文章编号:1004-0609(2013)S1-s0184-05
焊接线能量对TA2焊接接头组织和性能的影响
刘希林,李 炳,胡光远,晏阳阳,闫飞昊,范金伟
(中国船舶重工集团公司第七二五研究所,洛阳 471039)
摘 要:研究了焊接线能量对TA2焊接接头组织和性能的影响。采用不同的焊接线能量焊接22 mm厚TA2焊接接头,对焊接接头显微硬度、拉伸性能、冲击性能、金相组织以及熔敷金属化学成分等进行分析,得出了焊接线能量对焊接接头组织和性能的影响规律。研究表明:对于22 mm厚的TA2合金,如果焊接过程控制合理,焊接线能量对焊接接头组织和性能的影响很小。
关键词:TA2钛合金;焊接接头;线能量;组织;性能
中图分类号:TG 407 文献标志码:A
Influence of weld heat input on microstructure and properties of welded joint of TA2 titanium alloy
LIU Xi-lin, LI Bing, HU Guang-yuan, YAN Yang-yang, YAN Fei-hao, FAN Jin-wei
(Luoyang Ship Material Research Institute, Luoyang 471039, China)
Abstract: The influence of heat input on the structure and performance of weld joint was researched. The Vickers hardness, tensile properties, impact properties, metallurgical structure, and chemical composition of the TA2 welded joint with different weld heat inputs were analysed. The relationship between the properties of the welded joint and the weld heat input during the welding was built. The results show that the weld heat input has little influence on the structure and properties of welded joint of 22 mm-thick TA2.
Key words: TA2 titanium alloy; welded joint; weld heat input; structure; property
近年来,随着钛合金原材料成本的下降,钛合金高的比强度、无磁性、优良的海洋环境适应性能以及耐特殊介质腐蚀性能等优势逐步凸显出来,钛合金焊接结构件在舰船建造、海洋石油工程以及化工行业应用越来越广泛[1-4]。焊接钛合金结构件时,不可避免会遇到中等厚度或者大厚度钛合金。中等厚度或者大厚度钛合金的焊接通常采用普通TIG焊接方法,焊接效率相对低下,焊接往往成为制约钛合金焊接结构件制造效率的瓶颈工序[5-7]。
钛合金焊接时一般要求尽量采用较小的焊接规范,以期获得较为细化的焊缝区晶粒组织,继而获得较好的焊接接头力学性能,提高产品服役过程的安全可靠性。而钛合金中等厚度或者大厚度构件如采用较小的焊接规范则熔敷金属填充量少,焊接效率低下,增加了焊接工序生产时间。而如果使用较大的焊接规范则会造成焊缝性能恶化。焊接线能量对焊接接头的性能会造成何种程度的影响,此种程度的影响是否会影响焊接接头的使用性能,焊接线能量是否存在一定的允许波动范围,国内未发现相关的研究报道,因此,有必要开展相关的研究,探索焊接线能量对钛合金焊接接头性能的作用规律[8-9]。
1 实验
1.1 实验材料选择
TA2合金是钛合金中应用最广泛的纯钛,对其研究具有一定的代表性。实验材料选用22 mm厚TA2退火态板材,板材的初始力学性能如表1所示。
表1 TA2板材的拉伸性能
Table 1 Tensile properties of TA2 plate

1.2 实验方法
1) 焊接坡口设计
根据钛合金焊接过程常用的坡口形式设计如图1所示的焊接坡口。
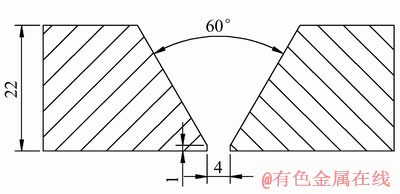
图1 焊接坡口
Fig. 1 Weld groove (Unit: mm)
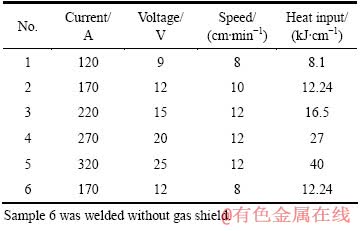
2) 焊接工艺规范
采用表2所示的焊接工艺规范进行试板的焊接。
表2 焊接工艺试验设计
Table 2 Experimental design of welding parameters
3) 焊接过程控制
采用表2所示的焊接工艺参数进行试板的焊接,第1~5组试板焊接过程正反面采用氩气实现良好保护,焊后焊缝表面均呈现银白色或者淡黄色,完全满足标准规定;第6组试样正面不受氩气托罩保护,焊缝表面呈现黄色或淡蓝色,焊缝表面质量不能满足标准规定。焊接后的试板按照JB/T 4730进行X射线检验,结果满足Ⅰ级焊缝要求。
2 实验结果
2.1 室温拉伸试验结果
为了准确反映焊缝金属的拉伸性能,取焊缝纵向拉伸试样,取样位置如图2所示.
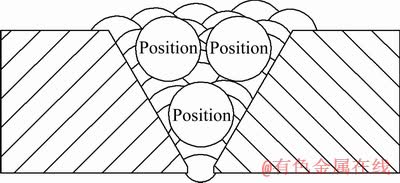
图2 拉伸冲击试样取样位置
Fig. 2 Sampling points of tensile test
各层试样的拉伸试验结果(均值)见表3。
表3 焊接接头的室温拉伸试验结果
Table 3 Results of tensile test at room-temperature
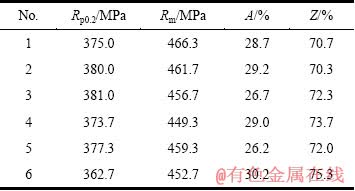
由表3可以看出,焊接线能量对焊缝金属纵向拉伸性能无明显影响。
2.2 室温冲击试验结果
按照GB/T 2650―2008进行22 mm厚TA2焊接接头全厚度V型缺口冲击试验,由于焊缝厚度达到了22 mm,分两层取冲击试样,如图3所示。
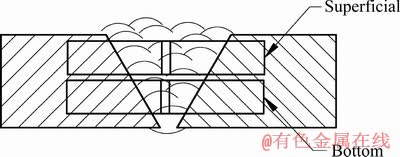
图3 冲击试样取样位置
Fig. 3 Sampling points of impact test
冲击试验结果如表4所示。
表4 焊接接头冲击试验结果
Table 4 Results of impact test at room-temperature
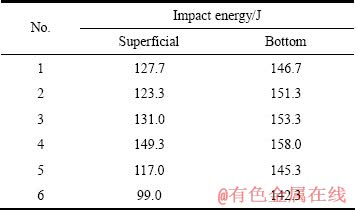
冲击试验研究结果表明,焊接线能量对焊接接头下层冲击影响很小。在焊接电流为320 A时,焊接接头上层冲击功略有降低,而采用170 A焊接的第6组焊接接头,由于焊接过程未受托罩保护,焊接接头上层冲击功明显下降,焊接接头冲击性能对焊接过程保护程度很敏感。
2.3 焊缝显微组织分析
22 mm厚TA2全焊缝厚度低倍金相及典型区域高倍金相组织如图4~9所示,低倍金相上未发现裂纹、孔穴、固体夹杂、未熔合和未焊透、形状和尺寸不良等缺陷。
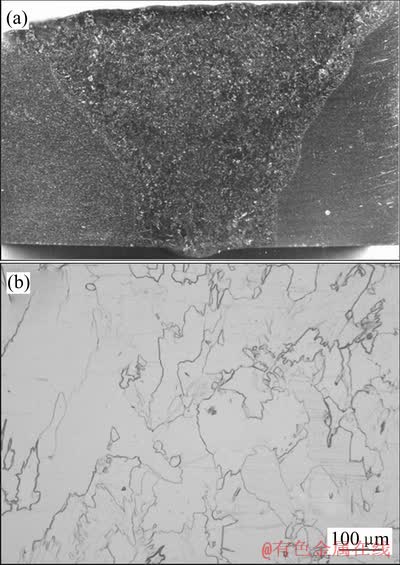
图4 试样1的焊缝组织
Fig. 4 Weld structure of sample No.1
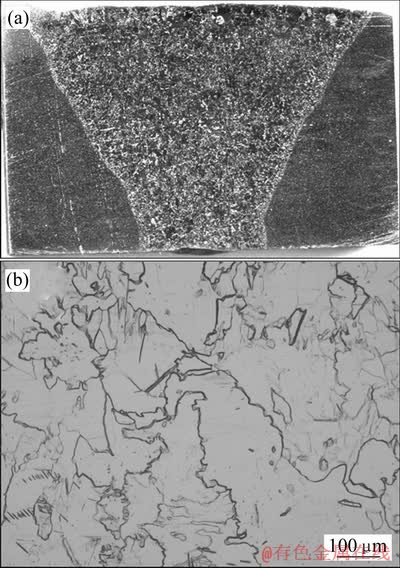
图5 试样2的焊缝组织
Fig. 5 Weld structure of sample No.2
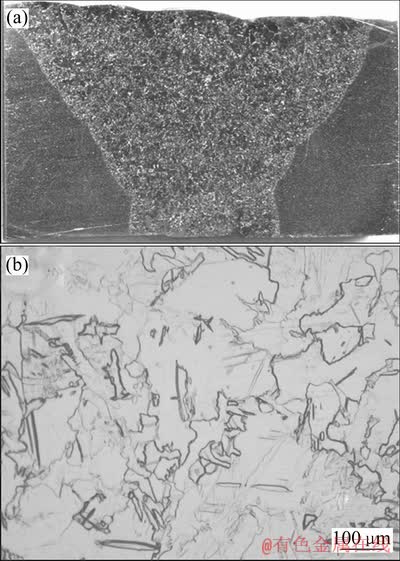
图6 试样3的焊缝组织
Fig. 6 Weld structure of sample No.3
由图4~9可以看出,22 mm厚TA2窄间隙TIG焊缝的组织主要由基体α、片状α和针状α构成,不同焊接线能量对焊缝组织无明显影响。
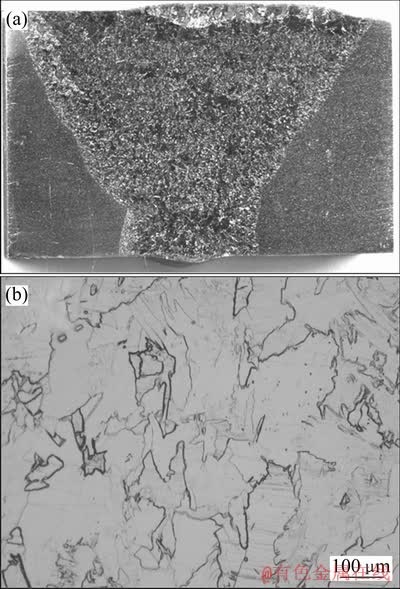
图7 试样4的焊缝组织
Fig. 7 Weld structure of sample No.4
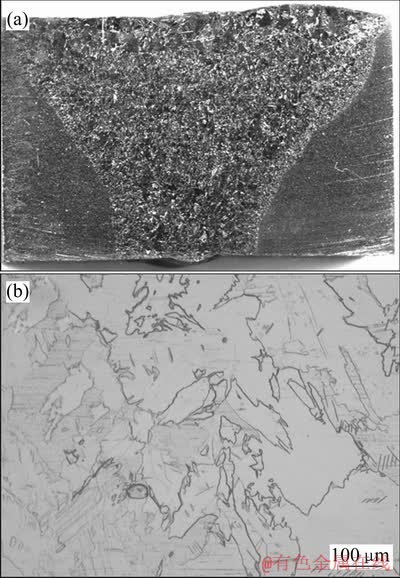
图8 试样5的焊缝组织
Fig. 8 Weld structure of sample No.5
2.4 硬度检验
自焊缝中心至母材进行显微维氏硬度检验,检验结果如图10所示。
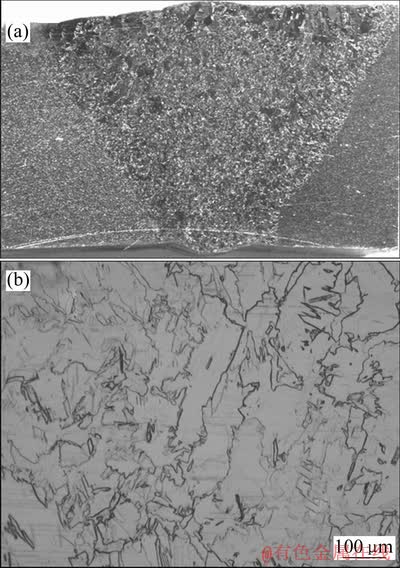
图9 试样6的焊缝组织
Fig. 9 Weld structure of sample No.6
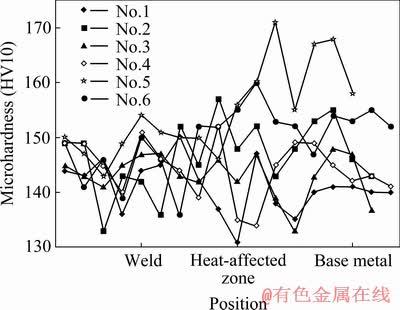
图10 显微维氏硬度分布
Fig. 10 Distribution of microhardness
由以上结果分析可见,焊接线能量对焊缝区的显微维氏硬度影响很小。
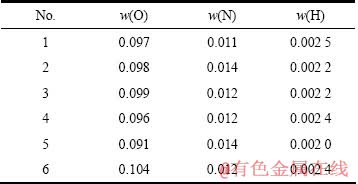
2.5 化学成分
对以上6组试样的焊缝金属进行N、H、O 3种间隙元素成分进行分析,结果如表5所示。
由以上结果分析可见,焊接线能量对焊缝金属间隙元素含量无明显影响,而焊接过程如保护不佳则焊缝金属的氧含量会有明显增加。
表5 不同样品的化学成分
Table 5 Chemical compositions of different samples
3 分析
1) 通过拉伸性能、冲击性能、显微维氏硬度和化学成分分析可见,在焊接过程保护良好的情况下,焊接线能量对TA2焊接接头的常规力学性能无明显影响。
2) 焊接接头的冲击性能对焊接过程保护效果很敏感,焊接保护效果不佳将显著降低焊接接头的冲击性能。
3) 焊接电流达到320 A时,焊接接头的冲击性能以及焊接过程热影响区的硬度即出现不良倾向,所以即使在保护良好的情况下,TA2焊接时电流最好保持在270 A以下,即焊接线能量≤27 kJ/cm。
4) 在实际焊接过程,采用的焊接线能量越大,焊缝冷却速度越慢,焊接过程保护的难度也越大,间隙元素溶入焊缝的几率越高。而如果在真空环境或者氩气气氛中,则可以在焊接过程中适当增加焊接线能量。
5) 相关文献[2]介绍钛合金焊接时适合采用低线能量的焊接规范进行操作,如果不考虑焊接过程的残余应力和变形,则其主要目的是为了降低焊接过程的保护难度,降低因焊接保护不佳对焊接接头造成不良影响。
4 结论
1) 对于22 mm厚的TA2焊接接头,焊接线能量不宜超过27 kJ/cm,手工焊接时焊接电流不宜大于270 A。
2) 焊接过程的保护效果对钛合金焊接接头组织和性能影响较大。
REFERENCES
[1] LEYENS C, PETERS M. 钛与钛合金[M]. 北京: 化学工业出版社, 2005: 292-429.
LEYENS C, PETERS M. Titanium and titanium alloy[M]. Beijing: Chemical Industry Press, 2005: 292-429.
[2] 张喜燕, 赵永庆, 白晨光. 钛合金及应用[M]. 北京: 化学工业出版社, 2005: 170-175.
ZHANG Xi-yan, ZHAO Yong-qing, BAI Chen-gang. The titanium alloys and application[M]. Beijing: Chemical Industry Publishing Company, 2005: 170-175.
[3] 王金友, 葛志明, 周彦邦. 航空用钛合金[M]. 上海: 上海科学技术出版社, 1985: 15-21.
WANG Jin-you, GE Zhi-ming, ZHOU Yan-bang. The titanium alloys used in aviation field[M]. Shanghai: Shanghai Technology Publishing Company, 1985: 15-21.
[4] 有色金属及其热处理编写组. 有色金属及其热处理[M]. 北京: 国防工业出版社, 1981: 267.
Compiling Group of Nonferrous Metal and its Heat Treatment. Colored metal and its heat treatment[M]. Beijing: National Defence Industry Publish Company, 1981: 267.
[5] BOYER R, WELSCH G, COLLINGS E W. Materials properties handbook: Titanium alloys[M]. ASM International, 1994.
[6] 张富巨, 罗传红. 窄间隙焊及其新进展[J]. 焊接技术, 2000, 29(6): 33-35.
ZHANG Fu-ju, LUO Chuan-hong. Narrow gap welding and its development[J]. Welding Technology, 2000, 29(6): 33-35.
[7] 周方明, 王江超, 周涌明, 张 军. 窄间隙焊接的应用现状及发展趋势[J]. 焊接技术, 2007, 36(4): 4-7.
ZHOU Fang-ming, WANG Jiang-chao, ZHOU Yong-ming, ZHANG Jun. The actuality and develop direction of narrow gap welding[J]. Welding Technology, 2007, 36(4): 4-7.
[8] 张建欣, 刘希林, 崔永杰, 卢 海. 大厚度钛合金大规格环材环缝的焊接[J]. 稀有金属材料科学与工程, 2008, 27(S3): s224-s226.
ZHANG Jian-xin, LIU Xi-lin, CUI Yong-jie, LU Hai. The welding ring welding seam of heavy section titanium alloys ring section material[J]. Rare Metal Material and Engineering, 2008, 27(S3): s224-s226.
[9] 郑修麟. 材料的力学性能[M]. 西安: 西北工业大学出版社, 1996: 221-230.
ZHENG Xun-lin. The tensile properties of materials[M]. Xi’an: Northwestern Polytechnical University Publishing Company, 1996: 221-230.
(编辑 杨 兵)
基金项目:国家高技术研究发展计划资助项目(2013AA09A109)
收稿日期:2013-07-28;修订日期:2013-10-10
通信作者:刘希林,工程师;电话:0379-67256050;E-mail: liuxilin@725.com.cn

