�������м۽�����ȡ���ۺ����ý�չ
��Դ�ڿ����й���ɫ����ѧ��2018���8��
�������ߣ���� ������ ������
����ҳ�룺1697 - 1711
�ؼ��ʣ����ࣻ�������ã��������գ��м۽�����ϡ��
Key words��red mud; overall utilization; metal recovery; valuable metal; rare earth
ժ Ҫ����������������ȡ�����������в����Ĺ����״�������ǿ������������ѻ��Ի������������Ⱦ�����������Ϊԭ��������������⣬���������ж����м۽���������ۺ����ó���������Ҫ����ʵ���塣�����˴Ӱݶ�����������ȡ���������ѡ��ֵ��м۽������о���״�����ڵ����⣬ͬʱ�Գ����ۺ����õķ�չ���������չ����
Abstract: Red mud is the solid powder waste generated in the process of alumina extraction by bauxite and a strong alkali residue. Mass accumulation of the red mud causes serious pollution to the environment. Red mud not only can be used as raw material as a whole, but also contains a variety of valuable metal elements. Therefore, the comprehensive utilization of red mud has important practical significance. The research status and existing problems of extraction of valuable metal elements such as Al, Fe, Ti and Sc from Bayer red mud were reviewed. At the same time, the development direction of red mud comprehensive utilization was prospected.
DOI��10.19476/j.ysxb.1004.0609.2018.08.25
�� �1��������1��������2
(1. �ӱ��Ƽ���ѧ ��ѧԺ��ʯ��ׯ 050018��
2. �ӱ�����Դˮ����������˾��ʯ��ׯ 051430)
ժ Ҫ����������������ȡ�����������в����Ĺ����״�������ǿ������������ѻ��Ի������������Ⱦ�����������Ϊԭ��������������⣬���������ж����м۽���������ۺ����ó���������Ҫ����ʵ���塣�����˴Ӱݶ�����������ȡ���������ѡ��ֵ��м۽������о���״�����ڵ����⣬ͬʱ�Գ����ۺ����õķ�չ���������չ����
�ؼ��ʣ����ࣻ�������ã��������գ��м۽�����ϡ��
���±�ţ�1004-0609(2018)-08-1697-14���� ��ͼ����ţ�X758���� ���ױ�־�룺A
������������ұ����ҵ�����������ų��Ĺ����״���������ǿ���ԣ����������տɷ�Ϊ�սᷨ���ࡢ�ݶ������༰���Ϸ����ࡣ���ʯƷλ����������������ˮƽ��ͬ��ÿ����1 t������Լ��0.6~1.8 t�ij������[1]���ҹ�ÿ������ij���ߴ���ǧ��֣�������ȴ�ܵͣ���ʹ����ѷ��ѴX�ڶ�[2]����Ҫ���ó���ӶѴ淨���������ñ����͵��ѳ������ӶѴ棬����Ȼ����������Ի��ղ��ּ�Һ[3]������Ĵ�Ų���ռ�ô��������أ����Ҵ����ڳ����еļ������������������������ˮ��Ⱦ���Ի�����������ƻ�[4]�����ų�����������������ӣ��Լ����ǶԻ�������IJ������ӣ�����ȵ��ۺ����ó��࣬���Ƴ����Σ����������ü�ޡ�
1 �����������ɼ�����
1.1 ��ѧ��ɺͿ������
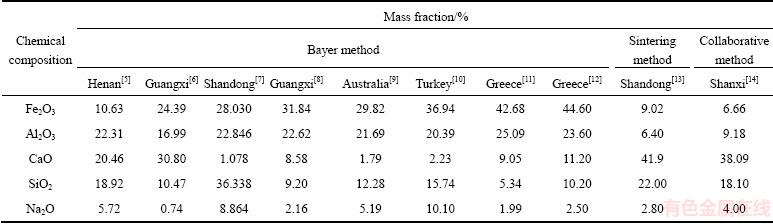
�����������ɰ�����ѧ��ɺͿ�����ɡ�����Ļ�ѧ�����Ҫ����Fe2O3��CaO��SiO2��Al2O3��Na2O���м۽����ͷǽ����ɷ֣���1�о��˲�ͬ�����������Ҫ���[5-14]������������ҪԪ��һ��Ϊ�����衢�ơ������ѡ��ơ��صȣ�����������ķ����ء�����ﯡ��ꡢ�㡢�ʡ��ֵ�ϡ��Ԫ��[13]����Ԫ�ؿɴ������������-FeO(OH)�ͳ�����Fe2O3������ʯNa2O��Al2O3��1.68SiO2��1.73H2O����ϼʯ3NaAlSiO4��NaOH�����ʯ�����ѿ�TiO2��һˮӲ��ʯAlO(OH)����ˮ��ʯAl(OH)3������ʯCaCO3����ˮ��ʯ��ʯ3CaO��Al2O3��xSiO2��(6-2x)H2O��������[3, 10, 15]��ϡ��������Ҫ�ʷ�ɢ״̬�����ȵطֲ��ڳ�������У�������ͬ����ʽ����[16]��
��ͬ��������Ļ�ѧ��ɼ���������в��죬ԭ���������������ijɷ֣������������Ĺ��պ�ұ�����������Ӽ��ijɷ֣������ɻ�����ijɷֵȲ�ͬ[17]��Ŀǰ����������������������ðݶ���[18]���ݶ��������������������������ͬ�ֿɷ�Ϊ��������(��Ҫ�ǹ��������ij���)�͵�������(��Ҫ�ǹ��ڿ�����ij���)�����ڸ��ذݶ��������к�����Ҳ�в�࣬ԭ����������������Դ�нϴ��ϵ��
1.2 ��������
������������ͬ�ɳ��ְ���ɫ����ɫ�ͻҰ�ɫ������״������Ϊ0.005~0.075 mm��ռ90%�����϶��ԶԶ����һ�������ģ����нϴ�ȱ������Ϊ64.09~186.9 m2/g������ָ�����£��ܶ�2.7~2.89 g/cm3����ˮ��82.3%~ 105.9%�����Ͷ�91.1%~99.6%���۵�1200~1250 �棬����ָ��17.0~30.0����ˮ��79.03%~93.23%[17]��
��1 �����������ѧ�ɷ�[5-14]
Table 1 Composition of red mud of aluminum oxide plant[5-14]
2 ������ۺ�����
������ۺ��������������Ե����⣬�������������������ʵ�ֳ���Ķ������ã�����ȵ����Ƴ����Σ����Ŀǰ��������Ҫ���ðݶ����������������������սᷨ���������������������ˮ��[19]��·���̽����[20]�⣬�Գ���������о��༯���ڰݶ��������ϡ��������г�������ɰݶ�����������˺������Ƴ����粻����˵������ָ�ݶ�������[18]��
2.1 ������������������������
�������Ϊ����������á�KIM��[21]���� Ca(OH)2-Na2CO3��ݶ������ࡢ��ú������Ϊ����ש�Ļ��ճ�ϼ�������[22]ʹ�ðݶ������࣬���ú�ҡ�ʯ�Һ�ʯ����Ȼ��������ɽ������ϣ��ɴﵽǿ�ȸߡ����Ͳ�������Ч������Щ�������ڴ��ģ���ij�����ۺ����ü��������⣬������������������ܲ��ϣ����������ϡ������������²��ϵ�[23]�������մ�����[24]��������������ȼ�ϴ���[25]������ͪ������[26]���������λ����[27]�ȡ���Щ�����ؿ��˳�����Ϊ��ҵ���ϵ�Ӧ�÷�Χ����ͨ�������µ���Ⱦ���һ���������ѣ������ľ��ü�ֵ��Խϵ͡�
2.2 �����ڻ��������е�Ӧ��
���౾����Ϊ��ҵ���ϣ��������ڻ��������ɴﵽ�Է��ηϵ�Ч�����紦����ˮ�����ɵ�[28]������Ϊ0.1 mm�ij������������ͨ���������裬����ˮԡ����ȴ���˵õ�����������������Һ����һ����ȾۺϵĹ����ϳ»����Ƶþ۹���������������������ˮ������LI��[7]�ӳ����н���Fe-Al-La��Ԫ���������Ʊ����������и߱�������νṹ�����ֳ��߳���Ч�ʣ������������Ϊ74.07 mg/g������ɴ�������������SO2��H2S�ȡ������[29]�ݶ�����������SO2�����������о�����������SO2�Ĺ�����Ҫ���û�ѧ�кͷ�Ӧ���������м����������������巴Ӧ����������������������ó�����ijЩ��ֵ���������������������������֪����������С���ȱ��������ΪSO2�����ռ���������Ч�ʸߡ������������̼��ŵ㡣
Ŀǰ�Գ�����ۺ����ü����о���Χ�㷺������δ�ܴﵽ���ģ�Ĺ�ҵ������ˮƽ����������ѻ������ܵõ���Ч��ֵ����ã��������൱���ӵ����;������⡣��ˣ��ۺϿ��ǵͳɱ����ദ��������Ŀ��ˮƽ����ǿ��ѧ�к�����ͬʱ�������ƶ�����ҵ������չ�����������������ڴ�����������������ʡ�
3 �������м۽�������ȡ����
����ұ������չ���������ƣ���������о����������������ۺϻ����м۽����Ĺ��գ���Ҫ�����ڰݶ���������о��ϡ���������ȡ�м۽������䴦������ͨ���ɷ�Ϊ��ʪ��ұ�����У�����һ�ֱ����ϡ��Ԫ�أ��ڵؿ��еĴ�������ϡ�٣���������ͬ����ʽ��ɢ�����ڿ�ʯ�У�����ʹ���������е��ִﵽ������Ч��[30]����ˣ��ӳ����������־���һ���Ŀ�������;��ü�ֵ�������������䳣������������к����ϸߣ����ܽ��������������������ѻ��գ������ɹۣ�����һ���ľ��ü�ֵ��
3.1 �ӳ����л��������о�
��Գ������������Ļ��շ�����Ҫ�м���ᷨ���սᷨ���ڼ����Ϊ��ұ��[18]���ᷨ�����ᡢ����ֱ�ӽ������ȣ���Ϊʪ��ұ�𡣽���������ѧ�߲��������η����ճ����е�Al2O3[31]����NaOHΪ�����ν��ʣ�û�и����սṤ�գ�Ҳ��Ϊʪ��ұ��
����1970�꣬����ѧ�߾�������սᷨ�ۺϻ��������ѵĹ���[32]�������ࡢú��ʯ�Һ�Na2CO3���ĥ�飬800~1000 ���»�ԭ�սᣬ�õ���ϸ�ս��Ʒ��65 ��ˮ��1 h��89%���������������ذݶ�ϵͳ���л��ա�KUMAR��[33]�����ࡢ��̿��Na2CO3������ڣ���������ҺͨCO2����̼�ữ�ֽ⣬���ջ���Al2O3���߽�����[6]��Ը������������ij��࣬�����һ��ú��ֱ�ӻ�ԭ-�۷�-�������ķ������ڳ����м�ú�ۺ�CaOϵ�ۼ��Ʊ���̼���ţ���ֱ�ӻ�ԭ�����۷֣�¯����Al2O3�������෴Ӧ����12CaO��7Al2O3��������Na2CO3��Һ���Ӷ�ͨ��Na2CO3��Һ���������¯����ȡAl2O3��������[34]�����ࡢʯ�Һ�Na2CO3�Ļ��ԭ����1030 ���½��л�ԭ�սᣬ�õ���ϸ�ս��Ʒ��85 ��ϡ���ܳ�25 min��83.12%��Al��������ԭ����Al2O3�ڸ�������CaO��Na2CO3��Ӧ���ɿ����ԵĹ��壬Ȼ����ϡ����Һ��Al2O3�ܳ������������е�2CaO��SiO2��CaO��TiO2��Fe2O 3��H2O �Ȳ����Բ������롣�ս������Ҫ�Ļ�ѧ��ӦΪ
Na2O��Al2O3��2SiO2 +2CaO=Na2O��Al2O3��SiO2+2CaO��SiO2 (1)
2CaO +SiO2=2CaO��SiO2 (2)
CaO +TiO2=CaO��TiO2 (3)
CaO +Fe2O3=CaO��Fe2O3 (4)
CaO +2Fe2O3=CaO��2Fe2O3 (5)
Al2O3+Na2O��Fe2O3=Na2O��Al2O3 +Fe2O3 (6)
LI��[4]�о������ս��¶Ⱥ�̼��������Al2O3�������кܴ��Ӱ�졣���ս��¶�(1323 K)����Al2O3�Ļ����ʣ�ͬʱ��������̼���������Դٽ�Al2O3�Ļ��ա��Ż��ս�������Al2O3�����ʿɴ�89.71%��LI��[35]��������ú�ۻ�ԭ���ջ��ճ������м۽��������ּ������ο���ǿ����ʱAl��Si�Ļ��ԣ��Ӷ����ں���Al�Ľ����������δ����£������ʵ�X��������ͼ�������⾧ʯ��ʯӢ���������ʧ����������(Na1.75Al1.75Si0.25O4��NaAlSiO4)��������ǿ���������⾧ʯ��ʯӢת��Ϊ�������ơ�������6%Na2CO3��6%Na2SO4ʱ��Al�Ļ����ʿɴ�98.6%��
LI��[36]�о��������ۺ����ã����øƻ�-̼�ữ�����ı�ݶ���������ɣ��о��¶ȼ�SiO2������ϵ��x�Ըƻ���̼�ữ��Ӱ�죬���幤����ͼ1��ʾ���������ʯ�ҽ��иƻ���ʹ������ԭ�е�Na2O��Al2O3��xSiO2��(6-2x)H2Oת��Ϊ3CaO��Al2O3��xSiO2��(6-2x)H2O���˹��̿ɻ���Na2O��Ȼ��ͨ��CO2̼�ữ�ֽ⣬����ΪCaSiO3��CaCO3��Al(OH)3��������ʹ�ü�����Һ����Al����õ�Al2O3�ﵽ49.4%������β����Ҫ�ɷ�ΪCaCO3��CaSiO3���Ҽ���Na2O�����ͣ�ƽ��Ϊ0.16%������ȫ����ˮ�����������ӳ��������ʡ�
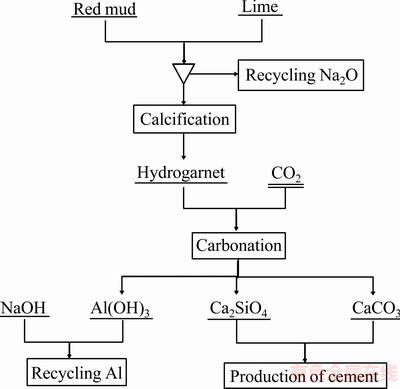
ͼ1 �ƻ�-̼�ữ�������ճ����е���
Fig. 1 Flow diagram of Al recovery from red mud by calcification-carbonation method
������һ���轫������һ�����Ӽ���ϣ��ڸ��¸�ѹ�Ļ������ս�֮����ܻ�̼�ữ���л��գ���������豸������Ҫ��ϸߣ��������Ĵ�����Դ��������������ɶ�����Ⱦ�����սᷨ��ȣ��ᷨ���������ܵͣ��ײ�����ԭ��ΪAl2O3+6H+��2Al3++3H2O�����п����ԡ�
³���ֵ�[37]���������������Al2O3��ԭ�������ܺ�Al��ˮ��������ʽ���ڣ���������ӦAl2O3+6HCl+9H2O=2[Al(H2O)6]Cl3���ֱ��Բ�ͬҺ�̱ȡ�����Ũ�ȡ�����¶ȡ�ʱ�䡢������ʽ��Al2O3�����ʽ��вⶨ���õ��ϼѷ�Ӧ����Ϊ������Ũ��6 mol/L������(mL)�����(g)��Һ�̱�4:1������¶�109 �档���ö��ν�����ʽ�����յõ�Al2O3�Ķ��ν�����Ϊ89.00%�� ��[38]�������������Al��ͨ��������ƺ��������ĸ�����Ʒ�������ʵ�飬�õ�Al2O3�������빤��������ص�һ�Ͷ���ģ�͡�Ӱ�����طֱ�Ϊ�¶ȡ�����ʱ�䡢��Ũ�ȡ�Һ�̱Ⱥͽ����ٶȣ���90 ����ʹ��4 mol/L�������4 h����Һ��Ϊ0.04��Al������Ϊ96.82%��������¶Ⱥ���Ũ����˵�������ٶ�Ӱ�첻��
��[38]�������������Al��ͨ��������ƺ��������ĸ�����Ʒ�������ʵ�飬�õ�Al2O3�������빤��������ص�һ�Ͷ���ģ�͡�Ӱ�����طֱ�Ϊ�¶ȡ�����ʱ�䡢��Ũ�ȡ�Һ�̱Ⱥͽ����ٶȣ���90 ����ʹ��4 mol/L�������4 h����Һ��Ϊ0.04��Al������Ϊ96.82%��������¶Ⱥ���Ũ����˵�������ٶ�Ӱ�첻��
PEPPER��[9]�о�4�ֳ��������ȡ�����е�������ʹ����������õ�����������ʣ�ԭ���������ȡ�������������������Һ���γɿ��������������Ǵ���Һ�г����������������⣬������ǶȽ��������Ľ������ܽ�������������������ܽ�Ľ������Ϊ�����һˮ����ʯ�����ˮ��ʯ�࣬���������̫�ȶ�����Ȼ�������о���������ȡ����Բ��ߣ����������о��Բ�ͬ��������ض�Ԫ�ؽ������˷��������ݳ���Ŀ�����ɿ��Զ�Ԫ�صĽ�����Ϊ����һ���̶ȵ�Ԥ�⡣VACHON��[39]�о������л������ᣬ�����ᡢ������Ͳ��ᣬ��������ʹ�ý��н��������顣��������Ͳ����������2:1�������������������pHΪ1.5���õ������Ũ��Ϊ13.53 g/L��96%�������ܽ⡣��pHΪ1.0��H2SO4��������ȣ���Ͻ�������ʾ���ϸߵ��������ʣ��������л���۸�ߣ��˷��������Խϲ
��Щ�������������е����ȿ����볣�������ᷴӦ��Ҳ���Ժ��л��ᷴӦ��������ú���������������������һ���Ĺ�ϵ�����ڳ���ʼ��ԣ����ᴦ�������Ĵ����Ტ������ȸߵķ�Һ��Ҳ�ḯʴ�豸�����ܽ�����IJ�����Һ���д��������ã����ܷ�����ɫ��չ�����ʪ��ұ������ᴦ�������⣬�������ü����������[31]����NaOH�����η����ճ�����Al2O3����230 �桢2 h�������Ϊ6�������£�Al2O3�Ļ����ʿɴ�79.22%���ճ��������ȿɽ���0.39���������ճ����е�Na2O�����������������ϣ�Ϊ�ݶ���������ۺ������ṩ��һ��;�����÷����սᷨ��Ȳ�����¸�ѹ�����������˶��豸��Ҫ��Ϊ���ճ�����Al2O3�¹����ṩ���������ݡ�
�����л��յõ��������������ӹ����Ʊ������������Ȼ��������������ۺ��Ȼ������ȣ����ڹ�ҵ��ˮ��������ˮ����[40]���Ʊ���������������ڹ�ҵ��[41]���Ʊ�������[41]��������ĥ�������մɡ�������������ά�ȡ�
3.2 �ӳ����л����ѵ��о�
�ҹ������е��Ѻ���Լռ�����4%~12%[42]���������е��ѽ��л��������ַ������ֱ�Ϊ��ұ���ʪ��ұ��
 ��[43]�����ࡢ����ʯ�ͽ�̿��ϣ�1100 ���������սᣬ1550 �������������������ܶȺͱ��������ϸߣ����ڵ������뺬�ѿ������롣Ȼ����90 ������30%H2SO4����¯��������Һ��ϡ�ͣ�ͨSO2���廹ԭ��������5%��D2EHPA��ȡ��10%Na2CO3��Һ���ͣ�ˮ�����պ�õ�����¯���������ѻ�����Ϊ84.7%�������ǽ����������ѵ����ѡ�����ǽ��ʯ�ͻ������ѿ��ͣ�ԭ������������ᷴӦ���ɿ����Ե�TiOSO4��PIGA��[32]�����ࡢú��ʯ�Һ�̼���ƻ��ĥ�飬800~1000 ���½��л�ԭ�սᣬ�õ���ϸ�ս��Ʒ��65 ��ˮ��1 h��õ��ܳ��������д�ѡ���룬��������������ѵĻ����ʴﵽ73%~79%�����幤����ͼ2��ʾ��
��[43]�����ࡢ����ʯ�ͽ�̿��ϣ�1100 ���������սᣬ1550 �������������������ܶȺͱ��������ϸߣ����ڵ������뺬�ѿ������롣Ȼ����90 ������30%H2SO4����¯��������Һ��ϡ�ͣ�ͨSO2���廹ԭ��������5%��D2EHPA��ȡ��10%Na2CO3��Һ���ͣ�ˮ�����պ�õ�����¯���������ѻ�����Ϊ84.7%�������ǽ����������ѵ����ѡ�����ǽ��ʯ�ͻ������ѿ��ͣ�ԭ������������ᷴӦ���ɿ����Ե�TiOSO4��PIGA��[32]�����ࡢú��ʯ�Һ�̼���ƻ��ĥ�飬800~1000 ���½��л�ԭ�սᣬ�õ���ϸ�ս��Ʒ��65 ��ˮ��1 h��õ��ܳ��������д�ѡ���룬��������������ѵĻ����ʴﵽ73%~79%�����幤����ͼ2��ʾ��
KASLIWAL��[44]�����һ�ָ���������TiO2�ķ�������������������࣬Ȼ����̼���Ʊ��ղ������������ֳ�����ֵĽ�������ѧ���ݵõ��������������TiO2������Ϊ36%�����պ����ӵ�76%��ԭ������������ȵؽ�ȡ�ơ������ƣ�ͬʱ10%~12%��������ʽ���ڵ�Al2O3Ҳ�����������Ѳ�����ϡ���������и�����ͨ��̼���Ʊ���ȥ��Al2O3��SiO2��ô��ȸ��õ�TiO2��̼���Ʊ���ʹAl2O3��ת��Ϊˮ����������(Na2CO3+Al2O3��2NaAlO2+CO2)��SiO2ת��Ϊˮ���Թ�����(Na2CO3+SiO2��Na2O��SiO2+CO2)��TiO2ת��Ϊ������(Na2CO3+ TiO2��Na2O��TiO2+CO2)������ˮ���ﵽ��һ�������ѡ�˾��ҵ���[30]�������̼���ƽ�ȡ����õ������ѵİ��࣬�������ữ��߽��������ʣ������������ij�������700 �決��3~4 h�������������ڱ���ʱ��ֽ�������ˮ������Ԫ����75%~80%����ˮ�����У��ﵽ�����ֵķ������ռ���
�����ѵ�ԭ��һ���ǽ������ս��ȥ����������ȣ�ʹ�������и������ٽ����е��ѽ����������⣬���ɲ���ʪ�������ѡ��������[45]�����������������IJ�����ҪΪ���ܵ�TiOSO4��Al2(SO4)3��Fe2(SO4)3�Ⱥ����ܵ�CaSO4��H2SiO4�ȡ��Ӷ���ѧ�Ƕ������������������е��ѻ��������о�����������ģ�ͣ���Ϊ3���Ρ���һ�ν�����ֱ��������������������Ӧ����Ҫ�ɻ�ѧ��Ӧ���ƣ�TiO2�Ľ������ʺܿ졣�ڶ��ν�������������ԭ�еĿ�϶�Ϳ����Բ�����ɢ����Һ�γɵ��¿�϶��������ڲ���������Ӧ������������Ҫ�ɿ�϶�ʿ��ơ��������γɵ������Բ����������˿����ڲ��Ŀ�϶��Ӱ����Ҫ���ɽ���������������ɢ����屡Ĥ��������ڲ������ʾ�������Ҫ�ɴ�����ɢ���ʿ��ƣ�����屡Ĥ���������ʵ��ٶ�Խ����С��ֱ���ﵽ����ƽ��״̬��AGATZINI-LEONARDOU��[46]�ڳ�ѹ�²���ϡ������ȡ�ݶ��������е��ѣ��������κγ���������ͨ������������Ʒ�����ȷ����������(��Ũ�ȣ��¶Ⱥ�Һ��)����ҪӰ�������á�����������£�����Ũ��3 mol/L���¶�60 �棬��Һ��5%���ѻ���Ч�ʴﵽ64.5%��

ͼ2 ��ұ��ӳ����л�����[32]
Fig. 2 Flow diagram of Ti recovery from red mud by pyrometallurgy[32]
������[42]������Ϊ�����������û�ѧѡ���Ʊ�������������������Ũ�ȡ������¶ȡ�Һ�̱Ⱥͽ���ʱ��Ը�������TiO2Ʒλ��Ӱ�졣������Ũ��30%�������¶�80 �桢Һ�̱�7:1�����·�Ӧ60 min�����ø�����TiO2Ʒλ��24%�����������������ơ��ƵȾ��ܽ������Һ�С��Ž���[47]�о������������������������գ�ȷ������ѹ����������Ƚ�������5 mol/L���������ʹ�������������룬���Ѳ�����92%������⣬ˮ��������ҺŨ��ˮ���Ƶ��Ѱף������Ѱ״���Ϊ95%��������Ϊ91%������GB 1076-93�е�BA01-02��һ��Ʒ�������ǵ�[48]����Ũ������ⷨ�ӳ�����������������ѣ�����������¶ȡ����ʱ�䡢����ʱ���ˮ��Һ�̱ȶ�Ti�����ʵ�Ӱ�죬ȷ����ѹ���Ϊ��������1.4:1��300 �棬���ʱ��2 h��ˮ��Һ�̱�10:1��ʱ��1~1.5 h���ѵĽ����ʴ�97%������Ũ��Ϊ29.9 g/L��
���⣬Ҳ���о������л�������ѡ�ZHU��[5]����������������������ѿ�����ѵĻ����ʡ�����ʱ����ͬ�����£����������ᣬҺ�̱�Ϊ9:1ʱ�ѵĻ�����Ϊ79%������5%�����ᣬҺ�̱�Ϊ5:1ʱ�ѵĻ����ʴﵽ82%����������������ͬ���ı���Ũ�Ⱥ��֣���7 mol/L������Ի��82%���ѻ����ʣ�������5%�������ֻ��Ҫ5 mol/L�����ᣬ������������Խ�������Ũ�ȣ����ҿ��Խ���Һ�̱ȣ������������������������ѿ�Ͱ��ѿ���ܽ�ȡ��о���������ѧ���̺ͻ������ֽ�������������ģ�͵��ڲ���ɢ���ƣ�����5%������ɽ��ͱ��ۻ�ܣ���߱������ʳ������������ѵĽ�ȡ��
��[49]�о����������������������TiO2������TiO2��������20%��ԭ���dz������Ŀջ�ЧӦʹ����������飬����Ӧ��������ӿ�����������������Ӱ��TiO2��������Ҫ��������Ũ�Ⱥ��¶ȡ�TSAKIRIDIS��[50]�������������ν���Һ�Ĵ������գ�����ȡ�������ѣ����յõ����ѿ���ʽ��TiO2����ĩ����ȡ��ΪCyanex272+�ױ���ϡHCl(3 mol/L)�������ѵ��л������ϴ�ѣ�����10%MgO����Ϊ�кͼ���ͨ����ѧ����������������ĩ��������֤ʵΪ���ѿ���ʽ���ҳ������е���Ũ�Ȳ�����0.3%��
��Ȼ�������ǽ����������ѵ����ѡ��Ϊ������ѵĴ��ȣ�һ����������Ƚ������������������ѷ��룬ʹ�主���������ٽ��л��ա���Щ�ѻ��ռ�����Ҫ����ʵ���ҹ�ģ�Ͻ��У���Ҫ��չ�������������ҵ��;����Ҫ��������Դ���ӳ����л��յõ����ѿ����������Ѱۣ�TiO2��ѧ���������ȶ�������Ϳ�ϡ����ϡ�����ֽ��ҵ������Ӧ�����´�����������²��ϼ����[51]��̫���ܵ�ط���[52]��
3.3 �ӳ����л��������о�
�������ڳ������������ϸߵ����֮һ���ֽι�����Գ�������������������Ҫ�д�ѡ������ұ��ʪ��ұ�������ұ�ȡ�
��ѡ������������������־�ѵ�[53]��ij����������д�ѡ�о����������ڳ�����ϸ�������ֱ࣬��ǿ��ѡ����أ����Ԥ���ѳ�����ϸ�������࣬�Էּ��Ĵ�������ϸĥ�ٽ���ǿ��ѡ�����ջ����ʿɴ�52.34%��
PIGA��[32]��19����������ۺϻ��ճ����������ѵĹ��գ������ࡢú��ʯ�Һ�̼���ƻ��ĥ�飬��ԭ�սᡣ�õ��ľ�ϸ�ս��Ʒ����ˮ�����������˺�������ѡ���룬���Բ�����1480 ���������õ���93%~94%��������ɵ����������ҵ�[54]�ݶ������������Ȼ�ԭ-��ѡ����ʵ�飬̽���˻�ԭ����(��̿)�����Ӽ���(CaO)����ԭ�¶ȡ���ԭʱ�䡢ĥ��ϸ�Ⱥʹų�ǿ�ȵ����ض�������Ʒλ�ͻ����ʵ�Ӱ�죬�����������ȫ��ƷλΪ91.23%����������Ϊ93.13%��LI ��[4]�о����ս��¶ȶԳ�����������ԭ��ֵ�Ӱ�졣3Fe2O3+CO=2Fe3O4+CO2��Fe3O4+CO=3FeO+ CO2��FeO+CO=Fe+CO2��(1/4)Fe3O4+CO=(3/4)Fe+ CO2 ��4����Ӧ���ɶ�Ϊ1������ƽ������ɷ�Ӧ�¶ȿ��ƣ����¶ȵ���1273 Kʱ��CO��CO2���棬����1273 Kʱ��COŨ��Զ����CO2Ũ�ȣ������ڻ�ԭ��Ӧ�����⣬���������ս�����У�Fe2O3+Na2CO3= Na2O��Fe2O3+CO2��Fe2O3+CaO=CaO��Fe2O3��2CaO+ Fe2O3=2CaO��Fe2O3��3����ӦҲ�ᷢ���������ƻ��������û�д��ԣ����������Ļ��ա���ˣ�Ӧ�����ս�������ȷ�������ܶ�ؽ�Fe2O3��ԭ������ӦFe2O3+3C=2Fe+3COռ��Ҫ�����¶ȸ���1053 Kʱ����Fe2O3��Fe��̼��ԭ��Ӧ���������������γɣ�������̼�����������ӣ�������������ȫ��ԭ�����ձ������
LI��[35]����������λ�ԭ���մ������࣬�����ڽ�������������ת��Ϊ���������������Ӷ���ߴ�ѡЧ�ʡ���Ҫ�о������ζ����������ʺʹ�ѡ����Ч�ʵ�Ӱ�죬�������κ���Ծ����Fe��83.7%��ߵ�90.2%����Ӧ��Fe�����ʴ�92.1%��ߵ�95.0%��ͨ����ԭ�ſ���۽ṹ���ʹ�ѡ����Ч����ߣ������������Ӽ���ѹ�鱻��ԭʱ���������������־�ϸ�ͷ�ɢ�����֮�£��������Σ������������Խϴ�ߴ�ۼ����������ں����Ǵ��Բ���������������ķ��롣�߽�����[6]��Ը������������ij������һ��ú��ֱ�ӻ�ԭ-�۷�-������ȡ���ķ������ڳ����м�ú�ۺ�CaOϵ�ۼ��Ʊ���̼���ţ���ֱ�ӻ�ԭ�����۷�ʹ�������ﻹԭ�ɽ���������ԭ���մ���ͨ������һ���������Ӽ���þ�Ρ����Ρ����εȣ������ú��ֱ�ӻ�ԭ���������Ч�ʡ������ڻ�ԭ�����м���ǿ�������Ӽ��������������Ľṹ���ȱ���ͼ��������ƻ���Ȼ����Щ�������û�����������Ҳ�����±��ۻ�ܵĽ���[55]��
���⣬�ᄇ��[56]�����Ȼ�笠ɷ���ȥ�����е�������������Ȼ�藺�һ���ı�����Ͼ��Ⱥ�����ʽ¯�ڼ��ȣ����ϸ���ƹ�ʽ¯�ڵ����ա�NH4C1���ȷֽ⣬������HCl������е�Fe2O3��Ӧ�����ɵ�FeCl3�ķе�Ϊ315 �棬��400 �����ҾͿ�����ȫ�����������������̬FeCl3�����ռ��������Ļ����ʣ����ȷ���������Ȼ�����1:0.65�������¶�400 �棬����ʱ��120 min��ʵ����֤������Ļ�����Ϊ79.6%��
��ұ��������ڹ������о��Ϲ㷺�������бȽϳ���ij����ۺϻ��������գ�������ͼ3��ʾ�����÷������Ĵ�����Դ�������������ڻ�������������Ƿȱ����ˣ�����ʪ��ұ��ķ����������ܵ���ע��YANG��[57]�о����ò���������������������ͨ����������ѡ�����ܽ���ٳ���������Ч�ط�����ճ�����������Һ���γɵ�Fe(C2O4)33-�е�����������Ӧ���������ظ�ʹ�á����幤����ͼ4������������࣬��CaCO3������ҺpH������3.51�����Գ��������γɺ�CaC2O4��2H2O��Fe(OH)3�ij�����������е�Fe(OH)3����ѡ���Ե��ܽ��ں���HCl-CaCl2����Һ�С�Ȼ����80 ���½��裬����pH��3.0~4.0���ܽ��Fe(OH)3����Һ���ٳ�����������pH������3.52�����˳����750 ������3 h���õ�����Ϊ98.44%��Fe2O3���
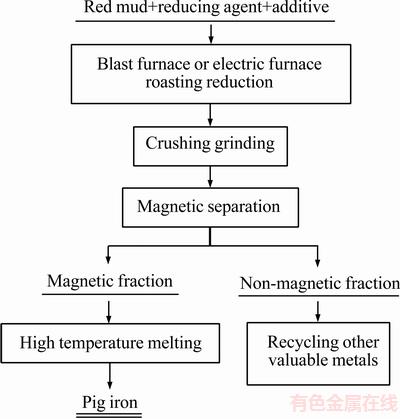
ͼ3 ���ճ����е���
Fig. 3 Flow diagram of Fe recovery from red mud by pyrometallurgy
³����[37]���ó�ѹ���������������������ԭ���dz����е��������ܺ���ˮ��������ʽ����(Fe2O3+6HCl+9H2O=2[Fe(H2O)6]Cl3)���ֱ���Һ�̱ȡ�����Ũ�ȡ�����¶ȡ�ʱ�䡢������ʽ�������������ʽ��вⶨ������ѷ�Ӧ�����õ��������Ľ�����Ϊ98.39%��PEPPER��[9]�о�����4�ֲ�ͬ�����ȡ�����е����������������Ϊ������Ľ�����Ϊ����ͬ���������ʲ���������Ũ�Ȼ�Ӧʱ����ӳ����������ӣ���������ϵͣ��������ŷ�Ӧʱ����ӳ����¶Ⱥ���Ũ�ȵ����Ӷ��ȶ����ӣ��Ʋ��ͨ����������Ľ���������Ĵ��ȡ��Ž����[58]�о�������������Һ�л������ķ���������Һ�к��д���FeCl3�����ð�ˮ�к�ʹ���������������Լ��ܽ⣬ʹ���������룬���պ����������Ƶ������Ʒ����Fe2O3�ƣ�����Ϊ92.3%�������η���������ϵͳ��ʪ���������ͻ���Ȳ������������̽���ʵ�����������Զ���������������֮����������Ԫ��Ҳ���������������ռ������һ�����ѣ��Դ˿�ѡ�ú�����ȡ����ѧ�����ȷ������䴿������߲��﴿�ȡ�
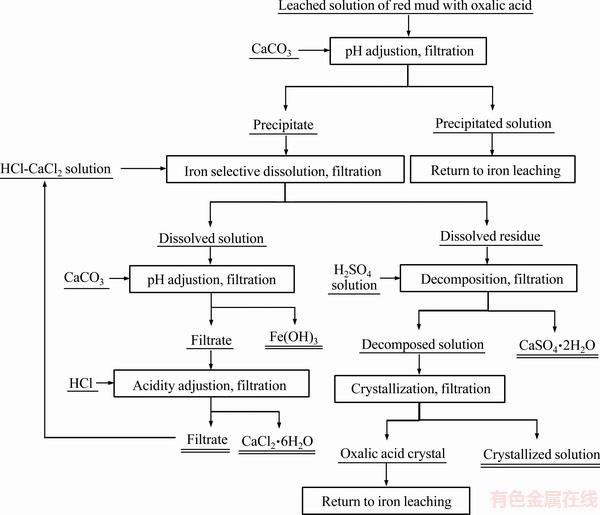
ͼ4 ����������ճ����е���
Fig. 4 Flow diagram of Fe recovery from red mud by Oxalic acid leaching
����ұ����Ҳ�����ڻ�������ͨ���ٽ��������ܽ������ɷ�Ϊ�������ͣ�һ����Fe2 +��Fe3 +���������л�������������Ӧ��������ܽ�ȣ���һ���Ǵٽ�Fe3+ת��ΪFe2+����Ϊ������ʽ����������������и��ߵ��ܽ��[59]�����ǣ�����ĸ�pHֵ���ܻ�ʹ����������ܵ����ƣ���˸������о����ࡣ
�����еõ����������������������죬Ҳ�����������������������������Ȼ���[60]���ۺ��Ȼ��������������ȣ����ɺϳ���������������ȥ��������[61]��
3.4 �ӳ����л����ֵ��о�
���ǵ��͵�ϡɢ��ʯԪ�أ��㷺�ֲ��������������������ϡ������У�����������Sc2O3����Ϊ40~150 ��g/g���ڳ����и���98%���ϣ������ɴ�0.02%����˳����ǹ�ҵ�����ֵĺ�ԭ�ϡ���������ͬ����ʽ�����ڿ�ʯ������Ϊ���Ӱ뾶����λ���͵縺�Ե������빲��Ԫ�����ƣ��ɽ�������ͬ���û�[13]���־��кܴ�ľ��ü�ֵ����Ҫ�������Ƶơ�����������ȼ�ϵ�ء������������Ͻ���ӣ��������ں��պ��칤ҵ���˶���������[62]��
Ŀǰ�������ֵķ�����Ҫ�л�ұ��(��ԭ������)��ʪ��ұ��(���-��ȡ��)��ǰ����Ҫԭ���ǽ������ȱ��ջ�ԭ������¯�������������ֽ�һ���������������-��ȡ�������ӽ����������֡������ǽ�����ֱ�ӽ��������������ת����Һ��Ȼ�����Һ�е�����ȡ���ա����⣬�������[63-64]������Һ���ʹ��[11]����ѡ���Խ����ֻ�ϡ��Ԫ�أ�Ҳ��������Ч�����ֵ���ȡͨ������Һ-Һ��ȡ�뻯ѧ�������ϵķ�����
SHINDE��[65]�����ࡢ��̼���Լ�ʯ��ʯһ�����绡¯���л�ԭ������������IJ���Ϊ�����Լ��������ֵȵ�¯����Ȼ��ͨ���սᷨ������¯���к����ϸߵ����������ڻ��������������У�95%~98%���ֻ���֮���������(����)�У������еĺ������dz����е�2.65�����������-��ȡ���մӰ��������Ԫ�ء�PALANT��[66]�������Ũ�����ϣ�200 �決��1 h���õ���ɰ����(NH4)2SO4����������Һ���֣����ö�(2-�һ�����)������(D2EHPA)�ӽ���Һ����ȡ�֣�ϡ���ᷴ�ͣ��ƻ��л����б�����ֽṹ��ʹ��ת��Ϊ������ˮ�Ļ�������ò������ַ�Ӧ���ɲ����ֳ��������յõ��������֣��ֵĻ����ʿɴ�90%���ϡ������ǵ�[67]Ҳ����Ũ���ᣬ�����260 �����컯��ˮ�����ֵ�Һ�������ƽ����ʾ���91%���ϡ�
������֮ǰ��ȥ�����������ӣ���ʹ�ָ����������ȡЧ�ʡ� ��[68]���������ӽ������ܼ���ȡ���ϼ����ӳ�������ȡ�֣���ʹ�õ����ӽ�����֬��Dowex 50W-X8�����巽���ǣ����Ƚ����������һ������Na2CO3��Na2B4O7��ϣ�1100 ���ս�20 min������1.5 mol/L�������������Һ�������ӽ�����֬���ּ���������Ҫ������Ԫ�����������ѡ��Ƶ�һ����֬������Ȼ����1.75 mol/L��������������Խ������������ȥ����ʹ��6 mol/L��������Խ���֬�е���ȫ���������������ŵ�����ҺpH��0��Һ�̱�Ϊ5~10:1����0.05 mol/L��(2-�һ�����)����(HDEHP)��ȡ��Һ���֣�ƽ��������Ϊ93%��Ѧ�����[69]�о���HDEHP�������������ȡ�ֵĻ������������������ˮ����ȵ����ӣ���ȡ�ֵķ����(Dsc)Ѹ�ټ�С����DSc�ﵽ��Сֵʱ��������ȼ������ӣ�DSc��Ѹ��������˵�����ڵ���ȷ�Χ��Ϊ�����ӽ����������ڸ���ȷ�Χ��Ϊ�ܼ�����Ӧ������
��[68]���������ӽ������ܼ���ȡ���ϼ����ӳ�������ȡ�֣���ʹ�õ����ӽ�����֬��Dowex 50W-X8�����巽���ǣ����Ƚ����������һ������Na2CO3��Na2B4O7��ϣ�1100 ���ս�20 min������1.5 mol/L�������������Һ�������ӽ�����֬���ּ���������Ҫ������Ԫ�����������ѡ��Ƶ�һ����֬������Ȼ����1.75 mol/L��������������Խ������������ȥ����ʹ��6 mol/L��������Խ���֬�е���ȫ���������������ŵ�����ҺpH��0��Һ�̱�Ϊ5~10:1����0.05 mol/L��(2-�һ�����)����(HDEHP)��ȡ��Һ���֣�ƽ��������Ϊ93%��Ѧ�����[69]�о���HDEHP�������������ȡ�ֵĻ������������������ˮ����ȵ����ӣ���ȡ�ֵķ����(Dsc)Ѹ�ټ�С����DSc�ﵽ��Сֵʱ��������ȼ������ӣ�DSc��Ѹ��������˵�����ڵ���ȷ�Χ��Ϊ�����ӽ����������ڸ���ȷ�Χ��Ϊ�ܼ�����Ӧ������
ONGHENA��[70]��ϣ������������л����֡���������Ϊ���ữ���ա��༶��ȡ����ԭ������������Һ����ȡ��ϴ�ӡ�ϴ�ѡ��������֣���ͼ5��ʾ�����ྭ���ữ���տɼ��������ѡ����Ľ���������û�ж���������������ŵ��ǿɸ��ƹ��ˡ�������ġ����ٷ�Һ�������༶��ȡ��������ڽ���Һ�е�Ũ�ȣ�ԭ���������ֽ��������У�����õ�����Һ�ڶ�����������ٴ��������Ʒ�Ӵ�����ø�Ũ��������Һ�������Ľ��ٵ�ˮ���ᣬ���ս���Һ���ֵ�Ũ�ȱȵ��ν��������3������������Һ��˫(������������)���ǰ��ܼ�[Hbet][Tf2N]��ȡ����Һ�е��֣��ŵ��Ǹ�����Һ�岻��Ҫϡ�ͼ����ڵ�ƽ��pHֵ��Ҳ�ܺ�������ȡ�֣����������ҪԪ�أ����������ơ��ƺ��ѣ��Լ���ϵԪ�غ��ƣ����������ڵ�pHֵ����ȡ������Fe(III)��ʾ����Sc(III)�dz����Ƶ���ȡ��Ϊ��Ϊ�˸����ֺ���֮��ķ��룬Fe(III)ͨ������ȡǰ���������Һ�м��뿹��Ѫ�����ԭΪFe(II)���Ż���ȡ����Ⱥ�pHֵ��ʵ������Һ�����ֵĸ���ȡ��Ũ����ͨ��HClϴ�Ӵ�����Һ���г�ȥ����ȡ�Ľ������ӣ�H2SO4������Һ���е���ϴ�ѳ��������������Ƴ��������֣����յõ��ֵĴ���Ϊ98%��
����ʪ��ұ���������һ�ֻ����Ĺ��շ������ܵ�Խ��Խ��Ĺ�ע��������[71]���������������ķ�����P204+������+ú������ȡ���ӽ���Һ����ȡ�֣������ӷ��ͺ�õ�������������������ܽ⣬TBP+������+ú����ȡ�֣�ʹ�主�������ͺ�Ӿ�ʯ��Ͱ�ˮ�����ճ��������յõ�92.25%��Sc2O3���Ž����[72]̽���˴ӳ�����������Һ�л����ֵĹ�����������1%P507+ú��Ϊ�л��࣬���O/A=1:1����ȡʱ��15 min���ֵ���ȡ�ʴ�90%���ϣ���6 mol/LHClΪϴҺ��ϴ���л�����Σ�ˮϴ���Σ�ϴ�����O/A = 3:1�����ͼ�Ϊ2 mol/L NaOH��Һ�����O/A=3:1�������¶�50 �档���յõ��ĸ�������Sc2O3�Ĵ���Ϊ66.09%��������2600�����ϡ�
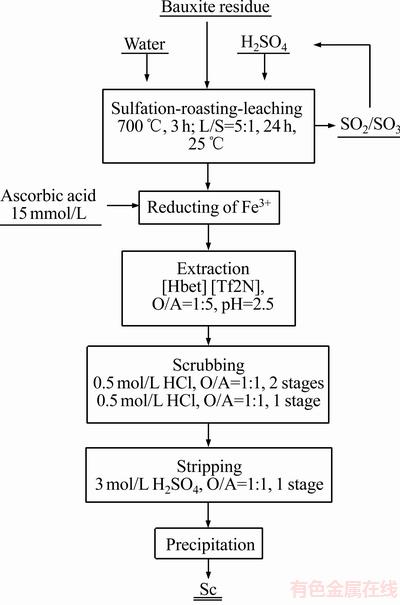
ͼ5 ���ᱺ��-�༶����������
Fig. 5 Flow diagram of Sc recovery from sulfation-roasted leachates of red mud
��[73]�о��������ᡢ���������ӳ�����ѡ���Խ�����ϵԪ�ء��ֺ��ƵĹ��̣�ѡ����������Ӵ�ʱ�䡢�¶ȡ�ѹ����Һ�ȵȼ����������Ի����ѵĻ����ʡ����ֲ���Ũ��Լ0.5 mol/L��ϡ������Һʱ�ɻ����(80%)����(96%)����(70%)����ѻ����ʣ�����������Ƚ�ȡѡ����Ҳ����ߵģ�ֻ��3%���������������⣬�����ֽ���ǰ��Ԥ���������������ա��ŷ����Dz���Ҫ�ġ�BORRA��[12]�о��˲�ͬ��(�л�������ᡢ���ᡢ���������ᡢ���ᡢ����)�ڵ�Ũ����(��1 mol/L)�Գ�������֡��桢�Ƶ�ϡ������(REE)������Ӱ�죬���������ᡢ����Ը�Ԫ�ؽ����ʽϵͣ�������ͣ����������Ե����pHֵ���ߡ�ϡ�������Ч����á��о��˲�ͬ����Ũ��(0.5~6 mol/L)��Һ�̱ȶԽ�����Ӱ�죬�������Һ�̱ȼ�����Ũ�ȶ������ڽ���������¶ȶ��������û������Ӱ�죬�����������ᣬ�¶���������REE����ȡ���ڸ���90 ���¶�����25 ��������൱�����⣬�����ֺ�����ѧ�������ƣ����ƶ���ȡ��Ҫ�������ĸ��ţ�����3 mol/L����Ũ�������ڽ����ֲ�����Һ�б��ֽ�����������
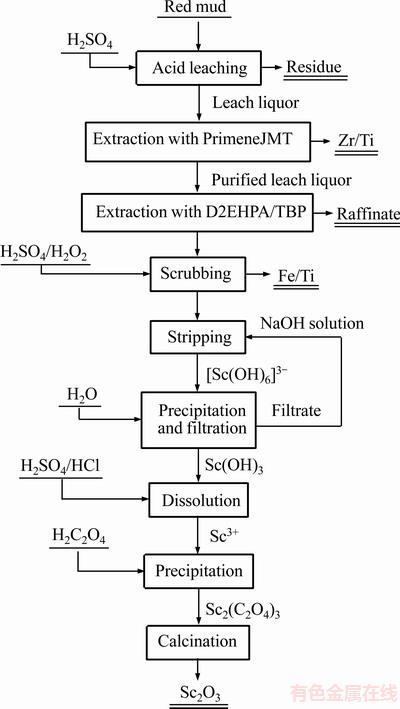
ͼ6 ʪ�����ճ����е���
Fig. 6 Flow diagram of Sc recovery from red mud by hydrometallurgy
WANG��[74]�о��������ᡢ���ᡢ���ᴦ��������Ԫ�صĽ����ʣ�����ϡ������ֵĽ�ȡЧ���Ϻã����о���3���л�����ȡ�������ֵ�Ӱ�죬����D2EHPA������ã���TBP��Ϊ����ڼ��ɸ��Ʒ���Ч�������⣬�о���ͬpH��������������ﯡ��ѵķ���ϵ�����������˴ӳ����������Һ�����ֹ��գ���ͼ6���ڵ�pH��ʹ�õ�Ũ�ȵ�PrimeneJMT��ﯡ��ѳ�ȥ��������Ľ���Һ��D2EHPA/TBP��ϵ��ȡ�֣����Թ�������ϴ���л����ȥ����ȡ��Ti��Fe���ӹ���NaOH�õ�[Sc(OH)6]3-����ˮϡ��ˮ���Sc(OH)3������Ϊ�˽�һ������ֲ���Ĵ��ȣ����Խ����������ܽ�������������У�Ȼ���ò������ΪSc2(C2O4)3�����������������Ѳ������ɲ�����������ַ��롣��Sc2(C2O4)3�������գ��õ��ߴ��ȵ�Sc2O3���
��ʪ��������Ŀ�Ķ��dz�������֮ǰ��ȥ�����������ӣ����ָ�����������ҪԪ��������������������������������Ƶ���ȡ��Ϊ�������ȡ���̾����������Ĵ��ڡ�����������ȡ����P204��P507��TBP�ȣ�ѡ�ú��ʵ���ȡ��ϵ����ֵ���ȡ�ʡ�Ϊ��һ����߲���Ĵ��ȣ��������ɲ����ֳ�����
�������������ճ�����4���м۽����ķ�����Ҫ��Ϊ��ʪ��ұ�𣬱�2�ܽ���4���м۽����IJ���ұ�����Լ��ù��յIJ����ͼ������㡣
4 ������չ��
����Ŀ��������������Ե����⣬��������ü���Ӧʵ�ִ��������ռ�������Ⱦ��Ŀǰ���Գ���Ĵ���һ�ǽ�����Ϊԭ������������ã�������ȡ���е����óɷ֡�������Ϊ����ԭ��������������ڹ�ҵ��������Ӧ����ʵ������ȡ��һ����Ч��Ȼ�����ڸ߸���ֵ��Ʒ���м۽����ȣ����ǵ������ɱ��Ͳ�Ʒ��ֵ���侭���Խϲδ�ܹ㷺Ӧ���ڹ�ҵ������ͣ�����о��ԽΡ������м۽�����Ҫ��Ϊ��ұ���ʪ��ұ�����У���ұ�����ڶ���ǰ�ͱ�����ѧ������������н�Ϊ����Ĺ��գ��ŵ��ǿ��Էֲ��������������ѡ��ֵȽ�����������к��ܸߣ����ո��ӣ���������������ɶ�����Ⱦ��ȱ�㣬��������ɫ���������ʪ��ұ��ͨ������Ԥ������������ܼ���ȡ�����������յȲ��裬�ŵ��Ǽ������̡���Լ��Դ������ȫ�����������ڳ�����ԣ����������������Ԫ�ع�ͬ���������ź������롢�����Ѵ�����ȱ�㡣�Դ˿��Բ���ˮ�����ռ�С����������ѡ�ú��ʵķ��봿���������Ŀ����������ʡ���Σ����ݷ����������ѧ���ʽ����ٻ������á�
̽������������;�������ճ������м۽�����һ����Ҫ��չ�����м۽�������Ӧ�������������ɱ������㾭�ÿ����ԣ���Ӧ�ڻ����ʸߡ�����ʵ�õĻ����Ͻ��С�Ϊ�˸�Ч���ó��࣬�����Ƚ���ˮ�����մ������ͳ�����ԣ��ٽ��������ͬʱ�Լ����м۽������л��գ�Ȼ����ú��ʵķ��벽��õ�Ŀ���Ʒ�����ս�����ķ������ټӹ������������ϡ��������ȣ�ʹ��Ի�����Ⱦ��С�������ﵽ������á�
�� 2 �ӳ����л����м۽���ұ�����ܽ�
Table 2 Summary of metallurgical process for valuable elements recovery from red mud

�������Ч���ò����ɼ�������ҵ�Ļ���ѹ�����ٽ���ҵ���������ܴ���������ҵ����Эͬ��չ���Գ���Ŀ���Ӧ�ۺϿ�����������ɡ���ѧ���ʡ��������յȷ��棬��������Ӧ�����������߸���ֵ�ij����Ʒ���������Ͽ��dz�����ۺ����ã��γɴ�����������������һ�����õķ�չ���ơ�
REFERENCES
[1] �� ��, ������, ������, ʷ����, �� ��. �����ۺ����õ��о���չ[J]. ��������, 2014, 32(S1): 616-618, 625.
LI Dong, PAN Li-xiang, ZHAO Liang-qing, SHI Li-fang, WU Xuan. Advance research of utilization technology of red mud[J]. Environmental Engineering, 2014, 32(S1): 616-618, 625.
[2] ���ɻ�, ��ѧï, �봺��, �� ��. ���లȫ�Ѵ���ۺ������о���չ[J]. ������ͨ��, 2015, 34(8): 2194-2200.
LIU Song-hui, GUAN Xue-mao, FENG Chun-hua, QIU Man. Progress on red mud stock piling and utilization[J]. Bulletin of the Chinese Ceramic Society, 2015, 34 (8): 2194-2200.
[3] �˺�ϼ. �����������Һ���ֵ���ȡ�����о�[D]. ̫ԭ: ̫ԭ������ѧ, 2011.
DENG Hai-xia. Study on extracting of scandium from hydrochloric acid leaching solution of red mud[D]. Taiyuan: Taiyuan University of Technology, 2011.
[4] LI X B, XIAO W, LIU W, LIU G H, PENG Z H, ZHOU Q S, QI T G. Recovery of alumina and ferric oxide from Bayer red mud rich in iron by reduction sintering[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(5): 1342-1347.
[5] ZHU X B, LI W, GUAN X M. Kinetics of titanium leaching with citric acid in sulfuric acid from red mud[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(9): 3139-3145.
[6] �߽���, ��Ԩ��, �ӵ, ������, ����. �ӳ�����������ȡ��������������[J]. ����, 2015, 50(9): 11-16.
GAO Jian-jun, QI Yuan-hong, JU Dian-chun, CHENG Xiang-li, GUO Yu-hua. Experiment on the combined extraction of iron and alumina from red mud[J]. Iron and Steel, 2015, 50(9): 11-16.
[7] LI L, ZHU Q, MAN K X, XING Z P. Fluoride removal from liquid phase by Fe-Al-La trimetal hydroxides adsorbent prepared by iron and aluminum leaching from red mud[J]. Journal of Molecular Liquids, 2017, 237: 164-172.
[8] �� ��, ����ΰ, �����. ��Ч���ճ����������о�[J]. ���ݻ���, 2011, 36(2): 27-29.
SUN Jing, WANG Jia-wei, WU Cheng-yan. The researching of recycling iron effectively from the red mud[J]. Guizhou Chemical Industry, 2011, 36(2): 27-29.
[9] PEPPER R A, COUPERTHWAITE S J, MILLAR G J. Comprehensive examination of acid leaching behaviour of mineral phases from red mud: Recovery of Fe, Al, Ti, and Si[J]. Minerals Engineering, 2016, 99: 8-18.
[10]  F, BILDIK M. Arsenic adsorption from aqueous solutions by activated red mud[J]. Waste Management, 2002, 22(3): 357-363.
F, BILDIK M. Arsenic adsorption from aqueous solutions by activated red mud[J]. Waste Management, 2002, 22(3): 357-363.
[11] DAVRIS P, BALOMENOS E, PANIAS D, PASPALIARIS I. Selective leaching of rare earth elements from bauxite residue (red mud), using a functionalized hydrophobic ionic liquid[J]. Hydrometallurgy, 2016, 164: 125-135.
[12] BORRA C R, PONTIKES Y, BINNEMANS K, GERVEN T V. Leaching of rare earths from bauxite residue (red mud)[J]. Minerals Engineering, 2015, 76: 20-27.
[13] ������. ���������ȡ�ֵĹ����о�[D]. ̫ԭ: ̫ԭ������ѧ, 2009.
YU Yong-bo. Study on technology of leaching and extracting scandium from red mud[D]. Taiyuan: Taiyuan University of Technology, 2009.
[14] ������, ��͢��, ����, ��־��, ������, ��Т��. �ҹ���Ҫ�������༰��Ի�����Ӱ��[J]. ���̹���ѧ��, 2009, 9(S1): 459-464.
NAN Xiang-li, ZHANG Ting-an, LIU Yan, DOU Zhi-he, ZHAO Qiu-yue, JIANG XIAO-li. Main categories of red mud and its environmental impacts[J]. The Chinese Journal of Process Engineering, 2009, 9(S1): 459-464.
[15] LIU Z B, LI H X. Metallurgical process for valuable elements recovery from red mud��A review[J]. Hydrometallurgy, 2015, 155: 29-43.
[16] LI Z H, DIN J, XU J S, LIAO C G, YIN F G, L�� T, CHENG L, LI J M. Discovery of the REE minerals in the Wulong�C Nanchuan bauxite deposits, Chongqing, China: Insights on conditions of formation and processes[J]. Journal of Geochemical Exploration, 2013, 133: 88-102.
[17] ��Ӣ��, ��Ӣ��, �� ��. ����Ļ������ʼ��乤������[J]. �����, 2001(4): 20-23.
JING Ying-ren, JING Ying-qin, YANG Qi. Natural properties and engineering characteristics of red mud[J]. Light Metals, 2001(4): 20-23.
[18] �� Ȼ, ���绨, ������, �� ��, �� ��, �� ܲ. ������������η��������������о���չ[J]. ���̹���ѧ��, 2014, 14(3): 516-526.
HANG Ran, MA Shu-hua, CUI Long-peng, CHEN Gang, LI An, ZHANG Yi. Research progress in recovery of Al2O3 alkali processes from aluminosilicate residue[J]. The Chinese Journal of Process Engineering, 2014, 14(3): 516-526.
[19] �θ���. �ø��Գ���Ϊԭ���Ʊ�ˮ��[J]. ��������, 2008, 28(6): 526-530.
REN Gen-kuan. Production of cement using modified red mud as raw material[J]. Environmental Protection of Chemical Industry, 2008, 28(6): 526-530.
[20] �� ǿ, �� ��. ���ڳ����ۺ����ü�����չ����״[J]. �����, 2009(8): 7-10.
ZHU Qiang, QI Bo. Development and status of red mud comprehensive utilization technology in China[J]. Light Metals, 2009(8): 7-10.
[21] KIM S Y, JUN Y, JEON D, OH J E. Synthesis of structural binder for red brick production based on red mud and fly ash activated using Ca(OH)2 and Na2CO3[J]. Construction and Building Materials, 2017, 147: 101-116.
[22] �� ��. һ��ʹ�ðݶ�������������ɽ������ϵķ���: �й�, CN103130434[P]. 2013-06-05.
FU Yong. A method of making a mine filling material using Bayer red mud: China, CN103130434[P]. 2013-06-05.
[23] ������, ��͢��, �� ��, ��־��. �ҹ������ۺ����÷���[J]. ���̹���ѧ��, 2010, 10(S1): 264-270.
NAN Xiang-li, ZHANG Ting-an, LIU Yan, DOU Zhi-he. Analysis of comprehensive utilization of red mud in China[J]. The Chinese Journal of Process Engineering, 2010, 10(S1): 264-270.
[24] LEMOUGNA P N, WANG K T, TANG Q, CUI X M. Synthesis and characterization of low temperature (��800 ��) ceramics from red mud geopolymer precursor[J]. Construction and Building Materials, 2017, 131: 564-573.
[25] SENTHIL M, VISAGAVEL K, SARAVANAN C G, RAJENDRAN K. Investigations of red mud as a catalyst in Mahua oil biodiesel production and its engine performance[J]. Fuel Processing Technology, 2016, 149: 7-14.
[26] KARIMI E, TEIXEIRA I F, RIBEIRO L P, GOMEZ A, LAGO R M, PENNER G, KYCIA S W, SCHLAF M. Ketonization and deoxygenation of alkanoic acids and conversion of levulinic acid to hydrocarbons using a Red Mud bauxite mining waste as the catalyst[J]. Catalysis Today, 2012, 190(1): 73-88.
[27] FENG Y, WU D L, LIAO C Z, DENG Y, ZHANG T, SHIN K M. Red mud powders as low-cost and efficient catalysts for persulfate activation: Pathways and reusability of mineralizing sulfadiazine[J]. Separation and Purification Technology, 2016, 167: 136-145.
[28] ����, ������, ��ƽ��, �°���. �������������ۺ����õ��¹���[J]. �й���ҵ, 2002, 11(5): 50-53.
LUO Dao-cheng, LIU Jun-feng, YI Ping-gui, CHEN An-guo. New process of utilizing red mud from alumina treating plant to produce high quality direct-reduction iron[J]. China Mining Magazine, 2002, 11(5): 50-53.
[29] �� ��, �����, �� ��, �� ��, �ܵǷ�, �� ΰ. �ݶ���������SO2�����������о�[J]. ���ݹ�ҵ��ѧѧ��(��Ȼ��ѧ��), 2007, 36(4): 30-32, 36.
CHEN Yi, LI Jun-qi, HUANG Fang, ZHOU Jun, ZHOU Deng-feng, LIU Wei. The performance research on absorbing SO2 waste gas with Bayer red mud[J]. Journal of Guizhou University of Technology (Natural Science Edition), 2007, 36(4): 30-32, 36.
[30] ˾���, ������, ��͢��. ������������[J]. ������ɫ����, 2003, 17(2): 28-31.
SI Xiu-fen, DENG Zuo-guo, XU Ting-hua. Summarization of extracting scandium from red mud[J]. Jiangxi Nonferrous Metals, 2003, 17(2): 28-31.
[31] �� ��, ֣ʫ��, �����, ����, �� ܲ. NaOH�����η������ݶ��������������Ϊ[J]. ���̹���ѧ��, 2008, 8(6): 1148-1152.
SUN Wang, ZHENG Shi-li, ZHANG Yi-fei, XU Hong-bin, ZHANG Yi. Behavior of Al and Si in Bayer red mud processed by NaOH sub-molten salt[J]. The Chinese Journal of Process Engineering, 2008, 8(6): 1148-1152.
[32] PIGA L, POCHETTI F, STOPPA L. Recovering metals from red mud generated during alumina production[J]. Journal of the Minerals, Metals and Materials Society, 1993, 45(11): 54-59.
[33] KUMAR R, SRIVASTAVA J P, PREMCHAND. Utilization of iron values of red mud for metallurgical applications[J]. Environmental and Waste Management, 1998, 7: 108-119.
[34] �����, �� ��, �챾��. �սᷨ��������������������о�[J]. �����, 2009(11): 11-13.
LI Jun-qi, LONG Qiong, XU Ben-jun. Research on alumina recovery from red mud by sintering process[J]. Light Metals, 2009(11): 11-13.
[35] LI G H, LIU M X, RAO M J, JIANG T, ZHUANG J Q, ZHANG Y B. Stepwise extraction of valuable components from red mud based on reductive roasting with sodium salts[J]. Journal of Hazardous Materials, 2014, 280: 774-780.
[36] LI R B, ZHANG T G, LIU Y, LV G Z, XIE L Q. Calcification�Ccarbonation method for red mud processing[J]. Journal of Hazardous Materials, 2016, 316: 94-101.
[37] ³����, ���ɽ�, ��ʫ��. ���������������������Ľ���[J]. ������ұ��ѧ��, 2010, 9(1): 31-34, 67.
LU Gui-lin, CHI Song-jiang, BI Shi-wen. Leaching of alumina and iron oxide from red mud[J]. Journal of Materials and Metallurgy, 2010, 9(1): 31-34, 67.
[38]  M. Statistical modelling of sulphuric acid leaching of TiO2, Fe2O3 and A12O3 from red mud[J]. Process Safety and Environmental Protection, 2001, 79(5): 291-296.
M. Statistical modelling of sulphuric acid leaching of TiO2, Fe2O3 and A12O3 from red mud[J]. Process Safety and Environmental Protection, 2001, 79(5): 291-296.
[39] VACHON P, TYAGI R D, AUCLAIR J C, WILKINSON K J. Chemical and biological leaching of aluminum from red mud[J]. Environmental Science and Technology, 1994, 28(1): 26-30.
[40] ������, ������, ������. �����������������ۺ��Ȼ�����������[J]. ��ҵ��ˮ���ˮ, 2008, 39(4): 66-68.
PANG Shi-hua, ZHANG Xi-xing, ZHU Yun-qin. Preparation of polymeric aluminum ferric chloride flocculant with red mud from alumina plant[J]. Industrial Water and Wastewater, 2008, 39(4): 66-68.
[41] ��־��. �������������Ʊ������ڴ������Ӧ��[J]. ��ҵ��, 2004, 12(2): 35-39.
WU Zhi-hong. Preparation of nanoparticle alumina and its application in catalysis[J]. Industrial Catalysis, 2004, 12(2): 35-39.
[42] �� ��, ������, ��ѧï. ���ѧѡ���Ʊ����������о�[J]. ϡ�н�����Ӳ�ʺϽ�, 2016, 44(4): 25-27, 72.
LI Wang, ZHU Xiao-bo, GUAN Xue-mao. Study on the preparation of Ti-enriched slag by chemical beneficiation of red mud[J]. Rare Metals and Cemented Carbides, 2016, 44(4): 25-27, 72.
[43] E, APAK R. Furnace smelting and extractive metallurgy of red mud: Recovery of TiO2, Al2O3 and pig iron[J]. Journal of chemical Technology and Biotechnology, 1997, 70(3): 241-246.
[44] KASLIWAL P, SAI P S T. Enrichment of titanium dioxide in red mud: A kinetic study[J]. Hydrometallurgy, 1999, 53(1): 73-87.
[45] �����, ������, �� �, �ŷ���, �� ��. ����������������ն������ѵ��о�[J]. ��ɫ����(ұ������), 2012(7): 23-26, 29.
ZHU Guo-hai, WANG Ke-qin, WANG Hao, ZHANG Feng-lin, CHEN Jin. Study on recovering titanium dioxide from red mud vitriol leached residue[J]. Nonferrous Metals (Extractive Metallurgy), 2012(7): 23-26, 29.
[46] AGATZINI-LEONARDOU S, OUSTADAKIS P, TSAKIRIDIS P E, MARKOPOULOS C. Titanium leaching from red mud by diluted sulfuric acid at atmospheric pressure[J]. Journal of hazardous materials, 2008, 157(2): 579-586.
[47] �Ž���. �ӳ����л��ն������ѵij����о�[J]. �й���Դ�ۺ�����, 2003(1): 28-30.
ZHANG Jiang-juan. Preliminary study recovery titanium dioxide from red mud of industrial slag[J]. China Resources Comprehensive Utilization, 2003(1): 28-30.
[48] ������, ������. �ӳ�������ȡ�ѵ������о�[J]. ʪ��ұ��, 2011, 30(4): 323-325.
LI Liang-xing, HUANG Xi-lin. Experimental study on extracting of titanium from red mud[J]. Hydrometallurgy of China, 2011, 30(4): 323-325.
[49]  M. Statistical modeling and optimization of ultrasound-assisted sulfuric acid leaching of TiO2 from red mud [J]. Hydrometallurgy, 2004, 71(3): 397-401.
M. Statistical modeling and optimization of ultrasound-assisted sulfuric acid leaching of TiO2 from red mud [J]. Hydrometallurgy, 2004, 71(3): 397-401.
[50] TSAKIRIDIS P E, OUSTADAKIS P, KATSIAPI A, PERRAKI M, AGATZINI-LEONARDOU S. Synthesis of TiO2 nano- powders prepared from purified sulphate leach liquor of red mud[J]. Journal of Hazardous Materials, 2011, 194: 42-47.
[51] AFSARI M, YOUZBASHI A A, NURANIAN H, ZAHRAEE S M. Remarkable improvement of visible light photocatalytic activity of TiO2 nanotubes doped sequentially with noble metals for removing of organic and microbial pollutants[J]. Materials Research Bulletin, 2017, 94: 15-21.
[52] LIAO W P, HSU S C, LIN W H, WU J J. Hierarchical TiO2 nanostructured array/P3HT hybrid solar cells with interfacial modification[J]. The Journal of Physical Chemistry C, 2012, 116(30): 15938-15945.
[53] ��־��, ���ﻢ. ǿ��ѡ����ѡ���ϻ���β���ұ��β���������о�[J]. ������ɽ, 2009(9): 182-184.
CHEN Zhi-you, CHEN Qiu-hu. Study on the iron recovery from tailings and smelting tailings by high-intensity magnetic separation and gravity separation[J]. Metal Mine, 2009(9): 182-184.
[54] �� ��, �� ��, ���н�, ������, �����. �ݶ���������Ȼ�ԭ����ʵ��[J]. �����Ƽ���ѧѧ��, 2011, 33(9): 1059-1064.
JIA Yan, NI Wen, WANG Zhong-jie, GAO Shu-jie, FENG Jin-peng. Deep reduction experiments of Bayer red mud for iron recovery[J]. Journal of University of Science and Technology Beijing, 2011, 33(9): 1059-1064.
[55] QIU Guan-zhou, LIU Yong-kang, JIANG Tao, HU Yue-hua, MEI Xian-gong. Influence of additives on slag iron separation during direct reduction of coal based high-iron-content red mud[J]. Transactions of Nonferrous Metals Society of China, 1996, 6(2): 1-7.
[56] �� ��, ����ΰ, �����. ��Ч���ճ����������о�[J]. ���ݻ���, 2011, 36(2): 27-29.
SUN Jing, WANG Jia-wei, WU Cheng-yan. The researching of recycling iron effectively from the red mud[J]. Guizhou Chemical Industry, 2011, 36(2): 27-29.
[57] YANG Y, WANG X W, WANG M Y, WANG H G, XIAN P F. Iron recovery from the leached solution of red mud through the application of oxalic acid[J]. International Journal of Mineral Processing, 2016, 157: 145-151.
[58] �Ž���, ������, ����÷. ��������Һ��ȡ������о�[J]. ʪ��ұ��, 2005, 24(1): 17-18.
ZHANG Jiang-juan, DENG Li-long, ZHONG Shu-mei. Preparation of iron red using extraction raffinate of scandium[J]. Hydrometallurgy of China, 2005, 24(1): 17-18.
[59] EISELE T C, GABBY K L. Review of reductive leaching of iron by anaerobic bacteria[J]. Mineral Processing and Extractive Metallurgy Review, 2014, 35(2): 75-105.
[60] JEONG S, NATEGHI F, NGUYEN T V, VIGNESWARAN S, TUAN, TU A. Pretreatment for seawater desalination by flocculation: Performance of modified poly ferric silicate (PFSi-��) and ferric chloride as flocculants[J]. Desalination, 2011, 283: 106-110.
[61] PEPPER R A, COUPERTHWAITE S J, MILLAR G J. Value adding red mud waste: High performance iron oxide adsorbent for removal of fluoride[J]. Journal of Environmental Chemical Engineering, 2017, 5: 2200-2206.
[62] AHMAD Z. The properties and application of scandium- reinforced aluminum[J]. Journal of the Minerals, Metals and Materials Society, 2003, 55(2): 35-39.
[63] Qu Y, LI H, TIAN W J, WANG X Q, WANG X M, JIA X H, SHI B, SONG G D, TANG Y. Leaching of valuable metals from red mud via batch and continuous processes by using fungi[J]. Minerals Engineering, 2015, 81: 1-4.
[64] QU Y, LIAN B. Bioleaching of rare earth and radioactive elements from red mud using Penicillium tricolor RM-10[J]. Bioresource Technology, 2013, 136: 16-23.
[65] SHINDE V M��BHILARE N G�� Extraction and separation of Sc salicylate with tripheny/phosphine oxide [J]. Fresenius Journal of Analytical Chemistry, 1997, 357(4): 402-407.
[66] PALANT A, PETROVA V A. Scandium extraction from hydrochloric acid solutions poly (2-ethylhexyl) phosphonitryl acid[J]. Russian Journal of Inorganic Chemistry, 1997, 42(6): 943-946.
[67] ������, �� �, ʷ���. �����컯�����������ֵ��о�[J]. ��ɫ����(ұ������), 2017(4): 45-47.
LUO Yu-zhi, XU Lu, SHI Guang-da. Experimental study on sulfuric acid curing leaching of scandium in red mud[J]. Nonferrous Metals(Extractive Metallurgy), 2017(4): 45-47.
[68] M, LYBEROPULU T, PARISSAKIS G. Selective separation and determination of scandium from yttrium and lanthanides in red mud by a combined ion exchange/solvent extraction method[J]. Analytica Chimica Acta, 1995, 315(1): 231-237.
[69] Ѧ����, ���ǫ. ��(2-�һ�����)���������������ȡ��(��)����(��)����ϵ����(��)����(��)[J]. Ӧ�û�ѧ, 1992, 9(4): 21-25.
XUE Li-zhen, LI De-qian. Extraction of scandium(��), yttrium(��), lanthanide(��) and iron(��) from hydrochloric acid solutions with di-(2-ethylhexyl) phosphinic acid[J]. Chinese Journal of Applied Chemistry, 1992, 9(4): 21-25.
[70] ONGHENA B, BORRA C R, GERVEN T V, BINNEMANS K. Recovery of scandium from sulfation-roasted leachates of bauxite residue by solvent extraction with the ionic liquid betainium bis (trifluoromethylsulfonyl) imide[J]. Separation and Purification Technology, 2017, 176: 208-219.
[71] ������. ��ƽ������İݶ�����������ȡ�����ֵij��������о�[J]. ��þͨѶ, 1995(3): 16-23.
YIN Zhong-lin. Preliminary experimental study on extraction of scandium oxide from Bayer red mud of Pingguo aluminum mine[J]. Communication of Aluminum and Magnesium, 1995(3): 16-23.
[72] �Ž���, ������, ��͢��. �ӳ����������Һ����ȡ��[J]. �����, 2006(7): 16-18.
ZHANG Jiang-juan, DENG Zuo-guo, XU Ting-hua. Recovery scandium from leaching liquor of red mud[J]. Light Metals, 2006(7): 16-18.
[73] M, LYBEROPULU T,  K M, PARISSAKIS G. Recovery of lanthanides and yttrium from red mud by selective leaching[J]. Analytica Chimica Acta, 1996, 319(1/2): 249-254.
K M, PARISSAKIS G. Recovery of lanthanides and yttrium from red mud by selective leaching[J]. Analytica Chimica Acta, 1996, 319(1/2): 249-254.
[74] WANG W, PRANOLO Y, CHENG C Y. Recovery of scandium from synthetic red mud leach solutions by solvent extraction with D2EHPA[J]. Separation and Purification Technology, 2013, 108: 96-102.
WANG Lu1, HAO Yan-zhong1, HAO Zeng-fa2
(1. College of Science, Hebei University of Science and Technology, Shijiazhuang 050018, China;
2. Hebei Fulinyuan Water Treatment Agent Limited Company, Shijiazhuang 051430, China)
Abstract: Red mud is the solid powder waste generated in the process of alumina extraction by bauxite and a strong alkali residue. Mass accumulation of the red mud causes serious pollution to the environment. Red mud not only can be used as raw material as a whole, but also contains a variety of valuable metal elements. Therefore, the comprehensive utilization of red mud has important practical significance. The research status and existing problems of extraction of valuable metal elements such as Al, Fe, Ti and Sc from Bayer red mud were reviewed. At the same time, the development direction of red mud comprehensive utilization was prospected.
Key words: red mud; overall utilization; metal recovery; valuable metal; rare earth
Received date: 2017-08-24; Accepted date: 2018-04-10
Corresponding author: HAO Yan-zhong; Tel: +86-311-81669957; E-mail: yzhao@hebust.edu.cn
(�༭ ��ѧ��)
�ո����ڣ�2017-08-24�������ڣ�2018-04-10
ͨ�����ߣ������ң����ڣ���ʿ���绰��0311-81669957��E-mail: yzhao@hebust.edu.cn

