

Trans. Nonferrous Met. Soc. China 22(2012) 85-89
Preparation of open-celled aluminum foams by counter-gravity infiltration casting
HUO Deng-wei, YANG Juan, ZHOU Xiang-yang, WANG Hui, ZHANG Tai-kang
School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China
Received 23 December 2010; accepted 8 July 2011
Abstract: A novel counter-gravity infiltration casting device and corresponding fabricating process for producing open-celled aluminum foams were presented. The experimental results show that defects such as insufficient or excessive infiltrating can hardly be found in the foam samples prepared by counter-gravity infiltration casting. The foam materials exhibit excellent mechanical properties. The void content strongly affects the mechanical properties of aluminum foams. The yield stress and plateau stress significantly increase with the decrease of void content. Raising pre-heating temperature and increasing packing pressure are effective to lower the void content in aluminum foams.
Key words: open-celled aluminum foams; counter-gravity infiltration casting; void content; mechanical properties
1 Introduction
Due to the low relative density, large crash energy absorption capacity and high damping insulation of vibration, sound and heat [1, 2], aluminum foams are found to have an increasing rang of applications in many fields such as the automobile, railway and aerospace industries [3, 4].
Many fabricating processes of aluminum foams have been developed [5], the practical preparation methods include vacuum infiltration casting, liquid metal foaming with gas or foaming agents and powder metallurgy [6]. Among them, vacuum infiltration casting is a promising method for preparation of open-celled aluminum foams owing to its simple process and controllable pore structure of product. Extensive researches related to vacuum infiltration casting have been underway. However, those researches mainly focused on the relationship between the processing parameters and the performance of aluminum foams [3, 7, 8]. Actually, the method of traditional vacuum infiltration casting has many defects, mainly including insufficient or excessive infiltrating and non-uniform pore distribution of the products, which can be harmful to the mechanical properties of the foams [9, 10].
In the present work, a novel preparation method for producing open-celled aluminum foams, i.e., counter- gravity infiltration casting (CGIC), is presented. Besides, the effects of void content on compressive properties are analyzed, and the relationship between the main processing parameters and void content of aluminum foam is shown.
2 Experimental
2.1 Preparation of aluminum foam samples
A356 alloy and soluble sulfate particles were the main raw materials used in this study. The chemical composition of A356 alloy is given in Table 1. The size of soluble sulfate particles was between 2.2 mm and 2.8 mm.
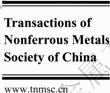
The CGIC device is schematically illustrated in Fig. 1. This device was invented by ZHOU et al [11], and was authorized as invention patent by the State Intellectual Property Office of China.
Table 1 Main chemical composition of A356 alloy (mass fraction, %)

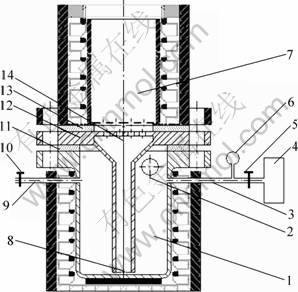
Fig. 1 Schematic illustration of counter-gravity infiltration- casting device: 1―Melting chamber; 2―Feeding port; 3―Pressure pipe; 4―Pressurization equipment; 5―Pressure regulating valve; 6―Pressure meter; 7―Infiltrating chamber; 8―Inlet hole; 9―Decompression pipe; 10―Pressure relief valve; 11―Sealing component; 12―Lift tube; 13―Sealing component; 14―Outlet hole
The fabrication process of aluminum foam samples mainly included the following steps: 1) Preparing preform. Firstly, soluble sulfate particles were wetted by spraying a high temperature adhesive onto their surface, and put into a mould, then a preform was obtained after the mould was baked at 400 °C for 60 min. A series of preforms with the dimensions of 120 mm×30 mm×200 mm were used in this study. 2) Melting A356 alloy in the melting chamber and holding at a given temperature. 3) Putting the preform into infiltration chamber and preheating it at a certain temperature. 4) Starting pressurization equipment to ensure the infiltration of aluminum melt into the preform. 5) Maintaining a packing pressure for a required packing time to solidify the cast. The aluminum foam sample was obtained by dissolving out particles with warm water from the cast. The detailed preparation process was described elsewhere [11].
2.2 Characterization methods
2.2.1 Characterization of pore in aluminum foams
There are two types of pores in the fabricated samples. One comes from the fact that preform is dissolved out from the cast, and the other may result from incomplete infiltration or melt shrinkage during solidification process. The latter pore strongly influences mechanical properties of aluminum foams [12, 13]. Therefore, the effects of main processing parameters on the latter type of pores were studied. Here, void content (VC ) was used as an indication for the latter type of pores, and it was calculated according to Eq. (1):
 (1)
(1)
where ρt is the theoretical density of sample, i.e., the mass per unit volume of aluminum melt theoretically infiltrated into preform; ρm is the actual apparent density.
2.2.2 Characterization of other performances of aluminum foams
A digital camera (SONY, DSC-P10) was employed to observe the macro-shape of samples. A universal test machine (U.S.A Instron3369) was used to perform the quasi-static compression tests at a nominal strain rate of 1 mm/min. Load capacity and compression were imported into computer by sensor, and collected data were treated to obtain σ―ε curve.
3 Results and discussion
3.1 Performance of aluminum foam prepared by novel infiltration casting method
The macro-shape of a sample is shown in Fig. 2. The sample was prepared under the following technical conditions: the holding temperature of aluminum melt was 800 °C, the preheating temperature of preform was 620 °C, the filling pressure was 0.02 MPa, and the packing pressure and packing time were 0.035 MPa and 20 min, respectively. Obviously, the sample exhibits uniform pore distribution and structural integrity of every pore. The compression test shows that yield stress and plateau stress of sample are up to 56 MPa and 51 MPa.
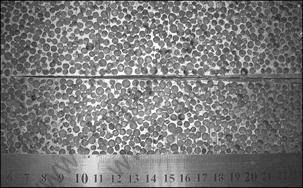
Fig. 2 Apparent appearance of aluminum foam sample
Figure 3 represents the apparent appearances of three aluminum foam samples. The same preforms were used in the preparation process of the three aluminum foam samples to ensure the same theoretical density of samples, and the three samples were prepared under the same technical conditions except for packing pressure. Specifically, the holding temperature of aluminum melt, the preheating temperature of preform, and the filling pressure and packing time were 750 °C, 620 °C, 0.02 MPa and 20 min, respectively. The packing pressures of sample a, sample b and sample c were 20, 30, and 40 kPa, respectively. Apparently, all samples display macro-defect-free appearances.
Fig. 3 Apparent appearances of three samples with same theoretical density: (a) Packing pressure of 20 kPa; (b) Packing pressure of 30 kPa; (c) Packing pressure of 40 kPa
The compressive stress―strain curves of the three aluminum foam samples are shown in Fig. 4. It can be seen from Fig. 4 that different foams have similar stress―strain behaviors that include three distinct regions (i.e., elastic region, plateau region, and densi?cation region). The stress―strain behavior of the prepared materials is similar to the work of YU et al [14]. The linear elastic deformation region of aluminum foams appears only at a low strain (ε<0.04), then a stress plateau appears after the elastic strain is over. However, there is not only a wide range of yield stress for the three samples, but also a large difference in plateau stress. The yield stress values of sample a, sample b and sample c are 33.6, 38.2 and 55.5 MPa, and their plateau stress values are 29.3, 35.7, 50.8 MPa, respectively. These experimental results show that there is much difference in mechanical properties even though the samples have the same theoretical density and matrix alloy. The testing results of VC show that there is also a large difference in VC for different samples. The VC values of sample a, sample b and sample c are 6.7%, 5.1% and 3.9%, respectively, which may be the main reason why the yield stress value and plateau stress value of sample c are larger than those of sample a or sample b.
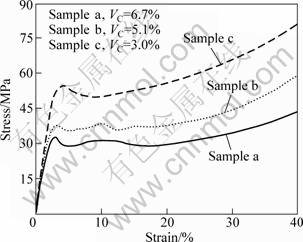
Fig. 4 Stress―strain curves of aluminum foams samples with different void contents
3.2 Effects of main processing parameters on void content of aluminum foams
From the above experiments, it can be concluded that void content has a strong effect on the mechanical properties of aluminum foam, which is consistent with previous researches [13, 14]. Actually, the void content is closely related to the preparation conditions, such as holding temperature of melt, pre-heating temperature of preform, filling pressure, packing pressure and packing time. Our previous studies showed that the pre-heating temperature of preform and the packing pressure probably are the most important factors [15]. Therefore, the effects of pre-heating temperature and packing pressure on void content of aluminum foams were studied in this part.
All foam samples used in this part were prepared under the same technical conditions except the pre-heating temperature and the packing pressure. Specifically, the holding temperature, the filling pressure and the packing time were 750 °C, 0.02 MPa and 20 min, respectively.
Figure 5 reveals the relationship between the pre-heating temperature of preform and void content (VC). Obviously, the VC decreases when the pre-heating temperature increases. However, the effect of the pre- heating temperature on VC is no longer apparent after 620 °C. This may be attributed to the following facts: 1) When low pre-heating temperature is applied, strong heat exchange between the preform and the aluminum melt will lead to rapid solidification of the first batch of melt. These solidified alloys then become barriers that baffle the continuous infiltration of subsequent melt into the gaps between the particles in preform. As a result, high VC value can be obtained at a low pre-heating temperature. 2) With the pre-heating temperature rising, the flowability of melt in the gaps improves gradually, and the VC value decreases gradually. 3) When pre-heating temperature is higher than 620 °C, all gaps in the preform are almost full of alloy melt, and the VC value mainly depends on the melt shrinkage during solidification process.
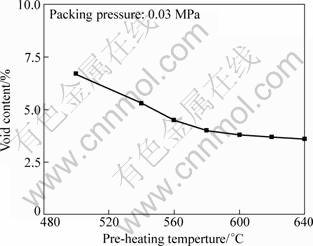
Fig. 5 Effect of pre-heating temperature on Vc
The correlation between the packing pressure and void content is presented in Fig. 6. Apparently, the VC value decreases with the packing pressure rising, which may be due to the further infiltration of melt into micro-pores formed during the solidification process of melt.
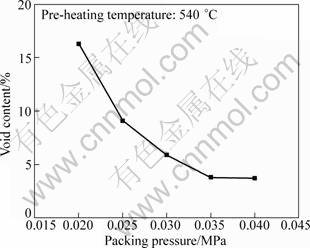
Fig. 6 Effect of packing pressure on VC
4 Conclusions
1) Macro-defect-free aluminum foams can be produced by the method of counter-gravity infiltration casting, and the foam materials thus obtained exhibit excellent mechanical properties.
2) The void content is an important influencing factor on the mechanical properties of aluminum foams, and the yield stress and the plateau stress significantly increase with the decrease of void content.
3) Pre-heating temperature of preform and packing pressure strongly affect the void content in aluminum foams.
References
[1] ZHANG Chun-ji, FENG Yi, ZHANG Xue-bin. Mechanical properties and absorption of aluminum foam-filled square tubes [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(8): 1380-1386.
[2] BANHART J. Metal foam: production and stability [J]. Adv Eng Mater, 2006, 8(9): 781-794.
[3] YAN Qing-song, YU Huan, XU Zhi-feng, XIONG Bo-wen, CAI Chang-chuan. Effect of holding pressure on the microstructure of vacuum counter-pressure casting aluminum alloy [J]. Journal of Alloys and Compounds, 2010, 501: 352-357.
[4] MORI K I, NISHIKAWA H. Cold repeated forming of compact for aluminium foam [J]. Journal of Materials Processing Technology, 2010, 210(12): 1580-1586.
[5] SHIOMI M, IMAGAMA S, OSAKADA K, MATSUMOTO R. Fabrication of aluminium foams from powder by hot extrusion and foaming [J]. Journal of Materials Processing Technology, 2010, 210(9): 1203-1208.
[6] ZHOU Xiang-yang, LIU Xi-quan, LI Jie, LIU Hong-zhuan. Novel foaming agent used in preparation process of aluminum foams [J]. Journal of University of Science and Technology Beijing, 2008, 15(6): 735-739.
[7] Eardley E S, Flower H M. Infiltration and solidification of commercial purity aluminum matrix composites [J]. Materials Science and Engineering A, 2003, 359: 303-312.
[8] Berchem K, Mohr U, Bleck W. Controlling the degree of pore opening of metal sponges, prepared by the infiltration preparation method [J]. Materials Science and Engineering A, 2002, 323: 52-57.
[9] Vogt U F, Gorbar M, Dimopoulos E P, Broenstrup A, Wagner G, Colombo P. Improving the properties of ceramic foams by a vacuum infiltration process [J]. Journal of the European Ceramic Society, 2010, 30(15): 3005-3011.
[10] Despois J F, Marmottant A, Salvo L, Mortensen A. Influence of the infiltration pressure on the structure and properties of replicated aluminum foams [J]. Materials Science and Engineering A, 2007, 462: 68-75.
[11] ZHOU Xiang-yang, LI Jie, LIU Hong-zhuan, DING Feng-qi, ZHONG Shui-ping, SHANG Bao-wei. A device for preparation of foam Metal by infiltration casting: CN ZL200710034420.1 [P]. 2007-02-12. ( in Chinese)
[12] Rohatgi P K, Kim J K, Gupta N, Simon A, Daoud A. Compressive characteristics of A356/fly ash censphere composites synthesized by pressure infiltration technique [J]. Composites: Part A, 2006, 37: 430-437.
[13] Cree D, Pugh M. Production and characterization of a three-dimensional cellular metal-filled ceramic composite [J]. Journal of Materials Processing Technology, 2010, 210: 1905-1917.
[14] YU Si-rong, LIU Jia-an, WEI Ming, LUO Yan-ruo, ZHU Xian-yong, LIU Yao-hui. Compressive property and energy absorption characteristic of open-cell ZA22 foams [J]. Materials & Design, 2009, 30: 87-90.
[15] ZHONG Shui-ping. Preparation, characterization and pilot scale tests of lead based porous anode for energy-saving in zinc electrowinning [D]. Changsha: Central South University, 2009. ( in Chinese)
采用反重力渗流法制备开孔泡沫铝
霍登伟,杨 娟,周向阳,王 辉,张太康
中南大学 冶金科学与工程学院,长沙 410083
摘 要:采用一套新颖的反重力渗流装置制备开孔泡沫铝。研究表明,采用反重力渗流法所制备的泡沫铝,表现出优良的力学性能且几乎没有渗流不足与渗流过度的缺陷;泡沫铝中的空隙度对其力学性能的影响很大,泡沫铝的屈服应力与平台应力均随孔隙度的降低而升高;升高预热温度与保压压强可有效降低泡沫铝中的空隙度。
关键词:开孔泡沫铝;反重力渗流铸造;空隙度;力学性能
(Edited by YANG Hua)
Foundation item: Project (51074185) supported by the National Natural Science Foundation of China; Projects (CX2009B037, CX2010B120) supported by Doctor Innovative Program of Hunan Province, China
Corresponding author: ZHOU Xiang-yang; Tel:+86-731-88836329; E-mail: zxy13908482918@163.com
DOI: 10.1016/S1003-6326(11)61144-8

