���±�ţ�1004-0609(2016)-03-0593-09
����Ͻ������SiCf/Al���ϲ��Ͻ��漰����ǿ�ȵ�Ӱ��
����������־�棬����ܣ��� ���������
(�ϲ����մ�ѧ ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ң��ϲ� 330063)
ժ Ҫ���ֱ���ZL102��ZL114A��ZL205A��ZL301��4�ֺϽ�Ϊ���壬��SiC��άΪ��ǿ�壬���������ѹ�������Ʊ�SiCf�������Ϊ40%������SiCf/Al���ϲ��ϡ�����TEM��SEM�Բ�ͬ����Ͻ��SiCf/Al���ϲ��Ͻ��漰�Ͽ���ò���й۲죬������������ǿ�ȡ������������ͬ����Ͻ������SiCf/Al���ϲ��Ͻ�����ò�������Բ��죬����ѧ���ܼ��Ͽ���ò����ڽϴ�IJ��졣���У�SiCf/ZL102���ϲ��ϵĽ������ϸС����״Al4C3�࣬�����Խ���㣬���������ϣ�ƽ������ǿ��Ϊ615.7 MPa���Ͽ���ά�γ��������ԣ�SiCf/ZL205A���ϲ��ϵĽ�����ڿ�״��Al4C3�༰CuAl2�࣬��ǿ�����ϣ�ƽ������ǿ��Ϊ385.1 MPa���Ͽ�ƽ�룻SiCf/ZL114A���ϲ��ϵĽ����Ͻ�SiCf/ZL102���ϲ��ϵ�ǿ��ƽ������ǿ��Ϊ475.9 MPa��SiCf/ZL301���ϲ��ϵĽ�����ڰ�״Al4C3�࣬����MgԪ�صĸ������ͽ��淴Ӧ��������ǿ�����У�ƽ������ǿ��Ϊ769.3 MPa���Ͽڳ������ѣ�����ı����ƺ����ķ���
�ؼ��ʣ�����Ͻ�SiCf/Al���ϲ��ϣ�����ǿ�ȣ����棻�����ѹ����
��ͼ����ţ�TB333���� ���ױ�־�룺A
����̼������ά��ǿ�������ϲ���(SiCf/Al)�����и߱�ǿ�ȡ��߱�ģ�������������⣬�����б�����̼��ά��ǿ�������ϲ���(Cf/Al)���õĿ���ʴ����ĥ����ŵ�[1]����ˣ�����̼������ά��ǿ�������ϲ����ں��պ��켰�������������ӵ�й�����Ӧ��ǰ����������Ŀǰ����������к��շ������������������رȷ��������о��������ʸ�ǿ������SiCf/Al���ϲ�������˸�Ϊ��ȷ����������
Ŀǰ���о���Ϊ�㷺��SiC��ά��Ϊ��˿��ϸ˿��ֱ���ﵽ100 ��m���ϵĴ�˿̼������ά���ʺ������ӹ�����֯�������θ��ӹ������Ӷ��������䷢չDZ�������������Ʊ���ֱ����15 ��mϸ˿SiC��ά������ҵ�������������������ɱ���ʹ����SiC��ά��ǿ���������ϲ���δ�����ģ��ҵ��������Ϊ���ܡ����⣬ϸ˿������ά���ھ��пɱ�֯��һ���ص��ص㣬���Խ����֯�ɶ�ά������״�����[2-5]�������ڸ��ϲ����Ʊ������Ķ������������������ѹ������������ģ�ߵĿ����������ά�Ŀɱ�֯���л����ʹ�ø��ϲ��ϵ��Ʊ�����ʵ�ֽ�������[6-7]����֤�˸��Ӹ��ϲ��Ϲ����������ԡ�
���ڸ��ϲ��϶��ԣ�����ṹ��������ѧ���ܡ����治���ڻ������ά�����Ŵ����غɵ����ã������������������ı�������չ�������ֹ������չ�ͱ�����ά������[8]�����ظ��ϲ��Ͻ���ķ������Ʊ����ղ���(����άԤ���¶ȡ������¶ȡ�ѹ������ȴ�ٶȡ���ѹʱ��)������Ͻ�����Ϳ��������[9]��������Ż�����ǵ�ǰ���ϲ��Ͻ�������Ŀ�Ŀ��⣬һֱ���������������SiC��ǿ���������ϲ��Ͻ����о��ı����ż����ʡ����磬����[10]�����˹��ڵ�һ̨���ϲ��Ͻ���ǿ��ԭλ�����ǣ����鷢�֣�SiC/Al���ϲ��ϵĽ�����ǿ���븴�Ϲ�������֮��������ԵĶ�Ӧ��ϵ������[11]���о���˿SiC��ά��ǿTi���ϲ���ʱ��ͨ���������淴Ӧ��ѧ����ѧģ�ͽ�ʾ��SiC��ά��ǿTi�����淴Ӧ�����������о�����[12]�������˻��¶ȵ����Ӽ��˻�ʱ����ӳ������ϲ��Ͻ��������Ӧ���ӡ�
Ŀǰ�ձ���Ϊ�����ʵĽ�����Ի����ѧ���ܽϺõĸ��ϲ��ϡ�SiC��ά�����������Ա�̼��ά��Al2O3��άҪ�ã�ͬʱ���Ʊ������У������̼��ά��SiC��ά���������ȶ��Ժá�����Һ�����õĽ��滯ѧ�����ԣ����������巢���缫��λ��Ӧ������[13-14]��һ����Ϊ����淴Ӧ�٣���������[15]�������������ǰ���о�����[16]������SiCf/Al���ϲ��ϵ���ѧ���ܶԻ���Ͻ����ӵĺϽ�Ԫ��Ҳͬ���dz����С�ѡ����ʵĻ���Ͻ���һ�ָ��ƻ�������ǿ�����ʪ�ԡ����ڽ��淴Ӧ�Ի�����ŵĽ���ṹ����Ҫ�ֶΡ�Ȼ����Ŀǰ�ڻ������Ͻ�Ļ�ѧ�ɷֶ�SiCf/Al���ϲ��Ͻ���ṹ����ѧ���ܵ�Ӱ����Ȼ����������ѡ����ʵĻ������Ͻ𣬻�ȡ���ʵĽ��棬����������ѧ���ܣ��DZ��о���Ŀ�����ڡ��м��ڴˣ���������ѡ��Al-Si��Al-Cu��Al-Mgϵ�������Ͻ�Ϊ���壬�Ʊ���SiCf�������Ϊ40%�IJ�ͬ����Ͻ��SiCf/Al���ϲ��ϣ�����TEM��SEM�ȶԲ�ͬ���������SiCf/Al���ϲ��Ͻ����������Ͽ���ò�������о�����������������ǿ�ȣ��о��˻���Ͻ������SiCf/Al���ϲ��Ͻ��������ǿ�ȵ�Ӱ�졣
1 ʵ��
1.1 ʵ�����
ʵ��ѡ�ù����Ƽ���ѧ�������������Ƶ�KD-��������̼������ά(1.2K)��Ϊ��ǿ����ϣ������ܲ�������1��ѡ�õ����Ͻ�ΪZL102��ZL114A��ZL205A��ZL301������ҪԪ�سɷֺ������2���С�
��1 KD-��̼������ά������ָ��
Table 1 Property index of KD-�� SiC fiber

1.2 ʵ�鷽��
���õ����Ų���ʽ�Ʊ�SiCf�������Ϊ40%��SiCfԤ���壬���������ѹ�������Ʊ�����SiCf/Al���ϲ��ϣ��ڴ�������������н����Ͻ�������730 �棬��άԤ���¶�Ϊ450 �棬��������ʹ�õ������г�����ѹ��ѹ��Ϊ7 MPa����ѹʱ��Ϊ5 min�����Ʊ��������ߴ�Ϊd6 mm��100 mm��
�������߲��õ������ѹ�������Ǹ��ݷ���������ԭ����ʵ�ָ��ϲ��ϵĽ������ͣ���ԭ��ʾ��ͼ��ͼ1�����ϲ��Ͻ�����ʹ�õ��豸���ɴ���������������ZYQ250/400�������ѹ�����豸�������ѹ�����豸�����¹��¶Ⱥ�ѹ���ȶ���ͨ������ϵͳȫ���Զ����ơ������ѹ�����豸�ļ���ָ��Ϊ��ն�С��210 Pa������趨�¶�1000 �棬������ѹ��10 MPa���ܷ��Ժã�����ij�����жѹ����ƽ�ȣ���С�ٶȿɵ�����100 kPa/s��ѹ������0~10 MPa��������ڡ��豸���¶Ȳ���˫�ȵ�ż�ֱ�Խ���Һ��¯�Ž���ʵʱ�¶ȿ��ƣ��¶���Χ�ɿ����ڡ�5 �档
1.3 ���ܲ���
Ϊ�˷�ֹ�����������������Ӧ�������ڼгֶ˶��ѣ����Ʊ��õ�����SiCf/Al���ϲ��ϼӹ�������������ͼ2��ʾ������Instron5568�͵���������������������������ܲ��ԣ�����Nova NanoSEM450�ͳ�����ɨ���������(SEM)�Ը��ϲ��϶Ͽ���ò���й۲죬����JEM-2100F����羵�۲츴�ϲ��ϵĽ���ṹ��
2 ��������
2.1 ����Ͻ������SiCf/Al���ϲ��Ͻ����Ӱ��
SiC��ά��XRD����ͼ3��ʾ����ͼ3��֪��SiC��ά����ֻ����SiC��������C��SiO2����ά�д���C�������������Ʊ���SiC��ά������ڱ������Ƚ�̼Ϳ�㡣���ڽ����¶ȴﵽ730 �棬�������Ͻ�Ԫ�صĻ�ѧ���Խϸߣ�����̼������ά������ͬ�̶ȵĽ��淴Ӧ���γɸ��ӵĽ���ṹ��
��SiC-Al��ϵ�У��ڽ����������������Ļ�ѧ��Ӧ���£�
��2 ���Ͻ�Ļ�ѧ�ɷ�
Table 2 Chemical composition of aluminum


ͼ1 �����ѹ����װ����ģ��ʾ��ͼ
Fig. 1 Schematic diagram of vacuum pressure impregnation method

ͼ2 SiCf/Al���ϲ�����������ʾ��ͼ
Fig. 2 Schematic diagram of SiCf/Al composite tensile specimens (Unit: mm)
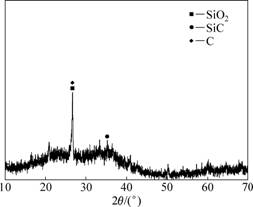
ͼ3 SiC��ά��XRD��
Fig. 3 XRD pattern of SiC fiber
 (1)
(1)
 (2)
(2)
 (3)
(3)
Al4C3��һ������������ά�е�C��Һ̬����Ӧ���ɣ���һ����������ά�е�SiC��Һ̬��������Ӧ����Al4C3��Si��Al4C3����������������ά����Ϊ���Ǿ����κˣ��κ˺���������������������Ĺ����У�Al4C3����Ҫ��ϸС����״����״��Ƭ״��ʽǶ�뵽̼������ά��������֮�䡣
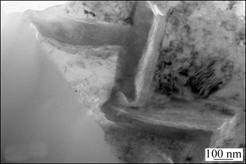
����JEM-2100F�ͳ�����߷ֱ���羵�Ը��ϲ��ϵĽ�����ò�����˹۲졣ͨ��TEM��֯�۲췢������SiCf/Al���ϲ��ϴ��ڽ���㣬�������ʹ������Image-Pro Plus������ͼ4(a)��ʾΪ����ZL102��SiC��ά�Ľ�����ò��δ�������������㣬SiC��ά��Ե�ֲ��ҷֲ�����Ƭ״���ʣ�ͼ4(b)��ʾΪ����ZL114A��SiC��ά�Ľ�����ò���������Կ�����Լ89.8 nm��Ľ���㣻ͼ4(c)��ʾΪ����ZL205A��SiC��ά�Ľ�����ò���������Լ273.7 nm��ͼ4(d)��ZL301��SiC��άͬ���γ��˽�Ϊ���ԵĽ���㣬����ԼΪ286.8 nm����������ิ�ӡ�
�������һ���̶��Ϸ�ӳ���淴Ӧ�ľ��ҳ̶ȣ�SiCf/ZL114A��SiCf/ZL205A��SiCf/ZL301���ϲ��Ͼ��н���������˵������������в����˸��ӵĻ�ѧ��Ӧ���������ò������������(��ͼ5)�����ǽ��淴Ӧ���ɵ�����Si��ͬʱ��SiCf/ZL301���ϲ��ϵĽ�����л������������о���˳�����еĻ����������MgAl2O3�����������[17]���о�������һ�µġ�
ͼ6��ʾΪ����SiCf/Al���ϲ��Ͻ��淴Ӧ���TEM����ͼ6��֪��Al4C3�����Ƿֲ�������SiCf/Al���ϲ��Ͻ��棬��ͼ6(a)�۲쵽SiCf/ZL102���ϲ��Ͻ�����ϸС��״��Al4C3�࣬���Al4C3�Լ92.1 nm����Լ6.4 nm��������Ϊ14.5��Al4C3���ɽ�����������������������٣�SiCf/ZL114A�Ľ���ͬ������ά��Ե�����������(��ͼ6(b))���ɲ��Al4C3�Լ612.1 nm����Լ67.2 nm��������Ϊ9.1����ߴ����SiCf/ZL102���ϲ�����Al4C3��ijߴ���ɼ��ͺ�����Si���ƽ��淴Ӧ��������������һ���̶��Ϸ�ӳ������ߺ�����SiԪ�ؿ�����Al4C3������ɡ���SiCf/ZL205A�Ľ�����(��ͼ6(c))����������̼������ά֮��ľ���ܽ������ɵ�Al4C3����Ե�����������������������ᴩ���壬��������ά֮���γɡ����š������Al4C3�Լ395.4 nm����Լ141.1 nm��������Ϊ2.8������Ƚϴ�ʿ�״����Al4C3�����϶ࡣ��SiCf/ZL301�Ľ�����(��ͼ6(d)) Al4C3��ij�Լ659.6 nm����Լ54.6 nm��������Ϊ12.1��ͼ7��ʾΪAl4C3������仨����

ͼ4 ��ͬ��������SiCf/Al���ϲ��Ͻ�������ò
Fig. 4 Morphologies of interface layer of different matrix continuous SiCf/Al composites

ͼ5 ����SiCf/ZL301���ϲ��Ͻ�������ò
Fig. 5 Morphology of interfacial layer of continuous SiCf/ZL301 composite
2.2 ����Ͻ������SiCf/Al���ϲ�������ǿ�ȵ�Ӱ��
����Instron5568�������4�ָ��ϲ��������������������ʵ�飬ÿ�ֲ���ȡ3���������ԣ����ȡƽ��ֵ��ʵ�����Ʊ��ĸ��ϲ����е�̼������ά�ǵ����Ų�������ʵ����Ҫ������ά�Ų�����ͨ��4�ֲ�ͬ�����SiCf/Al���ϲ�������ǿ�ȵĶԱ�(��ͼ8)��SiCf/ZL205A��ƽ������ǿ��Ϊ385.1 MPa��SiCf/ZL114A��ƽ������ǿ��Ϊ475.9 MPa��SiCf/ZL102��ƽ������ǿ��Ϊ615.7 MPa��SiCf/ZL301��ƽ������ǿ��Ϊ769.3 MPa��
��ǰ�������֯����(��ͼ6(a))��֪��SiCf/ZL102���ϲ�����Al4C3��ߴ���С���������٣����淴Ӧ��������̼������ά���˸�С����ά��Ӧ���ܳ��ܸ�����غɣ���ʵ������ǿ��ȴ������ߵģ�����Ҫ����Ϊ������ǿ�Ƚϵͣ�����������н���û�������غɵ����ã�̼������άû�г�ַ�������ǿ���ã�SiCf/ZL114A���ϲ����е�SiԪ�غ�����Ի���ZL102�еĸ��٣����淴Ӧ��SiCf/ZL102���ϲ��ϵ����أ������������ǿ�ȸ���SiCf/ZL102���ϲ��ϵģ���̼������ά������ʹ�ø��ϲ�����ѧ���ܲ��ߣ�SiCf/ZL205A���ϲ�����ѧ������ͣ�����溬�д����Ŀ�״Al4C3�࣬���Ե�Al4C3�ڵ�Ӧ�������·������Ѷ���Ϊ����Դ��������ά������ʧЧ�ƻ���ͬʱ��CuԪ��������̼������ά����[18]���ڽ��洦�γ�CuAl2��(��ͼ9)��CuAl2�����̼������ά�����γ�ȱ�ݣ�������ά�ij������������һ����¸��ϲ��ϵĽ����Ϲ�ǿ�����ؽ����ϲ��ϵ���ѧ���ܡ�SiCf/ZL301���ϲ���������ϸߵ�MgԪ�غ�����MgԪ�ض�̼������ά���н�ǿ��������(��ͼ10)����̼��������Һ�Ӵ�ʱ��MgԪ�ػ��Խϸ�Ѹ����������ά���棬�谭SiC��ά����Һ֮���Ԫ����ɢ����������淴Ӧ��������SiC��ά�������ˣ���MgԪ�ظ����ڽ��洦����֤�����õĽ�����ǿ�ȣ������ڴ����غɡ���ˣ�SiCf/ZL301���ϲ��ϵ�����ǿ����ߣ��ϵ͵���ά���˼����õĽ������Ǹ��ϲ��ϻ��������ѧ���ܵ������ؼ����ء�

ͼ6 ����SiCf/Al���ϲ��Ͻ��淴Ӧ���TEM��
Fig. 6 TEM images of interfacial reactants of continuous SiCf/Al composite

ͼ7 Al4C3������仨��
Fig. 7 Diffraction pattern of Al4C3 phase
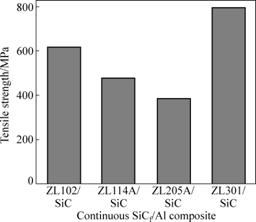
ͼ8 ����SiCf/Al���ϲ��ϵ�����ǿ��
Fig. 8 Tensile strength of continuous SiCf/Al composite
ͼ9 SiCf/ZL205A���ϲ��Ͻ������ò
Fig. 9 Interface morphology of SiCf/ZL205A composite
2.3 ����Ͻ������SiCf/Al���ϲ��϶�����Ϊ��Ӱ��
������Ϊ��һ���̶��Ͽ��Է�ӳ��SiCf/Al���ϲ��ϵ���ѧ���ܣ�Ϊ��һ���о����ϲ��ϵ���ѧ���ܣ�����ɨ���������(SEM)��4������SiCf/Al���ϲ��ϵ�����Ͽ���ò���з����ͶԱȡ�ͼ11��ʾΪ4������SiCf/Al���ϲ��ϵĶϿ�SEM��ͼ11(a)�п��Կ�����SiCf/ZL102���ϲ�����������Ѻ�����ά�γ����γ���ά���̲�һ����Ͽڲβ��̶����ԣ�SiCf/ZL102���淴Ӧ���ᣬ�����������������ͼ11(b)���Կ��������ϲ����������ʱ����ά�����һ����С���α䣬��ά�����������ճ��������ά��Ӧ�����д����ѣ������帴�ϲ��϶���ʱ���Ѿ����ѵĵ�����ά������ճû�л���Ͻ�����������Ͻ�û�������غɵ����ã���ά�����ӻ����аγ����Ӷ��γ���ά�γ����������ģʽʾ��ͼ��ͼ12(a)��ʾ�����ѷ�Ϊ4���Σ�����ǰ�������α��������ճ�����ϲ��϶��ѡ��Ͽڷ��롣

ͼ10 ��ͬ������MgԪ�ظ�����EDS��
Fig. 10 EDS images of Mg enrichment matrix in different substrates
��ͼ11(e)�п��Կ�����SiCf/ZL205A���ϲ��϶Ͽ�ƽ�룬��������ά���������Ʋ����غ�������������ά������ͬһƽ���ڶ��ѡ�SiCf/ZL205A���ϲ��Ͻ��淴Ӧ���أ����ɵĽ��淴Ӧ��϶࣬������ǿ�Ƚϸߣ�û����ճ����ͼ11(f)�п��Կ�������ά�����û�в�����ѹ�����ϲ���������Ĺ����У�ȱ�ݴ�����Ӧ�����в������ƣ�����û�������غɵ������һ����е�CuԪ�����ײ����ȸ�������ά�����γ�Al2Cu�࣬��Ӳ�Ƚϸߣ������ڴ������Ƶ�ͬʱ��������ά���临�ϲ��϶���ģʽʾ��ͼ��ͼ12(b)��ʾ���ɷ�Ϊ3���Σ�����ǰ�����������ά���Ͽڷ��롣
SiCf/ZL301(��ͼ11(g))���ϲ��϶Ͽ���������ά��������Ͽڲβ��̶����ԣ��Ͽڴ��������ѣ�˵����ά֮��Ļ��������غɵ����ã�ͬʱ����������ֱ�Ӻ�����������������һ�����ԭ����������Ӱ�����ܲ��ɷֵģ�SiCf/ZL301���ϲ��Ͻ��淴Ӧ���SiCf/ZL205A���ϲ��Ͻ��淴Ӧ�̶��ᣬ�ֱ�SiCf/ZL102���ϲ��Ͻ��淴Ӧ�̶��أ��������ǿ�����У��ҽ��淴Ӧ���������٣�����ʵĽ���ṹ�����ڻ����������ĸ��ϲ��ϡ������ģʽʾ��ͼ��ͼ12(c)��ʾ���ɷ�Ϊ����4���Σ�����ǰ����ά���ѡ����崫�����ơ��Ͽڷ��롣SiCf/ZL114A(��ͼ11(c))���ϲ��϶Ͽ�������ǽ���SiCf/ZL301���ϲ��Ϻ�SiCf/ZL205A���ϲ���֮�䣬�������ǿ�ȸ���SiCf/ZL301���ϲ��Ͻ���ǿ�ȣ�����SiCf/ZL205A���ϲ��Ͻ�����ǿ�ȣ��Ͽڴ��β��̶Ƚ�SiCf/ZL301���ϲ��϶Ͽ��ᣬ���崫���غɼ��������ƴ�������������һЩ��
3 ����
1) ����Ͻ������SiCf/Al���ϲ��Ͻ�����ȼ���������������Ե�Ӱ�졣SiCf/ZL102���ϲ���δ�������Խ���㣬SiCf/ZL114A��SiCf/ZL205A��SiCf/ZL301���ϲ��ϵĽ�����ȷֱ�Ϊ89.84��273.70��286.80 nm��SiCf/ZL102�Ľ��淢����ϸС����״Al4C3�ࣻSiCf/ZL205A�Ľ��淢���˿�״��Al4C3������̼������ά֮���γɡ����š�����SiCf/ZL114A��SiCf/ZL301�Ľ�����Al4C3����Ϊ��״��
2) 4�ָ��ϲ����У�SiCf/ZL301��ƽ������ǿ����ﵽ769.3 MPa��SiCf/ZL205A��ƽ������ǿ����С��Ϊ385.1 MPa��SiCf/ZL114A��SiCf/ZL102��ƽ������ǿ�ȷֱ�Ϊ475.9��615.7 MPa�����������ͽ��������Ӱ������ǿ�ȵĹؼ����ء�
3) SiCf/ZL102���ϲ�����������Ѻ�Ͽڳ�����ά�γ����γ���ά���̲�һ����Ͽڲβ��̶����ԣ�SiCf/ZL205A���ϲ��϶Ͽ���ƽ����������ά�����������غ�������������ά������ͬһƽ���ڶ��ѣ�SiCf/ZL301���ϲ��϶Ͽ���������ά��������Ͽڳ������ѣ����������غɵ����ã�ͬʱ����������ֱ�Ӻ�����������SiCf/ZL114A���ϲ��϶Ͽ�������ǽ���SiCf/ZL301��SiCf/ZL205A���ϲ���֮�䡣������ǿ����Ӱ�츴�ϲ��϶���ģʽ�Ĺؼ����ء�

ͼ11 4������SiCf/Al���ϲ�������Ͽ�SEM��
Fig. 11 SEM images of tensile fracture of four kinds of continuous SiCf/Al composites

ͼ12 3�ֲ�ͬ���ϲ��ϵĶ���ģʽʾ��ͼ
Fig. 12 Schematic diagram showing fracture mode of three different composites
REFERENCES
[1] �� ��, �����, �� �G. ����Ԫģ��SiC��ǿAl�����ϲ��ϵ���ѧ��Ϊ[J]. �й���ɫ����ѧ��, 2012, 22(2): 476-484.
SUN Chao, SHEN Ru-juan, SONG Min. Simulation of mechanical behaviours of SiC reinforced Al matrix composites by finite element method[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(2): 476-484.
[2] �����. �����ܸ��ϲ��Ϲܼ��������յıȽϼ���ά��֯������Ӧ��[J]. ���Ϲ���, 2009(S2): 109-118.
LIU Zhen-guo. Study on comparation of manufacturing methods of high performance composites pipes and application of 3D braiding technology[J]. Journal of Materials Engineering, 2009(S2): 109-118.
[3] ������, ������, �� ΰ. ��ά��֯���ϲ��������о���չ[J]. ���Ͽ�ѧ�빤��ѧ��, 2006, 24(2): 631-636.
MA Wen-suo, ZHAO Yun-ling, FENG Wei. Progressing in the research on 3D braided composites[J]. Journal of Materials Science & Engineering, 2006, 24(2): 631-636.
[4] ������, ������. ��ά��֯���ϲ����о���չ[J]. ����ѧ��, 2010, 31(5): 914-925.
WANG Xing-ming, XING Yu-feng. Developments in research on 3D braided composites[J]. Acta Aeronautica Et Astronautica Sinica, 2010, 31(5): 914-925.
[5] �� ��, ������. ��ά��֯���ϲ�����ѧ�����о���չ[J]. ������������ѧѧ��, 2011, 16(1): 34-40.
ZENG Tao, JIANG Li-li. Development of investigation into mechanical properties of 3D braided composites[J]. Journal of Harbin University of Science and Technology, 2011, 16(1): 34-40.
[6] �λ���, ��־��, �� ��, �����. ��άԤ���¶ȶ������ѹ��������SiCf/Al���ϲ������ܶȺ���ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(9): 2264-2271.
LIAO Huan-wen, XU Zhi-feng, YU Huan, WANG Zhen-jun. Effects of fiber preheating temperature on density and mechanical properties of continuous SiCf/Al composites manufactured by vacuum pressure infiltration[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2264-2271.
[7] �� ��, �����, ��, ˹����, ��Ф��, �� ƽ. ���������Һ��ѹ�����Ʊ�̼�����ϲ���[J]. ϡ�н��������빤��, 2000, 29(6): 411-414.
WANG Hong, YANG De-ming, ZHUO Yue, SI Yong-min, FEI Xiao-qing, PENG Ping. Technological study on a carbon fiber reinforced aluminum composite prepared by a new vacuum squeeze casting process[J]. Rare Metal Materials and Engineering, 2000, 29(6): 411-414.
[8] ���ӷ�, ������, ʯ����, �� ��. ����ṹ��SiCf/Al���ϲ������ܺ���������Ϊ��Ӱ��[J]. �����о�ѧ��, 1999, 13(1): 76-80.
GUO Yan-feng, ZHU Zu-ming, SHI Nan-lin, DAI Bing. Effect of interface structure on the property of SiCf/Al and acoustic emission behavior[J]. Chinese Journal of Materials Research, 1999, 13(1): 76-80.
[9] ���, ������, �¹���, �� ǿ. ���������ϲ��Ͻ��淴Ӧ�����о���չ[J]. �й����Ͻ�չ, 2012��31(7): 51-58.
WU Gao-hui, JIANG Long-tao, CHEN Guo-qin, ZHANG Qiang. Research progress on the control of interfacial reactions in metal matrix composites[J]. Materials China, 2012, 31(7): 51-58.
[10] ����, ������, ��־ǫ, κ����, �� ��, �����. SiC(Nicalon)/Al���ϲ��ϵĽ�������[J]. ���ϲ���ѧ��, 1995, 12(2): 5-9.
HUANG Yu-dong, LIU Yu-yan, ZHANG Zhi-qian, WEI Yue-zhen, PAN Jin, YANG De-ming. The interfacial properties in SiC(Nicalon)/Al composites[J]. Acta Materiae Compositae Sinica, 1995, 12(2): 5-9.
[11] �� ��, ������. SiC��ά��ǿTi�����ϲ��Ͻ��淴Ӧ��ѧ����ѧ�о�[J]. ��֯��У������ѧѧ��, 2012, 25(4): 494-497.
ZHU Yan, YANG Yan-qing. Study on the interfacial reactions of SiC fiber reinforced Ti-matrix composites[J]. Basic Sciences Journal of Textile Universities, 2012, 25(4): 494-497.
[12] ZENG L Y, ZHAO Y Q, ZHOU L, VASSEL A. Study on SCS-6/Ti-6Al-4V composite[J]. Transactions of Materials and Heat Treatment. 2004, 25(5): 110-112.
[13] Rawal S P. Interface structure in graphite fiber reinforced metal matrix composites[J]. Surf Interface Anal, 2001, 31: 692-700.
[14] ë�ɺ�, ������. ��̼������ά��1-��Ȳ�����в��ۻ������Ʊ���������SiC��ά[J]. ���ϲ���ѧ��, 2007, 24(6): 68-76.
MAO Xian-he, SONG Yong-cai. SiC fiber with a low oxygen content prepared by polycarbosilane fiber cured in 1-hexyne vapor[J]. Acta Materiae Compositae Sinica, 2007, 24(6): 68-76.
[15] ������, ��½��, �� ��, �� ��, ����. Cu������Al2O3��SiO2sf/Al-Cu���ϲ�����ĥ���ܵ�Ӱ��[J]. ����ѧ��, 2013, 49(9): 1131-1136.
XU Hong-yu, HUANG Lu-jun, GEN Lin, ZHANG Jie, HUANG Yu-dong. Effects of Cu content on the wear properties of Al2O3��SiO2sf/Al-Cu composites[J]. Acta Metallurgica Sinica, 2013, 49(9): 1131-1136.
[16] ��־��, �����, �� ��, �����, ������. ����Ͻ������SiCf/Al���ϲ�������֯������ǿ�ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2015, 25(2): 392-400.
XU Zhi-feng, XU Yan-jie, YU Huan, WANG Zhen-jun, ZHOU Zhen-zhen. Effect of matrix alloy on microstructure and tensile strength of continuous SiCf/Al composite[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 392-400.
[17] �� ��, Ф����, ��ȫ��, ������, �� Խ, �� ��. ��ѹ�ս��¶ȶ�SiC������ǿ�������ϲ�������֯����ѧ���ܵ�Ӱ��[J]. ����ѧ��, 2011, 47(3): 298-304.
JIN Peng, XIAO Bo-l��, WANG Quan-zhao, MA Zong-yi, LIU Yue, LI Shu. Effect of hot pressing temperature on microstructure and mechanical properties of SiC particle reinforced aluminum matrix composite[J]. Acta Metallurgica Sinica, 2011, 47(3): 298-304.
[18] ��Ч��, �����. Al-SiCϵ��ʪ�������������о�[J]. ���Ͽ�ѧ�빤��, 1994, 1(12): 37-41.
MA Xiao-chun, WU Jin-bo. An investigation on wettability and interfacial phenomena of Al-SiC system[J]. Materials Science and Engineering, 1994, 1(12): 37-41.
Effect of matrix alloy on interface and tensile strength of continuous SiCf/Al composite
NIE Ming-ming, XU Zhi-feng, XU Yan-jie, YU Huan, WANG Zhen-jun
(National Defence Key Discipline Laboratory of Light Alloy Processing Science and Technology,
Nanchang Hangkong University, Nanchang 330063, China)
Abstract: By using four different matrix alloys, such as ZL102, ZL114A, ZL205A and ZL301, as substrate, SiCf/Al composite with volume fraction of 40% SiCf were prepared by vacuum pressure impregnation. The interface characteristics and fracture morphology of SiCf/Al composite were observed by TEM and SEM, and the tensile strength was tested. The results show that, the interfaces of continuous SiCf/Al composite of different matrix alloys exist significant differences in their interface morphology, mechanical properties and fracture morphology. Among them, the SiCf/ZL102 composite with tiny needle Al4C3 at the interface and without obvious interface layer, the interfacial bonding is weak, with average tensile strength of 615.7 MPa and obvious fracture fiber pull phenomenon. A large bulk of CuAl2 and Al4C3 phase exist at the interface of the SiCf/ZL205A composite, the interfacial bonding is strong, with average tensile strength of 385.1 MPa, and flush fracture. The interface of SiCf/ZL114A composite is slightly stronger than that of SiCf/ZL102 composite material, the average tensile strength is 475.9 MPa. The rod-like Al4C3 phase exists at the interface to SiCf/ZL301 composite, a large number of Mg element enrichment reduces the interfacial reaction, the average tensile strength is 769.3 MPa, the fracture exists dimple, the matrix changes the direction of horizontal crack.
Key words: matrix alloy; SiCf/Al composite; tensile strength; interface; vacuum pressure impregnation
Foundation item: Project(51365043) supported by the National Natural Science Foundation of China; Project (20151BAB206039) supported by the Natural Science Foundation of Jiangxi Province, China; Project(GF201101004) supported by the National Defence Key Discipline Laboratory of Light Alloy Processing Science and Technology Aviation Technology Key Laboratory of Aerospace Materials Hot Working Processing Technology
Received date: 2015-06-17; Accepted date: 2015-10-26
Corresponding author: XU Zhi-feng; Tel: +86-791-86453167; E-mail: xu_zhf@163.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51365043)������ʡ��Ȼ��ѧ����������Ŀ(20151BAB206039)����Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���Һͺ��ղ����ȼӹ��������տƼ��ص�ʵ��������������Ŀ(GF201101004)
�ո����ڣ�2015-06-17�������ڣ�2015-10-26
ͨ�����ߣ���־�棬���ڣ��绰��0791-86453167�����棺0791-86453167��E-mail��xu_zhf@163.com

