DOI: 10.11817/j.ysxb.1004.0609.2021-36702
��ĩұ���ս��Ʊ�90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ��ϵ���֯����ѧ����
����̷������ɽ��������������ʤ��������
(���ϴ�ѧ ���ʸ�ǿ�ṹ���Ϲ��Ҽ��ص�ʵ���ң���ɳ 410083)
ժ Ҫ����90W-7Ni-3FeԤ���ĩ��30CrMnSiNi2A��������ĩΪԭ�ϣ������ȵȾ�ѹ������1350 �桢150 MPa��3 h�սṤ���½��й��սᡣ����SEM��XRD��TEM��������ѧ��������о���90W-7Ni-3Fe/ 30CrMnSiNi2A���ս��������֯����ѧ����������������������ù��ս᷽���ɹ��Ʊ���90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ��ϣ����ս�����֯���ȡ����ܶȸߡ������������ƣ�������ã��ٺϽ�ֻ��������ܶȾ�����99%������ǿ�ȷֱ�Ϊ920 MPa��1309 MPa�����ٺϽ�ֵĽ���������ǿ�ҵ�Ԫ����ɢ���γ��˺��Ϊ40~50 ��m��Fe6W6C�࣬��������Fe6W6C����γɣ�Ӳ��Fe6W6C��Ĵ��ڶ��ٺϽ�/�ֽ������ѧ���ܣ�����Ŀ���ǿ��Ϊ85 MPa������ģʽΪFe6W6C���W��Ļ�϶��ѡ�
�ؼ��ʣ���/�ֽṹ���ϲ��ϣ��ȵȾ�ѹ����ĩ���ս����֯����ѧ����
���±�ţ�1004-0609(2021)-07-1737-10���� ��ͼ����ţ�TF841.1���� ���ױ�־�룺A
���ĸ�ʽ������̷, ����ɽ, ������, ��. ��ĩұ���ս��Ʊ�90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ��ϵ���֯����ѧ����[J]. �й���ɫ����ѧ��, 2021, 31(7): 1737-1746. DOI: 10.11817/j.ysxb.1004.0609.2021-36702
ZHU Wen-tan, CAI Qing-shan, WANG Jian-ning, et al. Microstructure and mechanical properties of 90W-7Ni-3Fe/30CrMnSiNi2A structural composite materials prepared by powder metallurgy co-sintering[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(7): 1737-1746. DOI: 10.11817/j.ysxb.1004.0609.2021-36702
�ټ���Ͻ���и��ܶ�(16.5~19.0 g/cm3)����Ӳ�ȡ���ǿ�ȡ�����Ŀ���ʴ���������Լ����õĵ������Ե����ܣ��ں��պ��졢���������ͺ���Դ������õ�Ӧ�ù㷺[1-2]�����ٺϽ��볬��ǿ�͵ͺϽ�ֽ��и������ӣ���ȵ�һ�Ͻ�������ֳ����ܶȡ���Ӳ�ȡ�����ǿ�Ⱥͳ���������ƥ�䣬�ں˾۱䷴Ӧ�Ѻʹ������������Ź㷺��Ӧ��ǰ��[3]��Ȼ������������ֵ��������ܲ���ϴ�������������ϵ��(�٣�4.5��10-6 K���֣�12��10-6~14��10-6 K)�͵���ģ��(�٣�410 GPa; �֣�200 GPa)������/�ָ��¸��Ϻ���洦������������ƥ�������´�IJ���Ӧ��������ͬʱ���ӽ��漫���γ�FeW��Fe2W��Fe7W6�Ƚ����仯�����࣬����Ӱ����/�ֽṹ���ϲ�������[4-5]��
Ŀǰ����/�ֽṹ���ϲ�����Ҫ�������������Ϳ��ǥ������ɢ������������ȼ����Ʊ�[6-9]��������ɢ���������Ʊ���/�ֽṹ���ϲ�������Ч�ķ���֮һ������/����ɢ���ӹ����У�����Ҫ����һЩ�м�������������/�ֽ���������[10-12]���ⲻ�ɱ���������µ����ʣ��Ҵ���װ�乤��������Ƶ����⣬�������ܼ��ɿ����д���һ����ߡ����⣬��ɢ�������Դ���ĸ�ı������Ҫ��ߣ���������/�ָ��ӽṹ�����Ʊ�����
��ĩұ���սἼ���ǽ����ֽ�����Ͻ���Ϸ�ĩ����Ϊһ���������ͬһ�ս��ƶ����Ʊ����ָ��ϲ��ϵķ��������н�Լ�ɱ����������Ρ������ڽ��洦���������Լ����⺸�Ӳ����������Ƶȶ�������[13-14]���ܵ�������ѧ�ߵĹ㷺��ע�������������սἼ�����մ�Ĥ�����ӷ�װ������ֵ�����õ��˹㷺��Ӧ��[15-16]����������/�ֽṹ���ϲ��ϵĹ��ս��Ʊ��о�ȴ���б��������ڴˣ�����������÷�ĩұ���սἼ�����Ʊ���/�ֽṹ���ϲ��ϡ��������ٺϽ�ַ�ĩ��ò����װ�ܶȼ��ս����Դ��ڲ��죬���ս�����л�����ս����������ȴӶ����²������濪�ѡ��ֲ��ȱ�ݣ�����Ӱ�칲�ս����ϵ����ܡ��ȵȾ�ѹ�������нṹ��Ӧ��ǿ����Ч��С��Ӧ�������ƣ����Ʊ��ṹ���ϲ��������кܴ��DZ������ˣ����Ľ����ȵȾ�ѹ������ʵ����/�ֽṹ���ϲ��ϵĹ��ս��Ʊ���
��������ѡ��90W-7Ni-3Fe�Ͻ��ĩ��30CrMnSiNi2A�ͺϽ�ַ�ĩ���й��ս�̽�����о�����/�ֽṹ���ϲ��Ϲ��ս����ͽ��������֯����ѧ���ܣ�̽���˽������ʧЧ���ۻ��ƣ�Ϊ���ù��ս᷽���Ʊ���������/�ֽṹ���ϲ����ṩ��������֧�š�
1 ʵ��
��W��Ni��Fe��ĩ����90:7:3����������������ά���ϻ��о��Ȼ�ϣ�������Ar�����н����Ա����ĩ���������ϱ�Ϊ1:1������ʱ��Ϊ5 h���ַ۲�����ת�缫���������Ʊ���ʵ�����õ�ԭʼ��ĩ�������1��2��ʾ��ͼ1(a)��(b)��ʾ�ֱ�Ϊ90W-7Ni-3Fe��Ϸ�ĩ��30CrMnSiNi2A�ַ�ĩ��ò��ɨ����Ƭ��90W-7Ni-3Fe��ĩ��Ԥ��֮���ԭʼ��ĩ����òû�з������Ա仯��W�ۺ�Ni�۳��ֲ�������״��Fe��Ϊ���Σ����ͷ��ע��ʾ���ַ�ĩ��Ϊ���ο�������90W-7Ni-3Fe��ĩ�ַ۰�����������ֱ�װ��ְ����У������з⺸������������ȵȾ�ѹ�ս�¯������ս�ʵ�飬�ս��¶ȡ�ѹ���ͱ���ʱ��ֱ�Ϊ1350 �桢150 MPa��3 h�����ս���ɵ���Ʒ����ȥ���ӹ���������Ʒ���õ�����и�������и������ĥ�����������֯����ѧ���ܽ��м�⡣���иֲ���4%(�������)����ƾ���Һ���и�ʴ����ʴʱ��Ϊ8~10 s��
��1 �ٺϽ�ԭʼ��ĩ����
Table 1 Properties of original tungsten alloy powders
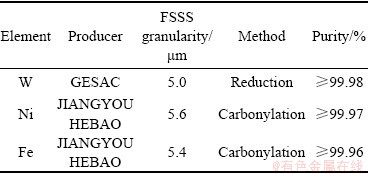
��2 30CrMnSiNi2A�ֻ�ѧ�ɷ�
Table 2 Chemical composition of 30CrMnSiNi2A steel powder (mass fraction, %)


ͼ1 ��ĩ��ò
Fig. 1 Morphologies of powders
��������FIB��˾������Nova Nano SEM230��������������Թ��ս���Ʒ������֯���Ͽ���ò���й۲죬ͬʱ���SEM�Դ�������װ��(EDS)�Խ�������ɷ֡�����Ԫ�طֲ����б���������RIGAKU-3104��X����������(ɨ��Ƕ�Ϊ30��~90�㣬Cu��)�Թ��ս��������ṹ���б���������Tecnai G2 F20 S-TWIN TMP��������羵�Թ��ս�������ྦྷ��ṹ����������ȡ���ϵ���з�������������Instron 3369����ѧ������Թ��ս���弰���������������ǿ�ȵIJ��ԣ����������ߴ�Ϊ����ͷ��״(L��W��T��25 mm��8.0 mm�� 3.0 mm)����������Ϊ1 mm/min��
2 ���������
2.1 ���ս���������֯����ѧ����
��3����Ϊ90W-7Ni-3Fe/30CrMnSiNi2A���ս���Ʒ�Ļ�������ܶȣ����ս���ٺϽ�ֵ��ܶȷֱ�ﵽ17.03 g/cm3��7.75 g/cm3��������ܶȾ�����99%���ɼ���1350 �桢150 MPa��3 h���ȵȾ�ѹ�����£��ٺϽ�־�ʵ�������ܻ��սᣬ��������ȵȾ�ѹ���ص����ܻ����ơ��ȵȾ�ѹ���ܻ����̷�Ϊ3���Σ���ĩ���������������Ž�(��һ��)�����Ա��ν�(�ڶ���)����������ɢ��(������)[17]���ڵ�һ�Σ������ڲ��ķ�ĩ����֮��ʵ�Ӵ�״̬����ĩ�д��ڴ����Ŀ�϶������ѹʱ���ٺϽ�ַ�ĩ����ƽ�ƻ�ת��С���������뵽�������϶�У��ٺϽ��ĩ�ַ�ĩ��ͬ��������������ܶ�Ѹ����ߡ��ڵڶ��Σ���ĩ����֮�以��Ӵ���һ���̶Ⱥ����ִ�����ˣ���Ҫ�������ѹ�����¶���ʹ��ĩ���������������ٽ����Ӧ�����͡��ڸýΣ���ĩ��������һ�������Ա�����������֮�以����ɢ�γ�һ�����壬��������ܶȽӽ��������ܶȡ���ˣ��ڸýΣ��ٺϽ�ֵĻ����Ѿ�ʵ�����ܻ��սᡣ�ڵ����Σ���ĩ�������������Ʋ��������ã���λ����䡢������ɢ�;�����ɢ�ȱ����ԭ�ӻ��λ������������ɢ����䣬��ĩԭ�ӻ�����������϶��ʹ�ÿ�϶��ȫ�������ýο��������ٽ��ٺϽ�ֻ������֮���ұ���ϣ��������ٺϽ�ֻ�������ܻ��սᲢ����������ѧ���ܡ�
��3 ���ս�90W-7Ni-3Fe�Ͻ�ֵ��ܶ�
Table 3 Densities of 90W-7Ni-3Fe alloy and steel fabricated by co-sintering.

ͼ2(a)��(b)��ʾ�ֱ�Ϊ���ս�90W-7Ni-3Fe/ 30CrMnSiNi2A��Ʒ������ϵ�����֯��90W-7Ni-3Fe�Ͻ��ɻҰ�ɫ��W��ͺ�ɫ�Ħ�-(Ni,Fe)������ɡ�����֯���ֵ��͵Ĺ����ս�������ϸС�������W�����ۼ���һ���������Ƭ״�ֲ�������90W-7Ni-3Fe�Ͻ���˵����Һ���ս��¶�ͨ����1477 ������[18]������1350 ���¦�-(Ni,Fe)ճ����δ�ۻ�����˺Ͻ���ֹ����ս���֯�����ڸ���˵����Ʒ����û�����ԵĿ���ͬʱû�й۲쵽���Եĸֿ����߽磬�����ڸ��ս�״̬�¸ֿ���֮�以����ɢ���γ������õ�ұ���ϡ�����֯�ɱ���������ʹ�����״����״�ĵ�״��֯(M-A��)��ɣ�������֯ͨ������Ϊ��״������[19]��

ͼ2 ���ս���Ʒ������֯
Fig. 2 Microstructures of co-sintered samples
�Թ��ս�90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ��ϵĻ��忹��ǿ�Ƚ��м�⣬�����ͼ3��ʾ���ٺϽ���ǿ��Ϊ920 MPa���ֵĿ���ǿ��Ϊ1309 MPa��ͬʱ�������ȶ�����С�����ڷ�ĩұ���Ʊ��IJ�����˵��ͨ���ߵ����ܶȿ���ʹ�Ͻ�����������ѧ���ܡ���������[20]��������ͳ90W-7Ni-3Fe�Ͻ���1300 ������ս�״̬�����ܶȽ�Ϊ77%���ң�����ĩұ�����1100~1350 ������ս�״̬������ܶ���߿��Դﵽ97%����[21]���ȵȾ�ѹ������ʩ���˸���ͬ�Եľ�ѹ�����൱��ǿ���սᣬ�봫ͳ��ѹ�ƨC�ս���ȣ������ȵȾ�ѹ�������Ʊ����ٺϽ�����ܻ��̶ȸ���(�ӽ�ȫ����)����ˣ����Ի�ø�����Ŀ���ǿ�ȡ�

ͼ3 90W-7Ni-3Fe�Ͻ��30CrMnSiNi2A�ֵĿ���ǿ��
Fig. 3 Tensile strength of 90W-7Ni-3Fe alloy and 30CrMnSiNi2A steel
ͼ4��ʾΪ���ս�90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ��ϻ��������Ͽ���ò����ͼ4(a)�п��Կ�����90W-7Ni-3Fe�Ͻ�Ͽ���òû�����ԵĿ����Ͽ���Ҫ����W�����������Ѻ�W-W����ʧЧ��������һ����˵��W�������Ѷ�Ӧ�ߵ���ѧ����[22]���ڹ����ս��״̬���ٿ����ߴ��Ϊ5~8 ��m��ԶԶС�ڳ���Һ���ս�״̬���ٿ����ߴ�(40~60 ��m)��ϸС���ٿ�������ϸ��ǿ�������ã���Ҳ�����øߵĿ���ǿ�ȵ�ԭ����30CrMnSiNi2A����˵����ͼ4(b)��ʾ���Ͽڱ�����Է��ִ��ڴ������ѣ�ͬʱ���ܹ۲쵽�������ѣ�����Ϊ��϶��ѵķ�ʽ�����Ѻͽ������ѵij���Ҳӡ֤��ͨ���ȵȾ�ѹ�Ʊ��ĸ־������õ�ǿ�Ⱥ����Ρ�

ͼ4 90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ�����Ʒ�ĶϿ���ò
Fig. 4 Fracture morphologies of 90W-7Ni-3Fe/ 30CrMnSiNi2A structural composite materials
2.2 ���ս���������֯����ѧ����
ͼ5��ʾΪ90W-7Ni-3Fe/30CrMnSiNi2A���ս������Ľ�������֯����ͼ5(a)�п��Կ�������ɫ����Ϊ90W-7Ni-3Fe�Ͻ𣬺�ɫ����Ϊ30CrMnSiNi2A�֡��ٺϽ�/�ֽ�������û�з������ԵĿ������ƣ���������������۷ֲ���ͬʱ���ڿ�����һ��Ľ���������Է������εĸֿ����Ĵ��ڡ����ֲ������ս������Ԫ��֮�䷢����ɢ��Ӧ����ˣ����ٺϽ�/�ֽ�������������Է���һ���µĻ�ɫ����ͼ5(b)�п��Է��ֻ�ɫ�����ٺϽ�/�ֽ���������ֲ������ԼΪ40~50 ��m���ҡ��Խ����������Ԫ����ɨ�����������������ͼ5(c)��(d)��ʾ�������ɨ�����Ľ����֪�û�ɫ����Ҫ����W��FeԪ�أ�����������Ni��CԪ�ء��ڹ��ս�����У����渽���ķ�ĩ����ѹ����������ʵ�ֹ�ͬ�������˷������ֲ������������ʲ�ͬ�����½���Ӧ���ij��֣�ͬʱ���ڽ�������Ŀ�϶Ҳ�����٣��ٿ�����ֿ���֮���ڸ��¸�ѹ�»ᷢ��һ�������Ա��κ���ɢ��Ӧ�������ڱ��½Σ��ߵ��ս��¶Ⱥ�ѹ����ٽ��ٿ����ֿ���֮��ľ�����ɢ������Fe-W��Ԫ��ͼ[23]��֪����Fe��Wֱ�ӽӴ�ʱԭ�ӻụ����ɢ�γɴ�Ľ����仯�����࣬��FeW��Fe7W6��Fe2W�ࡣΪ�˽�һ���ж���ɫ��ľ���ṹ��������羵������з�����������ͼ6��ʾ��

ͼ5 90W-7Ni-3Fe/30CrMnSiNi2A���ս��������֯����ɨ���������
Fig. 5 Interface microstructures of 90W-7Ni-3Fe/30CrMnSiNi2A co-sintered samples and elemental scanning line, EDS spectra
ͼ6(a)��ʾΪ��ɫ����ٿ����Ľ��������TEM������A��B��C��ѡ����������ֱ���ͼ6(c)~(e)��ʾ������ѡ��������������֪����AΪBCC�ṹ��W�࣬����BΪ���������ṹ��Fe6W6C�ࡣͨ���Ի�ɫ���ѡ�������������궨��֪��(220)�� ��(602)�ľ�����ֱ�Ϊ0.398 nm��0.254 nm��0.173 nm������Fe6W6C���PDF��Ƭ(No.23-1127)���Ӧ��W/Fe6W6C����(����C)��ѡ�����������������������λ���ϵΪ[111]W//[013]Fe6W6C����ͼ6(e)��ʾ�������ý������ڰ빲���ϵ�����⣬��W/Fe6W6C�������Է�������������(��ͼ4(b))������һ������Fe6W6C����ڲ���չ����һ����ֹ��W/Fe6W6C����棬�����ð빲���������谭���Ƶ���չ����������[24]������Fe6W6C�౾�����ڴ��Ե�̼�������Ϸ�ʽΪ���������ۼ�����ϣ�����Cԭ�Ӽ�϶���ܵ�W�İ������϶�дӶ��γ�ǿ��W��C���ۼ������ǵ�����ߴ��Եı�Դ��
��(602)�ľ�����ֱ�Ϊ0.398 nm��0.254 nm��0.173 nm������Fe6W6C���PDF��Ƭ(No.23-1127)���Ӧ��W/Fe6W6C����(����C)��ѡ�����������������������λ���ϵΪ[111]W//[013]Fe6W6C����ͼ6(e)��ʾ�������ý������ڰ빲���ϵ�����⣬��W/Fe6W6C�������Է�������������(��ͼ4(b))������һ������Fe6W6C����ڲ���չ����һ����ֹ��W/Fe6W6C����棬�����ð빲���������谭���Ƶ���չ����������[24]������Fe6W6C�౾�����ڴ��Ե�̼�������Ϸ�ʽΪ���������ۼ�����ϣ�����Cԭ�Ӽ�϶���ܵ�W�İ������϶�дӶ��γ�ǿ��W��C���ۼ������ǵ�����ߴ��Եı�Դ��
����Fe6W6C����γ���Ҫ������90W-7Ni-3Fe�Ͻ���ڽ��������̬��ɢ��Ӧ��90W-7Ni-3Fe�Ͻ��30CrMnSiNi2A�ֵ�Һ���߷ֱ�Ϊ1477 ���1410 �棬��ˣ���1350 ���£����߾����ڹ����սᣬ��������ķ�Ӧ����Ҳ���ڹ�̬��ɢ�����¸�ѹ�Ӿ���Fe��Wԭ��֮�����ɢ������ڽ��洦�������ҵ�ԭ��Ǩ���γ�FeW�ࡣͬʱ���ٺϽ��е�NiԪ��Ҳ���û����ܲ���Feԭ�ӡ������е�Cԭ��������ԭ�Ӱ뾶С����ɢ���Ӿ��ң���ˣ��ڱ��¹����н���Ԫ�ػ�����ɢ�γ�Fe6W6C�ࡣ����ij���һ�������ʵ���ٺϽ���ֵ�ұ���ϣ���ͬʱ��ߴ���Ҳ����������������������W-Fe-C��Ԫ��ͼ[25]Ҳ���Է��֣���W��Fe�������T1(Fe3W3C)��T2(Fe6W6C)�࣬�������ǵ�ʵ�������Ӧ��

ͼ6 90W-7Ni-3Fe/30CrMnSiNi2A���ս����TEM����֯��ѡ����������
Fig. 6 TEM images of 90W-7Ni-3Fe/30CrMnSiNi2A co-sintered sample and selected electron diffraction patterns
2.3 ���ս�������ѧ����
�Թ��ս�90W-7Ni-3Fe/30CrMnSiNi2A�����ǿ�Ƚ��м���֪������濹��ǿ�Ƚ�Ϊ85 MPa������Ҫ��Ӳ��Fe6W6C��Ĵ��ڶ��˽������ѧ���ܡ���ͼ8(a)�п����жϣ��ٺϽ�/�ֽṹ������ƷʧЧ·����Ҫ������Fe6W6C���ϡ�����Ͽڽ��й۲죬��ͼ8(b)��ʾ�����Է��ֽ��洦������������һ��ΪFe6W6C�Ĵ��Զ��ѣ�ͬʱ����Fe6W6C��ı�����Թ۲쵽һЩ�������Ƶij��֣���һ����ҪΪ��������״��W���������XRD�������(��ͼ8(c))��֪���ٺϽ�/����Ʒ�ĶϿ���Ҫ����Fe6W6C��Ĵ�Ϻ�W������Ķ��ѵ�������������ʧЧ·����W��Fe6W6C�������չ���������ֲ������ӽ��棬���Խ����仯����ij��ֱ�Ȼ���¶������ܣ����½����ϡ����䵱�ٺϽ�ֽ��洦���ִ���Fe6W6Cʱ���������غ������£����Ƽ�����W/Fe6W6C�����������������չ�����½��淢�����Զ��ѡ�
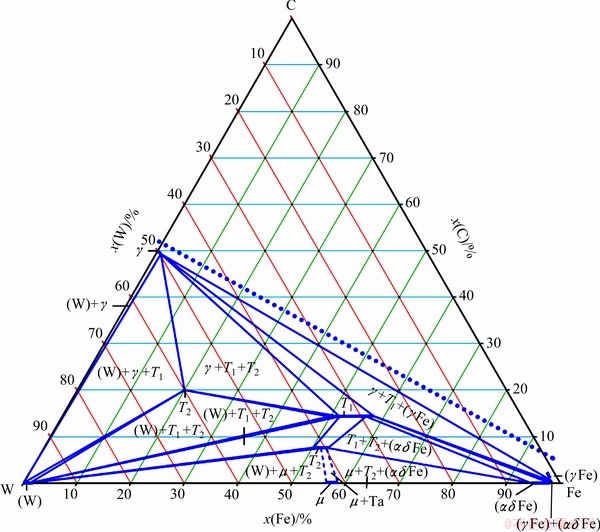
ͼ7 Fe-W-C��1250 ���µ��½���ͼ[25]
Fig. 7 Isothermal section of Fe-W-C at 1250 ��[25]

ͼ8 90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ��Ϲ��ս����Ͽ���ò��XRD��
Fig. 8 Fracture morphologies of 90W-7Ni- 3Fe/30CrMnSiNi2A structural composite material and XRD pattern of failure surface
3 ����
1) ���÷�ĩұ���ս᷽���ɹ��Ʊ���90W-7Ni-3Fe/30CrMnSiNi2A�ṹ���ϲ��ϣ������������֯���ܣ������������Լ���϶���γ������õ�ұ���ϡ�
2) ��1350 �桢150 MPa��3 h�սṤ�����ٺϽ�ֻ����ʵ�������ܻ��սᣬ������ܶȾ�����99%������ǿ�ȷֱ�Ϊ920 MPa��1309 MPa��
3) 90W-7Ni-3Fe/30CrMnSiNi2A���ս�����γɺ��Ϊ50 ��m�Ľ����仯����㣬TEM���������������Ϊ���������ṹ��Fe6W6C�ࡣFe6W6C��ij���������������/�ֽṹ���ϲ��ϵĽ��������ܣ�����濹��ǿ��Ϊ85 MPa��
4) 90W-7Ni-3Fe/30CrMnSiNi2A���ս������ѷ�ʽΪ����W/Fe6W6C������Fe6W6C���ڲ���϶��ѣ��Ͽڳ��ִ��Զ��ѡ�
REFRTRENCES
[1] KUMARI A, SANKARANARAYANA M, NANDY T K. On structure property correlation in high strength tungsten heavy alloys[J]. International Journal of Refractory Metals & Hard Materials, 2017, 67: 18-31.
[2] GERO R, BORUKHIN L, PIKUS I. Some structural effects of plastic deformation on tungsten heavy metal alloys[J]. Materials science and Engineering A, 2001, 302: 162-167.
[3] ������, Ҷ��ɺ, ����ʤ, ��. ��е�Ͻ��Ʊ��ٻ��Ǿ��Ͻ���о���չ[J]. ��ĩұ����, 2014, 32(2): 138-143.
MA Yun-zhu, YE Xiao-shan, LIU Wen-sheng, et al. Research process of the tungsten-based amorphous alloys by mechanical alloying[J]. Powder Metallurgy Technology, 2014, 32(2): 138-143.
[4] MA Yun-zhu, ZHU Wen-tan, CAI Qing-shan, et al. Microstructural evolution and mechanical properties in the partial transient liquid phase diffusion bonding of tungsten to steel[J]. International Journal of Refractory Metals And Hard Materials, 2018, 73: 91-98.
[5] LIU Dong-guang, ZHENG Liang, LUO Lai-ma, et al. An overview of oxidation resistant tungsten alloys for nuclear fusion[J]. Journal of Alloys and Compounds, 2018, 765: 299-312.
[6] WIDODO W B, JARIR A. Process optimization for diffusion bonding of tungsten with EUROFER97 using a vanadium interlayer[J]. Journal of Nuclear Materials, 2015, 459: 217-224.
[7] CAI Qing-shan, LIU Wen-sheng, MA Yun-zhu, et al. Microstructure, residual stresses and mechanical properties of diffusion bonded tungsten-steel joint using a V/Cu composite barrier interlayer[J]. International Journal of Refractory Metals and Hard Materials, 2015, 48: 312-317.
[8] KONURUS L K K, UMASANKAR V, SARKAR B, et al. Microstructure and mechanical properties of tungsten and tungsten-tantalum thin-film-deposited RAFM steel[J]. Materials Research Innovations, 2020, 24:97-103.
[9] QU D D, BASUKI W W, AKATTA J. Numerical assessment of functionally graded tungsten/EUROFER coating system for first wall applications[J]. Fusion Engineering and Technology, 2015, 98:1389-1393.
[10] ZHONG Zhi-hong, HINOKI T, KOHYAMA A, Effect of joining temperature on the microstructure and strength of tungsten/ferritic steel joints diffusion bonded with a nickel interlayer[J]. Journal of Materials Processing Technology, 2010, 210: 1805-1810.
[11] ZHONG Zhi-hong, HINOKI T, NOZAWA T, et al. Microstructure and mechanical properties of diffusion bonded joints between tungsten and F82H steel using a titanium interlayer[J]. Journal of Alloys and Compounds, 2010, 489: 545-551.
[12] BASUKI W W, AKTAA J. Diffusion bonding between W and EUROFER97 using V interlayer[J]. Journal of Nuclear Materials, 2012, 429: 335-340.
[13] ����ǿ, �� ��, ������. Fe-2Ni/Fe-2Ni-xCr�ݶȹ��ܲ��ϵĹ��ս����ܻ���Ϊ�ͽ���ǿ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2012, 17(5): 27-34.
PAN Wen-qiang, HE Hao, LI Yi-min. Co-sintering densification behaviors and interface strength of Fe-2Ni/Fe-2Ni-xCr functionally gradient materials[J]. Materials Science and Engineering of Powder Metallurgy, 2012, 17(5): 27-34.
[14] ������, ������, �� ��. Co-Cr-Mo�Ͻ��ZrO2���սἰ����Ʒ����[J]. ��ĩұ����Ͽ�ѧ�빤��, 2014, 19(4): 559-564.
LIU Jian-min, LI Yi-min, HE Hao. Behavior and product performance of co-sintering Co-Cr-Mo alloy and ZrO2[J]. Materials Science and Engineering of Powder Metallurgy, 2014, 19(4): 559-564.
[15] DOURANDISH M, SIMCHI A, HOKAMOTO K. Interface formation and bond strength in 3Y-TZP/Cr composite bilayers produced by sinter-joining[J]. Materials Science and Engineering A, 2010, 527: 449-453.
[16] FIROUZDOR V, SIMCHI A, KOKABI A H. An investigation of the densification and microstructural evolution of M2/316L stepwise graded composite during co-sintering[J]. Journal of Materials Science, 2008, 43: 55-63.
[17] ������. ��ĩұ���ѺϽ���ѧ�������ȵȾ�ѹ���ܻ��о�[D]. ����: ������ѧ, 2014.
GUO Rui-peng. Mechanical properties of powder metallurgy titanium alloys and densification of titanium powders during HIPing[D]. Shenyang: Northeastern University, 2014.
[18] �� ��, ������, ����ϲ. ��Һ����ѹ93W-4.9Ni-2.1Fe�Ͻ�����֯����ѧ����[J]. ϡ�н��������빤��, 2007, 36(3): 408-411.
YU Yang, WANG Er-de, HU Lian-xi. Microstructure and mechanical properties of 93W-4.9Ni-2.1Fe alloy by hot hydrostatic extrusion[J]. Rare Metal Materials and Engineering, 2007, 36(3): 408-411.
[19] ����ƽ, ��־��, �ױ���, ��. �������α�Է¾�����������/��״�����帴�����֯��ǿ�����ܵ�Ӱ��[J]. ����ѧ��, 2004, 40(3): 263-269.
WANG Jian-ping, YANG Zhi-gang, BAI Bing-zhe, et al. Influence of austenite deformation on the microstructure strength and toughness of the grain boundary allotriomorphic ferrite/granular bainite duplex steel[J]. Acta Metallurgica Sinica, 2004, 40(3): 263-269.
[20] ZHU Wen-tan, MA Yun-zhu, LIU Weng-sheng, et al. Study on low-temperature sintering behavior of 90W-7Ni-3Fe alloys: The influence of Sn addition[J]. Journal of Materials Engineering and Performance, 2020, 29(9): 5894-5901.
[21] �� �. DT300��ǿ�ȸַ�ĩұ���Ʊ������о�[D]. ֣��: ���ϿƼ���ѧ, 2017.
YANG Lu. Research on the preparation of DT300 high- strength steel by powder metallurgy[D]. Zhengzhou: Henan University of Science and Technology, 2017.
[22] CHURN K S, GERMAN R M. Fracture behavior of W-Ni-Fe heavy alloys[J]. Metallurgical and Materials Transactions A, 1984, 15: 331-338.
[23] �ź㻪. ������Ԫϵ��ͼ�ֲ�[M]. ����: ��ѧ��ҵ������, 2009.
ZHANG Heng-hua. Handbook of phase diagrams for binary systems of metals[M]. Beijing: Chemical Industry Press, 2009.
[24] SUETIN D V, SHEIN I R, IVANOVSKII A L. Structural, electronic and magnetic properties of �� carbides (Fe3W3C, Fe6W6C, Co3W3C and Co6W6C) from first principles calculations[J]. Physica B Condensed Matter, 2009, 404: 3544-3549.
[25] KORNIYENKO K. W-Fe-C ternary phase diagram evaluation (2007). https://materials.springer.com/msi/docs/ sm_msi_r_10_010004_01.
Microstructure and mechanical properties of 90W-7Ni-3Fe/30CrMnSiNi2A structural composite materials prepared by powder metallurgy co-sintering
ZHU Wen-tan, CAI Qing-shan, WANG Jian-ning, LIU Wen-sheng, MA Yun-zhu
(National Key Laboratory of Science and Technology for National Defence on High-strength Structural Materials, Central South University, Changsha 410083, China)
Abstract: 90W-7Ni-3Fe premixed powders and 30CrMnSiNi2A steel atomized powder were used as raw materials and co-sintered by HIP at (1350 ��, 150 MPa, 3 h). The SEM, XRD, TEM and universal mechanical testing machine were used to evaluate the microstructure and mechanical properties of co-sintered samples. The results show that the 90W-7Ni-3Fe/30CrMnSiNi2A composite can be successfully fabricated by co-sintering method. The co-sintered samples shows high density and uniform microstructure, and the interface present good metallurgical bonding free from voids or cracks. The relative densities of 90W-7Ni-3Fe alloy and steel are more than 99%, and their tensile strengths are 920 MPa and 1309 MPa, respectively. The violent element reaction occurs at the interface between 90W-7Ni-3Fe alloy and 30CrMnSiNi2A steel and the Fe6W6C phase with thickness of 40-50 ��m forms. In addition, the formation mechanism of Fe6W6C phase was discussed based on the phase diagram theory. The tensile strength of tungsten alloy/steel joint is 85 MPa, and the tungsten/steel composites failed mainly along the interface of tungsten alloy/Fe6W6C, which show Fe6W6C phase brittle fracture and W/W interfacial failure on the fracture.
Key words: tungsten/steel structural composite materials; hot isostatic pressing; co-sintering; microstructure; mechanical property
Foundation item: Project(51931012) supported by the National Natural Science Foundation of China
Received date: 2021-02-25; Accepted date: 2021-05-10
Corresponding authors: LIU Wen-sheng; Tel: +86-731-88877998; E-mail: liuwensheng@csu.edu.cn
MA Yun-zhu; Tel: +86-731-88877825; E-mail: zhuzipm@csu.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51931012)
�ո����ڣ�2021-02-25�������ڣ�2021-05-10
ͨ�����ߣ�����ʤ�����ڣ���ʿ���绰��0731-88877998��E-mail��liuwensheng@csu.edu.cn
�����������ڣ���ʿ���绰��0731-88877825��E-mail��zhuzipm@csu.edu.cn

