���±�ţ�1004-0609(2009)12-2112-07
����-MIG���Ϻ���2A12���Ͻ��պͽ�ͷ����
�� ��1, 2���� ��1, 2��������1, 2
(1. ���пƼ���ѧ �人������ʵ����(��)���人 430074��
2. ���пƼ���ѧ ����ӿ�ѧ�빤��ѧԺ���人 430074)
ժ Ҫ����8 mm��2A12���Ͻ�����CO2����-MIG(metal inter gas)���Ϻ��ӣ������˺��ӵ�ѹ�ͺ����ٶȶԺ��켸�β�����Ӱ�죬���о���ͷ����֯����ѧ���ܡ���������������ĸ���ۻ���������ں����ٶȡ����ź��ӵ�ѹ�Ľ��ͣ������ۿ����Ѹ�����������Һֺ����С��������ϵ�������ӡ���ͷ����֯�ɦ�(Al)���弰��(Al)+Al2Cu+Mg2Si�������ɣ���ͷ����ǿ��Ϊ281 MPa��Ϊĸ�Ŀ���ǿ�ȵ�69%����ͷ����Ͽڳ��ʹ��϶��ѣ���ĸ�ĶϿڳ��ۼ������Զ��ѡ�
�ؼ��ʣ����Ͻ𣻸��Ϻ��ӣ����켸�β���������֯
��ͼ����ţ�TG456. 7 ���ױ�ʶ�룺 A
Welding process and joint properties of 2A12 aluminum alloy by laser-MIG hybrid welding
YAN Jun1, 2, GAO Ming1, 2, ZENG Xiao-yan1, 2
(1. Wuhan National Laboratory for Optoelectronics, Huazhong University of Science and Technology,
Wuhan 430074, China
2. School of Optoelectronics Science and Engineering, Huazhong University of Science and Technology,
Wuhan 430074, China)
Abstract: The experiments of CO2 laser-metal inter gas (MIG) arc hybrid welding for 2A12 aluminum alloy with the thickness of 8 mm were carried out. The effects of arc voltage and welding speed on bead geometry parameters were discussed, and the microstructure and mechanical properties of joint were studied. The results show that the welding speed affects the bead penetration depth and bead penetration area. The bead width, bead reinforcement area and liquid-solid toe angle decrease with decreasing arc voltage, while the penetration shape factor increases with decreasing arc voltage. The microstructure of the joint is composed of ��(Al) matrix and ��(Al)+��+Mg2Si eutectic. The tensile strength of the joint is 281 MPa, which is approximately 69% of base metal. The fracture surface morphology observation shows that the joint exists as brittle-ductile mixture fracture, while the base metal exists as microvoid accumulation fracture.
Key words: 2A12 aluminum alloy; hybrid welding; bead geometry parameter; microstructure
���Ͻ���Ϊһ����Ҫ����������ϣ������ں��պ��칤ҵ�б��㷺ʹ�ã�����Ҳ���ִ������г������������ͽγ��Ȳ�Ʒ����Ҫ�ṹ����[1]����������ֿɿ������Ͻ��У���������Ҫ�����ӷ�����Ŀǰ��Ϊ��������Ͻ�Ŀɺ��ԣ��ѿ�չ�˶��ֺ��ӹ����о��������绡��������Ħ�������������������⺸�ȣ�ȡ����һЩ�ɹ�[2-3]�����У����⺸����Ϊ�����������С������ٶȿ졢��Ӱ����С���ŵ㣬�ܵ����㷺�Ĺ�ע�����ǣ��������ü��⺸�Ӽ���ʱ�����Ͻ����׳������ƺ�����ȱ�ݡ����ң��������Ͻ��������¶Լ���ķ����ʺܸߣ������Ƕ�CO2 ����ķ����ʸߴ�98%���������Ͻ⺸��Ч�ʽϵͻ�ɺ���Ȳ���[4]���������������Ͻ���ϵĺ�������
�·�չ�ļ���-MIG���Ϻ��Ӽ��������˼���͵绡������Դ���ŵ㣬�˷��˵�һ���⺸�����Ͻ�IJ��㣬���к����������ɷֿɵ������ӹ����ȶ����ŵ㣬�����Ͻ�����������Ҫ��Ӧ��ǰ�����������[5]��������[6]�ֱ��2519-T87��5A06���Ͻ�����˼���-MIG���Ϻ��ӹ����о���������������õ����Ͻӽ�ͷ����֤�����Ͻ�-MIG���Ϻ��ӵĿ����Ժ���Խ�ԡ�����[7-9]���������Ͻ���ò�Ժ�����������ҪӰ�졣��ˣ��о����Ͻӹ��ղ����Ժ�����ε�Ӱ��������Ҫ�����塣���е����Ͻ�-MIG���Ϻ��Ӻ�������о�[10-12]�������˺�������ۿ��Լ�����ϵ����ijЩ���ղ����Ĺ�ϵ��ȱ����ȫ������ۺ�����ò����ͷ�������о���
��ˣ���2A12��ǿ���Ͻ�ļ���-MIG���Ϻ��ӹ����У��������������˸���ĺ��켸�β���[13-14]���磺�Ѹ�������Ѹ�ϵ���������ۺϱȡ�����ĸ���ۻ�����������Һֺ�ǵȣ����ڴ˻������о���ͷ����֯����ѧ���ܡ�
1 ʵ��
�����������豸ΪRofin Sinar 5 kW������CO2 ��������Panasonic 350 A������CO2 ��������������ͭ������۽�������Ϊ295 mm������ģʽΪTEM01�����㴦��ߴ�СΪ0.6 mm��������ι����о�����ƽ��Ѻ�����ͷ��֯����ѧ����ʵ����öԽ�ƽ�����ڸ��Ϻ��ӹ����У���������ֱ������ĸ�ı��棬MIG��ǹ�빤��֮��Ľ���Ϊ60?����˿���쳤Ϊ14 mm������Դ�����ļ��Ϊ2.5 mm�����ӷ�ʽΪ�����������������������������۳�ǰ�˽����ϡ�
�������ú�˿ֱ��Ϊ1.2 mm������ĸ��Ϊ8 mm���2A12���Ͻ�壬��˿��ĸ�ĵĻ�ѧ�ɷ����1���С��ڱ������У������Ϊ4.5 kW��MIG��ǹ���ñ�����Ϊ��Ar������������Ϊ15 L/min������ͬ�ᱣ����Ϊ��He������������Ϊ7.5 L/min����2����Ϊ������ż���Ӧ���ղ�����
�����Ͻ��У�Ӱ�캸����ò�ļ��β����϶ࡣΪ�˺������۵ļ���ԣ��Ժ�����ò���������˶��壬��ͼ1��ʾ��W��ʾ�����ۿ���P��ʾ�������H��ʾ����Ѹߣ��� ��ʾ�����Һֺ�ǣ����Ǻ���Ѹ�����ĸ�ı���ļнǣ�AP��AR�ֱ��ʾ�����ĸ���ۻ�����ͶѸ����[15]��
��1 ��˿��ĸ�ĵĻ�ѧ�ɷ�
Table 1 Chemical composition of welding wire and base metal (mass fraction, %)
��2 ����������źͺ��Ӳ���
Table 2 Welding parameters and numbers of bead samples
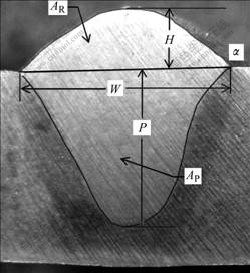
ͼ1 ���켸�β���ʾ��ͼ
Fig.1 Schematic diagram of bead geometry parameters
Ϊ�˲������켸�β�������ȡ������ĺ���棬��ĥ���ʴ����ʾ�������ĺ�����״��ͨ������������������϶���ļ��β�������ͨ��ʽ(1)~(3)�����������ۺϱ�r���Ѹ�ϵ��n�ͳ���ϵ��q��

��ͨ������£������ۺϱ�r��Ӱ�캸��Ļ�ѧ�ɷ֡�������֯����ѧ���ܣ��Ѹ�ϵ��n�뺸���Һֺ�Ǧ� ��ͬ�������������չ�ԡ�һ����ԣ�����Խ���������չ��Խ�ã��������ϵ��qӰ���۳��е������ݳ������׳̶ȡ��۳ؽᾧ�����Լ���������ƫ���̶�[12]�����⣬�Ժ�����ĸ�Ľ�����X�����������(XRD)��ȷ����������ɣ�����ɨ��羵(SEM)�Ժ������ṹ���й۲죬�Ժ���ֲ�����Ҳ����������(SEM-EDS)��ȷ����������ɡ���Ժ������ѧ���ܽ��в��ԣ����ԶϿڽ��й۲졣
2 ���������
2.1 ����ĺ����ò
2.1.1 �����ٶȶԺ��켸�β�����Ӱ��
��ͼ2(a)��(b)��ʾ���ں��ӵ���Ϊ180 A�����£������ٶȴ�0.8 m/min���͵�0.6 m/minʱ������������1.7 mm������ԼΪ27%��ĸ���ۻ����������19.9 mm2������ԼΪ69%����ͼ2(c)��(d)��ʾ���ں��ӵ���Ϊ240 A�����£������ٶȴ�1.2 m/min���͵� 1 m/minʱ������������2.5 mm������ԼΪ45%��ĸ���ۻ����������14.7 mm2������ԼΪ47.6%����Ƚ϶��ԣ������ۿ����Ѹ�������������β����仯�����ԡ���˵���������Ͻ�-MIG���Ϻ����У������ٶ���ҪӰ�������ĸ���ۻ������
����������������㣺���ȣ����Ͻ��������ϵ���ͣ����͵ĺ����ٶȺ��������۳����ݺ��մ������ܻ�����õĺ�����Σ���Σ����Ͻ��ȵ��ʴ�����ɢʧ�죬�����ٶ����ʱ����λʱ����ĸ�Ļ�õ��������٣������ĸ���ۻ��������С����ˣ������Ͻ�ʱ��ֻ���ں��ʵĺ����ٶ������²��ܻ�������죬�����ٶȵ�С�仯���������������ĸ���ۻ�����Ľϴ�仯�����⣬�ڱ����������£�����һ���ĺ��ӵ�������˿�ٶȲ��䣬���ں����ٶȱ仯��С����λʱ���ں����϶ѷ�Ľ�������ʺ���������������Ѹߡ��ۿ����Ѹ�ϵ���Լ��Ѹ�����溸���ٶȵı仯�����ԡ�
2.1.2 ���ӵ�ѹ�Ժ��켸�β�����Ӱ��
��ͼ3��ʾ�����ӵ�ѹ�Ժ��������ò������Ӱ�죺��ѹΪ29 Vʱ���������dz����ѹΪ22 Vʱ������խ�������ѹΪ27 Vʱ������ȫ�����ҴӺ��������ĸ�ĵĹ���ƽ�������ۡ����ӵ�ѹ�Ժ����ڶ༸�β���������Ӱ�졣������˵�����ź��ӵ�ѹ�Ľ��ͣ������ۿ����Ѹ�����������Һֺ����С��������ϵ�����Ѹ�ϵ��������������ƣ����ۺϱȱ仯�����ԣ���ͼ4��ʾ���ں��ӵ�ѹΪ22 Vʱ����ֵ��С��ԼΪ109?���Ѹ�ϵ��Ҳ������ú�����չ�����ں��ӵ�ѹΪ27 Vʱ��������绡��ЭͬЧӦ��ѣ��������ĸ���ۻ�������ۺϱ����
�������������ԭ���ǣ������ӵ�ѹ��С(Ϊ22 V)ʱ���绡��������Խ�С�������϶̣��绡�����ĵ�������Խ�С���Լ�����µ���������һ����ϡ�����ã����������ܹ�����С�ײ���ʹ��õ��ۿ��Ƚ�С������С�����������ԣ��������խ������������绡��ѹ����Ϊ25 Vʱ���绡�����ʵ����ӣ��绡����������һ���̶�����õ��ۿ���������仯�����ԣ����绡��ѹ����Ϊ29 Vʱ���绡�������绡��������ʮ��ǿ�ң��������ͣ��绡ͨ����������Ǩ��ϡ�ͼ�������������������������������µ�������Լ����ɢ��������ǿ������С��ЧӦ������������Ҫ���ڼ���ĸ�ı��棬�Ӷ�������ļ���С������������[16]����ˣ��ۿ��ϴ��ֿ���dz����ò�������ں��ӵ�ѹΪ27 V ʱ���绡���ֽϸߵ��������绡��������Լ������������һ����ϡ�����ã�ʹ���������ܹ���Ч���﹤����ͬʱ���ڼ���������£��绡�����ܹ����D�����ۺ��γɵ�С�����ĸ���ܹ���ֶ���Ч�ػ�����Լ�����绡����������þ���С��������ȫ�����졣
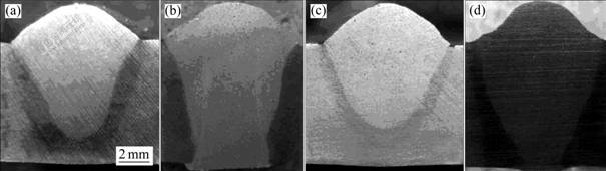
ͼ2 ���������ĺ�۽ṹ
Fig.2 Macrostructures of bead samples: (a) Sample 1; (b) Sample 2; (c) Sample 3; (d) Sample 4
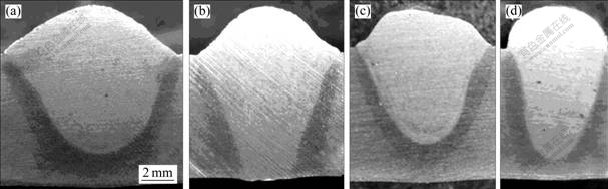
ͼ3 ���������ĺ�۽ṹ
Fig.3 Macrostructures of bead samples: (a) Sample 5; (b) Sample 6; (c) Sample 7; (d) Sample 8
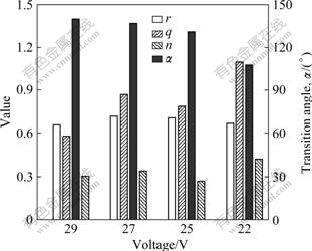
ͼ4 ���ӵ�ѹ�Ժ��켸�β�����Ӱ��
Fig.4 Influences of welding voltage on bead geometry parameters
2.2 ���Ϻ��ӽ�ͷ������֯����ѧ����
Ϊ������2A12���Ͻ�-MIG���Ϻ��ӽ�ͷ������֯�������ܣ����о�ѡȡ�������ã���ұ��ȱ�ݵ�ȫ������6��ͷ���м����������У�2A12���Ͻ�ĸ�ĵ�����֯��ͼ5��ʾ���ɺ�ɫ��״��ͦ�(Al)��������ɡ�XRD����ȷ����ɫ��״��ΪS(Al2CuMg)�࣬��ͼ6(a)��ʾ��
ͼ7(a)��ʾΪ�ۺ��߸������������֯����ͼ7(a)�ɼ���ĸ�������ۻ��������ɱ棬�ۺ��߸��������֦����֯������״������ͼ7(b)��ʾΪ�����������������֯����ͼ7(b)�ɼ���֦����֯����������״�ֲ������������ۺ��߸��������뺸�����������ɢ��������ͬ���£��ۺ��߸���������ĸ��������ĸ���¶Ƚϵͣ����нϺõ�ɢ������������������������Һ���Χ��ɢ���������˳�������������֯��ò���졣
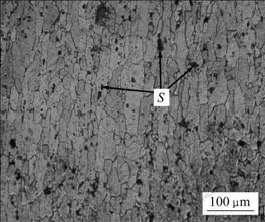
ͼ5 ĸ�ĵ�����֯
Fig.5 Microstructure of base metal
�Ժ���ֲ����������SEM-EDS����������λ����ͼ8��ʾ����P1�ijɷ�Ϊ55%Al+26.2%Cu+ 3.5%Mg+15.3%Si����P2�ijɷ�Ϊ97.1%Al+1.5%Cu+1.4%Mg�����ͼ6(b)��XRD��������������ڴ��� ��(Al)���Ⱥ�Mg2Si�࣬��ˣ�����ȷ����P1Ϊ��(Al)+Al2Cu+Mg2Si�������֯����P2Ϊ��(Al)�����塣�γ����Ϲ�����֯����Ϊ��˿�е�Si�����ϸߣ���Һ̬������ʼ����ʱ�������������ʺ����͵Ħ�(Al)�����壬������ԭ�ӣ���Cu��Mg��Si�ȱ��ż������۵��Һ���У����̽���ʱ�������ʵ�Һ����֦�����γ��˹����ࡣ
������Խ����������ͷ�����ں�����������ǿ��Ϊ281 MPa����Ϊĸ�ĵ�69%���о�����[17-18]�����繲����֯�Ժ�����������������Dz����ģ���Ϊ��Щ�������Դ������������ѡ���Σ��ں��ӹ����У������۳��¶ȸߣ��Ͻ��е�MgԪ�طе�ͣ������ױ��������ĸ���е�Mg�뺸˿�е�Si�γɵ�Mg2Siǿ���༫Ϊ���ޣ�����һ���̶���Ҳ�����˺���Ŀ���ǿ�ȡ�
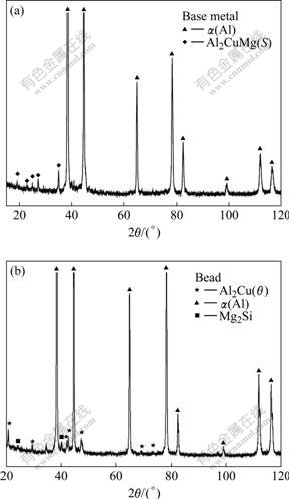
ͼ6 ĸ�ĺͺ����XRD��
Fig.6 XRD patterns of base metal (a) and bead (b)
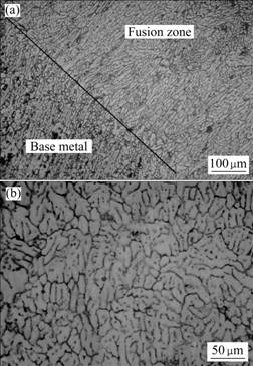
ͼ7 ��ͷ������֯
Fig.7 Microstructures of joint: (a) Transition zone; (b) Bead

ͼ8 �ۻ�����EDS����λ��
Fig.8 Fusion zone for EDS analysis
ͼ9(a)��ʾΪĸ�ĵĵͱ�����Ͽڡ���ͼ9(a)�ɼ����Ͽ��������Ե���ά״�����������ڴ����ĵ���

ͼ9 �����ĵͱ�����Ͽ���ò
Fig.9 Low magnification fractographs of samples: (a) Base metal; (b) Bead
���Ѻ�˺���⣬ͬʱ��˺�������ܲ�����ϸС���ѣ����ڵ��͵��ۼ������Զ��ѡ�ͼ9(b)��ʾΪ����ĵͱ�����Ͽڡ���ͼ9(b)�ɼ����Ͽھֲ��������������ѣ�ͬʱ�����Թ۲쵽������˺���⣬����״�ֲ������Ǿ��紦�Ĺ����������£��ǵ��͵��ʹ��϶��ѡ�ͼ10(a)��ʾΪĸ�ĵĸ߱�����Ͽڡ���ͼ10(a)�ɼ����Ͽ������������������ѣ����ѱ�Ե���ּ��⣬���Ƚϴײ�ƽ̹�����Ƚϰ���˵���еڶ������Ӵ��ڡ������������������ʱ��������ڶ������ӽ��������ѿ��γ�����(����)Դ������Ӧ��������������������˺���������ܱ��γɽϴ�ͻ���˺���⡣ͼ10(b)��ʾΪ����ĸ߱�����Ͽڡ���ͼ10(b)�ɼ����Ͽ����������ѵĹ⻬ƽ̨��ͬʱ��Ҳ�۲쵽ϸС���ѷֲ���˺�����ϣ������ʹ��϶���������

ͼ10 �����ĸ߱�����Ͽ���ò
Fig.10 High magnification fractographs of samples: (a) Base metal; (b) Bead
3 ����
1) ��2A12���Ͻ�-MIG���Ϻ����У����������ĸ���ۻ���������ں����ٶȡ����ź��ӵ�ѹ�Ľ��ͣ������ۿ����Ѹ�����������Һֺ����С��������ϵ�������ӡ�
2) ��������֯�ɦ�(Al)���弰��(Al)+��+Mg2Si�������ɣ��ۺ��߸�������֦������״��������������������֦������״�ֲ�������
3) ���쿹��ǿ��Ϊ281 MPa��Ϊĸ�ĵ�69%���ۺ����ڵĹ�����֯����ɽ�ͷǿ�ȵ���ĸ�ĵ���Ҫԭ����Ͽڳ��ʹ��϶��ѣ���ĸ�ĶϿڳ��ۼ������Զ��ѡ�
REFERENCES
[1] Ф��ʫ, �� ��, ������. ��ǿ���Ͻ⺸���½�չ[J]. Ӧ�ü���, 2002, 22(2): 206-208.
XIAO Rong-shi, CHEN Kai, ZUO Tie-chuan. Development of laser beam welding of high strength aluminum alloys[J]. Applied laser, 2002, 22(2): 206-208.
[2] ������, �� ��, ������. LY12���Ͻ�Ħ���㺸��ͷ��֯������[J]. �й���ɫ����ѧ��, 2008, 18(2): 288-293.
LIU Ke-wen, XING Li, KE Li-ming. Microstructures and properties of friction stir spot welding joints for LY12 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(2): 288-293.
[3] �����, ������, ������, ������, ��ƽ. 2519���Ͻӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2004, 14(6): 956-959.
LI Hui-zhong, ZHANG Xin-ming, CHEN Ming-an, GONG Min-ru, ZHOU Zhuo-ping. Microstructures and properties of welded joint of 2519 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(6): 956-959.
[4] ���ΰ, ½����, ������. �������ЧӦ[M]. ����: ������ҵ������, 2002.
SUN Chen-wei, LU Qi-sheng, FAN Zheng-xiu. Laser radiation effect[M]. Beijing: National Defense Industry Press, 2002.
[5] ������, ��־��, �� ��, ��С��. ��ǿ���Ͻ�ļ���-MIG���Ϻ��ӵ�ʵ���о�[J]. ϡ�н���, 2005, 29(5): 773-779.
XU Liang-hong, TIAN Zhi-ling, PENG Yun, ZHANG Xiao-mu. Experiment study of high-strength aluminum alloy laser-MIG hybrid welding[J]. Chinese Journal of Rare Metals, 2005, 29(5): 773-779.
[6] �� ��, ������, �ع���, �� ��. ���Ͻ⡪С��������MIG�绡������Դ�������Է���[J]. ����ѧ��, 2007 28(8): 37-40.
WANG Wei, WANG Xu-you, QIN Guo-liang, LEI Zhen. Welding characteristic analysis of aluminum alloy laser- pulse MIG with minimum power[J]. Transactions of the China Welding Institution, 2007, 28(8): 37-40.
[7] ���, ����, �����. ���켸��������5A30���Ͻӽ�ͷƣ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(11): 1895-1900.
LI Jing-yong, LI Biao-feng, FENG Gang-xian. Effect of weld geometrical features on fatigue properties of 5A30 aluminum alloy welded joints[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(11): 1895-1900.
[8] NINHNGUYEN T, WAHAB M A. A theoretical study of the effect of weld geometry parameters on fatigue crack propagation life[J]. Engineering Fracture Mechanics, 1995, 51(1): 1-18.
[9] TENG T L, FUNG C P, CHANG P H. Effect of weld geometry and residual stresses on fatigue in butt-welded joints[J]. International Journal of Pressure Vessels and Piping, 2002, 79: 467-482.
[10] �ع���, �� ��, ������, �� ʵ, ������, �� ��. Nd:YAG����+����MAG�绡������Դ�淶������ƽ��Ѻ����������ε�Ӱ��[J]. �й����湤��, 2006 19(3): 23-32.
QIN Guo-liang, LEI Zhen, LIN Shang-yang, HE Shi, WANG Xu-you, WANG Wei. Influences of welding parameters on weld appearance in Nd:YAG laser+pulsed MAG hybrid cladding[J]. China Surface Engineering, 2006, 19(3): 23-32.
[11] ������, ��־��, �� ��, ������. ����-MIG���Ϻ��ӹ��ղ����Ժ�����״��Ӱ��[J]. Ӧ�ü���, 2006, 26(1): 5-9.
XU Liang-hong, TIAN Zhi-ling, PENG Yun, ZHANG Xiao-mu. The effect of laser-MIG hybrid welding parameters on the geometry of weld[J]. Applied Laser, 2006, 26(1): 5-9.
[12] �� �, ���ʹ�, �� ��, ̷�ȴ�, ������. ���Ͻ�����YAG���⺸������Ʋ����Ժ�����״������Ӱ��[J]. ����ѧ��, 2008, 29(3): 21-24.
ZHANG Qian, SHAN Ji-huo, LEI Xiang, TAN Wen-da, CHEN Wu-zhu. Effects of pulse modulation parameters of YAG Laser on shape factor in aluminum alloys bead[J]. Transactions of the China Welding Institution, 2008, 29(3): 21-24.
[13] CHO M H, FARSON D, LIM Y C, CHOI H W. Hybrid laser/arc welding process for controlling bead profile[J]. Science and Technology of Welding and Joining, 2007, 12(8): 677-687.
[14] GAO M, ZENG X Y, HU Q W, YAN J. Weld microstructure and shape of laser�Carc hybrid welding[J]. Science and Technology of Welding and Joining, 2008, 13(2): 106-112.
[15] KIM I S, SON J S, PARK C E, KIM I J, KIM H H. An investigation into an intelligent system for predicting bead geometry in GMA welding process[J]. Journal of Materials Process Technology, 2005, 159: 113-118.
[16] KATAYAMA S, UCHIUMI S, BRIAND F. Production of sound deep-penetration hybrid weld in aluminum alloy with YAG laser and MIG arc[C]//LIA. ICALEO-Laser Materials Processing Conference. Florida, USA: Laser Institute of America, 2006: 953-959..
[17] ������, ��ɸ�, Ǯ����. ��ǿAl-Cu�Ͻ�����MIG������[J]. ����ѧ��, 2004, 25(4): 7-8.
GUO Xu-ming, YANG Cheng-gang, QIAN Bai-nian. Pulsed MIG welding process of high strength Al-Cu alloy[J]. Transactions of the China Welding Institution, 2004, 25(4): 7-8.
[18] �� ��, ������, ��־��, ������. ����������Ը�ǿ���Ͻ��ͷ��֯�����ܵ�Ӱ��[J]. ����ѧ��, 2008, 29(2): 17-21.
PENG Yun, XU Liang-hong, TIAN Zhi-ling, ZHANG Xiao-mu. Effect of heat input on microstructure and mechanical properties of the high strength aluminum alloy welds[J]. Transactions of the China Welding Institution, 2008, 29(2): 17-21.
�ո����ڣ�2008-12-17�������ڣ�2009-08-10
ͨ�����ߣ������㣬���ڣ��绰��027-87541423��E-mail: xyzeng@mail.hust.edu.cn
(�༭ ��ѧ��)

