����ʯī�۶�ͭ��ʯī���ϲ�����ѧ���ܵ�Ӱ��
���ӹ�1, �Ŵ���1, ֣����2, �� ͦ1, �� �j1, �����2
(1. �Ϸʹ�ҵ��ѧ Ħ��ѧ�о���, �Ϸ� 230009;
2. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, �Ϸ� 230009)
ժ Ҫ: ���÷�ĩұ�����Ʊ�ͭ��ʯī���ϲ���, �����սṤ�ա� ʯī�ۿ������������ǿ�����ͭ��ʯī���ϲ��ϵ���ѧ���ܺ���֯�ṹ��Ӱ��, ���Բ��ϵ���֡� ����֯��̬�ṹ���Ͽ���ò�Ƚ���ϵͳ�Ĺ۲�ͷ���, ���Բ��ϵ�Ӳ�ȡ� ������Ժ������¡� 300�桢 500����¶ȵ�ѹ��ǿ�ȡ� �������: ���ö���ʯī�۸�����ʯī��ͭ�Ͻ���������״̬, �����ϸ����ι̽���, �������ͭ��ʯī���ϲ��ϵ���ѧ����, ����ѹ��ǿ�Ⱥͳ�����������30%~50%, ����ǿ�������35%~60%, ���Ը��ϲ��ϵ�Ӳ��Ӱ�첻��, ��ѹ���չ��ո������ڷ��Ӷ���ʯī�۵���Խ�ԡ�
�ؼ���: ��ĩұ��; ͭ�����ϲ���; ����ʯī��; ��ѧ���� ��ͼ�����: TH117.1
���ױ�ʶ��: A
Effect of graphite coated with nickel on mechanical properties of copper-matrix/graphite composite materials
YIN Yan-guo1, DU Chun-kuan1, ZHENG Zhi-xiang2, XIE Ting1, LIU Kun1, WU Yu-cheng2
(1. Institute of Tribology, Hefei University of Technology, Hefei 230009, China;
2. School of Materials Science and Engineering, Hefei University of Technology,Hefei 230009, China)
Abstract: The copper-matrix/graphite composite materials were prepared by powder metallurgy method. The influence of sintering process, graphite coated with nickel and reinforcement on mechanical properties and microstructure of the composites was investigated. The composition, microstructure and fracture morphology of the composites were observed and analyzed systematically. The hardness and impact toughness of the composites were measured, and the disruption strength at room temperature, 300�� and 500�� of the composites were tested, too. The results show that graphite particles coated with nickel greatly improve the interfacial combination between graphite and copper-matrix and remarkably increase the mechanical properties of the composites, the strength and toughness of the composites at room temperature increase by 30%-50%, the high temperature strength of the composites increase by 35%-60%, but there is little influence on the hardness of the composites. The coated graphite shows the superiority performance through the repressing and resintering process.
Key words: powder metallurgy; copper-matrix composite material; graphite coated with nickel; mechanical properties
���÷�ĩұ�����Ʊ������������ϲ��ϵķ�����Ҫ������, ���ڽ��������м����������������ڶ�Ľ��������н������͵ķ���[1]�� ���й������Ľ����������ϲ�������ա� ���¼�ʳƷ�������й㷺��Ӧ��, ͭ�������ϲ����ǽ����������ϵ���Ҫ��ɲ���, �ǽ��400~500�湤ҵĦ��ѧ�������ѡ����[2]�� ͭ��ʯī�����ϲ��Ͼ��п������� ��ʴ��ĥ���Ժõ��ŵ�, �����͡� ���������µõ��㷺Ӧ��[3-5], Ȼ��, ����ͭ��ʯī��������, ����������, ��Լ��ͭ��ʯī�����ϲ�����ѧ���ܵ���ߡ� Ϊ����ͭ�����ϵ���������, ���������ѧ����ĥ��ĥ����, �������в����о�����, ͨ������ϽͶ�ͭʯī���Ʊ�ͭ��ʯī�����ϲ���, ���������ѧ���ܺͼ�Ħ��ĥ����[6-10]�� Ȼ��, ����ʯī�ۼ��Ի�ѧ�������ɶ���ʯī��������ͭ�������ϲ��Ϸ�����о������������, �ر��Ǹ������ܵ��о��������١� �����������û�ѧ�Ƽ����Ʊ��˶���ʯī��, ���о��˶���ʯīͭ�����ϲ��ϵij��¼�������ѧ���ܡ�
1 ʵ��
1.1 �����Ʊ�
ѡ��50��mʯī��, ������ϴ�� �����Լ������� �������, ʹ���ʽ���Pd����������ʯī�ۿ�������, �γɴ��ᾧ����[11]�� Ȼ����NiSO4��6H2OΪ���Ρ� ��NaH2PO2��H2OΪ��ԭ���Ļ�ѧ��Һ��ʯī�����������һ��������ܵ����Ʋ㡣
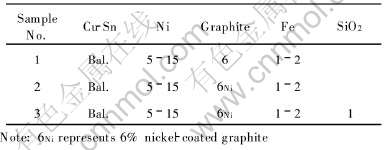
���ϲ����������䷽���1���С� ��һ���䷽�Ѷ���ʯī�����������Ͻ���ϳ�ֻ�Ϻ�, ��400~600MPaѹ����ѹ�Ƴ�ë��, ���Էֽⰱ����Ϊ�������յ������ս�¯���ս����, �ս��¶�Ϊ830~880��, ����1h; �ս�õ���Ʒ, ��600~700MPaѹ���½��и�ѹ, Ȼ�����������ս�¯�и���, �ս��¶�Ϊ750~850��, ����1h��
��1 ͭ��ʯī���ϲ����䷽
Table 1 Chemical component of copper-matrix/graphite composite materials(mass fraction, %)
1.2 �������ܲ��������
�ֱ���H-3000�Ͳ���Ӳ�ȼƺ�WE-600Һѹʽ���ܲ���������������ϵ�Ӳ�Ⱥ����¡� 300�漰500��ѹ��ǿ��, ��JB-6��6/3���������������ϵij�����ԡ� ÿ�������� ÿ�����������3��, ȡ3�βⶨ�����ƽ��ֵ�� ��������ѹ��ǿ��ʱ, �����������Ƶĸ��¼������м��ȵ���Ӧ�¶Ȳ�����10min��, �ٽ��в�����
��D/MAX-RB��X����������(XRD)��������ʯī�۵����, ��BH-2����������ʯī�ۺͶ���ʯī�۵���ò�Լ�ͭ��ʯī���ϲ��ϵ���֯��̬���й۲�ͷ���, ����XL-20ɨ��羵�Գ�����������ĶϿڽ����˹۲��������
2 ��������
2.1 ʯī�ۻ�ѧ����
��ѧ�����ּ��Ի�ѧ���������Ի�ѧ�������ֹ��շ����� ������Ի�ѧ������Ӧ����[12], ���Ի�ѧ����û���γ�ǿ����������, ���������ڼ�����Һ�о��и�����ܽ��, ���ڵ��������·�Ӧ, �ҷ�Ӧ�ȶ���������, ��Ȼ��Ʋ���������, ��϶�ʽϴ�, ��ʴ�Խϲ�[13]�� ���ݱ��о�Ҫ��, �Ӹ���ʯī��ͭ�Ͻ��������Ͽ���, ���Ի��϶�������ʵ��Ҫ��, �Ҿ����Ժá�
���Ի�ѧ������Һ���䷽�ɸ���������������С������������, �����䷽�빤������������ı���[11]�� ���о�����, �ڹ̶���Һ��ȵ�ǰ����, ��Һ��������������ʯī�۶���Ч��������Ӱ��, ���۹۲�ƺ�ʯī�������ɫ�Ϳɴ����ж϶���Ч���� ��2����Ϊ1L��Һ��ʩ��8gʯī��ʱ, ��Һ����������������������Ĺ�ϵ�� �ɱ�2���Կ���, ���Ŷ�Һ������������������, ʯī�۶����������, �����ɫ�ɻ�ɫ����, �ٵ������� ʯī�۱����ϵĶƲ���Ҳ������, ������ʯī�۱���
��2 ��Һ�������������Զ���������Ӱ��
Table 2 Effect of NiSO4��6H2O content in electroless deposition solution on quality of nickel plating
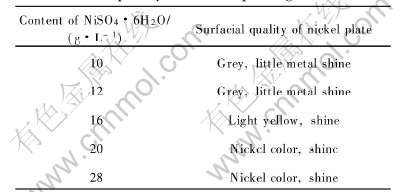
�ﵽ��������ɫ��, ���������������ܶ�, ����ʯī�۱������ɫ���ٸı�, ˵��ʯī�ۿ�����������ȫ�����Ʋ����, ��������ӷ�����Ӱ��Ʋ����������ӳɱ�, �ʶ�Һ��������������20g/LΪ�ˡ� ͼ1��ʾΪ����ʯī����ԭʼʯī��X���������ס� ������1��2Ϊ��Һ�������������ֱ�Ϊ20g/L��16g/Lʱ�Ķ���ʯī��X���������ס� ��ͼ1�пɿ���, ����1��2��2��Ϊ42��~50�㷶Χ�ڳ�����һ����ͷ��, ����λ�ö�Ӧ����(111)����, ����ʯī�۱��������һ�����Ʋ�, �Ʋ�Ϊ�Ǿ�̬, �������ڻ�ѧ����ʱ, ��һ��������������������, ʹ���ľ����������������ж���ɵ�, ����������Ϊʯī����塣 ����2����ͷ��߶ȱ�����1�ĵ�, ��2����88�����ҳ��ֵ�ʯī��
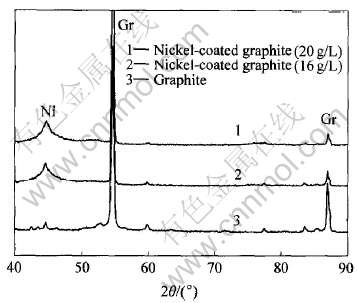
ͼ1 ʯī��X����������
Fig.1 XRD patterns of graphites
�߶���������2������1�ĸ�, ˵����Һ������������Ϊ20g/L���䷽�������ڶ�Һ������������Ϊ16g/L���䷽, ʹʯī�۱����ø������ĶƲ㡣 ͼ2��ʾΪ���������۲��ʯī�������ò�� ����ͼ2(a)��ʾΪԭʼʯī����, �����а�������·�����ɼ�, ���������Ե����; ͼ2(b)��ʾΪ��Һ������������Ϊ16%ʱ, �ƺ�ʯī������ò, �������Ѿ�û��С����, ֻ��������С��; ͼ2(c)��ʾΪ��Һ������������Ϊ20%ʱ, �ƺ�ʯī������ò, ����Ϲ⻬�� ����, ���氼�Ӻ���·������ȫ������, ���Ҳ�������С̨��, �Ʋ�����û�����������ܵ����� �ƺ�ʯī��ͨ����� ��ȡ��������, ʯī�ۺ���38%����(ͼ2(b)), ʯī�ۺ���48%����(ͼ2(c)), ������ʯī����ɫ�ͶƲ����뺬�����й�, ��ʯī����48%����ʱ, ʯī���������ϵ�ȱ�ݶ��ѻ������Ƹ�, ��ù⻬�� ���ʵ����Ʋ㡣
2.2 ���ϲ��ϵ���֯������
2.2.1 ���ϲ��ϵ���֯�������
���ϲ�����ʯī��������������ʾ��ͼ��ͼ3��ʾ[14]�� ��ͼ3�ɿ���, ��ʯī�������ս������, �谭�˻�����ս����, ��ʹ������������Ͳ����ۻ�, ����ʹʯī������ȫ����������Χ, �Ӷ��γ��˲������Ľ���ṹģʽ(��ͼ3(b)), �佻�紦���ڿ�϶, ����ṹ��ɢ, ��е�������ú���, ��϶�Ĵ�Сȡ����ʯī�����Ĵ�С�� �ս��¶���ʱ�䡢 ��ѹ�븴ѹѹ���Ĵ�С�ȹ������ء� ʯī���������������, ����ͭ�Ͻ�����е�ͭ����

ͼ2 ʯī������ò
Fig.2 Micrographs of graphite particles

ͼ3 ʯī��������������ʾ��ͼ
Fig.3 Schematic diagram of interfacial structure of graphite and matrix
����, �γ����������ṹ�Ĺ�����, ͬʱ�ڸ���������, ʯī���Ե���̼����ʽ�����������ľ�����, ʹ���ϲ��ϵĽ����ϴӼĻ�е������ϱ�Ϊ�ɷֳ��ݶȱ仯�Ĺ�������, ���ʯī������ͭ�Ͻ����Ľ������������仯��, �����ṹģ����ͼ3(a)��ʾ�� ͼ4��ʾΪ���ϲ��ϵĽ�����֯�� ��ͼ4���Կ���, ��ʯī���Ʊ��ĸ��ϲ���, ʯī��ͭ�Ͻ��������ϴ��������Եķ�϶, �Ի���ĸ������÷dz�����, ����Ҫ������ͭ��ʯī������ȫ����ʪ, ������ܽ������ѧ��Ӧ, �����Ͻϲ �ɶ���ʯī���Ʊ��ĸ��ϲ���, ʯī��ͭ�Ͻ��������Ϸdz���, ����û�з�϶, ������ͭ��ʯī���ϲ��Ͻ���������, ������ͭ�����ϲ�����ѧ���ܵ���ߡ�
2.2.2 ���ϲ��ϵ�����
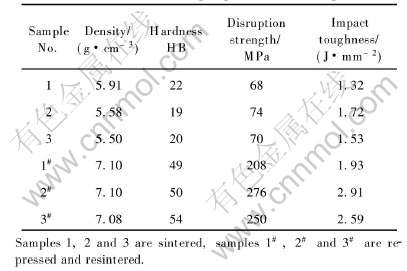
��3����Ϊʯī�������������ն�ͭ��ʯī���ϲ������ܵ�Ӱ�졣 ��ĩұ��ѹ�Ƴ���ʱ, ͨ
��3 ͭ��ʯī���ϲ��ϵ���ѧ����
Table 3 Mechanical properties of composites
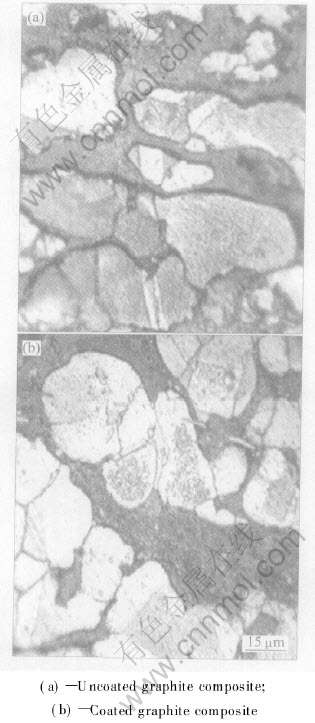
ͼ4 ���ϲ��ϵĽ�����֯
Fig.4 Microstructures of composites
���ڷ�ĩ����������һ��������Ԫ, �Լ��ٷ�ĩ�������Լ���ĩ��ģ�ڼ��Ħ��, ��߷�ĩ�������ԺͿ�ѹ����, ���Ʒ�ĩ�ij��������� ���о������б�������һ������ʯī, ��һ�ֽϺõ���, ������ѹ�Ƴ���, ��ʯī���������, ��ѧ��������ͭ�Ͻ���弰ʯī�Ľ��״̬�Ϻ�, ѹ�Ƴ����е������ü���, ����������ѹ�Ƴ���, ������ܶȽϵ�(����3), ��Ʒ2��3һ���ս���Ʒ���ܶ����Ե�����Ʒ1��; ��ѹ���պ�, ������֯�еĿ�����������, ʯī������ͭ�Ͻ����֮��Ҳ��ø�����ʵ, ʹ�ø��ϲ����ܶȴ�������, ��ʱ, ���ָ��ϲ��ϵ��ܶȴ������, ���洦������IJ���ЧӦ����, ���ϲ�������ܶȽӽ�97%���ҡ�
�ɱ�3����, һ���ս���Ʒ��Ӳ�ȷ������ڱ���Ʋ�Ĵ����������͡� ��������Ӳ�ȷ�ӳ�˲��ϵֿ��ֲ����Ա��ε�����, ���ϻ����еĿ�϶�ʶ�Ӳ���нϴ�Ӱ��, ��϶Խ��Խ��, Ӳ��Խ�͡� ����ʯī����Ʋ�Ĵ���, ����ʱ�������ü�������������ѹ��, ���²�������ܶȽϵ�, ���Ӳ�Ƚ���; ����ѹ���պ�, ���ϲ��ϱ�ø�����ʵ, ʹ��Ӳ���������, ʯī���洦���Ը��ϲ��ϵ�Ӳ��Ӱ���С, ��Ʒ1#����Ʒ2#��Ӳ�ȴ������, ��SiO2����ɢǿ�����õõ�����, ��Ʒ3#��Ӳ����Խϸߡ�
���ڴ�ī�������ս������, ��ͭ�Ͻ�����γ��˲������Ľ���ṹģʽ, �佻�紦�������ڿ�϶, ����ṹ��ɢ, ��е�������ú���; ʯī�������������, ���ϲ��ϵĽ������ɼĻ�е������ϱ�Ϊ�ɷֳ��ݶȱ仯�Ĺ�������, �������������仯��, ��Ͻ���, ������ǿ��������ߡ� �ɶ���ʯī�Ʊ��ĸ��ϲ���, ��ѹ���ͳ��ʵ����, ���Ʋ��״ӽ��洦�γɲ���չ, ���ѹ��ǿ�Ⱥͳ���������(����3), ������һ���ս���Ʒ���Ǹ�ѹ������Ʒ, ѹ��ǿ�Ⱥͳ�������������, ���и�ѹ���պ�, ��߷��ȸ���(Ϊ30%~50%), ����ѹ���չ��ո������ڷ��Ӷ���ʯī�ۡ� Ӳ��SiO2�ļ���, ��ǿ�Ⱥ������������͡�
ͼ5��ʾΪ���ϲ��ϳ���Ͽڵ�ɨ����ò�� ��ͼ5�ɿ���, ͭ��������ԽϺ�, ������չ����������, ��ʯī-ͭ����Ľ��ǿ�ȵ�, ������ʯī-ͭ������չ������С, ���ĵ�����Ҳ��, ��˳���ͭ�����Ͷ���ʯī-ͭ��������ϵĻ�϶���[6]�� ͼ5(a)��ʾΪ����1#�ij���Ͽ�ɨ����ò, ����ʯī��ͭ�����Ͻ����ϲ���, ����Դ�γɺ���չ����������淢��, �ɿ���ʯī��������µĿ�, ���Գ�����Խϵ͡� ͼ5(b)��ʾΪ����2#�ij���Ͽ�ɨ����ò, ���ڶ���ʯī����ͭ�����Ͻ����ϵıȽϽ���, �ڳ��������, ������ʯī��ͭ�����Ͻ��洦�γɺ���չҪ���Ľϴ������, �ɿ�������ʯī-ͭ���洦˺�ѵĺۼ�, ͭ�����ϲ��ϵij��������Խϸߡ�
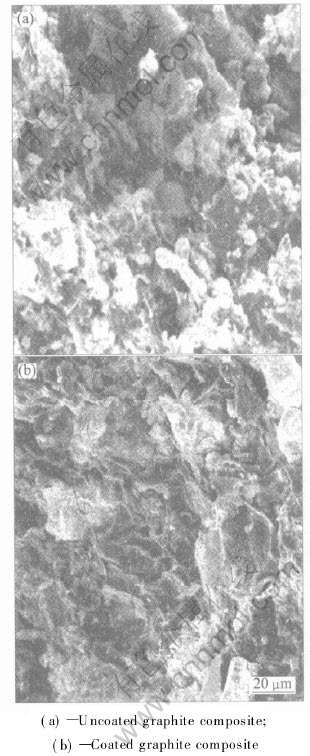
ͼ5 ���ϲ��ϳ���Ͽ�ɨ����ò
Fig.5 SEM images of fracture of composites
2.2.3 ���ϲ��ϵĸ���ǿ��
ʯī���������������, ����߸��ϲ������º��ǿ�ȵ�ͬʱ, ����ǿ��Ҳ�����(����4), ����ͨʯīͭ�����ϲ������, 300��ʱ��ѹ��ǿ�������35%����, 500��ʱ��ѹ��ǿ�����60%���ҡ� ����������ڶ���ʯī����ͭ�Ͻ�����γ����ý�����, ��ǿ�˽�����ǿ�ȵ�ͬʱ, �Ʋ��е�P��Ni�� Cu��Ӧ����Ni3P ��Cu3P, ����ɢǿ������, ����ǿ�ȵ�����д��ڽ�һ��̽�֡� �ɱ�4�ɿ���, ��ͭ��ʯī���ϲ�������������SiO2ǿ����, ��Ч�����˸���ǿ���½�������, ����������ԭ�Ӿ���, �����۵�ߡ� Ӳ�ȴ� ��ѧ�����ȶ�����ĥ���ص�, ����ɢǿ��������, �ܹ����ͭ�Ͻ���ϵĸ�����ѧ���ܺ�����ĥ����[15-16]��
��4 ͭ��ʯī���ϲ��ϵĸ���ѹ��ǿ��
Table 4 Disruption strength of copper-matrix/graphite composites at high temperature

3 ����
1) �ڹ̶���Һ��ȵ�ǰ����, ��Һ��������������ʯī�۶���Ч����������Ӱ��, ����ʯī����ɫ�ͶƲ����뺬�����й�, ��ʯī����48%����ʱ, ʯī���������ϵ�ȱ�ݻ���������, ��ù⻬�� ���ʵ����Ʋ㡣
2) ���ö���ʯī�۸�����ʯī�ۺ�ͭ�Ͻ���������״̬�� �����ϸ����ι̽���, ���������ͭ��ʯī���ϲ��ϵ�ǿ�ȡ� ���Լ�����ǿ��, ���Ը��ϲ���Ӳ��Ӱ�첻�� ��ѹ���չ��ո������ڷ��Ӷ���ʯī�۵���Խ�ԡ�
3) ����SiO2��ǿ��ļ�������ɢǿ��������, �ܹ���������ǿ���½�������, ���ͭ��ʯī���ϲ��ϵĸ���ǿ�ȡ�
REFERENCES
[1]����Ƽ, ������, ŷ������. ͭ��ʯī���������������ϲ��ϻ�е��Ħ��ѧ���ܵ��о�[J]. Ħ��ѧѧ��, 2001, 21 (5): 335-338.
NING Li-ping, WANG Jing-bo, OUYANG Jin-lin. Effect of copper and graphite on the mechanicial and tribologicial properties of Fe-based oil-containing self-lubricating composites[J]. Tribology, 2001, 21(5): 335-338.
[2]ѦȺ��, ������. ���¹������о�����״����չ����[J]. Ħ��ѧѧ��, 1999, 19(1): 91-96.
XUE Qun-ji, L�a Jin-jun. Research status and developing trend of solid lubrication at high temperatures[J]. Tribology, 1999, 19(1): 91-96.
[3]Sadykov F A, Barykinnp N P, Aslanyan L R. Wear of copper and its alloys with submicrocrystalline structure[J]. Wear, 1999, 225-229: 649-655.
[4]������, ������, ����Ƽ, ��. ����ͭ�������ϵ�Ħ��ѧ�����о�[J]. Ħ��ѧѧ��, 2001, 21(2): 110-113.
WANG Jing-bo, L�a Jin-jun, NING Li-ping, et al.Study on tribological behavior of bronze-matrix self-lubricating composites[J]. Tribology, 2001, 21(2): 110-113.
[5]����Ƽ, ���뻪, ����, ��. ����ͭ����ǿ����ͭ�������ϲ��ϵĻ�е��Ħ��ѧ�����о�[J]. Ħ��ѧѧ��, 2003, 23(5): 380-384.
NING Li-ping, WANG Qi-hua, WANG Qi, et al. Study on mechanical tribological properties of tin-bronze-net reforced tin-bronze-matrix self-lubricating composites[J]. Tribology, 2003, 23(5): 380-384.
[6]����, ����ƽ, ֣����, ��. ͭ���ܵ繭������Ͽ���ǿ�Ⱥͳ�������о�[J]. ���Ͽ�ѧ�빤��, 2003, 11(1): 59-63.
GUO Bin, JIN Yong-ping, ZHENG Ai-long, et al. A research on tensile strength and impact toughness of copper matrix pantograph slider material[J]. Materials Science & Technology, 2003, 11(1): 59-63.
[7]Moustafa S F, El-Badry S A, Sana A M, et al. Friction and wear of copper-graphite composites made with Cu-coated and uncoated graphite powders[J]. Wear, 2002, 253(7-8): 699-710.
[8]Kato H, Takama M, Iwai Y, et al. Wear and mechanical properties of sintered copper-tin composites containing graphite or molybdenum disulfide[J]. Wear, 2003, 255: 573-578.
[9]������, ������, �ƺ���, ��. ��ѧ�����ͭʯī���ϵĿ���ǿ��[J]. ϡ�н��������빤��, 1998, 27(3): 182-185.
LI Ya-wen, DING Hua-dong, HAO Hong-qi, et al. Electroless plating improving the bending strength of copper graphite material[J]. Rare Metal Materials and Engineering, 1998, 27(3): 182-185.
[10]���ķ�, ���ٷ�, ����, ��. ʯī�����ͭ��ʯī-ͭ���ϲ���ǿ�ȵ�Ӱ��[J]. �ȼӹ�����, 1999(6): 28-29.
WANG Wen-fang, XU Shao-fan, FENG Yi, et al. Research of the effects of copper-coated graphite on the strength of graphite-copper matrix composites[J]. Heat Treatment Techniques, 1999(6): 28-29.
[11]����, ��С��, ������, ��. ̼���ܵı�����������İ���[J]. �й���ɫ����ѧ��, 2004, 14(3): 479-483.
YI Guo-jun, CHEN Xiao-hua, JIANG Wen-zhong, et al.Surface modification and nickel coating of carbon nanotubes[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 479-483.
[12]����. ��ѧ��ʵ�ü���[M]. ����: ��ѧ��ҵ������, 2003.
LI Ning. Practical Technique of Electroless Plating [M]. Beijing: Chemical Industry Press, 2003.
[13]Riedel W. ��ѧ����[ M]. ���ظ�, ��. �Ϻ�: �Ϻ���ͨ��ѧ������, 1996.
Riedel W. Electroless Nickel Plating[M]. LUO Shou-fu, transl. Shanghai: Shanghai Jiao Tong University Press, 1996.
[14]������, ��ϣ��, ������, ��. Al2O3/6-6-3��ͭ���ϲ��ϵ��Ʊ�������[J]. ���ϲ���ѧ��, 1998, 15 (2): 31-35.
WANG Yu-lin, DU Xi-wen, WAN Yi-zao, et al. Fabrication and properties of Al2O3/6-6-3 bronze composite[J]. Acta Materiae Compositae Sinica, 1998, 15(2): 31-35.
[15]�ź�ϼ, ������, Ϳ��ƽ. ������ǿͭ�����ϲ��ϵ��о���չ[J]. ���Ͽ�ѧ�빤��, 2005, 13(4): 357-364.
ZHANG Hong-xia, HU Shu-ping, TU Jiang-ping. Development of Cu-based composites reinforced by particles[J]. Materials Science & Technology, 2005, 13(4): 357-364.
[16]���±�, ����. �������༰�Ʊ����ն�ͭ����������Ӱ��[J]. ���Ͽ�ѧ�빤��, 2005, 13(4): 347-351.
LIU De-bao, CUI Chun-xiang. Study on electrical conductivity properties of different ceramics phase dispersion-strengthened copper[J]. Materials Science & Technology, 2005, 13(4): 347-351.
(�༭����)
������Ŀ: �Ϸ��пƼ���������Ŀ(051141; 062737); �Ϸʹ�ҵ��ѧ���괴��Ⱥ�����������Ŀ(102-037023)
�ո�����: 2006-05-12; ������: 2006-09-22
ͨѶ����: ���ӹ�, ��ʿ; �绰/����: 0551-2901359; E-mail: yyguo2345@yahoo.com.cn

