稀有金属 2006,(S1),180-184 DOI:10.13373/j.cnki.cjrm.2006.s1.045
镁合金挤压阳极生产过程控制
房中学 徐河 房永兴
维恩克材料技术(临沂)有限公司,维恩克材料技术(临沂)有限公司,维恩克材料技术(临沂)有限公司 山东临沂273400,山东临沂273400,山东临沂273400
摘 要:
镁合金挤压阳极是主要应用于家用电热水器和热水锅炉、输油和输汽管道等结构的阴极保护产品,特别是由于电热水器等家用特殊用途的需要,使得镁合金挤压阳极的内在质量控制变得非常严格,同时对于镁合金挤压阳极的更换也带来不便,这就对阳极的种类、重量和质量提出更高的要求。本文旨在利用过程控制的方法通过对镁合金挤压阳极的坯料材质净化控制、镁合金挤压阳极成型控制、镁合金挤压阳极的组装控制等生产过程的质量控制研究有效地解决镁合金挤压阳极生产过程中的质量问题,达到规模化生产的水平。在本文中对用户关心的成本与安全问题也进行了简要描述。通过TPM系统的推行和价值工程的应用,使镁合金挤压阳极的化学成分、微观组织,使用性能、成本以及安全指标达到了或超过了有关标准的要求。
关键词:
镁合金挤压阳极 ;质量 ;成本 ;安全 ;过程控制 ;
中图分类号: TG379
作者简介: 房中学(1965-),男,山东费县人,学士,高级工程师;研究方向:镁合金及系列产品的研究开发过程质量控制(E-mail: fangz6510@yahoo.com.cn);
收稿日期: 2006-08-10
Production Process Control of Extrusion Magnesium Sacrificial Anode
Abstract:
Extrusion magnesium sacrificial anode(EMSA) is cathode protective production applied to domestic electric water heater,boiler,gas and oil transmission pipelines,etc.Because of the special using purpose of domestic electric water heater,it needs a serious control of inherent quality of EMSA and it is very inconvenient to replace them,so there are higher requests for their category, weight and quality than that of tradition.In this research,methods of production process control(PPC) were applied to control of purification of raw material,molding and assembly of EMSA to solve effectively the control of quality of EMSA and achieve the sweeping production standard.Problems of cost and safety which customers care were also introduced simply.Relation standards of chemical component,microstructure,application performance,cost and safety parameters of EMSA are achieved or exceeded by using of total production maintenance(TPM) and value project.
Keyword:
EMSA;quality;cost;safety;process control;
Received: 2006-08-10
牺牲阳极保护是利用阳极与被保护金属之间的电位差所产生的电流, 使被保护的金属极化成阴极, 从而达到保护该种金属的目的。 因此在选择阳极材料时, 应首先考虑阳极的开路电位要比被保护体足够负, 从而形成足够的电压差和产生充分的电流, 使被保护体阴极极化。 牺牲阳极从材料方面主要分为镁和镁合金、 锌和锌合金 、 铝合金三大类
[1 ]
; 从生产过程方面分为铸造阳极和挤压阳极; 从形状方面, 铸造阳极的形状一般都是规则的D型、 S型、 R型、 W型等, 挤压阳极主要是按截面形状分类, 主要有圆棒形、 长方形、 菱形三种。 另外, 阳极还可按具体的成分进行分类, 每种成分的阳极的应用环境是不同的。
就挤压镁合金阳极(以下简称挤压镁阳极)来讲, 其结构一般情况下非常简单, 是通过一定吨位的挤压机在挤压过程中通过挤压模具将不锈钢丝或碳钢丝挤入到阳极中间。
随着人们对腐蚀带来的严重损失的重视程度的提高特别是对家用电热水器安全性能的重视, 挤压镁阳极的产品质量越来越受到重视, 尽管在实际生产过程中, 挤压镁阳极的具体用途和规格有所不同, 但其生产过程中控制的手段和方法是基本一致的。
在挤压镁阳极的实际生产过程控制中, 质量是关注的核心课题, 但对于用户来讲, 随着市场经济的发展, 价格和安全因素包括工厂的安全和供货安全也越来越受到关注, 因此在本文中, 将以挤压镁阳极的质量控制为主, 结合成本与安全控制进行讨论。
1 挤压镁阳极生产过程控制目标
目前, 国内已经有很多厂家能够生产各种挤压镁阳极, 但真正能够根据不同客户的要求连续稳定地高质量挤压镁阳极的生产厂家不算太多, 特别是能根据不同地区的水质要求设计
[2 ]
不同电性能和不同规格的挤压镁阳极
[4 ]
的厂家几乎没有, 同时在挤压镁阳极的质量和生产控制方面还存在以下问题: 合金坯料的纯度低, 造成产品使用性能不稳定; 坯料利用率低、 成本高; 螺帽或螺柱的控制难, 在与热水器配合时经常造成漏水或断裂现象。
由于镁的自溶性很强
[5 ]
, 即使少量的金属杂质或熔剂夹杂以及氧化夹杂, 也会引起镁阳极的电位下降、 电流效率急剧下降。 因此挤压镁阳极的质量直接影响到阳极保护效果。 因此为更好地控制挤压镁阳极的质量, 首先必须对其概念有一个较深地了解: 挤压镁阳极质量是指挤压镁阳极的一组固有特性满足顾客要求的程度, 它包括挤压镁阳极的实体质量, 如外观质量、 内在质量和使用质量; 挤压镁阳极的过程质量, 包括参与产品形成过程的组织和人员的工作质量, 主要指设计、 制造和组装过程中的技术质量和管理质量等; 产品的功能和使用价值质量, 包括产品的适用性、 经济性、 可靠性、 安全性等。 镁阳极的外观质量是指与用户要求有关的产品外部状况, 它包括产品的尺寸精度、 重量偏差、 形状偏差、 表面缺陷(如裂纹、 气泡、 表面粗糙度、 针眼、 色差等)、 镁阳极棒与钢芯的同轴度要求等; 其内在质量是指与顾客有关的产品的内部状况, 它包括机械性能、 显微组织、 化学成分、 低倍组织等; 产品的使用质量是指与使用条件和使用要求有关的反映阳极效用与寿命的性能, 包括阳极的开路电位、 工作电位以及电流效率等。
表1和2分别从化学成分和电化学性能两个方面规定了挤压镁阳极的质量目标。
挤压镁阳极的安全控制目标: 主要指安全稳定地向客户提供合格的产品, 在运输和装卸过程中不对客户造成伤害, 包括使用无害的包装材料等, 在使用过程中的腐蚀产物无毒无害。
挤压镁阳极的成本控制目标: 主要是以客户的需要为出发点, 通过不断地进行技术改造和装备的提升来降低成本, 达到与客户共赢的目的。
要切实改善和提高镁阳极生产中的质量和成本、 安全问题, 使之达到供应商的要求和有关标准的要求, 需要持之以恒的工作, 最重要的是严格按ISO9001质量管理体系、 ISO14001环境管理系统、 GB/T28001职业健康安全管理全系的标准进行全过程的控制。
2 挤压镁阳极挤压过程控制的主要影响因素
一般来说, 影响挤压镁阳极挤压过程的主要因素有以下几方面:
2.1 人员素质
主要是指直接参与挤压镁阳极生产过程控制的管理层人员和操作工人的质量意识、 技术水平、 文化水平和身体状况。 工作质量是产品质量的一个重要组成部分, 而工作质量则取决于与产品形成过程有关的所有部门和人员。 每个工作岗位和每个工作人员的工作都直接或间接地影响着产品质量, 如误操作、 不按工艺程序操作等。
2.2 设备
主要是指生产产品所使用的机器设施、 工具的精度和维护保养状况等。 这些机器设施对产品质量有着直接的影响, 如挤压模具的质量如果不合格, 挤压的镁阳极就可能造成直径超差、 表面划伤、 钢芯偏芯等。 又如炉前检测用的光谱仪如果达不到精度要求就可能造成成分不合格, 杂质含量超标, 进而影响电化学性能等。 不但使合格率下降, 还造成成本升高, 甚至影响安全。 在挤压镁阳极方面化学成分是一个重要指标, 化学成分的控制, 特别是微量元素的控制都与设备的精确度有直接的关系。 随着欧盟在2006年7月1日开始正式实施“ROHS”指令, 使用或含有镉(Cd)、 铅(Pb)、 汞(Hg)、 六价铬(Cr6+ )等4种重金属等的电子电器产品将不允许进入欧盟市埸, 世界各国政府及大型跨国集团己积极应对, 这对于为电子电器产品提供镁制品的企业将是一个挑战。
表1 挤压镁阳极的化学成分要求*
Table 1 Chemical composition of extruding magnesium anode
合金元素/%
杂质元素, 不大于/%
其他元素/%
Mg
Al
Mn
Zn
Fe
Si
Ca
Cu
Ni
单个
总个
质量目标
余量
2.50~3.50
0.20~1.00
0.70~1.30
0.002
0.05
0.04
0.01
0.001
0.01
0.30
* 有害杂质元素含量要求全部不大于0.001%, 其中: 镉(Cd)、 铅(Pb)、 汞(Hg)、 六价铬(Cr6+ )的内控标准均为不大于0.0005%
表2 挤压镁阳极电化学性能要求
Table 2 Electrochemistry properties of extruding magnesium anode
质量特性
开路电位
工作电位
电流效率
电容量
腐蚀特性
-V(相对铜/硫酸铜电极)
-V(相对铜/硫酸铜电极)
%
A.h/lb
-
1.57~1.67
1.47~1.57
≥55
≥501.7
腐蚀产物易脱落
2.3 材料
主要指材料的物理性能、 化学成分以及外观质量等。 不言而喻, 材料的质量是形成产品质量的基础, 未经检验认可的材料以及没有出厂检验合格证的材料不得使用。
2.4 方法
主要指制造工艺、 操作规程、 检测方法等。 制造工艺的先进性直接影响到产品的质量, 例如使用半连续铸造的方法生产坯料纯净度远远高于使用普通金属型重力铸造的方式。
2.5 环境
主要指生产现场的温度、 湿度、 清洁度及安全设施情况等, 以及各种质量管理和检验制度等。 5S的推动在人员素质提升的基础上, 生产现场的环境大为改善。
3 挤压镁阳极的生产工艺流程与过程控制要点
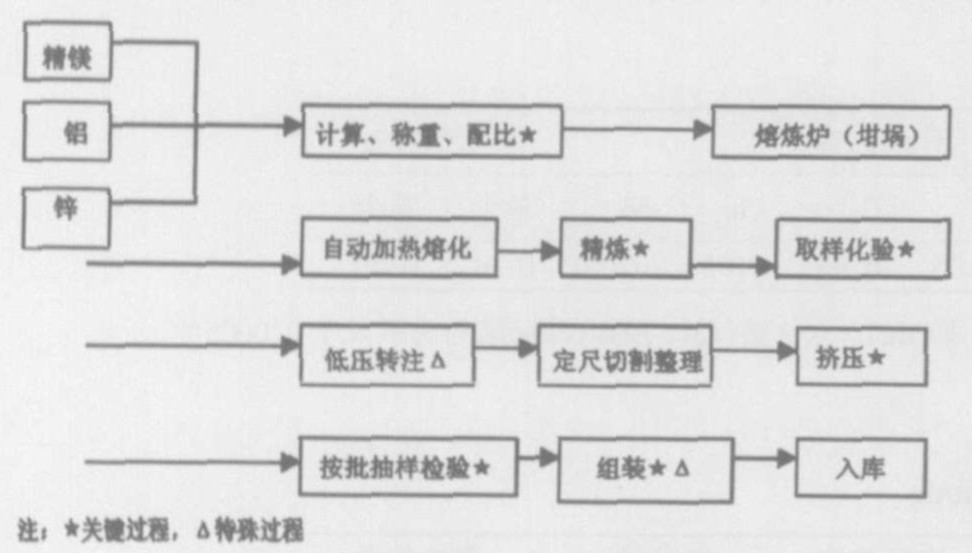
为了降低有害杂质、 各种夹杂物对挤压镁阳极性能的影响, 获得高品质挤压镁阳极, 通过研究, 确定了挤压镁阳极的生产工艺流程, 在生产工艺流程中, 把坯料的生产过程作为一个重要的环节进行描述, 主要是因为挤压坯料是生产挤压镁阳极的最为关键的过程, 坯料的质量直接关系到最终产品的使用质量和安全性能, 见图1。
经过分析认为, 制造过程的控制是挤压镁阳极的最关键的一个过程, 它是将客户设计的和隐含的质量要求转化为实物产品的过程, 这一过程的目的包括: 建立能够稳定生产产品的生产工艺系统; 严格执行工艺过程; 不断持续保证加工质量; 全面掌握每个生产环节的质量; 严格执行设备的技术标准; 保证产品的质量特性全面达到甚至某些情况下超过客户的要求。
图1 挤压镁阳极生产工艺流程
Fig.1 Producing process of extruding magnesium anodes
值得注意的是, 现代管理的工具TPM(全面生产维护)系统中包含有大量有效的工具, 我们可以运用它们以提高企业安全健康环保、 质量、 服务和成本等各方面的管理水平。 通过推动TPM, 不但提高了挤压镁阳极的生产效率, 降低了不良品率, 还在压缩库存、 减少工伤事故和企业形象等方面也有明显成果。
3.1 坯料的净化控制技术
挤压镁阳极与普通镁合金阳极的制备技术的不同之处在于前者的净化工艺较难, 因为挤压阳极用途的特殊性, 要求镁合金中的杂质成分包括微量元素的含量较低, 否则在使用过程中将会造成家用电热器中的水质发混, 同时还因电性能质量的下降造成频繁更换挤压镁阳极, 给客户造成带来不必要的费用支出和麻烦。
挤压镁阳极用坯料的净化控制主要包括熔炼净化技术、 低压转注技术等。 熔炼技术主要包括满足特定性能和使用要求的材料设计及合金化, 是影响挤压镁阳极应用的关键技术之一。
(1)熔炼炉设计与温度自动控制技术:
采用自行设计的专用电阻炉熔化镁金属, 电阻炉采用分层加热技术, 并通过对炉内温度场分布的自动化控制, 保证温度分布的控制精度不超过±5 ℃, 进而提高精炼去杂效果。
(2)浇铸工艺:
浇铸过程采用先进的低压转注技术
[6 ]
进行移液。 浇铸温度为680±20 ℃。 采用5台电阻炉, 其中两端的两台为熔化炉, 中间一台为静置炉和浇铸炉, 均采用低压转注的方式进行移液。 浇铸流速控制在50~100 kg・min-1 , 并确保浇铸速度保持均衡。 同时每炉合金液在尽可能短的时间内浇铸完成, 否则在铸造过程中容易产生二次氧化, 并造成杂质超标及有益元素的烧损, 影响产品质量。
(3)检测:
从工艺流程中可看出, 取样化验和抽样检验都是关键过程, 主要原因是除了进行每炉次的镁合金液体分别取上、 中、 下3个试样进行分析外, 由于坯料温度的变化和与不锈钢丝或碳钢丝的接触, 挤压之后的镁合金棒还存在成分的变化, 为了更好地掌握成分的变动情况, 必须对每批次的挤压棒进行抽查复检。
3.2 挤压镁阳极的挤压控制
挤压是指将镁合金坯料通过挤压模具在挤压机的机械作用下将钢丝穿入镁合金中, 并使镁合金坯料受力变形, 形成挤压阳极棒的过程, 这一过程, 对于保证挤压镁阳极的成分均匀和钢丝居中起到重要作用。 为此, 必须严格执行《挤压镁阳极质量控制计划》中工艺参数的规定。 主要包括:
(1) 挤压前的准备(坯料、 模具、 挤压筒):
坯料在铸造完成后就进行挤压工序, 在630 T的挤压机上, 首先要对坯料的外圆尺寸进行控制, 一般要求Φ92±0.5, 如果超差过大, 将对挤压筒的使用造成不利影响, 还直接影响挤压棒的表面质量。 坯料、 模具、 挤压筒的预热温度通常分别为: 350~360 ℃, 370~380 ℃, 360~370 ℃模具, 预热炉所用的测温表要定期进行校准。
(2)挤压:
挤压速度控制在(2.8~3.4) m・min-1 , 速度过低可能造成挤压困难, 速度过高会造成阳极棒表面发黑等。
3.3 挤压镁阳极的组装控制
挤压棒的组装包装车削, 螺帽组装, 焊接, 打压等工序。 车削控制的主要参数是与螺帽装配时的外圆尺寸要根据具体的规格确定, 车螺纹过小, 将造成装配时的滑丝现象。 车削时钢芯的外露长度要求在0.5~2 mm之间, 与螺帽装配时一定要有外露0.5 mm左右, 否则在焊接时容易脱焊, 造成客户使用时的断裂与漏水。 打压控制要确保保压压力≥2.3 MPa, 时间≥2 min。 以上两个过程的检验要严格执行《挤压镁阳极的坏品分类标准》和《挤压镁阳极质量检验标准》。
3.4 挤压镁阳极的成本控制
价值工程(VE)是以产品的功能分析为核心, 以提高产品的价值为目的, 寻求以现时最低寿命周期成本实现产品使用所要求的必要功能的一项有组织的创造性活动。 为此成立价值工程工作小组并有目的的选择价值工程的对象, 以此为基础, 围绕有关问题收集产品在开发、 设计、 制造、 使用等过程的情报, 并对其功能进行分析和功能评价, 通过创造性的思维和活动确定新的方案进行优化选择并实施, 不但使产品达到产品的功能要求, 还将使生产成本大幅度下降。 价值工程的对象所涉及的方面包括: (1)与供应商建立深层次的战略合作伙伴关系, 降低销售成本。 (2)通过设备、 工艺技术的持续改进全面提高产品质量, 提高产品合格率, 降低质量成本。 (3)通过技术创新全面实现生产体系的短流程, 如用粗镁精炼直接合金化。 (4)铸造过程实现全封闭, 减少镁的烧损。 (5)利用定尺切割, 减少切削量。 (6)建立合理的物流体系, 实现一站式服务, 降低物流成本。 (7)强化内部管理, 全面降低运营成本。
3.5 挤压镁阳极生产过程的安全控制
根据前述, 挤压化学成分如果发生错误, 可能会造成产品的错误使用, 由此可能会引起人员生命安全。 同样, 如果因挤压镁阳极原因造成电热水器在使用时漏水、 漏电, 也会造成生命安全隐患。 所以加强挤压镁阳极安全控制是十分必要的。
(1)通过安全生产许可证, 建立职业健康安全管理体系, 识别重大危险源, 降低安全风险。 (2)安全技术培训与演习, 培训工作将贯穿挤压过程控制的始终。 (3)安全防护用品, 是保证员工安全, 降低风险和安全成本的重要条件。 (4)安全通道和紧急事故应急救援预案, 是出现事故后最大限度降低损失的前提。 (5)消防措施和灭火熔剂。 (6)电子监控系统。 (7)与生产、 运输、 仓储等过程相关的安全措施。 (8)不断发现和排除安全隐患, 持续改进。
3.6 安全稳定的供货
安全稳定地供货是镁合金挤压过程控制也必须考虑的重点, 主要有: (1)按ISO9001质量管理体系的要求, 建立完善的供应商控制体系, 确保优质的原辅材料的购买及时。 (2)有丰富的镁合金经验的技术工人和预备梯队。 (3)选择十分便利道路交通路线, 确保运输条件满足需求。 (4)建立畅通无阻的通讯网络。 (5)与有关大学、 科研单位建立合作关系, 确保技术力量雄厚, 向客户提供深层的服务。 (6)以诚信为本建立健全并严格执行各种管理体系, 与客户建立良好地沟通。
4 结 论
本课题采用镁合金熔体净化进一步改善和提高了镁合金坯料的内部质量, 提高了挤压镁阳极的品质, 减少了挤压镁阳极中的夹杂等。 通过TPM的推动和价值工程在挤压镁阳极的挤压控制、 组装技术、 成本控制和安全控制上的应用, 极大地提高了挤压镁阳极的质量, 降低了生产成本和安全成本, 较好地满足了客户需求的基本功能和辅助功能要求。
本课题的部分生产技术可以推广到高纯镁合金
[7 ]
的生产, 也为高品质的电子器件的研究开发提供参考。
参考文献
[1] 火时中.电化学保护[M].北京:化学工业出版社,1988.75.
[2] 化学工业部化工机械研究院.腐蚀与防护手册,耐蚀金属材料及防护技术[M].北京:化学工业出版社,1990.
[3] 房中学.电热水器内胆腐蚀机理及实施阴极保护[J].全面腐蚀控制,2001,(5):24.
[4] 房中学,王前进.电热水器中镁阳极规格的选择[J].电机电器技术,2001,(1):32.
[5] 张津,章宗和,等.镁合金及应用[M].北京:化学工业出版社,2004.
[6] 余茂祚,等.铸造手册第6卷,特种铸造[M].北京:机械工业出版社,1997.
[7] 程素玲,杨根仓,等.铸造镁合金的发展及其展望[J].材料导报,2005,(2):91.