Vertical die casting machines: US, 4088178[P]. 1978-05-09.
[15] HONG C P, LEE S M, SHEN H F. Prevention of macrodefects in squeeze casting of an Al-7 wt pct Si alloy[J]. Metallurgical and Materials Transactions B, 2000, 31(2): 297-305.
[16] JIN C K, KANG C G. A comparative study on the formability of aluminum bipolar plate with channels using indirect squeeze casting and stamping[J]. International Journal of Precision Engineering and Manufacturing, 2015, 16(7): 1233-1238.
[17] ROSSO M, PETER I, BIVOL C, et al. Development of industrial components by advanced squeeze casting[J]. International Journal of Material Forming, 2010, 3(1): 787-790.
[18] РПКйГч, ¶ зщ, Зс І©, µИ. ј·С№ЦэФмёЦМъј°ЖдёґєПІДБПБгјюЅшХ№УлХ№Ны[J]. МШЦЦЦэФмј°УРЙ«єПЅр, 2017, 37(1): 38-42.
XING Shu-ming, DONG Qi, QIU Bo, et al. Progress and prospect in squeezing casting iron-steel and its compound materials parts[J]. Special Casting and Nonferrous Alloys, 2017, 37(1): 38-42.
[19] WANG Y F, ZHAO S D, ZHANG C Y. Microstructures and mechanical properties of semi-solid squeeze casting ZL104 connecting rod[J]. Transactions of Nonferrous Metals Society of China, 2018, 28(2): 235-243.
[20] іВ ФЖ, Нф Ис, µЛ Й, µИ. ј·С№ЦэФмA356.2ВБєПЅр·ў¶Ї»ъРьЦГЦ§јЬµДЧйЦЇУлРФДЬ[J]. МШЦЦЦэФмј°УРЙ«єПЅр, 2020, 40(2): 175-178.
CHEN Yun, WANG Rui, DENG Seng, et al. Forming process and mechanical properties of squeeze casting A356.2 aluminum alloy engine mounting bracket[J]. Special Casting and Nonferrous Alloys, 2020, 40(2): 175-178.
[21] JIANG J, WANG Y, CHEN G, et al. Comparison of mechanical properties and microstructure of AZ91D alloy motorcycle wheels formed by die casting and double control forming[J]. Materials and Design, 2012, 40: 541-549.
[22] ВнґєЅ, іВѕБРВ, ёрЛШѕІ, µИ. ј·С№ЦэФмЦШФШЖыіµУГВБєПЅріµВЦµДЧйЦЇј°РФДЬ[J]. МШЦЦЦэФмј°УРЙ«єПЅр. 2014, 34(10): 1063-1065.
MA Chun-jiang, CHEN Jiu-xin, GE Su-jing, et al. Microstructure and mechanical properties of squeezing casting aluminum alloy wheel[J]. Special Casting Nonferrous Alloys, 2014, 34(10): 1063-1065.
[23] ЅЄ ·е, єО ІЁ, БхОДзч. ВБНєПЅрЖыіµВЦм±µДТєМ¬ДЈ¶НіЙРОУлЧйЦЇРФДЬСРѕї[J]. ЦэФмјјКх, 2018, 39(12): 2798-2801.
JIANG Feng, HE Bo, LIU Wen-qi. Microstructure and properties of aluminum copper alloy for automotive wheel hub by liquid die forging forming[J]. Foundry Technology, 2018, 39(12): 2798-2801.
[24] МЖИ«ІЁ, ЅЄѕЮёЈ, Нх У. БЅЦЦ№¤ТХіЙРОµДADC12ВБєПЅрБ¬ёЛµДБ¦С§РФДЬ¶Ф±И[J]. ИИјУ№¤№¤ТХ, 2010, 39(19): 107-110.
TANG Quan-bo, JIANG Ju-fu, WANG Ying. Comparison of mechanical properties of connecting rod of ADC12 aluminum alloy formed by two processes[J]. Hot Working Technology, 2010, 39(19): 107-110.
[25] WANG Yong-fei, ZHAO Sheng-dun, ZHANG Chen-yang. Microstructures and mechanical properties of semi-solid squeeze casting ZL104 connecting rod[J]. Transactions of Nonferrous Metals Society of China, 2018, 28(2): 235-243.
[26] єъГЇБј, ХФ ГЬ, јЄФуЙэ, µИ. ј·С№ЦэФ칤ТХ¶ФЖыіµїХµчЖчТЎЕМЧйЦЇєНРФДЬµДУ°Пм[J]. ЦР№ъУРЙ«ЅрКфС§±Ё, 2006, 16(3): 400-405.
HU Mao-liang, ZHAO Mi, JI Ze-sheng, et al. Effect of squeezing casting technology on structures and properties of air-conditioner swaying tray of automobile[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 400-405.
[27] ИОїЎіЙ, євАюЗн, НхФуЦТ, µИ. ј·С№ЦэФмВБєПЅрЧЄПтЅЪїЄ·ў[J]. МШЦЦЦэФмј°УРЙ«єПЅр, 2017, 37(7): 735-738.
REN Jun-cheng, HENG Li-qiong, WANG Ze-zhong, et al. Development of squeeze casting aluminium alloy automobile steering knuckle [J]. Special Casting and Nonferrous Alloys, 2017, 37(7): 735-738.
[28] Лп зе, РнЙЖРВ, МА ЅЬ, µИ. ЖыіµВБєПЅрё±іµјЬј·С№ЦэФ칤ТХЙијЖєНІъЖ·їЄ·ў[J]. ЦэФм, 2015, 64(1): 17-21.
SUN Jue, XU Shan-xin, TANG Jie, et al. Development of squeeze casting aluminium alloy automobile steering knuckle[J]. Foundry, 2015, 64(1): 17-21.
[29] Со За, ЅЄТш·Ѕ, ґчСЗґє, µИ. ј·С№ЦэФмВБєПЅрё±іµјЬµДПФОўЧйЦЇУлБ¦С§РФДЬ[J]. МШЦЦЦэФмј°УРЙ«єПЅр, 2016, 36(4): 376-378.
YANG Qing, JIANG Yin-fang, DAI Ya-chun, et al. Microstructure and mechanical properties of aluminum alloy sub-frame by squeeze casting process[J]. Special Casting and Nonferrous Alloys, 2016, 36(4): 376-378.
[30] АоУо·Й, УаХсБъ, КЇ ·Й, µИ. ј·С№ЦэФ칤ТХ¶ФЖыіµїШЦЖ±ЫЦэјюЧйЦЇј°РФДЬµДУ°Пм[J]. МШЦЦЦэФмј°УРЙ«єПЅр, 2018, 38(8): 864-866.
LI Yu-fei, YU Zhen-long, SHI Fei, et al. Effects of squeeze casting process on microstructure and properties of automobile control arm[J]. Special Casting and Nonferrous Alloys, 2018, 38(8): 864-866.
[31] WANG S, JI Z, SUGIYAMA S, HU M. Segregation behavior of ADC12 alloy differential support formed by near-liquidus squeeze casting[J]. Materials and Design, 2015, 65: 591-599.
[32] Нхі¤Лі, АоєкО°, іВАы»Є, µИ. МШЦЦіµБѕРВРНёЯЗїИНВБєПЅрёєЦШВЦТєМ¬ДЈ¶Н№¤ТХіЙРНСРѕї[J]. РВјјКхРВ№¤ТХ, 2013, 7: 88-90.
WANG Chang-shun, LI Hong-wei, CHEN Li-hua, et al. Research on liquid-state forging of new and high strength-toughness alumimium alloy[J]. New Technology and New Process, 2013, 7: 88-90.
[33] ХЕХјБм, ХЕСЮЗЩ, СЦ·еФЖ, µИ. ГѕєПЅрД¦НРіµВЦм±ј·С№ЦэФмЙъІъСРѕї[J]. ИИјУ№¤№¤ТХ, 2007, 36(13): 92-94.
ZHANG Zhan-ling, ZHANG Yan-qin, YAN Feng-yun, et al. Squeezing casting technology of Mg Alloys wheels in autocycle[J]. Hot Working Technology, 2007, 36(13): 92-94.
[34] єйЙчХВ, ФшХсЕф. ЧФРРіµВБєПЅрЗъ±ъТєМ¬ДЈ¶Н№¤ТХ[J]. ДЈѕЯ№¤Тµ, 2000, 10: 42-44.
HONG Shen-zhang, ZENG Zhen-peng. Liquid die forging technology of aluminum alloy crank of bicycle[J]. Die and Mould Industry, 2000, 10: 42-44.
[35] єйЙчХВ. №ЬЧУЗЇЗЇ±ъВБєПЅрТєМ¬ј·С№№¤ТХј°ДЈѕЯЙијЖ[J]. ѕ«ГЬіЙРО№¤іМ, 2013, 5(4): 40-42.
HONG Shen-zhang. Liquid extrusion technology and die design of aluminum alloy for the pipe wrench grip[J]. Journal of Netshape Forming Engineering, 2013, 5(4): 40-42.
[36] BATYSHEV K A. Casting of aluminum alloys with pressure crystallization. Part 1[J]. Metal Science and Heat Treatment, 2012, 53(9/10): 463-471.
[37] ВЮКШѕё, єОЙЬФЄ, Нх¶ыµВ, µИ. ёЦЦКТєМ¬ДЈ¶Н[M]Ј®№ю¶ы±х: №ю¶ы±х№¤ТµґуС§іц°жЙз, 1990: 21-22.
LUO Shou-jing, HE Shao-yuan, WANG Er-de, et al. Liquid die forging of steel[M]. Harbin: Harbin Institute of Technology Press, 1990: 21-22.
[38] ХЕ »б. №¤ТХІОКэ¶ФAl-7Si-3CuєПЅрТєМ¬ДЈ¶НЧйЦЇј°РФДЬСРѕї[J]. ИИјУ№¤№¤ТХ, 2013, 42(3): 23-24.
ZHANG Hui. Influence of process parameters on microstructure and properties of liquid die forging Al-7Si-3Cu alloy[J]. Hot Working Technology, 2013, 42(3): 23-27.
[39] єоОДМО, НфЅЁГф, іМїЖЙэ, µИ. A357ВБєПЅр±дЛЩПдМеТєМ¬ДЈ¶Н№¤ТХСРѕїј°УЕ»Ї[J].ЦэФмјјКх, 2015, 36(12): 2930-2933.
HOU Wen-tao, WANG Jian-min, CHENG Ke-sheng, et al. Study and optimization on liquid forging technique for A357 aluminum alloy gearbox[J]. Foundry Technology, 2015, 36(12): 2930-2933.
[40] НхјТРы, ЅЄАцєм, ЦоёрФѕ, µИ. №¤ТХІОКэ¶ФТєМ¬ДЈ¶Н6082єПЅрЧйЦЇј°Б¦С§РФДЬµДУ°Пм[J]. ¶НС№јјКх, 2010, 35(3): 76-79.
WANG Jia-xuan, JIANG Li-hong, ZHU Ge-yue, et al. Effect of technological parameters on microstructure and mechanical properties of liquid forged 6082 alloy[J]. Forging and Stamping Technology, 2010, 35(3): 76-79.
[41] Ао і¬, СоПжЅЬ, №щєйГс, µИ. №¤ТХІОКэ¶ФИИЖЅєв·ЁЦЖ±ё°л№ММ¬A356ВБєПЅрЧйЦЇµДУ°Пм[J]. МШЦЦЦэФмј°УРЙ«єПЅр, 2019, 39(11): 1205-1208.
LI Chao, YANG Xiang-jie, GUO Hong-min, et al. Effect process parameters on microstructure of semi-solid A356 aluminum alloy prepared by thermal equilibrium method[J]. Special Casting and Nonferrous Alloys, 2019, 39(11): 1205-1208.
[42] МЖИ«ІЁ, ЅЄѕЮёЈ, Нх У. №¤ТХІОКэ¶ФADC12ВБєПЅрБ¬ёЛ¶ЛёЗј·С№ЦэФм№эіМµДУ°Пм[J]. МШЦЦЦэФмј°УРЙ«єПЅр, 2010, 30(8): 734-736.
TANG Quan-bo, JIANG Ju-fu, WANG Ying. Effects of processing parameters on squeezing casting ADC12 aluminum alloy connecting rod's cap[J]. Special Casting and Nonferrous Alloys, 2010, 30(8): 734-736.
[43] є«СУ·е, БхПа·Ё, ±ЯРг·ї. С№ЦэМхјю¶ФAl-SiєПЅрЧйЦЇЦРFeПаРОМ¬µДУ°Пм[J]. ЗбєПЅрјУ№¤јјКх, 2001, 29(1): 5-8.
HAN Yan-feng, LIU Xiang-fa, BIAN Xiu-fang. Influence of die casting condition on the morphologies of iron compounds in Al-Si alloy[J]. Light Alloy Fabrication Technology, 2001, 29(1): 5-8.
JIANG Ju-fu1, WANG Ying2, XIAO Guan-fei1, DENG Teng2, LIU Ying-ze1, ZHANG Ying1
(1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. School of Mechatronics Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: AlSi7Mg aluminum alloy components were formed by gravity casting and squeeze casting. Influences of process parameters on microstructure and mechanical properties of formed parts were investigated by tensile test, optical microscopy and scanning electron microscopy. The results show that the yield strength, ultimate tensile strength and elongation of parts formed by squeeze casting increase by 41%, 562% and 0.5%, respectively, comparing with those of parts formed by gravity casting. The average grain size of parts formed by squeeze casting decreases and then increases with increases of pouring temperature, die temperature and dwell time. The optimal process parameters obtained in this research involve the pouring temperature range from 700 Ўж to 720 Ўж, die temperature range from 200 Ўж to 250 Ўж and dwell times from 15 s to 30 s. The optimal mechanical properties such as yield strength of 121.5 MPa, ultimate tensile strength of 221 MPa and elongation of 7.6% are achieved under the optimal conditions. The alloy elements such as Si, Fe, Mn and Mg segregate on the grain boundary, which is detrimental to the mechanical properties of parts formed by squeeze casting.
Key words: AlSi7Mg aluminum alloy; squeeze casting; microstructure; mechanical properties
Foundation item: Project(2019YFB2006500) supported by the National Key Research and Development Program of China; Project(51875124) supported by the National Natural Science Foundation of China
Received date: 2020-04-08; Accepted date: 2020-06-25
Corresponding author: JIANG Ju-fu; Tel: +86-18746013176; E-mail: jiangjufu@hit.edu.cn
(±ај єОС§·ж)
»щЅрПоДїЈє№ъјТЦШµгСР·ўјЖ»®ЧКЦъПоДї(2019YFB2006500)Ј»№ъјТЧФИ»їЖС§»щЅрЧКЦъПоДї(51875124)
КХёеИХЖЪЈє2020-04-08Ј»РЮ¶©ИХЖЪЈє2020-06-25
НЁРЕЧчХЯЈєЅЄѕЮёЈЈ¬ЅМКЪЈ¬І©КїЈ»µз»°Јє18746013176Ј»E-mailЈєjiangjufu@hit.edu.cn

