���±�ţ�1004-0609(2013)05-1331-07
ECAP�������˻��Cu-Mg�Ͻ���֯�����ܵ�Ӱ��
��г�1��������1, 2��������1, 2���� ��1, 2����ѧ��3���½���1
(1. �Ӻ���ѧ ��ѧ�����ѧԺ���Ͼ� 210098��
2. �����кӺ��Ƽ��о�Ժ����˾������ 213164��
3. �������������ּ��� ��Զ�²�������˾������ 214521)
ժ Ҫ�����õ�ͨ��ת�Ǽ�ѹ(ECAP)�ͺ����ȴ����Ը����Ӵ�������ͭþ�Ͻ��������֯�����Ի���������ۺ����ܡ����������Cu-0.2%Mg(��������)��Cu-0.4%Mg�Ͻ���200 ���¾������ECAP�ӹ����侧����֯����ϸ������Ӳ�ȺͿ���ǿ��������ԣ�ͬʱ�Ա��������õĵ����ʺ��쳤�ʡ�ECAP�ӹ���Cu-Mg�Ͻ�ͬ�¶��˻������ѧ�����н����Ե��½����������ʺ��쳤��������ߡ���Cu-0.2%Mg�Ͻ���ȣ�Cu-0.4%Mg�Ͻ���и��õĿ���������������
�ؼ��ʣ�Cu-Mg�Ͻ𣻸�����·��ECAP���˻���ѧ���ܣ���������
��ͼ����ţ�TG379 �� �� ���ױ�־�룺A
Microstructure and properties of Cu-Mg alloys processed by ECAP and subsequent annealing
ZHU Cheng-cheng1, MA Ai-bin1, 2, JIANG Jing-hua1, 2, SONG Dan1, 2, LI Xue-bin3, CHEN Jian-qing2
(1. College of Mechanics and Materials, Hohai University, Nanjing 210098, China;
2. Hohai Technology Research Institute Co., Ltd, Changzhou 213164, China;
3. China Railway Construction Electrification Bureau Group Kang Yuan New Materials Co., Ltd, Jiangyin 214521, China)
Abstract: The microstructures of Cu-Mg alloys used for high-speed railway contact wire were changed and controlled to obtain excellent overall performance via equal channel angular pressing (ECAP) and subsequent annealing. The results show that multi-pass ECAP at 200 �� makes the grain size of Cu-0.2%Mg (mass fraction) and Cu-0.4%Mg alloys obviously refine, which significantly improves their micro-hardness and tensile strength while maintain their good electrical conductivity and elongation. After annealing at different temperatures, the mechanical properties of the ECAP Cu-Mg alloys are obviously declined but their electrical conductivity and elongation are increased. The Cu-0.4%Mg alloy has better resistance of high temperature softening than the Cu-0.2%Mg alloy.
Key words: Cu-Mg alloy; high-speed rail; ECAP; annealing; mechanical property; conductivity
��ǿ�ߵ�ͭ�Ͻ�ɹ㷺Ӧ���ڴ��ģ���ɵ�·���߿�ܡ��������̿��ش��š��������ᾧ���ڳġ�������ų����塢�����첽ǣ���綯��ת�Ӻ͵�������·�Ӵ����ߵ�[1]�����ܵ�ǰ�Ͻ��������Լӹ��������ͭ�Ͻ�ǿ�ȵ���Ҫ�ֶΣ�������Щǿ���������ھ����������������ȱ��(���ȱ�ݡ�λ�����ڶ����)�������䵼�������½�[2]����Cu-Crϵ�Ͻ���ӹ�����нϸߵĿ���ǿ�ȣ��������ʺܵͣ�ֻ�о����ϸ��¶ȵ��˻����ܻ�����õĵ������ܣ��ʴ˼ӹ�����ʮ�ַ���[3-4]��������ѧ��������������ļӹ��ֶ��Լ��ͭ�Ͻ��ǿ�ȡ��ߵ�������������Ҫ����[5-6]������Щ��������ҵ���������кܳ��ľ��롣Ŀǰ���ҹ����г��ҽ���Conform���پ���ӹ��ķ�������˸�ǿ�ȵ�Cu-0.4%Mg(��������)�Ͻ��俹��ǿ�ȴﵽ��522 MPa�����ǵ�����ֻ��68.6%IACS(�����˻�ͭ���涨��17.241 n����m������Ϊ100%IACS)[7]�����ܸúϽ��ѳɹ�Ӧ�����ҹ�������·�Ӵ��ߣ���Ҫ���������һ�����ٵ�Ҫ�����������ۺ����ܡ��ɼ�����μ��ͭ�Ͻ�ĸ�ǿ�Ⱥߵ������ǵ�ǰһ����о���ֵ�Ŀ��⡣
��ͨ��ת�Ǽ�ѹ(ECAP)�ӹ��������о���Ա��Ϊ������ϣ����ø�ǿ�����ͺ������������ܽ���������ϵ��ֶ�֮һ�����������ܲ���ѧ�������[8]�������о���������ҵ��ͭ���Ͼ��ߵ���ECAP�ӹ������˳�ϸ����֯�����Ҿ��и߱����Ĵ�ǶȾ��硢�͵ľ���Ӧ���͵͵�λ���ܶȵ�������[9]���ʶ�ʹͭ�������ǿ�ȵ�ͬʱ���ܱ������õ����ԡ�����ECAP�ӹ��������ȴ�����Ϲ���������������ǿ�ߵ�ͭ�Ͻ�Ŀǰ������ر��������������ں�����ҵ���л�������Conform̬Cu-Mgϵ�Ͻ�Ϊ�о�������200 ���½���ECAP�ӹ�ϸ������֯��������в�ͬ�¶ȵ��˻����������ִ������ֶ��о�ECAP�ӹ��������˻����������֯����ѧ���ܺ͵������ܵ�Ӱ�죬ּ��Ϊ�������в�Ʒ����������ҵ�������ṩ�������ݺͼ���֧�֡�
1 ʵ��
ʵ��ԭ���������������������ּ��ſ�Զ�²�������˾�ṩ��Conform̬Cu-0.2%Mg(���¼��Ϊ0.2Mg)��Cu-0.4%Mg(���¼��Ϊ0.4Mg)�Ͻ�������������и�Ͻ�����ӹ���19.5 mm��19.5 mm��40 mm�Ŀ�״��Ʒ, �������Ƶ�ECAPģ��(��=90�㣬��=0�㣬��ͼ1��ʾ)���ж���μ�ѹ�ӹ���ѡ��ʯī��Ϳ���������棬�Լ�С�����ڼ�ѹ��������ģ��֮���Ħ����������Ʒ��ģ��һ����ȵ�200 �沢����10 min��Ȼ��ʼ��ѹ�����1���μ�ѹ֮���Կ鵹�ã���������������ת180�㣬Ȼ�������һ���μӹ���������ECAP������������ʽ����¯�зֱ�200��300 ���˻𣬱���ʱ���Ϊ2 h������300 ��Ϊ�ⶨ��������·�Ӵ����������Ե������¶ȵ㡣
����Olympus BX51M��ѧ������JEN-2000EX����������۲�ECAP������������֯��ò�����۲�����뼷ѹ����ƽ�С���HXD-1000TCάʽӲ�ȼƲ�������Ӳ�ȣ���������Ϊ100 g������ʱ��Ϊ15 s����RGM-4050�͵��������Dz���Ӧ����Ӧ�����ߣ����������ĺ����Ϊ3 mm��3 mm�����Ϊ15 mm����HITACHI S-3400Nɨ����������۲����������ĶϿ���ò����QJ36S���Ķ�ʽֱ���͵�������Dz��������ĵ����ʡ�

ͼ1 ECAPʾ��ͼ[10]
Fig. 1 Schematic diagram of ECAP[10]
2 ���������
2.1 ECAP�������˻��Cu-Mg����֯��Ӱ��
ͼ2��ʾΪ0.2Mg��0.4Mg�Ͻ���ECAP�ӹ�ǰ��Ľ�����֯����ͼ2���Կ�����������4����ECAP�ӹ�������ĵ���״������ǿ�ҵļ����������±�ϸ���������γɴ�״��֯����16����ECAP�ӹ������ù�ѧ������������طֱ澧������ò������ֻ�ܹ۲쵽ϸ�ܵ����Ա������ơ�
ͼ3��ʾΪ0.2Mg�Ͻ�16����ECAP�ӹ����TEM��ͼ3(a)�Լ����ϽǾ��ȷֲ��Ļ�״�������仨��ͼ���Կ�������16���μӹ�����ϸ����500 nm���£�ͬʱ���и߱����Ĵ�ǶȾ��硣ͼ3(b)Ϊ����Ŵ�ͼ�����п��Կ��������ڲ���λ���ܶȽϵ͡�����Ҫ����������ԭ����ɵģ�1) ������ϸ����������ʱ���������ڲ�λ����������ɢ�������ϣ������������գ����γ�����λ����������һ���������͵Ĺ��̣�2) ������ECAP�ӹ��Ĺ����У������ᷢ����̬�ظ��ٽᾧ����Ϊ�����¾����ڵIJ���λ��������[9-11]����ͼ3(c)���Կ����������ڲ����Ͼ����γɣ����Ǿ��紦�����IJ���ȫλ���������õĽ������Ϊ��ECAP�ӹ��Ĺ����У������ܵ��ܸߵ����Ӧ�����������ҵļ���Ӧ�䣬�����ھ��紦���ϵ���λ�����������ھ�����Ͼ��紦����λ����Ӧ�������Ͼ��������γ���һϵ����ƽ�е��Ͼ�[12]��
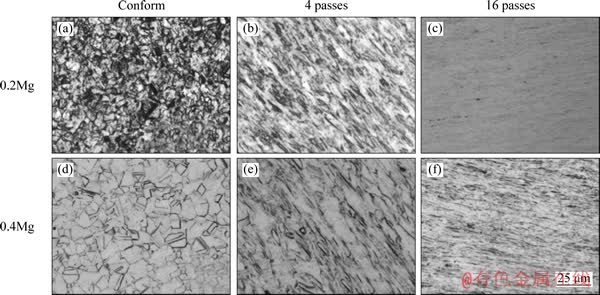
ͼ2 ͭþ�Ͻ���ECAP�ӹ�ǰ��Ľ�����֯
Fig. 2 OM micrographs of Cu-Mg alloy before and after ECAP processing

ͼ3 0.2Mg�Ͻ�16����ECAP�ӹ����TEM��
Fig. 3 TEM images of 0.2Mg alloy processed by 16 passes of ECAP processing

ͼ4 ECAP�������˻��Ľ�����֯
Fig. 4 OM micrographs of ECAP samples after annealing
ͼ4��ʾΪ0.2Mg��0.4Mg�Ͻ�16����ECAP�ӹ�����200��300 ���˻�Ľ�����֯����ͼ4(a)��(c)�ɼ���������200 ���˻������֯û�з������Եı仯����Ϊ��200 ����˻��¶��£�����֯�ı仯�Դ��ظ��Σ���������ǶȾ����Ǩ�ƣ����Ծ�������״�ʹ�С�����̬��ͬ���Ա��ִ�״��֯����ͼ4(b)��(d)���Կ�����������300 ���˻������֯���˽����Եı仯�������ɴ�״��֯��ʼ�����״�ݱ䡣˵����300 ����˻��¶��£�����֯�������ٽᾧ����Ϊ�����������˻�ʱ��϶̣���ֹ�˾����ļ�������
2.2 ECAP�ӹ��Լ������˻��Cu-Mg�Ͻ���ѧ���ܵ�Ӱ��
2.2.1 ��Ӳ��
ͼ5��ʾΪCu-Mg�Ͻ�ECAP�ӹ��Լ������˻�����Ӳ����ӹ����εı仯���ߡ���ͼ5�п��Եõ����¼������ɣ�1) ��Conform̬0.2Mg�Ͻ���ȣ�Conform̬0.4Mg�Ͻ����Ӳ�Ƚϵ͡�����Ҫ�������ľ����ߴ��йأ���ͼ2���Կ�����Conform̬0.4Mg�Ͻ�ľ������ִ�һЩ������Ӳ��Ҳ�ϵ͡�2) ��ͬMg������Cu-Mg�Ͻ����Ӳ�����ż�ѹ���ε����Ӷ����ӣ�������ǰ�������Σ���Ӳ�ȵ����ӷ��Ƚϴ�������Ϊ���͵��ε�ECAP�ӹ�ʱ�������ھ��Ҽ������������²���������λ���������������������Եļӹ�Ӳ�����������ߵ��ε�ECAP�ӹ�ʱ��������ϸ����λ�������ھ��紦�����գ�ʹ�����ڲ���λ���ܶ����ڱ��ͣ���ʱӲ�ȵ�������Ҫ�Ǿ���ϸ���Ľ��[13-14]��3) ECAP�������˻����Ӳ���в�ͬ�̶ȵĽ��ͣ����������˻��¶ȵ����ߣ��½��ķ�������������Ϊ��200 ����˻��¶��£������ڲ��ᷢ����ȱ���Լ�λ�����˶������·ֲ���������λ�������𣻶���300 ���˻�ʱ�������������ٽᾧ����Ϊ�������ڵ�ȱ���ܶ����Խ��ͣ�����Ӳ���½��ϴ�4) ��0.2Mg�Ͻ���ȣ�0.4Mg�Ͻ��ECAP�������˻������Ӳ���½��ķ��Ƚ�С����������Mg���������ӣ��谭���˻������λ���Ļ��ƺ;����Ǩ�ƣ�����˺Ͻ�Ļظ��ٽᾧ�¶ȵ㣬�Ӷ������˻ظ����ٽᾧ������[15]��

ͼ5 ECAP�ӹ������Լ������˻�ԺϽ���Ӳ�ȵ�Ӱ��
Fig. 5 Effect of passes of ECAP and annealing after ECAP on microhardness
2.2.2 Ӧ����Ӧ���������
ͼ6��7��ʾΪCu-Mg�Ͻ�ECAP�ӹ��Լ������˻���Ӧ����Ӧ�����ߡ���ͼ6��֪��1) ��Conform̬0.2Mg�Ͻ�������ȣ�Conform̬0.4Mg�Ͻ��������и��ߵĿ���ǿ�ȣ����쳤�ʽ�֮�½���������Ϊþ����������ʹ����ԭ����λ��������Ľ���������ǿ�������λ�����Ƶ�������ʹ�ӹ�Ӳ�����������Ӷ�����ߺϽ�ǿ�ȵ�ͬʱ�����˺Ͻ�����ԡ�2) 0.2Mg��0.4Mg�Ͻ�4����ECAP�ӹ���������ǿ�ȺͿ���ǿ�ȶ�������ߣ����쳤���нϴ�̶ȵĽ��͡�������Ϊ�������͵��ε�ECAP�ӹ������ļӹ�Ӳ����������ߺϽ�ǿ�ȵ�ͬʱ���˺Ͻ�����Ա��ε�������3) 0.2Mg��0.4Mg�Ͻ�16����ECAP�ӹ����������ǿ�ȺͶ����쳤�ʷֱ�ﵽ��566.3 MPa��12.8%��589.1 MPa��14.3%���ɼ�����4����ECAP������ȣ���16����ECAP�ӹ�����������и��ߵĿ���ǿ�ȣ����쳤��ȴ�����������ڸߵ��ε�ECAP�ӹ�ʹ��������ϸС�������ڵ�λ���ܶȽ��ͣ����ºϽ�ı��λ����������λ�������绬��ת�䣬�Ӷ�ʹ�Ͻ������ǿ�ȵ�ͬʱ�Ծ��нϺõ����Ա�������[16]��ͬʱ�����ߵ���ECAP�ӹ������Ͼ�������Ҳ��������ߺϽ�Ŀ���ǿ�Ⱥ����ԣ�������ECAP�ӹ��Ĺ����У�þ����������ʹ���������ڲ����α�Ӧ��������Ҳ�����ڱ����Ͼ�������[15]��

ͼ6 Cu-Mg�Ͻ�ECAP�ӹ����Ӧ����Ӧ������
Fig. 6 Stress��strain curves of Cu-Mg alloy subjected to ECAP process
��ͼ7���Կ�����16����ECAP̬0.2Mg��0.4Mg�Ͻ�200��300 ���˻���俹��ǿ�������˻��¶ȵ����߶����ͣ����쳤�������¶ȵ����߶���ߡ���ECAP̬0.2Mg�Ͻ���ȣ�ECAP̬0.4Mg�Ͻ��˻��Ŀ���ǿ��ֵ�½����Ƚ�С�����и��õĿ�������������һ�����ECAP�������˻�����Ӳ�ȵı仯����һ�¡�
2.2.3 �Ͽ���ò����
ͼ8��ʾΪ0.2Mg�Ͻ�ECAPǰ���Լ��˻�������Ͽ���ò����ͼ8���Կ��������Ե�Բ�����Ѻ����������ѣ������ж������������Զ��ѡ���ͼ8(a)���Կ�����Conform̬���������ĶϿ���ò�У������ѵijߴ��С���ȣ��ʵ���״�������нϴ����ȣ�˵��Conform̬���������Ժܺá���ͼ8(b)���Կ�������4����ECAP�ӹ��������Ͽ��е����ѳߴ����Լ�С�����ȶȺ������������������Ҫ�Ǿ���ϸ���Ľ������ͼ8(c)���Կ����������Ͽ���ò��Ҫ����������״������Ϊ����������Ϊ��16����ECAP�ӹ����侧����ϸ����500 nm���£��������ܵ���ӵ�����ʱ���侧������������������γ�45 ��ļ����棬�Ӷ��γɾ��绬�ƣ�����Conform̬������ECAP����μӹ����Ծ��нϺõ����Ա�������[17]����ͼ8(d)�ɿ�����16���ε�ECAP������300 ���˻����Ͽ���ò���������Եı仯����δ���˻��16����ECAP�����ĶϿ���ȣ������ѳߴ����Ҿ��ȶȽϲ����Ҫ��ECAP�������˻�Ĺ����У����������˻ظ��ٽᾧ����Ϊ�����²��־�������Ľ����

ͼ7 ECAP̬Cu-Mg�Ͻ��˻���Ӧ����Ӧ������
Fig. 7 Stress��strain curves of Cu-Mg alloy subjected to annealing after ECAP process

ͼ8 ��ͬ�ӹ�̬��Cu-0.2%Mg����������Ͽ�SEM ��
Fig. 8 SEM images of fracture surface of Cu-0.2%Mg samples after different processes
2.3 ECAP�ӹ��Լ������˻��Cu-Mg�Ͻ����ܵ�Ӱ��
ͼ9��ʾΪCu-Mg�Ͻ�ECAP�ӹ��������˻���ʵı仯����ͼ9��֪��1) Mg�������������������˺Ͻ�ĵ������ܡ���Ϊ���ϵĵ������뾧��ṹ�е�ȱ��(���λ����϶ԭ�ӡ�λ���������)������أ����ҵ�ȱ�ݶԵ��ӵ�ɢ�����ñ�λ������ĸ�Ϊǿ�ң����ԶԲ��ϵĵ��������ϴ�[15]��2) �Ͻ�������1����ECAP�ӹ��������½��Ͽ죬����Ҫ��λ���ܶ����ӽ��������4~12����ECAP�ӹ����䵼���������ȶ����������ָ�����Ϊ���ߵ���ECAP�ӹ������ڵ�λ���ܶȿ�ʼ�½�[18]��3) ������16��ECAP�ӹ��������ֳ������½�����Ϊ��16���μӹ��������࣬�����Ǵ�ǶȾ����������߶Խ��������ʵ��ϴ�[19]����ͼ9��ʾ��0.2Mg��0.4Mg�Ͻ�16����ECAP�ӹ����䵼���ʷֱ�Ϊ85.2%IACS��79.4%IACS����Conform̬0.2Mg��0.4Mg�Ͻ������Լӹ����䵼���ʷֱ�ֻ��78.4%IACS��68.6%IACS��

ͼ9 ��ͬ�˻��¶�ʱCu-Mg�Ͻ�����ECAP�ӹ����εĹ�ϵ
Fig. 9 Relationship between conductivity of Cu-Mg alloy and number of ECAP passes at different annealing temperatures
ECAP�������˻���������˻��¶ȵ����߶����ߡ���Ϊ�˻�����ڲ���λ���ܶȽ��ͣ�����֯�Ļظ����ٽᾧʹ�������Ļ���̶ȼ�����������ظ��ij̶������˻��¶ȵ����߶����ӣ������˻��Ͻ�ĵ����ʻ���Ӧ����ߡ�
3 ����
1) Cu-Mg�Ͻ�16���ε�ECAP�ӹ�������֯ϸ����500 nm���£������ڲ���λ���ܶȽϵͣ������ڲ��в����Ͼ����ɡ�
2) Cu-Mg�Ͻ����Ӳ�ȺͿ���ǿ������ECAP�ӹ����ε����Ӷ����ӣ��������������żӹ����ε����Ӷ����͡��Ͻ���ε�ECAP�ļӹ����Ա����˽Ϻõ����Ա���������
3) ECAP�ӹ����Cu-Mg����ͬ�¶��˻������Ӳ�ȺͿ���ǿ�������½���������������������
REFERENCES
[1] ��־��, ������. ��ǿ�ߵ�ͭ�Ͻ��о��ȵ㼰��չ����[J]. ��ұ����, 2002, 22(2): 1-5.
YIN Zhi-min, ZHANG Sheng-long. Hotspots and developing tendency on high-strength and high-conductivity copper alloys[J]. Mining and Metallurgical Engineering, 2002, 22(2): 1-5.
[2] LU K, LU L, SURESH S. Strengthening materials by engineering coherent internal boundaries at the nanoscale[J]. Science, 2009, 324(16): 349-352.
[3] HE W X, YU Y, WANG E D, SUN H F, HU L X, CHEN H. Microstructures and properties of cold drawn and annealed submicron crystalline Cu-5% Cr alloy[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(1): 93-98.
[4] OLOFINJANAA A O, TAN K S. Achieving combined high strength and high conductivity in re-processed Cu-Cr alloy[J]. Journal of Achievements in Materials and Manufacturing Engineering Selected, 2009, 35(1): 14-20.
[5] LU L, SHEN Y, CHEN X, QIAN L, LU K. Ultrahigh strength and high electrical conductivity in copper[J]. Science, 2004, 304(4): 422-426.
[6] HAN K, WALSH R P, ISHMAKU A, TOPLOSKY V, BRANDAO L, EMBURY J D. High strength and high electrical conductivity bulk Cu[J]. Philosophical Magazine, 2004, 84(34): 3705-3716.
[7] �Դ��, ����, �ܹ���. �ҹ������������ýӴ��ߵ���״�ͷ�չ����[J]. ������������, 2008, 28(5): 74-77.
ZHAO Da-jun, TANG Li, GUAN Gui-sheng. Current situation and development tendency of Chinese contact wires for electric railway[J]. Railway Locomotive & Car, 2008, 28(5): 74-77.
[8] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation[J]. Progress in Materials Science, 2000, 45(2): 103-189.
[9] DALLA T F, LAPOVOK R, SANDLIN J, THOMSON P F, DAVIES C H J, PERELOMA E V. Microstructures and properties of copper processed by equal channel angular extrusion for 1-16 passes[J]. Acta materialia, 2004, 52(16): 4819-4832.
[10] XU S, ZHAO G, REN G, REN G, MA X. Numerical simulation and experimental investigation of pure copper deformation behavior for equal channel angular pressing/extrusion process[J]. Computational Materials Science, 2008, 44(2): 247-252.
[11] CARLTON C E, FERREIRA P J. What is behind the inverse Hall-Petch effect in nanocrystalline materials?[J]. Acta Materialia, 2007, 55(11): 3749-3756.
[12] ZHU Y T, NARAYAN J, HIRTH J P, MAHAJAN S, WU X L, LIAO X Z. Formation of single and multiple deformation twins in nanocrystalline fcc metals[J]. Acta Materialia, 2009, 57(13): 3763-3770.
[13] SHAARBAF M, TOROGHINEJAD M R. Nano-grained copper strip produced by accumulative roll bonding process[J]. Materials Science and Engineering A, 2008, 473(1/2): 28-33.
[14] HABIBI A, KETABCHI M, ESKANDARZADE M. Nano-grained pure copper with high-strength and high-conductivity produced by equal channel angular rolling process[J]. Journal of Materials Processing Technology, 2011, 211(6): 1085-1090.
[15] ������, �� ��, ��ӽ��. ���Ͽ�ѧ����[M]. �Ϻ�: �Ϻ���ͨ��ѧ������, 2006: 80-212.
HU Geng-xiang, CAI Xun, RONG Yong-hua. Fundamentals of materials science[M]. Shanghai: Shanghai Jiao Tong University Press, 2006: 80-212.
[16] ZHU Y T, LIAO X. Nanostructured metals: Retaining ductility[J]. Nature Materials, 2004, 3(6): 351-352.
[17] YAMASHITA A, YAMAGUCHI D, HORITA Z, LANGDON G. Influence of pressing temperature on microstructural development in equal-channel angular pressing[J]. Materials Science and Engineering A, 2000, 287(1): 100-106.
[18] MOLODOVA X, GOTTSTEIN G, WINNING M, HELLMIG R. Thermal stability of ECAP processed pure copper[J]. Materials Science and Engineering A, 2007, 460(1): 204-213.
[19] DANNENBERG R, KING A H. Behavior of grain boundary resistivity in metals predicted by a two-dimensional model[J]. Journal of Applied Physics, 2000, 88(5): 2623-2633.
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51141002)�������пƼ�֧��(��ҵ)�ƻ�������Ŀ(CE20110061)
�ո����ڣ�2012-07-12�������ڣ�2012-09-30
ͨ�����ߣ��������ڣ���ʿ���绰��025-83787239��E-mail��aibin-ma@hhu.edu.cn

