
Densification of in situ prepared mesocarbon microbead/carbon nanotube composites by hot-press sintering
WU Bin(吴 彬)1, 2, GONG Qian-ming(巩前明)1, 2, WU Jian-jun(吴建军)1, 2,
SONG Huai-he(宋怀河)3, LIANG Ji(梁 吉) 1, 2
1. Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China;
2. Key Laboratory for Advanced Materials Processing Technology of Ministry of Education,
Tsinghua University, Beijing 100084, China;
3. State Key Laboratory of Chemical Resource Engineering,
Beijing University of Chemical Technology, Beijing 100029, China
Received 3 March 2009; accepted 23 March 2009
Abstract: In situ prepared mesocarbon microbead/carbon nanotube(MCMB/CNT) composites are potential precursors of high density carbon materials for various applications. Integrated MCMB/CNT composites were successfully fabricated by hot-press sintering at 550 ℃ under 30 MPa. After further calcination at 900 ℃, the hot-press sintering fabricated MCMB block has an apparent density of 1.77 g/cm3 and the open porosity 5.1%. With the addition of 5%(mass fraction) CNTs, the density of the composite block is elevated to 1.84 g/cm3, and its open porosity is reduced to 3.5%. The flexural strength of composite block with 5% CNTs is elevated to 116 MPa. Through the hot-press sintering, pores of 10-50 nm in the calcinated bulks are remarkably eliminated. The interstice between microbeads in the composite blocks is filled up by CNTs together with β-resin and quinoline-insoluble spheres, which can further contribute to the densification.
Key words: carbon nanotube; mesocarbon microbead; carbonaceous mesophase; flexural strength; density; open porosity
1 Introduction
High-density carbon materials play a key role in various high-temperature applications due to their mechanical properties and a unique combination of other characteristics[1]. Mesocarbon microbead(MCMB) has been explored by many researchers as an excellent precursor for high-density carbon materials with attractive advantages[2-4]. There are carbonaceous mesophase spheres derived from pitch poly-condensation. Their self-sintering ability, attributed to the adhesive β-resin content (toluene insoluble-pyridine soluble fraction) on the particle surface, greatly facilitates the molding process. The MCMB-based bulk products were often manufactured by press below 200 ℃ before carbonization and/or graphitization. However, their open porosity was generally still high[5] after gas evolution during carbonization and graphitization. For instance, the open porosity of MCMB blocks molded at room temperature or even graphitized at 2 300 ℃ was about 14%[6]. Lower porosity of 7.9% was achieved by being pressed under about 120 MPa at 110 ℃ and by calcination at 950 ℃[7]. MCMB blocks were also fabricated at 150 ℃ under 250 MPa and carbonized at 1 000 ℃[8], while the porosity was not mentioned. Pressing at a higher temperature with the better plasticity of β-resin should facilitate the bonding of MCMB and contribute to the bulk densification. It was shown that “liquid-phase sintering” of MCMB occurs between 300 and 500 ℃ under different inert gas pressure[9], and β resin becomes plastic above 350 ℃[10]. Nevertheless, a few attempts have been reported on hot-pressed MCMB or their composites above 200 ℃ so far[7-8, 11]. Alternatively, impregnation with pitch and resins[5] after cold-pressing and calcination was conducted to further decrease the porosity. Additionally, injection-molding technique was applied for net-shape production with advanced binder[12], whereas a high open porosity over 23% of graphitized product was still unsatisfactory.
Carbon nanotubes(CNTs) with remarkably high strength[13] are expected to be reinforcement for com-posite materials[14-15] if they can be well dispersed in matrix. Multi-walled CNTs were mixed with MCMB to prepare reinforced composites after cold-pressing and sintering[16]. For more homogeneous dispersion, CNTs-doped mesophase spherules were in situ prepared from pitch and CNTs, and MCMB/CNT composite blocks were fabricated by cold-pressing and carbonization[17]. The expected significant strength enhancement has been achieved.
In this work, feasible hot-press sintering technique over 500 ℃ was developed to fabricate densified MCMB/CNT composites with in situ prepared CNTs-doped mesophase spherules. Density, porosity and mechanical strength of the hot-pressed composites were characterized and compared with the cold-pressed ones. Microstructural evaluation of the composites was carried out to validate the densification effects of hot-press sintering and CNTs.
2 Experimental
2.1 Materials
Carbon nanotubes (multi-walled) doped mesophase spherules were in situ prepared from coal tar pitch blended with 2%, 5%, 10% and 20% CNTs (designated as CNT2, CNT5, CNT10 and CNT20) by heat treatment at 420 ℃ for 120-150 min and solvent extraction[18].
2.2 Spark plasma sintering
Trial fabrication of MCMB block by spark plasma sintering(SPS) was carried out to investigate its press-sintering behavior. The powder was loaded into a d 20 mm graphite die, and separated from the die by graphite paper. The whole die was heated in SPS-1050 (Sumitomo Coal Mining Co. Ltd., Kawasaki, Japan) to 900 ℃ at a rate of 100 ℃/min. The SPS schedule of MCMB is shown in Fig.1. A maximum molding pressure (pmold) of 20 MPa was applied to the powder sample inside the graphite die along the z-axis when the vacuum was kept under 30 Pa (Region 1 in Fig.1). The pmold is released when the atmospheric pressure was over 30 Pa (after 590 ℃, Region 2 in Fig.1) for the reason that the atmospheric pressure grew rapidly after 570 ℃ due to gas evolution of the sample.

Fig.1 SPS schedule of MCMB
2.3 Hot-press sintering and carbonization
Mesocarbon microbead/carbon nanotube(MCMB/ CNT) composite blocks were fabricated by hot-press sintering and further carbonization. Blank MCMB blocks without CNT (Blank-MCMB) were also prepared for comparison. Different molding pressure―temperature schedules were tried, and then a feasible hot-press processing method was elaborately designed to keep the integrity of the blocks. Subsequently, the blocks were polished at each side to clean the surfaces that were in contact with the graphite paper. Finally, the blocks were slowly heated at an average heating rate of 25 ℃/h to 900 ℃ for carbonization[17].
2.4 Characterization
Specimen bars for mechanical testing were cut from the carbonized blocks with the tensile surface perpendicular to the hot-press axis direction, and then uniformly polished to eliminate surface flaws. Three specimens with calculated dimensions of 3 mm×2 mm×15 mm for each type were tested for flexural strength measurements by three-point bending tests at room temperature. Flexural fracture surfaces of specimens were investigated with LEO-1530 field emission scanning electron microscope(SEM). Meanwhile, slabs from the blocks were examined by Micromeritics Autopore II 9220 Hg porosimeter to determine their pore size distribution in the range of 3-105 nm and calculate their open porosity.
3 Results and discussion
3.1 Basic characteristics of hot-press sintering
The hot-press sintering method is carefully designed based on the SPS results. Region 1 in Fig.1 can be divided into the following three stages based on the plunger displacement. 1) The sample powder is compacted under pmold of 5-10 MPa below 340 ℃, so the displacement is steady. 2) The displacement increases significantly at 340-420 ℃, i.e., the viscous-phase stage, when β-resin melts. 3) The plunger barely moves above 420 ℃. It is only slightly withdrawn above 550 ℃ mainly owing to the thermal expansion of the whole die. In Region 2 (Fig.1), the volatile content is decomposed and released violently from the microbeads [19].
3.2 Hot-press temperature
The mesophase sphere powders were hot-pressed at 500-620 ℃ under 30 MPa and carbonized at 900 ℃. The hot-press sintering and subsequent carbonization at 900 ℃ were carried out in two steps for the following reasons. The proper hot-press temperature (tHP) to fabricate intact blocks from pure MCMB powder should be lower than 620 ℃. If the sample are heated to excessively high temperature (e.g. 630 ℃ in Fig.2) under pmold, it would disintegrate (Fig.3(a)). This is resulted from volumetric shrinkage of MCMB and contraction hindrance from the adhered graphite paper under pmold. It has been indicated that vital shrinkage of MCMB and methane evolution take place above 800 K (527 ℃)[19]. Even without pmold, the graphite paper firmly adhered by the sticky MCMB powder can hinder the contraction of the initially integrated block during subsequent carbonization and lead to partial fracture (Fig.3(b)). Hence, the hot-press process is designed to be carried out below an upper temperature limit (also seen in Section 3.4), followed by graphite paper removal and further carbonization. On the other hand, the block hot-pressed at tHP as low as 500 ℃ will be weak at room temperature (flexural strength <25 MPa). So, tHP over 500 ℃ will favor the removal of graphite paper without breaking the block.

Fig.2 Dependence of product integrity on hot-press temperature and molding pressure
3.3 Hot-press molding pressure
During hot-press sintering, pmold is indispensable to densify the blocks. It is designed to be initialized at 350-360 ℃ during Stage 2 to compact the powders gradually. A pmold of 5-30 MPa is appropriate for intact blocks. Excessive pmold will lead to severe cracking (Fig.3(c)) that mainly stems from the constrained volumetric shrinkage and the decomposed gas trapped in the block. Besides, the pmold is designed to be withdrawn after the temperature falls below 350 ℃; otherwise, at tHP the block with poor strength can be easily delaminated(Figs.3(d) and (e)).
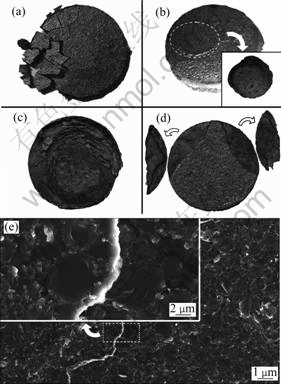
Fig.3 Block disintegration after hot-press sintering: (a) Hot-pressed at 650 ℃ under 30 MPa; (b) Hot-pressed at 600℃ under 30 MPa and then carbonized with graphite paper; (c) Hot-pressed at 550 ℃ under 50 MPa; (d) Hot-pressed at 550 ℃ under 30 MPa, with molding pressure withdrawn at 550 ℃; (e) Magnification of crack surface in (d)
In summary, the integrated MCMB/CNT composite blocks can be prepared by hot-press and carbonization with the following schedule: 1) the tHP is 500-620 ℃; 2) when the pmold below 30 MPa, begins to be exerted before 420 ℃ and then is held until the temperature falls below 350 ℃; 3) further carbonization is carried out after the graphite paper is removed from the hot-pressed preform surface.
3.4 Flexural strength
The flexural strength of the blocks hot-pressed at 550 or 600 ℃ and then carbonized at 900℃ (HP550- C900, HP600-C900) is shown in Fig.4. The flexural strength of the HP550-C900 blocks is reinforced with the addition of CNTs. The CNT5 composite blocks are strengthened by 37% at best (116 MPa), whereas the reinforcement is hindered by excessive CNTs (106 MPa for CNT10). This trend is similar to the situation of cold-pressed and carbonized blocks at 900 ℃(CP-C900) as described in Ref.[17].

Fig.4 Relationship between flexural strength of blocks and CNTs content
HP600-C900 block shows lower flexural strength than HP550-C900. A possible source for this is the constrained volumetric shrinkage during hot-press. The low strength of hot-pressed cylindrical blocks may result from large residual tensile stress in them. For the same reason, both series of hot-pressed and carbonized blocks (HP-C900) have lower flexural strength than CP-C900 ones (by the same carbonization method[17]). The flexural fracture surface of HP-C900 (Fig.5(a)) is also flatter than that of CP-C900 (Fig.5(c)), indicating that less fracture energy is dissipated. Volumetric shrinkage constraint such as the bottleneck for the hot-press processing method and product strength, are problems for future study.
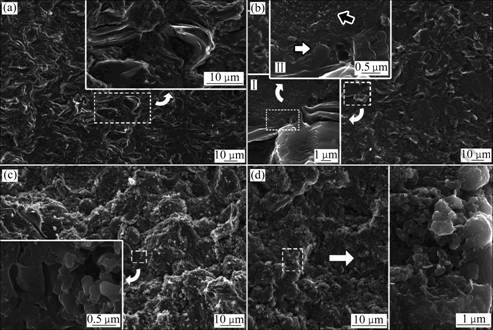
Fig.5 Morphologies of flexural fracture surfaces of block: (a) Blank-MCMB HP550-C900; (b) CNT5 HP550-C900; (c) Blank- MCMB CP-C900; (d) CNT5 CP-C900
3.5 Densification
Despite the lower strength, the HP-C900 blocks with different CNTs contents possess higher apparent density (Fig.6) and lower open porosity (Fig.7 and Fig.8, where D stands for the pore diameter) than the corresponding CP-C900 ones[17]. As demonstrated in Figs.5(c) and(d)[17], the cold-pressed and carbonized blocks still had interstitial cavities between microbeads even though there are β-resin and quinoline-insoluble (QI) spheres. Though more β-resin can be remained by controlling the solvent extraction[8, 20], the strength of the block will be deteriorated due to more gas evolution during carbonization[8]. However, the cavities can be diminished by hot-press sintering. The density of HP550-C900 MCMB block is elevated to 1.77 g/cm3 by hot-press, and its open porosity is reduced to 5.1%. With the aid of CNTs, the CNT5 HP550-C900 composite is further densified to 1.84 g/cm3 with a open porosity of 3.5%. As clearly demonstrated by the pore size distribution curves in Fig.8, pores of 10-50 nm are considerably eliminated by hot-press. It can be inferred that pores in this size range were filled with the carbonization products of β-resin that had melted and infiltrated into them during hot-press. The fracture surface morphology in Fig.5 also provides evidence for the hot-press densification. It can be noted that cold-pressed blocks (c, d) had rougher surfaces than hot-pressed ones (a, b). And there were more split microbeads on the fracture surface of the hot-pressed blank-MCMB block (a) than the cold-pressed one (c), whereas few intact microbeads could be identified. This suggests that by hot-press, even without the aid of CNTs, the greatly densified boundary between microbeads is already not a weakness in the block in comparison with the strength of microbeads themselves.

Fig.6 Apparent density of cold-pressed and hot-pressed blocks (measured by Archimedes method in water)

Fig.7 Open porosity of cold-pressed and hot-pressed blocks with different CNTs content after carbonization

Fig.8 Open pore distributions of cold-pressed and hot-pressed blocks with different CNTs content after carbonization: (a) HP550-C900; (b) CP-C900
Moreover, an appropriate amount of CNTs (CNT5) reduces the open porosity further and makes up for the decrease of strength in hot-press sintering. As β-resin in fluid phase can wet CNTs (β-resin and a bulk of aligned CNTs were sealed in an evacuated quartz tube and heated to 370 ℃; the β-resin can wet the CNTs bulk), capillary forces can facilitate its filling of cavities between the nanotubes and the QI spheres. They together filled up the interstice of microbeads tightly, as illustrated in Fig.5(b) (insetⅠshows a boundary area of microbeads; and its magnification in inset Ⅱ illustrates that QI spheres (white arrow) together with CNTs infiltrated by carbonaceous products (dark arrow) filled up the interstice). However, thin channels were inevitably developed for the gas evolution. As a result, excessive CNTs cannot further diminish the open porosity. Meanwhile, redundant CNTs cannot be sufficiently wetted by β-resin during liquid-phase sintering of MCMB, rendering loose structure and defects in a manner similar to the carbon fiber reinforced MCMB composite [21].
4 Conclusions
1) Integrated MCMB/CNT composites are successfully fabricated by optimized hot-press sintering and further carbonization. They exhibit a higher apparent density and lower open porosity than those of the cold-pressed composites, although their strength is slightly inferior to the latter.
2) Pores of 10-50 nm in the calcinated bulks are considerably eliminated by hot-press. Carbon nanotubes further reinforce the hot-pressed composites. Moreover, an appropriate amount of CNTs together with β-resin and QI spheres can fill up the interstice of microbeads and further reduce the open porosity.
References
[1] RAND B. Graphite and precursors [M]. Singapore: Gordon and Breach, 2001: 111.
[2] BECKER A, GREMMELS J, HUTTINGER K J. Sintering of powders of polyaromatic mesophase to high-strength isotropic carbon-IV powders based on boron-substituted mesophase [J]. Carbon, 1999, 37(6): 953-960.
[3] WANG Y G, KORAI Y, MOCHIDA I. Carbon disc of high density and strength prepared from synthetic pitch-derived mesocarbon microbeads [J]. Carbon, 1999, 37(7): 1049-1057.
[4] NORFOLK C, KAUFMANN A, MUKASYAN A, VARMA A. Processing of mesocarbon microbeads to high-performance materials (Part III): High-temperature sintering and graphitization [J]. Carbon, 2006, 44(2): 301-306.
[5] SONG Y Z, ZHAI G T, SONG J R, LI G S, SHI J L, GUO Q G, LIU L. Seal and wear properties of graphite from MCMBs/pitch-based carbon/phenolic-based carbon composites [J]. Carbon, 2006, 44(13): 2793-2796.
[6] SONG Y Z, ZHAI G T, LI G S, SHI J L, GUO Q G, LIU L. Carbon/graphite seal materials prepared from mesocarbon microbeads [J]. Carbon, 2004, 42(8/9): 1427-1433.
[7] BHATIA G, AGGARWAL R K, PUNJABI N, BAHL O P. Formation of mesophase spherules in low-QI coal-tar pitches and development of monolithic carbons therefrom [J]. Journal of Materials Science, 1994, 29(18): 4757-4763.
[8] GAO Yan, SONG Huai-he, CHEN Xiao-hong, MAO Yi-liang, LIU Xian-long. The morphology and moulding properties of mesocarbon microbeads (MCMBs) with different β resins [J]. New Carbon Materials, 2001, 16(2): 32-35. (in Chinese)
[9] HOFFMANN W R, HUTTINGER K J. Demonstration of spontaneous liquid-phase sintering of mesophase powders [J]. Carbon, 1993, 31(2): 259-262.
[10] ANDRESEN J M, SCHOBERT H H, Jr RUSINKO F J. Correlation between pitch structure and fluidity for the development of superior binders for carbon materials [C]// The First World Conference on Carbon: Abstract and Program. Berlin: Eurocarbon, 2000: 19-20.
[11] FANJUL F, GRANDA M, SANTAMAR?A R, MEN?NDEZ R. The influence of processing temperature on the structure and properties of mesophase-based polygranular graphites [J]. Journal of Materials Science, 2004, 39(4): 1213-1220.
[12] DERFUSS B, GRUHL M, ROTTMAIR C A, VOLEK A, SINGER R F. Net-shape production of graphite parts via powder injection moulding of carbon mesophase [J]. Journal of Materials Processing Technology, 2008, 208(1/3): 444-449.
[13] SAITO R, DRESSELHAUS G, DRESSELHAUS M S. Physical properties of carbon nanotubes [M]. London: Imperial College Press, 2003.
[14] LAU A K, HUI D. The revolutionary creation of new advanced materials―carbon nanotube composites [J]. Composites Part B: Engineering, 2002, 33(4): 263-277.
[15] THOSTENSON E T, REN Z, CHOU T. Advances in the science and technology of carbon nanotubes and their composites: A review [J]. Composites Science and Technology, 2001, 61(13): 1899-1912.
[16] SONG Y Z, LI S Z, ZHAI G T, SHI J L, GUO Q G, LIU L, XU Z H, WANG J S. Mechanical and physical properties of MWCNT/carbon composites with matrix derived from mesocarbon microbeads [J]. Carbon, 2008, 46(7): 1100-1102.
[17] WU B, WANG Z, GONG Q M, SONG H H, LIANG J. Fabrication and mechanical properties of in situ prepared mesocarbon microbead/carbon nanotube composites [J]. Mater Sci Eng A, 2008, 487(1/2): 271-277.
[18] WANG Z, WU B, GONG Q M, SONG H H, LIANG J. In situ fabrication of carbon nanotube/mesocarbon microbead composites from coal tar pitch [J]. Materials Letters, 2008, 62(20): 3585-3587.
[19] NORFOLK C, MUKASYAN A, HAYES D, MCGINN P, VARMA A. Processing of mesocarbon microbeads to high-performance materials (Part I): Studies towards the sintering mechanism [J]. Carbon, 2004, 42(1): 11-19.
[20] GAO Y, SONG H H, CHEN X H. Self-sinterability of mesocarbon microbeads (MCMB) for preparation of high-density isotropic carbon [J]. Journal of Materials Science, 2003, 38(10): 2209-2213.
[21] GAO Y, SONG H H, CHEN X H. Preparation of C/C composite using mesocarbon microbeads as matrix [J]. Journal of Materials Science Letters, 2002, 21(13): 1043-1045.
Foundation item: Project(10332020) supported by the National Natural Science Foundation of China
Corresponding author: GONG Qian-ming; Tel: +86-10-62782413; Fax: +86-10-62770190; E-mail: gongqianming@tsinghua.edu.cn
DOI: 10.1016/S1003-6326(08)60327-1
(Edited by YANG Hua)

