Trans. Nonferrous Met. Soc. China 25(2015) 3618-3624
Heat transfer behavior of AZ80-1%Y alloy during low-frequency electromagnetic casting
Lei BAO, Zhi-qiang ZHANG, Qi-chi LE, Li-li RU, Jian-zhong CUI
Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education, Northeastern University, Shenyang 110819, China
Received 27 January 2015; accepted 21 August 2015
Abstract: Heat transfer behaviors of AZ80-1%Y alloy during low frequency electromagnetic casting (LFEC) and direct chilling casting were studied by in-situ temperature measurement. The results demonstrated that the low frequency electromagnetic field (EM) caused forced convection in the melt during LFEC. The forced convection led to uniform solidification velocity and temperature field. EM frequency, excitation current intensity and casting temperature could control the heat transfer behavior. The forced convection could improve the microstructure and degrade the difference in microstructure between the edge and center of billet. Appropriate parameters of low frequency EM for casting Mg alloy are 20 Hz of frequency and 60 A of electric current intensity.
Key words: magnesium alloy; low-frequency electromagnetic casting; heat transfer behavior; solidification; in-situ temperature measurement
1 Introduction
Wrought magnesium alloys are of great importance in the aerospace, automobile and electronics industries because of the characters of low density, high specific strength and good electromagnetic shield ability [1-3]. At present, a difficult challenge in the development of wrought magnesium is the preparation of large scale and high quality Mg alloy billets. Due to the properties of magnesium such as low specific heat capacity, high expansivity and low thermal conductivity, crack control and quality control for Mg billets, especially for large scale Mg billets, are extremely difficult in the conventional direct chilling (DC) casting.
In order to restrain casting crack, improve the metallurgical quality of large scale Mg billets and avoid problems in DC billets such as coarse and non-uniform microstructures, macrosegregation, porosity, and poor surface quality, many efforts have been made such as introducing electromagnetic field (EM) [4,5], ultrasonic field [6,7] or combined physical force fields [8,9] into casting. These physical force fields improved the quality of large scale Mg billets to some extent. Nevertheless, there still exist many disadvantages of these technologies such as difficult and unsafe operation. Therefore, based on the existing CREM process [4,10], a new magnesium casting technique, low frequency electromagnetic casting (LFEC) has been developed [11]. In this LFEC process, low frequency EM was introduced into the Mg alloy casting to optimize the flow and temperature fields. Previous experimental results and numerical simulations indicated that the low frequency EM was able to improve the microstructure and surface quality of billet because of the optimized temperature gradient [12,13]. However, at present, the mechanism of low frequency EM influencing the flow and temperature fields is still unavailable. Therefore, in order to deeply investigate the heat transfer behavior during solidification and further improve the LFEC process, an in-situ continuous temperature measurement during Mg alloy LFEC together with DC process was carried out in the present work.
2 Experimental
2.1 Melting and casting
AZ80 alloy was used as the base alloy and modified with 1% Y (mass fraction, the same below) in order to reduce the flammability of magnesium melt.
Pure Mg and pure Al were melted together in an electrical resistance furnace firstly, and then pure Zn, Mg-50%Y and Mg-80%Mn master alloys were added to the melt at 700 °C. The melt was refined, slag removed and kept still at the temperature between 680 and 700 °C for 10 min before casting. The chemical composition of the final alloy was Mg-7.76Al-0.70Zn-0.031Mn-0.92Y. The liquidus and solidus temperatures of the final alloy were 606 and 518 °C respectively determined by DSC measurement.
A crystallizer with a diameter of 165 mm made of aluminum was used in direct chilling (DC) and LFEC process. In DC process, three casting velocities of 80, 110 and 140 mm/min were adopted. In LFEC, EM was generated by a water-cooling copper coil surrounding the crystallizer. The frequencies of 20 and 30 Hz, electric current intensities of 60, 90 and 120 A were selected. The LFEC process was conducted at two pouring temperatures of 650 and 680 °C, respectively.
2.2 Temperature measurement arrangement
The continuous temperature measurement adopted in the present study is shown schematically in Fig. 1. Five K-type thermocouples were fixed over the top surface of the dummy bar evenly along diameter for measuring the temperature variation at the positions of left edge, left R/2, center, right R/2 and right edge of ingot. These thermocouples moved downward along with the dummy bar during casting and the temperature variation from the thermocouples could be real-time measured.
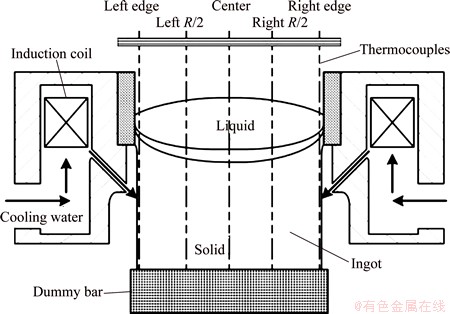
Fig. 1 Schematic illustration of temperature measurement arrangement
Using the real-time temperature data, the curves of temperature-time as shown in Fig. 2 (bottom abscissa) can be directly drawn. When casting process reached steady state, temperature field and heat transfer behavior should be in steady state as well. The billet displacement can be acquired by multiplying the casting velocity by casting time, and then the curves of temperature vs billet displacement shown in Fig. 2 (top abscissa) can be obtained. Consequently, by knowing the liquidus and solidus temperatures of the investigated alloy, the temperature field, liquid sump and slurry zone of billet can be obtained and presented in Fig. 3.
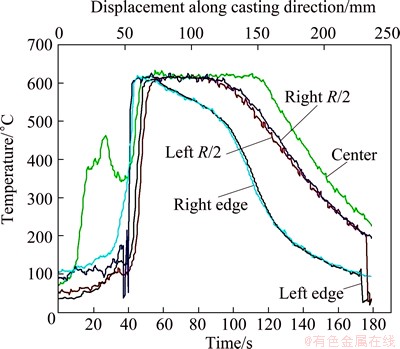
Fig. 2 Curves of temperature vs time (bottom abscissa) and temperature vs billet displacement (top abscissa) during casting

Fig. 3 Sump shape and slurry zone during DC and LFEC
3 Results and discussion
3.1 Comparison of heat transfer behavior between DC and LFEC processes
As shown in Fig. 3, the distance (W) along the temperature gradient between the solidus and liquidus lines was the width of the slurry zone, which was regarded as the solidification velocity during casting. This width during LFEC process was characterized by a more uniform change from edge to center of the sump than that during DC process, which usually means a more uniform solidification velocity on the cross section of the billets [14]. The sump depth was defined as the perpendicular distance between the highest and the lowest points on the solidus curve. In Fig. 3, DDC referred to the sump depth of DC casting and DLFEC referred to the sump depth of LFEC casting. The sump depth changed from 56.6 mm in DC casting to 47.8 mm in LFEC casting, and the top of solidification shell (at the interface between melt and sleeve of crystallizer) moved down slightly, indicating that EM could reduce the sump depth and then reduce the time difference of solidification on the same cross section. Summarily, through the comparison of curves between DC and LFEC shown in Fig. 3, it can be seen that EM showed no significant influence on the sump depth, but obviously increased the curvature radius of the sump bottom and postponed the forming of solidification shell at inner sleeve of the crystallizer. Meanwhile, it also made temperature field more uniform.
These phenomena were caused by the forced convection in magnesium liquid induced by EM. An alternating current generated a time varying EM during LFEC process, which, in turn, gave rise to an induced current in the melt. Consequently, the melt was subjected to the electromagnetic body force caused by the interaction of induced current and magnetic field [8]. The magnitude of this force depended on the magnetic induction intensity and the electric current density, and this electromagnetic body force resulted in a forced convection in the melt. Under the effect of this forced convection during LFEC, the superheated liquid in the center of crystallizer was propelled to the edge along the top surface of the melt rapidly. In the meantime, the cooler liquid at the edge was pushed back into the crystallizer center. In other words, the forced convection degraded the supercooled degree at the solidification front, which controlled the heat transfer behavior of magnesium melt and improved the metallurgical quality of magnesium ingot.
3.2 Effect of EM frequency and intensity on heat transfer behavior during LFEC casting
Figure 4 gave the effects of the frequency (f) and the current (I) of EM on sump depth and slurry zone. After EM frequency was reduced from 30 to 20 Hz (Fig. 4(a)), only minor variations in the sump depth and the slurry zone width were observed and the sump shape became sharper, meaning that the lower EM frequency had low forced convection effect.
As excitation current increased from 60 to 90 A (Fig. 4(b)), the sump depth remained unchanged, but the lowest point of sump moved about 17 mm off the billet center.
According to previous studies, low frequency EM would increase the penetration depth into the liquid metal during LFEC process, and the high electric current intensity in excitation coil (corresponding to high EM intensity) would increase the magnetic induction intensity in liquid metal as well [14,15]. Therefore, decreasing EM frequency and increasing current could be effective means of optimizing the solidification behavior. However, the numerical simulation results of magnesium LFEC process indicated that the influence of forced convection could be decreased by lowering the EM frequency due to the relatively low EM energy, hence, low EM frequency would make against the optimization of solidification behavior [12]. Similarly, excessive current would lead to some problems such as instability of magnesium melt. Consequently, it is necessary to find appropriate EM frequency and current combination for further improving LFEC process.
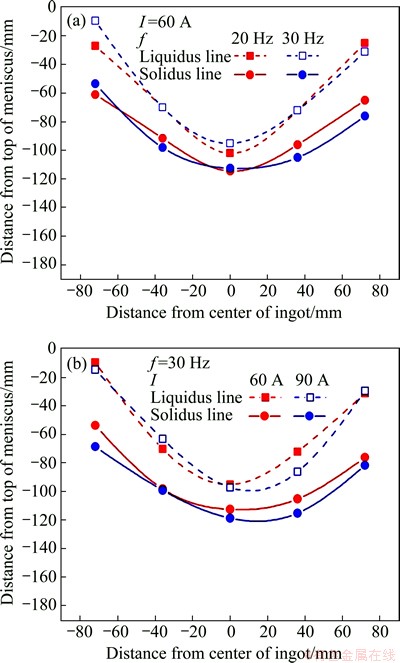
Fig. 4 Effects of frequency (a) and current (b) of EM on sump shape and slurry zone
According to the present experimental results shown in Fig. 4 (a), 30 Hz was a better EM frequency than 20 Hz because of a smoother sump shape and a more uniform slurry zone width. Figure 4(b) suggested that 60 A was reasonable current during LFEC process rather than 90 A, because very strong forced convection by current of 90 A will significantly increase the asymmetry of sump shape, which increases the non-uniformity in the microstructure of ingots. Moreover, strong forced convection will also enlarge the risk of melt leakage during casting process.
The specimens for microstructure observation were taken from the positions of edge, R/2 and center from billets cast by both of DC (Figs. 5(a)-(c)) and LFEC (Figs. 6(a)-(c)). Coarse radial structure can be clearly observed in Figs. 5(a)-(c). It is also noted that dendrites grow effectively along the temperature gradient direction which could be obtained from the corresponding sump shape in Fig. 5(d) (marked by arrows). Rose-shape crystals could be observed in Figs. 5(a) and (b), and the microstructure of the billet center was fine and uniform (Fig. 5(c)).
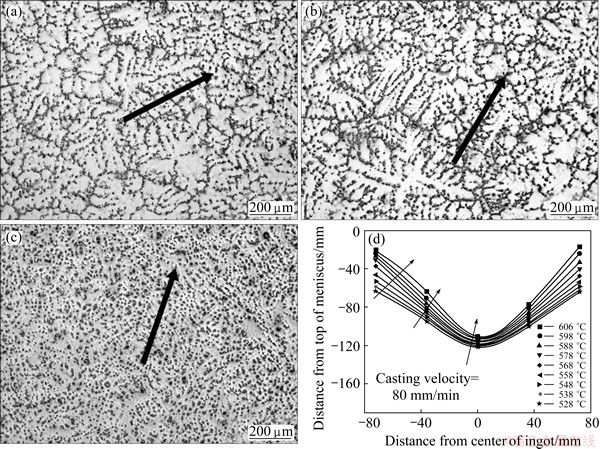
Fig. 5 Microstructures for positions taken from edge (a), R/2 (b) and center (c) of DC billets and corresponding sump shape (d) (Temperature gradients are indicated with arrows)
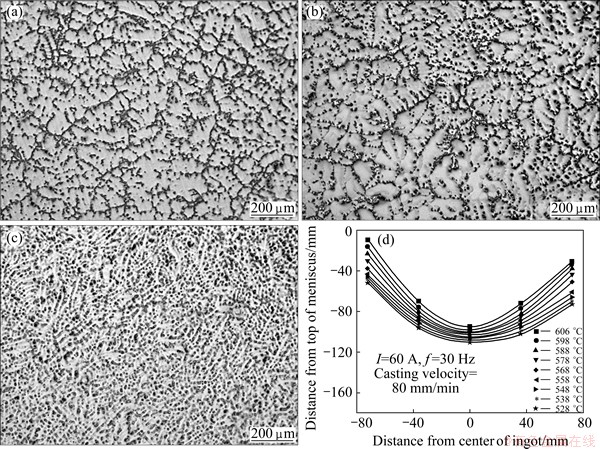
Fig. 6 Microstructures for positions taken from edge (a), R/2 (b) and center (c) of LFEC billets and corresponding sump shape (d)
From the microstructures of LFEC billet shown in Figs. 6(a)-(c), no obvious radial, dendrite or columnar structure was observed, and the microstructure uniformity was found to be improved compared with the DC microstructures due to smoother sump shapes in Fig. 6(d). Therefore, it is reasonable to conclude that during LFEC process, the forced convection induced by low frequency EM could make the sump shape smoother, break dendrite, refine grain size and improve microstructure uniformity.
3.3 Effect of casting temperature on heat transfer behavior during LFEC process
Figure 7 shows the effect of casting temperature on the sump depth and the slurry zone during LFEC process. The sump depth was 6 mm at elevated casting temperature (680 °C) lower than that at 650 °C, and the solidification shell moved downward evidently. The slurry zone width became more uniform (the maximum slurry zone width difference was 4.3 mm in LFEC, maximum slurry zone width difference was 19.9 mm in DC), meaning that properly elevated casting temperature was favorable to achieve the shallow sump and uniform solidification during LFEC process. Nevertheless, it should be aware of the fact that elevated casting temperature also increased the risk of melt leakage because of very short distance between sump top and secondary cooling water.

Fig. 7 Effects of casting temperature on sump shape and slurry zone during LFEC process
3.4 Effect of casting velocity on heat transfer behavior during DC and LFEC process
The sump and slurry zones during DC process at the velocities of 80, 110 and 140 mm/min are shown in Fig. 8. As the casting velocity increased, the sump depth and the asymmetry of sump shape all increased evidently. The sump bottom moved about 18 mm off the central axis at the casting velocity of 140 mm/min.
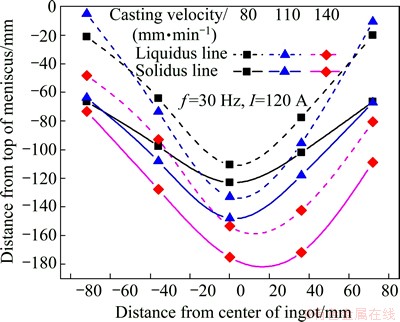
Fig. 8 Effects of casting velocity on sump shape and slurry zone during DC process
The microstructures of DC and LFEC billets cast at 680 °C under different casting velocities of 80, 110 and 140 mm/min are shown in Figs. 9 and 10, respectively. Clearly, it was found that, in Fig. 9, four zones could be divided from the edge to the center, namely fine equiaxed grain Zone I, coarse equiaxed grain Zone II, columnar grain Zone III and central equiaxed grain zone IV. From Fig. 8, it can be found that at high casting velocity, the sump shape became sharper and the side contour line of sump tended to straight line, which was a great advantage for the growth of columnar grains along the temperature gradient direction (marked by arrow). Consequently, the columnar grain Zone III extended significantly and central equiaxed grain Zone IV shrank at high casting velocity (Fig. 9). In conclusion, high DC velocity would cause poor microstructures of columnar grains.
Figure 10 shows more uniform microstructures of LFEC billet compared with DC billet in Fig. 9. The EM parameters were 20 Hz and 60 A, and the casting temperature was 680 °C. The most notable difference was the disappearance of columnar grain zone. This phenomenon could also be observed in Figs. 5 and 6. This is probably because the forced convection of melt could change the sump shape by increasing the curvature radius of the sump bottom and consequently, the growing advantage to columnar grains disappeared. Moreover, the forced convection could also degrade the microstructure difference between edge and center of billet.
4 Conclusions
1) Compared with DC, the forced convection caused by EM leads to a more uniform solidification velocity on the cross section of billets, a more uniform temperature field and a smoother sump shape in LFEC process.
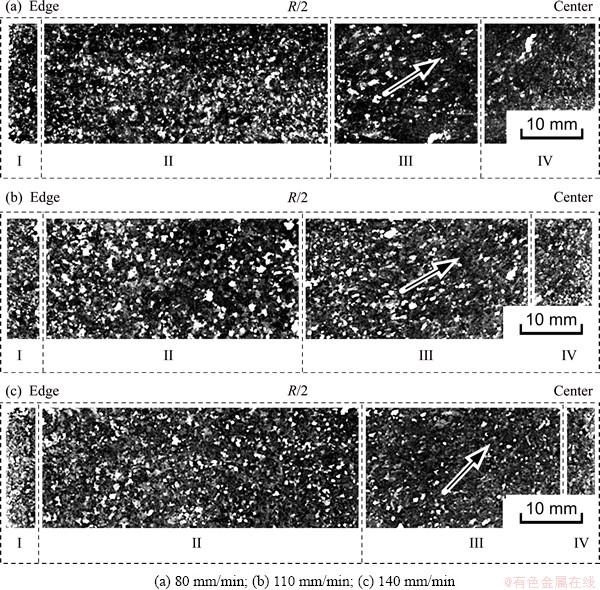
Fig. 9 Effects of casting velocity on microstructures of DC billet
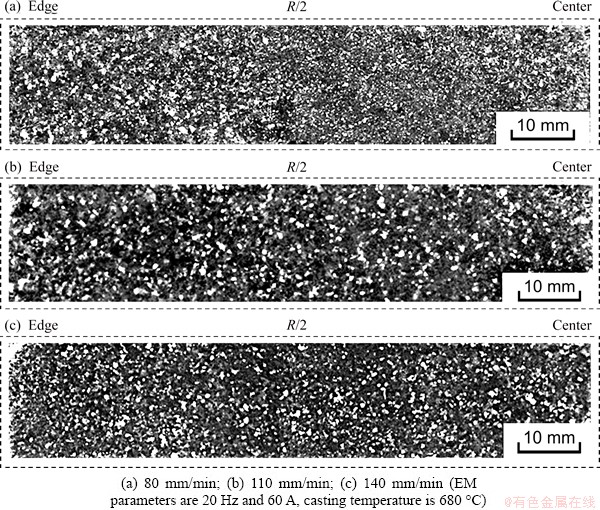
Fig. 10 Effects of casting velocity on microstructures of LFEC billet
2) During LFEC process, EM frequency and excitation current could control the heat transfer behavior by changing the intensity of the forced convection. 20 Hz frequency and 60 A current are appropriate parameters of low frequency EM for casting the experimental alloy.
3) Properly elevated casting temperature is favorable to achieve the shallow sump and uniform solidification during LFEC process. Nevertheless, elevated casting temperature also increases the risk of melt leakage.
4) High casting velocity results in numerous adverse aspects in DC, such as increasing the sump depth, slurry zone width, the asymmetry of sump shape and inducing poor microstructure.
5) Compared with DC, the forced convection caused by EM could improve the microstructure and degrade the microstructure difference between edge and center of billet by diminishing the growing advantage to columnar grains.
References
[1] XU Tian-cai, PENG Xiao-dong, JIANG Jun-wei, XIE Wei-dong, CHEN Yuan-fang, WEI Guo-bing. Effect of Sr content on microstructure and mechanical properties of Mg-Li-Al-Mn alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(9): 2752-2760.
[2] HUANG Zheng-hua, QI Wen-jun, XU Jing, CAI Chang. Microstructures and mechanical properties of Mg-Al-Sm series heat-resistant magnesium alloys [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(1): 22-29.
[3] WEI Guo-bing, PENG Xiao-dong, ZHANG Bao, HADADZADEH Amir, XU Tian-cai, XIE Wei-dong. Influence of I-phase and W-phase on microstructure and mechanical properties of Mg-8Li-3Zn alloy [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(3): 713-720.
[4]  C. Effects of a magnetically forced convection during the crystallization in mould of aluminium alloys [J]. Journal of Crystal Growth, 1989, 94(3): 739-750.
C. Effects of a magnetically forced convection during the crystallization in mould of aluminium alloys [J]. Journal of Crystal Growth, 1989, 94(3): 739-750.
[5] C, PERRY C. Effects of electromagnetic stirring during the controlled solidification of tin [J]. International Journal of Heat and Mass Transfer, 1986, 29(1): 21-33.
[6] ZHANG Zhi-qiang, LE Qi-chi, CUI Jian-zhong. Ultrasonic treatment of magnesium alloy melts and its effects on solidification microstructures [J]. Materials Science Forum, 2007, 546-549(1): 129-132.
[7] ZHANG Zhi-qiang, LE Qi-chi, CUI Jian-zhong, LIU Hong-ming. Solidification structures of Mg-4Al-1Si magnesium alloy treated by ultrasonic field [J]. Rare Metal Materials and Engineering, 2013, 42(3): 574-578.
[8] CUI Jian-zhong, ZHANG Zhi-qiang, LE Qi-chi. Direct-chilling casting of Mg alloy under electromagnetic and ultrasonic combined field [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S2): s297-s305.
[9] HAGHAYEGHI R, KAPRANOS P. Direct-chill casting of wrought Al alloy under electromagnetic and ultrasonic combined fields [J]. Materials Letters, 2013, 105: 213-215.
[10] C. Effects of a forced couette flow during the controlled solidification of a pure metal [J]. International Journal of Heat and Mass Transfer, 1988, 31(10): 2047-2062.
[11] LE Qi-chi, ZHANG Zhi-qiang, SHAO Zhi-wen, CUI Jian-zhong, XIE Yi. Microstructures and mechanical properties of Mg-2%Zn-0.4%Re alloys [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S2): s352-s356.
[12] HU Wen-yi, LE Qi-chi, ZHANG Zhi-qiang, BAO Lei, CUI Jian-zhong. Numerical simulation of DC casting of Az31 magnesium slab at different casting speeds [J]. Journal of Magnesium and Alloys, 2013, 1(1): 88-93.
[13] BAO Lei, LE Qi-chi, ZHANG Zhi-qiang, CUI Jian-zhong, LI Qin-xue. Effect of homogenization treatment on microstructure evolution and the distributions of Re and Zr elements in various Mg-Li-Re-Zr alloys [J]. Journal of Magnesium and Alloys, 2013, 1(2): 139-144.
[14] GUO Si-jie, CUI Jian-zhong, LE Qi-chi, ZHAO Zhi-hao. The effect of alternating magnetic field on the process of semi-continuous casting for Az91 billets [J]. Materials Letters, 2005, 59(14-15): 1841-1844.
[15] SHAO Zhi-wen, LE Qi-chi, ZHANG Zhi-qiang, CUI Jian-zhong. A new method of semi-continuous casting of AZ80 Mg alloy billets by a combination of electromagnetic and ultrasonic fields [J]. Materials & Design, 2011, 32(8-9): 4216-4224.
AZ80-1%Y镁合金在低频电磁铸造过程中的传热行为
宝 磊,张志强,乐启炽,茹利利,崔建忠
东北大学 材料电磁过程研究教育部重点实验室,沈阳 110819
摘 要:利用原位测温手段研究AZ80-1%Y镁合金在低频电磁铸造和直冷铸造中的传热行为。结果表明,在低频电磁铸造过程中,低频电磁场使熔体产生强制对流,从而使凝固速度和温度场更加均匀。强制对流还可有效地改善锭坯的微观组织并降低锭坯边部和中心组织的不均匀性。电磁场的频率、励磁电流和铸造温度均对传热行为有较大的影响。对于实验合金,理想的电磁参数为频率20 Hz和励磁电流60 A。
关键词:镁合金;低频电磁铸造;传热行为;凝固;原位温度测量
(Edited by Xiang-qun LI)
Foundation item: Project (2013CB632203) supported by the National Basic Research and Development Program of China; Project (2014028027) supported by the Liaoning Provincial Natural Science Foundation, China
Corresponding author: Lei BAO; Tel: +86-24-83687734; E-mail: baolei@epm.neu.edu.cn
DOI: 10.1016/S1003-6326(15)64003-1
