网络首发时间: 2014-03-21 13:12
稀有金属 2015,39(02),103-110 DOI:10.13373/j.cnki.cjrm.2015.02.002
纯镍N6填丝等离子焊接工艺及接头组织性能的研究
王希靖 柴廷玺 刘骁 肖军
兰州理工大学材料科学与工程学院
摘 要:
试验采用等离子弧焊设备对工业纯镍N6板材进行填充焊丝等离子焊接工艺试验。借助光学显微镜(OM)、扫描电镜(SEM)、能谱分析(EDS)、X射线衍射仪(XRD)和显微硬度计等手段分析了焊接接头的微观组织和力学性能。结果表明:采用合理的焊接工艺参数可以得到成形良好的焊缝,填丝焊接接头抗拉强度为333 MPa,其抗拉强度达到母材强度的97.6%,不填丝焊接接头抗拉强度为240 MPa,达到母材强度的70.5%;母材为均匀细小的等轴晶,填丝接头焊缝处呈树枝状结晶且晶粒粗大,热影响区靠近熔池部分的晶粒过热长大,靠近母材部分为均匀细小的等轴晶;填丝接头基体为γ-Ni组织,同时存在γ'(Ni3(Al,Ti)C)强化相,填丝接头拉伸断口表现为韧-脆混合断裂,焊接接头硬度最低值出现在热影响区;与母材相比,不填丝接头焊缝区与热影响区晶粒粗大,其基体组织为单相奥氏体,不填丝接头拉伸断口表现为脆性断裂,硬度最低值出现在接头热影响区。
关键词:
工业纯镍N6;填丝等离子焊接;显微组织;力学性能;
中图分类号: TG456.2;TG407
作者简介:王希靖(1956-),男,甘肃榆中人,硕士,教授,研究方向:焊接设备及其自动化、搅拌摩擦焊技术及焊接质量控制、有色金属冶炼过程专用装置的研究;电话:13321222432;E-mail:wangxj@lut.cn;
收稿日期:2013-08-01
基金:甘肃省科技支撑计划项目(1104GKCA051)资助;
Plasma Arc Welding with Filler Wire and Microstructure of Pure Nickel N6
Wang Xijing Chai Tingxi Liu Xiao Xiao Jun
School of Materials Science and Engineering,Lanzhou University of Technology
Abstract:
The industrial pure nickel N6 was experimentally studied by plasma arc welding with filler wire process. The microstructure and mechanical properties of the welded joint were analyzed by optical microscope( OM),scanning electron microscope( SEM),energy dispersive spectrometry( EDS),X-ray diffraction( XRD) and microhardness test. The results showed that the joint formed well and the tensile strength of joints with filler wire was 333 MPa,which could achieve 97. 6% of the base metal strength with appropriate plasma parameters,and the tensile strength of joints without filler wire was 240 MPa,which could achieve 70. 5% of the base metal strength. The microstructure of base metal was fine equiaxed grains,while the weld zone of the joints welded with filler wire had gross dendrites structure. In the heat-affected area,the grains near the welding pool grew up because of overheating,while the grains near the base metal kept fine equiaxed grains. The matrix structure of welded joint with filler wire was austenite( γ-Ni) with some strengthening dispersion phases γ'( Ni3( Al,Ti) C). The tensile fracture of welded joint with filler wire was a mixed ductile-brittle fracture and the heat-affected area had the minimum hardness. The microstructure in weld zone and heat-affected area of welding joints without filler wire was coarser than that in base metal,and the matrix structure was single phase austenite. The tensile fracture of welded joint without filler wire was fragile fracture and the heat-affected area had the minimum hardness.
Keyword:
industrial pure nickel N6; plasma arc welding with filler wire; microstructure; mechanical properties;
Received: 2013-08-01
早在1954年,美国Union Carbide公司的Robert Gage就发现,经过压缩的电弧能量更加集中,电弧温度和射流速度大幅度提高[1]。这种电弧很快被用于切割有色金属,随后进一步的试验研究证实,这种压缩电弧也可用于焊接。等离子弧具有能量集中、射流速度大、电弧力强的特性,因此与激光焊和电子束焊同被归入到高能密度焊[2]; 目前等离子焊可以焊碳钢、不锈钢、镍及其合金、钛及其合金、镁及其合金、铸青铜、铝青铜等[3]。
工业纯镍N6具有优良的耐蚀性,较高的电真空性能和电磁控制性能,同时具有优良的焊接性能、加工性能及很好的机械性能,广泛应用于化工、机械电子、食品等方面,因此纯镍是工业上应用最广泛的材料之一。
工业纯镍N6的应用不可避免要涉及到焊接加工。研究表明: N6固液相温度区间小,流动性小,液态时容易溶解H2,O2,CO2等气体且电阻率大、热导率低,焊接时易形成热裂纹、气孔以及焊接过热导致晶粒迅速长大等缺陷,因此选取合理的焊接工艺是保证焊缝质量的关键[4,5,6]。而目前国内外对镍及镍合金焊接工艺和组织性能方面的研究和报道主要集中在镍基高温合金及镍基耐蚀合金方面,主要采用激光焊接、焊条电弧焊、氩弧焊等焊接方法,而关于纯镍的焊接报道很少[7]。因此工业纯镍N6等离子焊接研究为该种材料的实际应用提供了实验数据和理论基础。
1 实 验
1. 1 材 料
实验材料采用经过固溶和保护气氛退火热处理后的热轧纯镍N6板材( 主要化学成分见表1) ,尺寸为300 mm×100 mm×6 mm,采用“I”型坡口,对接方式。填充Φ1. 0 mm牌号ERNi-1焊丝,表2为焊丝化学成分,保护气体采用95% 氩气 + 5% 氢气。焊接前对试板待焊区进行机械打磨去除表面氧化层,再用丙酮擦拭,去除表面的油污、杂质。
1. 2 方 法
本实验采用一套以PLC作为控制核心自制小型化等离子弧焊系统,从而实现对焊接过程的自动控制[8]。焊接时焊枪位置保持不变,夹持工件的工作台水平移动,要求一次焊透,单面焊双面成形。对6 mm厚N6进行大量焊接工艺实验,确定最优等离子焊接工艺参数( 表3) 。文中实验的保护气体流量均为16 ~ 18 L・min- 1。每个参数做3组测抗拉强度并取平均值。焊后根据国标GB /T2651-2008加工标准拉伸试样,在岛津AG-10TA型万能试验机上测试焊接接头的力学性能; 沿垂直于焊缝方向切割制成金相试样,焊接接头采用10 ml蒸馏水、50ml硝酸、50 ml冰醋酸混合溶液进行腐蚀; 采用Me F3大型金相显微镜进行焊缝微观组织分析,JSM-6700F型扫描电镜( SEM) 对拉伸断口进行SEM与能谱( EDS) 分析; 在HX-1000TM型显微硬度计上测试焊接接头的显微硬度。采用D8 ADVANCE型X射线衍射仪( XRD) 对焊缝进行物相分析。
表 1 N6 化学成分Table 1 Chemical compositions of N6 下载原图
( %,mass fraction)

表 1 N6 化学成分Table 1 Chemical compositions of N6
表 2 ERNi-1 焊丝化学成分Table 2 Chemical compositions of ERNi-1 下载原图
( %,mass fraction)

表 2 ERNi-1 焊丝化学成分Table 2 Chemical compositions of ERNi-1
表 3 焊接工艺参数Table 3 Welding process parameters 下载原图
表 3 焊接工艺参数Table 3 Welding process parameters
2 结果与讨论
2. 1 焊缝外观成型
对两种最优工艺参数下的焊接接头的外观形貌进行对比分析。分析表明,二者均采用最优焊接工艺参数的情况下,不填丝焊缝出现咬边、气孔、焊缝塌陷等缺陷; 填丝焊缝外观成型良好且焊缝上下表面均连续、平整、鱼鳞状波纹均匀,表面无明显咬边、气孔、裂纹等缺陷( 图1) 。这是因为填充焊丝可以补充焊接过程中的材料的烧损,熔化后作为填充金属与熔化后的母材一起形成焊缝。焊丝中含有细化晶粒的元素( Al,Ti) ,研究表明向焊缝中加入细化晶粒的元素可以有效提高焊缝金属的抗裂性。
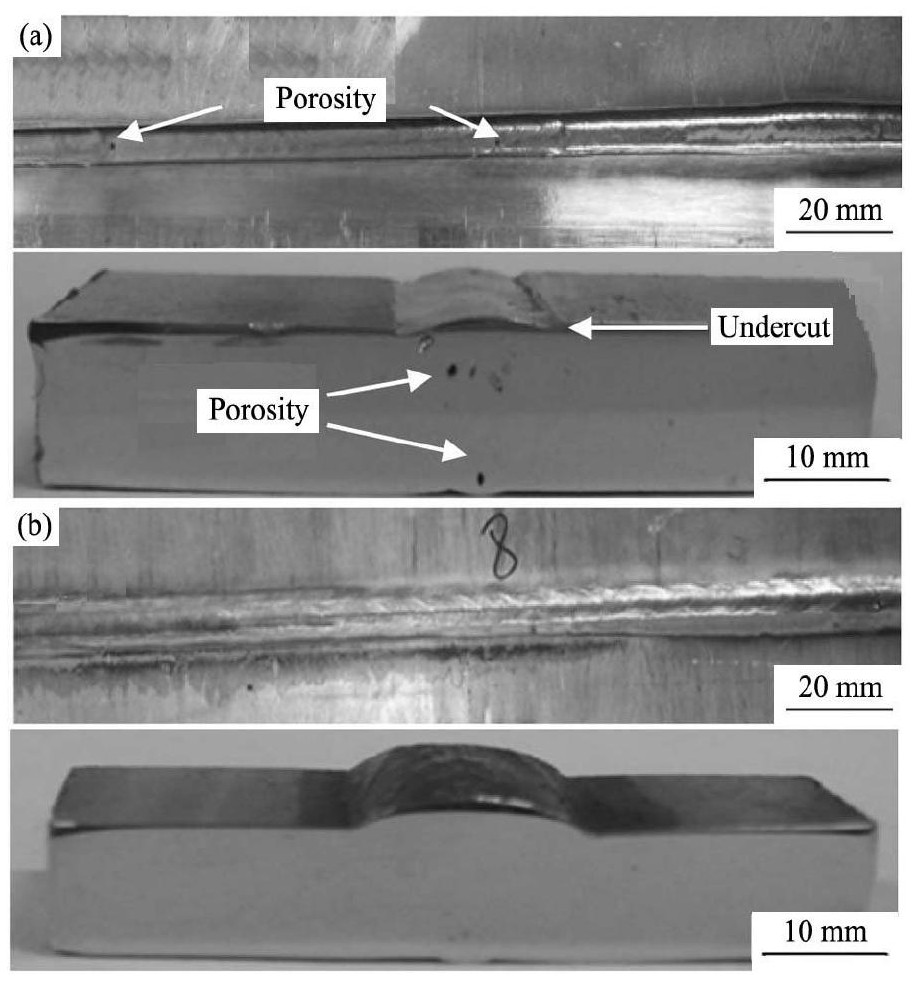
图 1 焊缝外观形貌Fig. 1 Morphologies of welded joints
( a) Without filler wire; ( b) With filler wire
2. 2 焊接接头力学性能分析
对最优焊接工艺参数下的不填丝、填丝接头进行力学性能测试。结果表明,不填丝接头抗拉强度240 MPa,达到母材( 实验测得为341 MPa) 的70. 5 % ,延伸率23% ; 填丝接头抗拉强度为333MPa,达到母材强度的97. 6% ,延伸率57% ; 实验结果表明,填充焊丝的焊接接头的力学性能要明显优于不填丝接头的力学性能。
2. 3 焊接接头金相组织分析
图2为6 mm厚N6填丝与不填丝等离子焊缝不同区域的微观组织。图2( a) 为N6母材显微组织,其基体为奥氏体,组织表现为均匀且细小的等轴晶,由于N6板材经过热轧,晶粒中出现退火孪晶; 图2( b) 为填丝焊缝的熔合区,即焊缝金属与母材的分界线; 如图2( c) 所示,N6填丝焊缝组织表现为等轴晶,晶粒较小且均匀,这是由于等离子焊接过程中填充焊丝,大量弥补了焊接熔池中易烧损的合金元素,致使熔池中成分过冷度增加,进一步促使熔池中晶体的异质形核。焊丝中Ti( 2. 0%~ 3. 5% ) 含量远高于母材 ( 0. 056% ) 的,也为熔池中晶体的异质形核提供了大量的难熔质点,使晶粒得到细化; 研究表明[9,10],熔焊方法下,焊接熔池的结晶过程是晶核形成与晶核长大的过程,由于焊接熔池中的液态金属处于过热状态,自发形核可能性较小,异质形核是熔池液态金属凝固的主要机制。图2 ( d ) 为填丝接 头热影响 区( HAZ) ,该区域晶粒比焊缝区晶粒粗大,由于热影响区内的变形晶粒在焊接加热后发生重结晶,并在储能的驱动下重新形核长大形成等轴晶,在焊接过程中,热影响区温度过高,其中部分晶粒发生二次再结晶,并通过晶界迁移,吞并周围的晶粒,形成较粗大晶粒; 但是该区域的晶粒并没有过度长大,这可能是因为填充焊丝以后有效地减少了熔池的过热度,热影响区的晶粒长大状况可以得到一定的抑制。图2( e) 为不填丝接头的焊缝区,组织为粗大的奥氏体晶粒,这是因为要实现6 mm厚板材的一次焊透,必须采用较高的热输入,等离子弧焊的电弧能量集中且N6焊接过程中易过热,热输入较大,热影响区温度过高,其中部分晶粒发生二次再结晶,形成粗大晶粒,该区域成为不填丝接头的薄弱区域。图2( f) 为不填丝接头的热影响区,该区域晶粒比焊缝区晶粒细小且大小不均,靠近焊缝晶粒较靠近母材的晶粒粗大。从微观组织可以看出,填丝接头热影响区的晶粒比不填丝接头热影响区的晶粒细小,组织更均匀且热影响区也较窄。
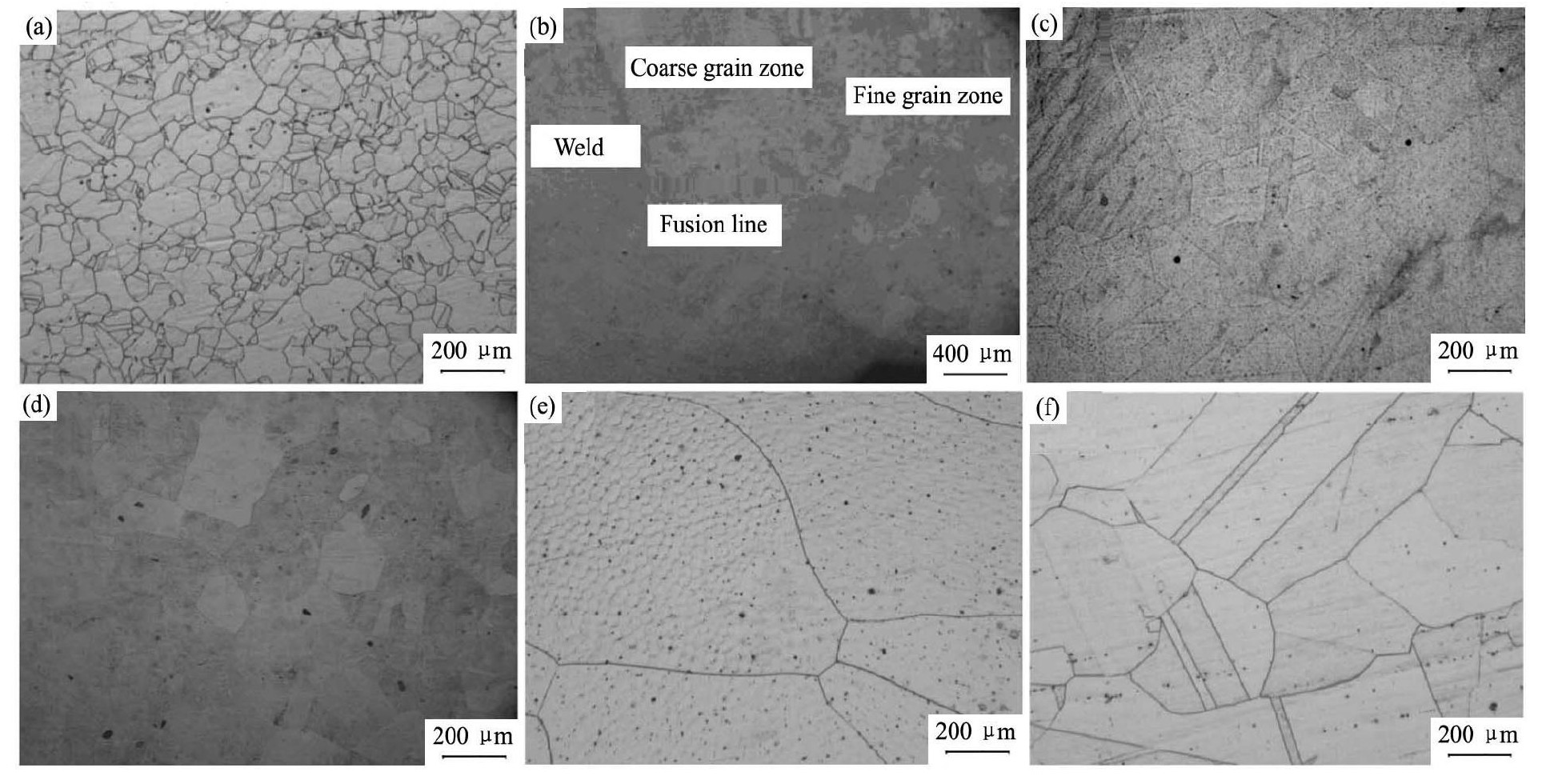
图 2 焊接接头金相组织Fig. 2 OM images of welded joints
( a) Base metal; ( b) Weld fusion zone; ( c) Weld zone of welded joint with filler wire; ( d) HAZ of welded joint with filler wire;( e) Weld zone of welded joint without filler wire; ( f) HAZ of welded joint without filler wire
2. 4 焊接接头析出物及相的组成
焊接接头的X射线衍射图谱如图3所示。图3( a) 为不填丝焊缝的X射线衍射图谱,主要为γ( Fe) 相; 图3( b) 为填丝焊缝的X射线衍射图谱,焊缝中的相组成与母材类似,主要为奥氏体基体γ相,同时析出以Ni3( Al,Ti) C为主的γ'相,这说明该合金在焊接过程中没有发生二次相变,焊缝金属保持母材原有的奥氏体相,只是焊缝中的奥氏体微观形貌与母材不同。γ'相是面心立方有序结构相,γ'相是特殊的金属间化合物相,它在γ-γ'组织中,通过绕过和切割粒子机制,与位错相互作用,起到很强的强化作用,γ'相强度随温度升高而增加。此外,γ'相固有的塑性使它本身不会成为断裂源[11]。焊缝中Al,Ti元素主要来自于焊丝。
焊丝中存在Al( 1. 5% ) ,Ti( 2. 0%~ 3. 5% ) 元素,其中Al是强烈的脱氧元素之一,故用Al作为脱氧剂,可以有效地抑制在熔池中产生的CO气体的化学反应,提高抗CO气孔的能力; 另外,Al还能和N化合而起固氮作用,故也能减少氮气孔。Ti也一种强烈的脱氧元素,且能和N化合成Ti N而起固氮作用,提高焊缝金属抗氮气孔的能力,基于此原因填丝焊缝中没有气孔存在。
用扫描电子显微镜以及能谱分析对填丝接头析出物进行显微组织观察( 图4,表4) ,图4( a) 中A处为含C,Si的化合物; 图4 ( b) 中B处为球形的富含C,N元素的氧化物; 图4( c) 中C处析出物是尺寸大概为3μm呈多边形的Ti N,其中,可能还含有少量碳形成的Ti( C,N)[12],但是由于含量较少,故无法检测出。可以认为Ti N粒子可能由于钢液的成分起伏使局部N,Ti溶度积大于临界溶度积,而在两相区中的液相析出,故尺寸较小( 1 ~ 3μm)[13]。Ti N的溶解度较小,在钢中常能看到液态析出的大颗多边形粒子,尺寸为微米级,在以后的热处理中也 不溶解,对阻止晶 粒粗化没 有作用[13,14]。图4( d) 中D为背散射电子像,EDS分析表明C,Ti元素含量较高,可以判定该碳化物为MC型碳化物,尺寸一般在1. 5 ~ 7. 0μm之间。

图 3 焊缝 X 射线衍射图谱Fig. 3 XRD patterns of weld joints
( a) Without filler wire; ( b) With filler wire
表 4 图 4 中 EDS 点成分分析Table 4 EDS results of zones in Fig. 4 下载原图
( %,atom fraction)

表 4 图 4 中 EDS 点成分分析Table 4 EDS results of zones in Fig. 4
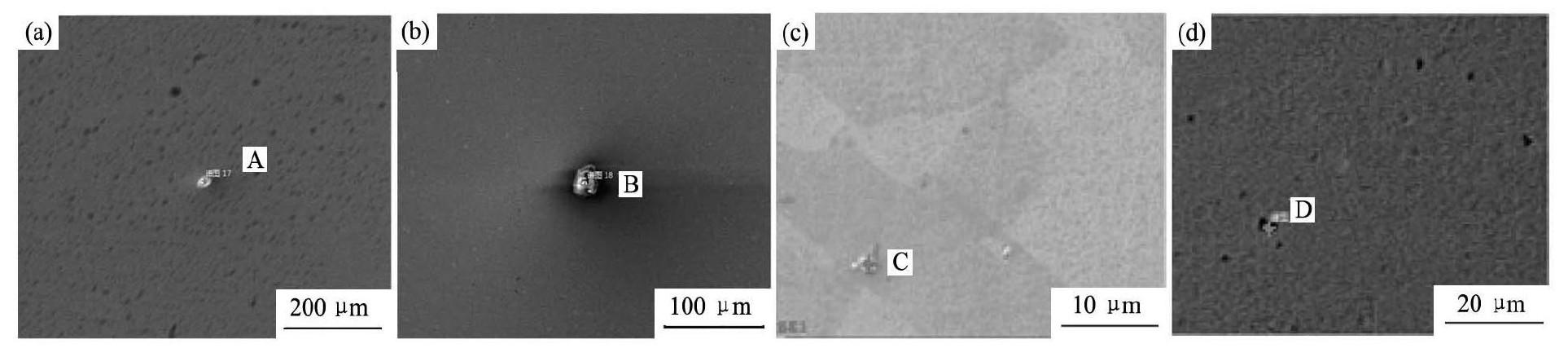
图 4 接头析出物 SEM 图像Fig. 4 SEM images of precipitates in joints
( a) Secondary electron image of Point A; ( b) Secondary electron image of Point B;( c) Secondary electron image of Point C; ( d) Backscattered electron image of Point D
2. 5 断口分析
对拉伸断口进行SEM分析。图5( a) 为不填丝接头的断口形貌,观察到断口上存在明显的河流状花样,可以判断接头断裂形式为解理断裂,属于典型的脆性断裂; 图5( b) 为填丝焊接接头拉伸断口,可以观察到断口上存在的纤维区和放射区均较粗糙,放射区范围较大,以脆性断裂为主,断口局部存在韧窝形貌,韧窝大而浅且断口处有二次相析出,可以判断拉伸断口属于脆性-韧窝混合性断裂。同时可以在断口上观察到夹杂物或第二相粒子的存在。

图 5 拉伸断口形貌Fig. 5 Tensile fracture SEM images of welded joints
( a) Without filler wire; ( b) With filler wire

图 6 图 5 断口析出物 SEM 图像Fig. 6 SEM images of fracture precipitations in Fig. 5
( a) Without filler wire; ( b) With filler wire
对断口上的夹杂物或第二相粒子进行SEM及EDS分析,如图6及表5所示。这些夹杂物主要是由C,Si元素组成的硬脆化合物,这些夹杂物或第二相粒子在断裂中起着很重要的作用; 质点越大,裂纹萌生的几率越高[15]。可能正是因夹杂物或第二相粒子的存在,拉伸时在应力的作用下,这些二次相与基体金属界面脱离形成微小的裂纹,然后这些微小的裂纹在应力的作用下不断长大,并且聚集在一起产生新的孔洞,最终导致焊接接头的断裂,这些韧窝内的二次析出相,应该是焊接接头拉伸断裂的裂纹发源地。
2. 6 接头显微硬度
对焊接接头进行显微硬度测定,以焊缝为中心向母材移动,分别测试两种焊缝的显微硬度分布图。载荷250 N,加载时间15 s,每隔1 mm取点测试。曲线图如图7所示。
表 5 析出物成分分析Table 5 Composition analysis of precipitations 下载原图
( %,mass fraction)
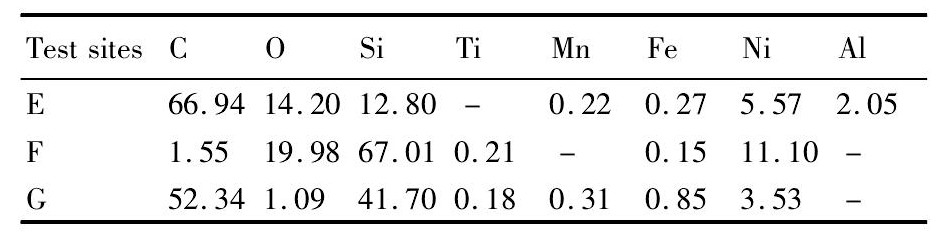
表 5 析出物成分分析Table 5 Composition analysis of precipitations
焊接接头显微硬度测试表明,二者母材硬度的变化趋势基本一致,为热轧态组织,晶粒细小均匀,硬度较高; 两种接头硬度最低值均出现在焊接热影响区,这是因为热影响区受到电弧的热作用容易过热,导致晶粒粗大,进而导致硬度下降,但从图7中看出,填丝接头热影响区的硬度要高于不填丝接头的硬度,这是因为填充焊丝可以有效的减少熔池过热度,晶粒长大状况可以得到一定抑制,晶粒不会过于粗大,但是焊接过程中,不填丝接头的热影响区会过热,导致晶粒粗大。
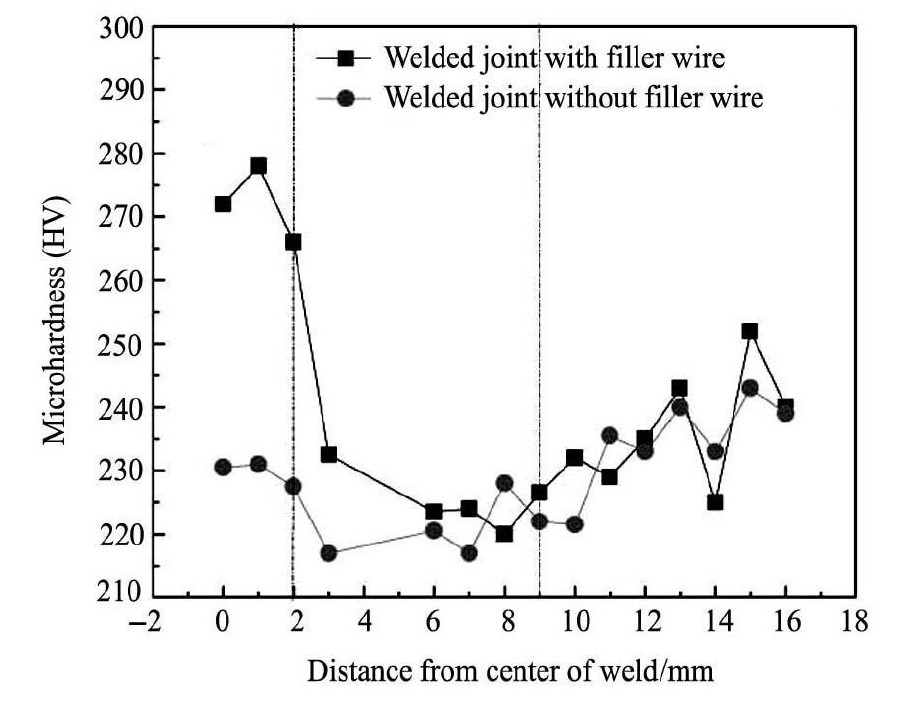
图 7 焊接接头显微硬度分布Fig. 7 Microhardness distribution of welded joints
根据单晶和多晶材料位错塞积理论总结出来的材料屈服强度 ( 或硬度) 与晶粒尺寸的关系,即Hall-Petch公式[16],用硬度表 示可改写 成:HV = Ho+ kd- 1 /2,式中d为晶粒直径,HV为材料的显微硬度,Ho和k对不同材料分别为不同的常数,这是长期以来提高金属材料强度的指导规律之一。显微硬度中k值( 即屈服应力随d- 1 /2变化的函数曲线的斜率) 显然与材料所包含的缺陷及材料表面的光洁度等有关,并与材料的密度有直接关系[17]。根据H-P公式可以解释填丝接头热影响区显微硬度高于不填丝接头热影响区硬度的原因。
3 结 论
1. 采用填丝等离子焊接能实现N6的焊接,在不开坡口的条件下可以实现单面焊双面成形,焊缝成形良好且无明显焊接缺陷,可以获得高质量的焊接接头。
2. 工业纯镍N6进行填充焊丝焊接以后,焊接接头力学性能有较大的提升; 填充ERNi-1焊丝等离子焊接与不填丝焊接的焊缝区与母材的相组成无本质区别,填充焊丝更利于消除焊接过程中的热裂纹和气孔倾向,焊丝中的Ti,Al元素都可以提高晶间液相的流动性与结晶温度,从而缩小结晶温度区间,同时可以细化焊缝晶粒; 热影响区较窄,填充焊丝可以有效地减少熔池过热度,晶粒长大状况可以得到一定抑制。
3. 填丝焊接接头断口为混合断裂,不填丝接头为脆性断裂,二者断口处均存在含有C,Si元素的析出物,正是这些析出物成为焊接接头拉伸断裂的裂纹发源地。
4. 工业纯镍N6焊接时易出现裂纹、气孔、晶粒粗大等缺陷,另外N6热导率低在焊接过程中易过热,导致焊缝晶粒迅速长大,N6晶粒一旦粗化后,很难用热处理的方法来改善,严重影响焊接接头的机械性能和耐蚀性能,因此纯镍N6在焊接时应严格控制焊接热输入。

