网络首发时间: 2017-12-15 14:48
稀有金属 2018,42(07),750-755 DOI:10.13373/j.cnki.cjrm.xy17030043
采用Fe-30%Ni中间层电子束焊接硬质合金与钢
陈国庆 毛威 张秉刚 冯吉才
哈尔滨工业大学先进焊接与连接国家重点实验室
摘 要:
对YGH-60硬质合金与45钢添加Fe-30%Ni中间层进行真空电子束焊接试验, 对接头显微组织相组成、显微硬度和断裂形式进行分析。结果表明, YGH-60硬质合金与45钢的电子束焊接性很差, 添加含Ni中间层后能够阻碍Fe与C的相互扩散, 抑制脆性相的产生。且Ni塑性好, 有利于松弛焊接过程中的内应力, 从而缓和硬质合金和钢的线膨胀系数和导热系数不同引起的较大热应力, 提高接头抗裂性。使用中间层中含Fe 53%, 过多Fe元素则会削弱Ni的优化作用, 在电子束焊接的高温环境下与周围WC颗粒反应生成Fe2W4C脆性相, 大量存在于WC表面, 在硬质合金/中间层界面处有带状的固溶体混合物, 这些带状固溶体相和脆性相会降低接头的力学性能。接头拉伸强度不高, 平均拉伸强度为66 MPa, 断裂发生于硬质合金与中间层界面处, 接头断裂形式为准解理断裂。硬质合金熔化量较少, 难以与中间层充分熔合, 形成具有较好力学性能的接头。
关键词:
硬质合金;电子束焊接;中间层;脆性相;
中图分类号: TG456.3
作者简介:陈国庆 (1972-) , 男, 黑龙江哈尔滨人, 博士, 副教授, 研究方向:新材料及异种材料电子束焊接;电话:0451-83413951;E-mail:chenguoqing@hit.edu.cn;
收稿日期:2017-03-22
基金:国家自然科学基金项目 (51375115) 资助;
Electron Beam Welding of Cemented Carbide and 45 Steel in Middle Layer of Fe-30%Ni
Chen Guoqing Mao Wei Zhang Binggang Feng Jicai
State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology
Abstract:
YGH-60 cemented carbide and 45 steel were welded by electron beam with the middle layer of Fe-30% Ni. The microstructure, microhardness and fracture mode were analyzed. The results showed that the weldability of YGH-60 cemented carbide and the 45 steel was very poor, the diffusion of Fe/Ni elements and the formation of brittle phase could be controlled with the addition of Ni element. Moreover, internal stress could be relaxed in the welding process due to good plasticity of Ni. In addition, Ni element could alleviate the large thermal stress caused by the linear expansion coefficient and the thermal conductivity of the cemented carbide and steel, and then improved the crack resistance of the joint. Excessive Fe element would weaken the optimization of the Ni. Fe2 W4 C was formed by Fe 53% in the middle layer and WC, which existed on the surface of WC under the effect of electron beam. Banded solid solution mixture was formed at the interface of the cemented carbide/interlayer, which reduced the mechanical properties of the joints.Mechanical properties of the joints were carried out that average tensile strength exceeded 66 MPa. Fracture occurred at the interface between the cemented carbide and the interlayer, and the fracture morphology exhibited quasi-cleavage. Due to the less melting amount of cemented carbide, it was difficult to fuse with the middle layer, so it was difficult to form a joint with good mechanical properties.
Keyword:
cemented carbide; electron beam welding; middle layer; brittle phase;
Received: 2017-03-22
硬质合金是以难熔金属碳化物 (如WC, Ti C) 为硬质相, 以铁族金属元素 (Fe, Co, Ni) 作为粘结相, 用粉末冶金工艺生产的多相材料[1,2,3]。硬质合金具有高硬度、耐磨、耐腐蚀以及良好的红硬性等优异的性能, 广泛应用于机械加工、地质勘探、矿山开采等领域。特别是近年来随着汽车工业的发展, 硬质合金切削刀具的需求量不断增大[4,5,6]。但硬质合金价格昂贵且韧性较差, 使得生产较大尺寸的硬质合金制品变得困难, 而且许多零部件在使用时并不需要整体都用硬质合金制造。将硬质合金与韧性较好、强度较高、加工性能优异、廉价的钢连接起来使用能够很好解决硬质合金尺寸有限、形状简单、成本高、韧性差等问题[7,8,9]。
硬质合金与钢的物理性能差别较大, 线膨胀系数和导热系数不同引起接头产生较大的热应力, 在界面处形成大量脆性相, 因此直接焊接时容易产生很多问题[10,11,12]。陈健等[13]通过Ni箔做中间层进行真空钎焊, 有效地降低接头应力, 大幅提高接头强度。Lee等[14]为缓解焊缝残余应力, 抛弃了传统的仅以Cu作为中间层的方法, 改用Cu, Ni片作为中间层。目前所做研究表明:钎焊效果不够理想, 仍存在着一系列的问题需要解决, 主要有[15,16,17]:温度控制不好会出现焊缝夹渣、气孔等缺陷, 甚至产生过烧或焊不透, 严重影响钎焊刀具的质量;加热速度过快, 易使工件局部过热和钎料熔化不完全, 从而产生裂纹。
电子束焊接具有线能量大, 热量集中焊缝窄, 角变形小, 横向收缩量小等优点[18,19], 而且电子束焊接在难熔金属焊接和异种材料焊接方面有优势, 所以适用于硬质合金与钢的焊接。所以本文重点研究采用Fe-30%Ni中间层进行电子束焊接接头的组织及性能, 分析接头的显微组织、相组成、显微硬度和断裂形式, 为异种金属电子束焊接工艺的改进提供了试验依据。
1实验
试验采用YGH-60硬质合金和45钢作为焊接材料。两种材料的成分配比见表1, 两种材料的物理及力学性能见表2。Fe-30%Ni中间层元素配比如表3。
取等厚的待焊试件, 首先对待焊表面进行机械清理, 即焊前将试件的待焊端面用砂轮打磨, 然后用丙酮清洗。将清理好的试件保证上表面平齐对接放入夹具中紧贴压靠, 使对接间隙不得超过0.25 mm, 再制作Fe-30%Ni中间层按相关的工艺参数进行焊接实验, 电子束的下束位置偏钢0.6mm。焊接过程如图1所示, 电子束焊接试验工艺参数如表4。
表1 YGH-60和45钢的成分配比Table 1Chemical composition of YGH-60 and 45 steel (%, mass fraction) 下载原图
表1 YGH-60和45钢的成分配比Table 1Chemical composition of YGH-60 and 45 steel (%, mass fraction)
表2 YGH-60和45钢的物理性能Table 2 Physical properties of YGH-60 and 45 steel 下载原图
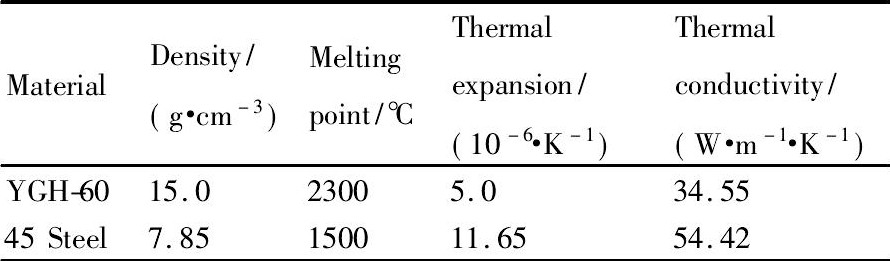
表2 YGH-60和45钢的物理性能Table 2 Physical properties of YGH-60 and 45 steel
表3 含30%Ni的中间层元素配比Table 3 Elements ratio of middle layer with 30%Ni (%, mass fraction) 下载原图

表3 含30%Ni的中间层元素配比Table 3 Elements ratio of middle layer with 30%Ni (%, mass fraction)
试验使用焊接设备KL110大型真空电子束焊机, 电子束焊枪最大功率为60 k W, 加速电压60k V, 束流强度为0~1000 m A连续可调。焊后采用BH-200Z-4LJT OLYMPUS奥林巴斯金相显微镜 (OM) 观察组织, 采用QUANTA场发射扫描电镜 (FESEM) 进行微观形貌观察, 并用逐点能谱分析仪进行能谱分析, 采用扫描电镜 (SEM, S-4700) 对接头的断口形貌进行观察, 采用Instron-5500R-1186型试验机对试件进行室温拉伸试验, 采用HX-1000标准显微硬度计对接头金相试样进行显微硬度测试。
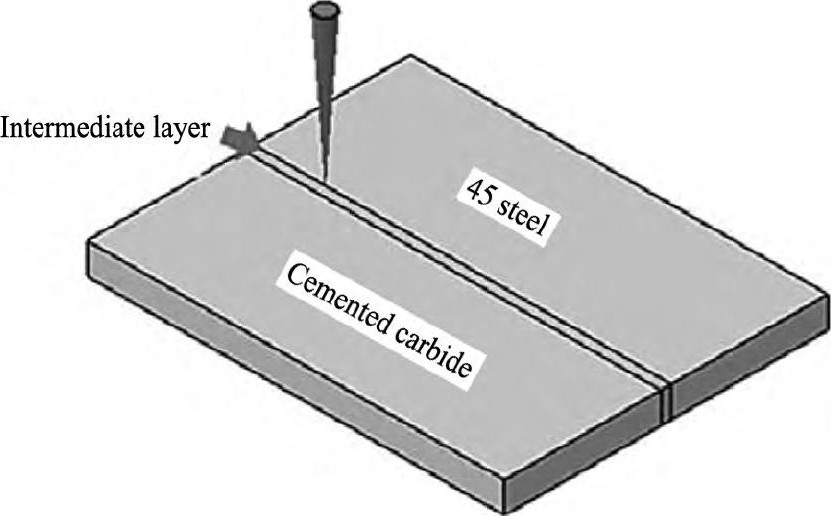
图1 电子束焊接示意图Fig.1 Schematic diagram of electron beam welding
表4 Fe-30%Ni中间层电子束焊接试验工艺参数Table 4 Experimental parameters of electron beam weld-ing in middle layer of Fe-30%Ni 下载原图
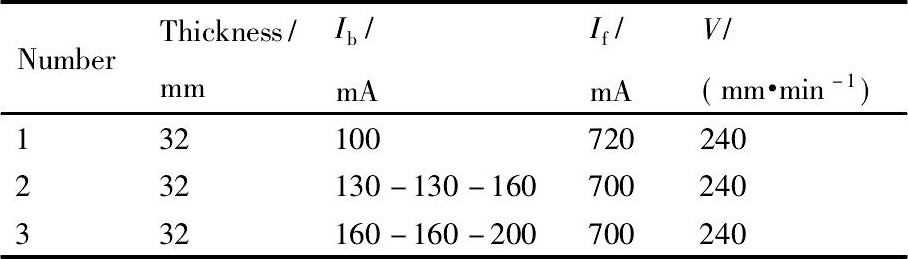
表4 Fe-30%Ni中间层电子束焊接试验工艺参数Table 4 Experimental parameters of electron beam weld-ing in middle layer of Fe-30%Ni
2结果与讨论
2.1焊接接头成形
图2为YGH-60硬质合金与45钢真空电子束焊接接头宏观形貌。由宏观形貌可以发现, 在接头收束段出现下塌现象, 焊缝表面成形较好, 中间层熔化并填充在焊缝处, 焊缝处熔融金属凝固后成波纹状均匀分布, 且上表面光亮。厚板焊接束流较大, 金属熔化后, 电子束对熔融金属有着强烈的搅拌作用, 将液态金属向周围排挤, 而且电子束焊接冷却速度较快, 在接头收束端发生下塌。
图3为焊缝横截面图, 上部为硬质合金, 下部为45钢, 钢侧经5%硝酸酒精短时间腐蚀后可以看出, 焊缝主要由上部分少量熔化的硬质合金以及充分熔合的大部分中间层与钢共同组成。同时发现, 中间层存在部分未熔, 接头硬质合金侧存在一条细小裂纹。随着电子束焊接电流的增大, 电子束流对熔池的搅拌作用加剧, 使Fe, C在高温下相互扩散生成脆性相。脆性相处容易形成裂纹源, 并在热应力的作用下形成裂纹。裂纹的存在很大程度上降低了接头强度。
2.2接头组织形貌分析
2.2.1焊缝组织分析
焊缝由Fe, Co, Ni相互间形成稳定的γ固溶体组成。这种组织结构具有较好的塑性, 强度较低, 有一定的韧性。电子束焊接结束后, γ固溶体稳定并不断长大, 在液相中形成一个晶轴, 枝状晶不断扩展, 形成一次树枝晶和二次树枝晶, 晶粒之间的杂质相随着晶粒的长大而被排挤在晶界之间。晶界间的白亮质点可能为熔融的WC颗粒, 如图4。这种塑性好的组织能够较好地缓解快速升温和降温过程中产生的应力, 从而抑制了裂纹的生成。
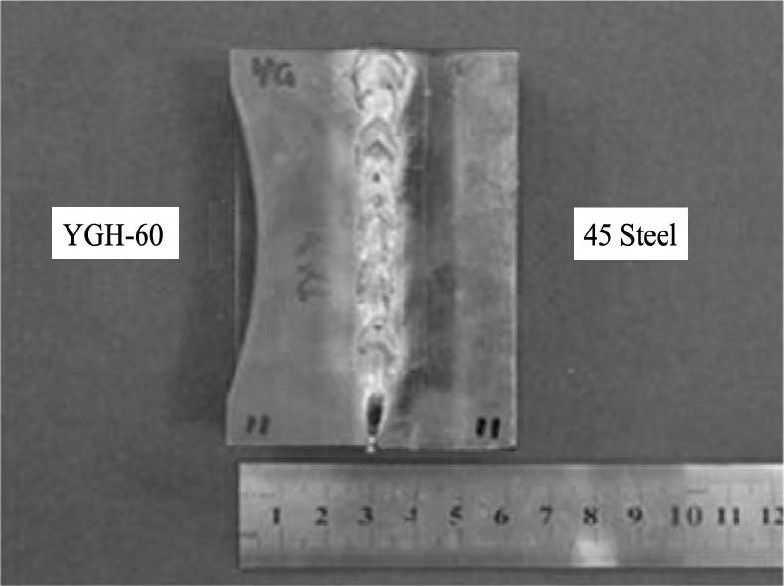
图2 Fe-30%Ni中间层电子束焊接宏观照片Fig.2Macrophotograph of electron beam welding in middle layer of Fe-30%Ni
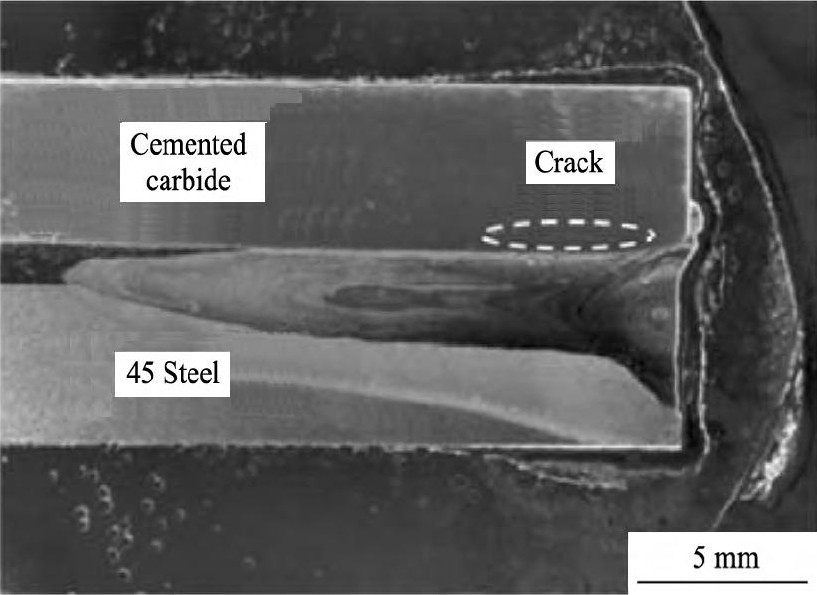
图3 含Fe-30%Ni中间层接头截面形貌Fig.3 Joint cross section in middle layer of Fe-30%Ni
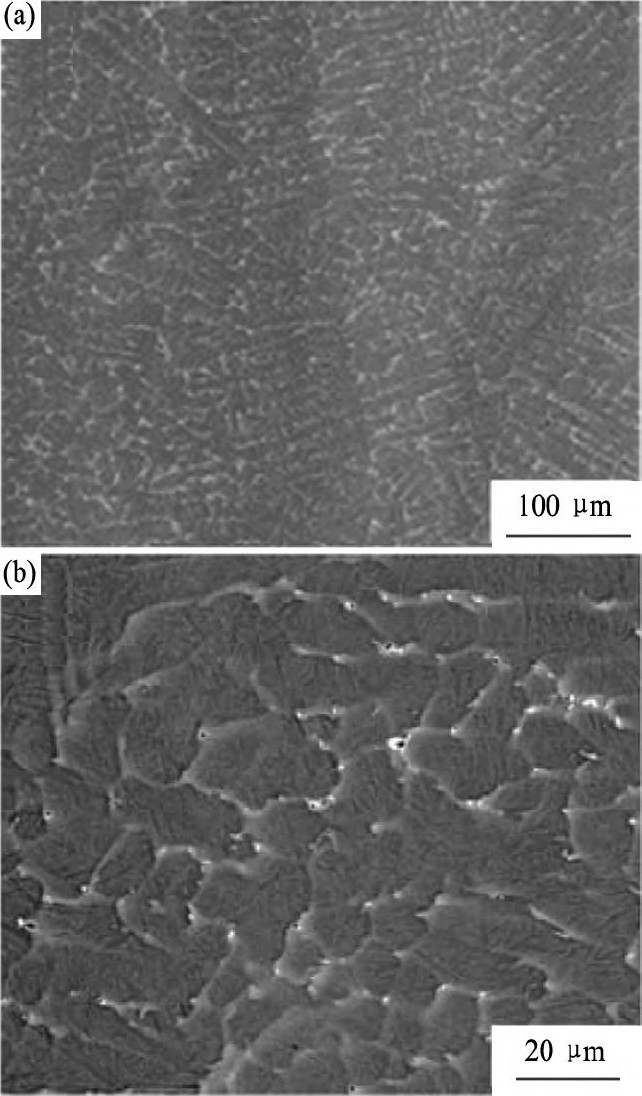
图4 焊缝部位微观组织Fig.4 Microstructure of weld seam
(a) Low magnification; (b) High magnification
2.2.2钢/中间层界面组织分析
图5可见, 钢/中间层界面熔合良好, 未发现明显缺陷。中间层侧组织成分单一, 晶粒度均匀, 为典型的铸造组织。在较快的冷却速度下 (大于临界冷却速度) , 钢一侧形成大量的细小针状的淬火马氏体, 塑性较好的含Ni, Fe中间层能与钢有着较好的相溶性, 从而保证了钢与中间层的可靠连接。
2.2.3中间层/硬质合金界面组织分析
图6为扫描电镜观察到的硬质合金/中间层界面微观组织, 可以看出中间层和硬质合金界面出现一条宽度约5μm白色带沿熔合线分布, 而且在白色WC颗粒周围生成一种新相。表5为该区域各相的成分组成。根据表5结合相关相图分析可以得到以下结论:
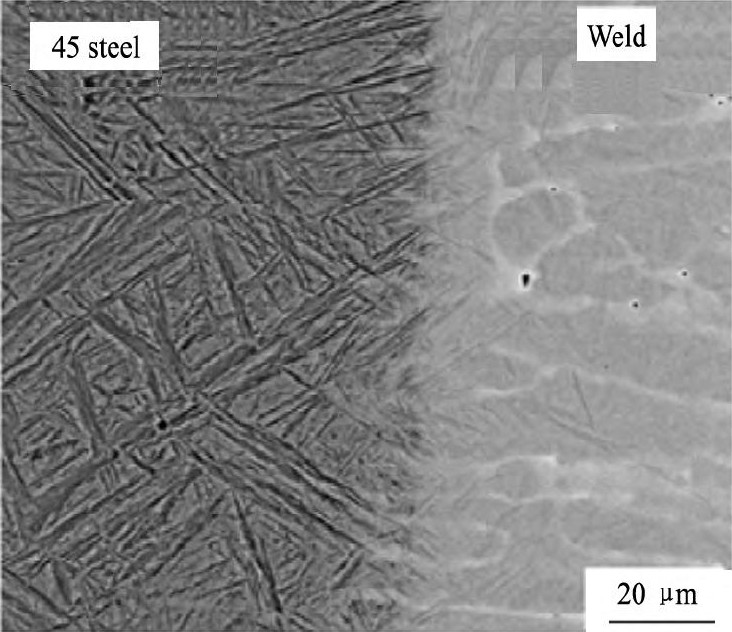
图5 钢/中间层界面显微组织Fig.5 Microstructure between steel/interlayer
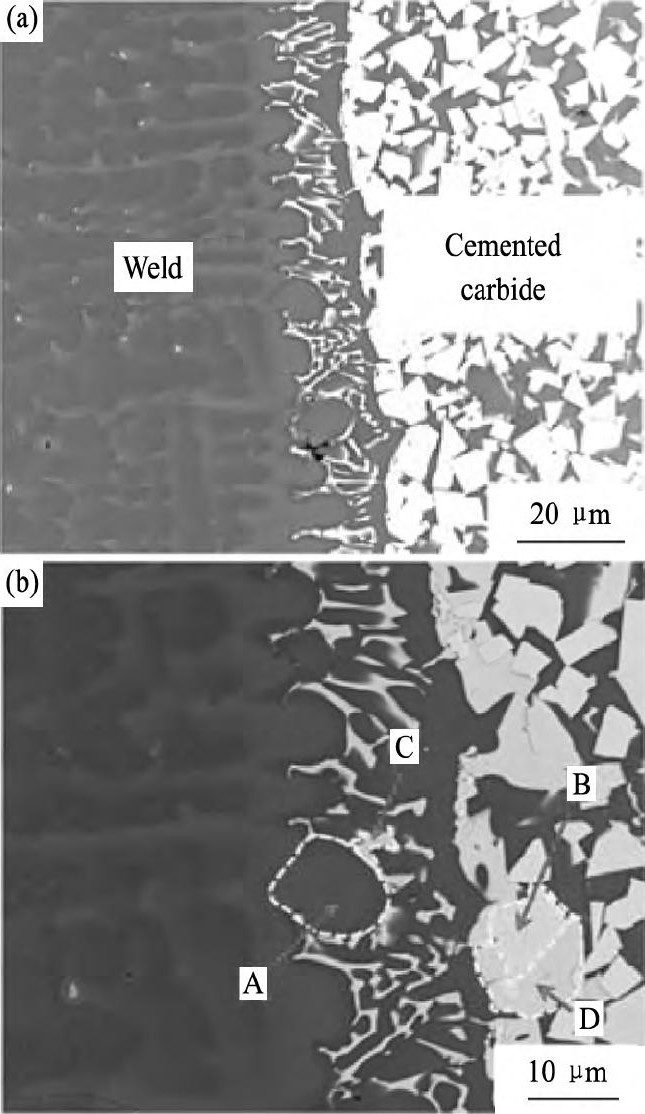
图6 中间层/硬质合金界面微观组织Fig.6 Microstructure of interlayer and cemented carbide (a) Low magnification; (b) High magnification
图6中白色的B区为WC颗粒;靠近硬质合金/中间层界面的灰黑色物质 (A区) , 即图6中所示的胞状晶, 为Fe, Co, Ni相互之间形成的固溶体;C区呈鱼骨状, 该区W含量较高, 所以呈白色, 由铁镍、镍钨、铁钨几种固溶体相组成。D区Fe, W原子分数比约1∶2, 为Fe2W4C, 沿WC颗粒边界生成, 是一种脆性相。该脆性相塑性较差, 在较小应力下就会在硬质合金/中间层界面处产生微小裂纹, 形成裂纹源, 并逐渐扩展沿脆性相带开裂, 这会大大降低接头的抗拉强度, 使硬质合金/中间层界面成为接头的薄弱环节。
2.3接头显微硬度分析
沿接头横截面水平方向进行显微硬度测量。图7可以看出, 焊缝处的硬度只有HV 150左右, 远远低于45钢母材的硬度, 随着中间层的加入, 使得焊缝的硬度明显降低。经分析, Ni元素的加入使焊缝的组织变成以镍基固溶体为主。一方面Ni的高温塑性较高, 可以降低硬质合金和钢的线膨胀系数和导热系数不同所导致的热应力;另一方面可以阻隔两侧母材元素的扩散, 抑制了脆性化合物的生成, 一定程度上缓解热应力。
表5 各相化学成分Table 5 Chemical composition of each phase (%, atom fraction) 下载原图
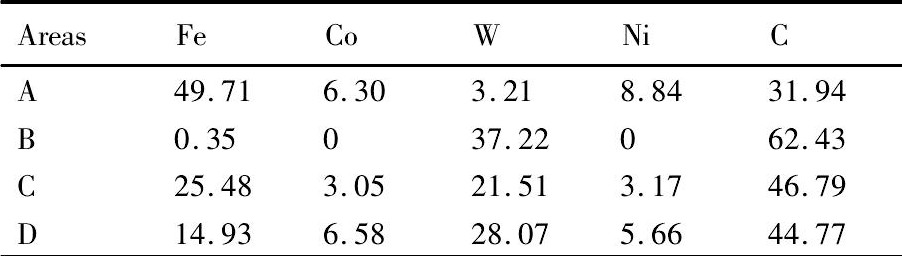
表5 各相化学成分Table 5 Chemical composition of each phase (%, atom fraction)
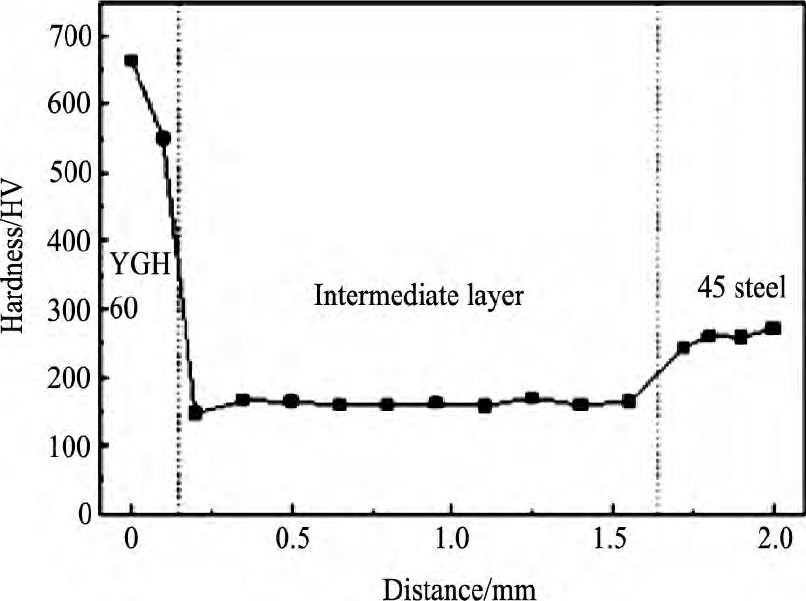
图7 YGH-60硬质合金/45钢电子束焊接接头硬度Fig.7 Joint hardness of YGH-60/45 steel
2.4接头的抗拉强度及断口分析
选用同一试件同一位置取三片等厚薄片做拉伸试验。结果如图8, 最高拉伸强度为93 MPa, 平均拉伸强度为66 MPa。由于试件厚度较大, 部分中间层未熔化, 而且硬质合金侧处于熔钎焊状态, 焊接时间短, 而且有脆性相生成, 所以接头强度不高。
拉伸试验后观察断口可以发现, 断裂发生于硬质合金与中间层界面处。硬质合金熔点高, 而且Ni的导热系数高, 热量不能集中于硬质合金界面从而导致硬质合金熔化量较少, 硬质合金/中间层界面反应层厚度不足10μm, 而且生成含W量较高的白色脆性相带, 降低了接头的力学性能, 所以硬质合金/中间层界面成为了硬质合金与钢电子束焊接接头的薄弱环节。
由图9的接头断口形貌可以发现断裂处存在着许多片状的断口, 断口光亮, 解理面小, 且周围有较多的撕裂棱, 因此判定其为准解理断裂, 该断口为一种脆性穿晶断口。界面处的脆性断裂说明中间层与硬质合金的熔合较差, 没有互相渗透扩散的过程, 并且在界面生成了脆性相, 降低了接头塑性, 在微小应力下形成初生微裂纹源并引起裂纹扩展最终开裂, 接头强度较低。
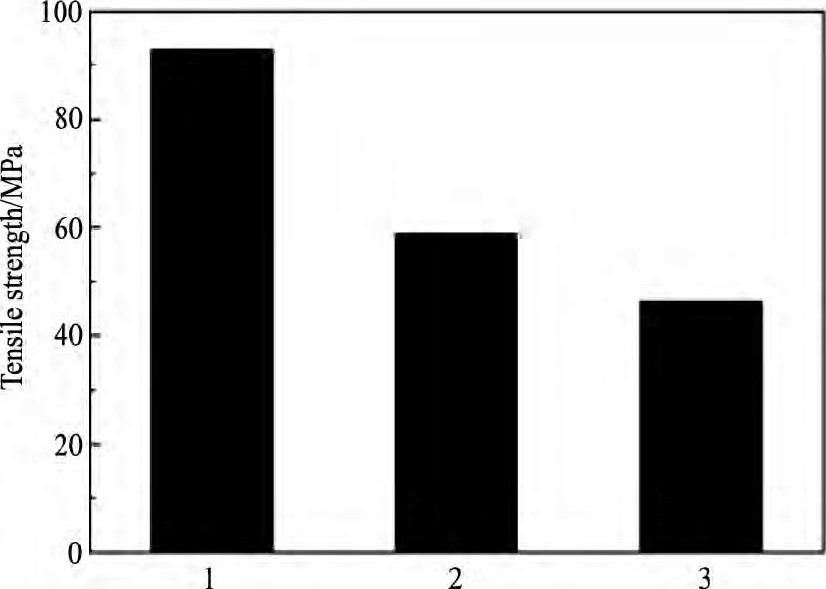
图8 电子束焊接接头抗拉强度Fig.8 Tensile strength of electron beam weld join
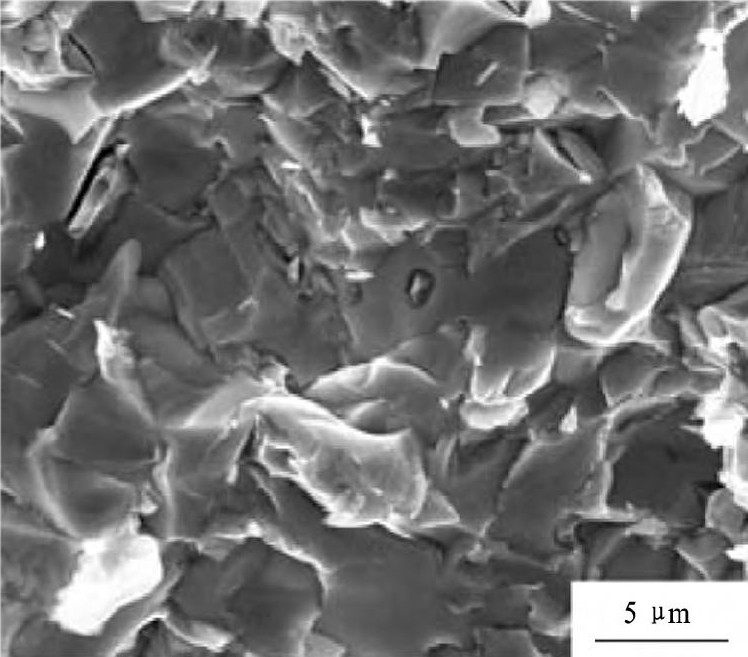
图9 扫描电镜下断口形貌Fig.9 SEM image of fracture morphology
3结论
1.YGH-60硬质合金与45钢的电子束焊接性很差, 直接对焊易出现裂纹, 接头强度很低, 加入含Ni中间层可以提高抗裂性, 抑制脆性相形成。
2.采用Fe-30%Ni中间层后, 在高温环境下与较多的Fe与WC元素生成Fe2W4C脆性相, 存在于WC表面, 在硬质合金/中间层界面处存在带状固溶体混合物, 其硬度高, 脆性大。
3.拉伸实验结果表明:拉伸强度不高, 最高拉伸强度为93 MPa, 平均拉伸强度为66 MPa。断裂发生于硬质合金与中间层界面处, 接头断裂形式为准解理断裂。
4.Fe-30%Ni中间层中Fe元素含量过高, 削弱了中间层的优化作用, 后期实验可考虑提高Ni元素含量, 从而改善接头组织和性能。
参考文献
[1] Guo Z X, Xiong J, Yang M, Chen J Z, Xiong S J, Yang T E.The connection method between cemented carbide and steel without active interlayer[P].Chinese Patent:CN101829781A, 2010. (郭智兴, 熊计, 杨梅, 陈建中, 熊素建, 杨天恩.无活性中间层的硬质合金与钢的连接方法[P].中国专利:CN101829781A, 2010.)
[2] Wu C H, Nie H B, Xiao M D.Development on preparation technology of ultrafine-grained cemented carbides and their raw materials in China[J].China Materials, 2012, 31 (4) :39. (吴冲浒, 聂洪波, 肖满斗.中国超细晶硬质合金及原料制备技术进展[J].中国材料进展, 2012, 31 (4) :39.)
[3] Zhang Y, You X Q, Tian S G, Zhong C S, Ding F.Development of steel bonded carbide[J].Heat Treatment, 2008, 23 (1) :12. (张焱, 尤显卿, 田四光, 钟成山, 丁峰.钢结硬质合金的发展现状[J].热处理, 2008, 23 (1) :12.)
[4] Chu K Y.The latest development and prospect of cemented carbide in China[J].Rare Metals and Cemented Carbides, 2011, 39 (1) :52. (储开宇.我国硬质合金产业的发展现状与展望[J].稀有金属与硬质合金, 2011, 39 (1) :52.)
[5] Zhou J Q, Zhang Z J.Cemented carbide industry status, technological innovation and development direction in China[J].China Tungsten Industry, 2009, 24 (5) :67. (周菊秋, 张忠健.中国硬质合金工业现状、技术创新和发展方向[J].中国钨业, 2009, 24 (5) :67.)
[6] Zhou Y G, Zou F L.The history, current situation and development of chinese cemented carbide industry[J].China Tungsten Industry, 2004, 19 (5) :67. (周永贵, 邹仿棱.中国硬质合金工业的历史、现状与发展[J].中国钨业, 2004, 19 (5) :67.)
[7] Zhang W B, Liu X Z, Chen Z H, Chen D, Peng C.Latest development of WC-Co cemented carbide[J].Chinese Journal of Rare Metals, 2015, 39 (2) :178. (张卫兵, 刘向中, 陈振华, 陈鼎, 彭程.WC-Co硬质合金最新进展[J].稀有金属, 2015, 39 (2) :178.)
[8] Xu T.Development trend analysis of advanced products and new materials of cemented carbide[J].Cemented Carbide, 2011, 28 (6) :395. (徐涛.硬质合金高端产品及新材料发展趋势分析[J].硬质合金, 2011, 28 (6) :395.)
[9] Yang J G, Xiong J.Research status and development trend of rare earth carbide[J].Chinese Rare Earths, 1992, 13 (4) :45. (羊建高, 熊继.稀土硬质合金的研究现状及发展趋势[J].稀土, 1992, 13 (4) :45.)
[10] Huang B S, Huang L P, Li H.Research status and development trend of dissimilar metals welding[J].Materials Review, 2011, 25 (12) :118. (黄本生, 黄龙鹏, 李慧.异种金属焊接研究现状及发展趋势[J].材料导报, 2011, 25 (12) :118.)
[11] Chen G Q, Zhang B G, Wu Z Z, He J, Feng J C.Microstructure and properties of electron beam joints of cemented carbide and steel[J].Transactions of the China Welding Institution, 2013, 34 (6) :9. (陈国庆, 张秉刚, 吴振中, 何俊, 冯吉才.硬质合金与钢电子束焊接接头组织及性能[J].焊接学报, 2013, 34 (6) :9.)
[12] Wang Y Y, Yin G T, Hu X X, Xu P Q.Laser welding weldability of cemented carbide/stainless steel[J].Hot Working Technology, 2017, 46 (5) :200. (王悦悦, 殷国涛, 胡小小, 徐培全.硬质合金/不锈钢激光焊焊接性分析[J].热加工工艺, 2017, 46 (5) :200.)
[13] Chen J, Liu X P, Liang H, Cui T, Fang K.Study on decreasing measures of YG6 cemented carbide and 40Cr steel brazing joint[J].Welding Technology, 2011, 40 (3) :50. (陈健, 刘雪飘, 梁欢, 崔庭, 方楷.YG6硬质合金与40Cr钢钎焊接头减应措施研究[J].焊接技术, 2011, 40 (3) :50.)
[14] Lee W B, Kwon B D, Jung S B.Effects of Cr3C2on the microstructure and mechanical properties of the brazed joints between WC-Co and carbon steel[J].International Journal of Refractory Metals&Hard Materials, 2006, 24 (2) :215.
[15] Li J, Luo J, Luo L M, Yu J, Zhu L.Research progress on brazing of cemented carbides to steels[J].Journal of Materials Science&Engineering, 2009, 27 (6) :955. (郦剑, 罗娟, 罗来马, 俞佳, 朱流.硬质合金与钢基体钎焊技术的研究进展[J].材料科学与工程学报, 2009, 27 (6) :955.)
[16] Wu X S.Active transient liquid phase bonding of YG6X cemented carbide to 45-steel[J].Cemented Carbide, 2011, 28 (2) :103. (吴相省.硬质合金/钢活性液相扩散焊接技术研究[J].硬质合金, 2011, 28 (2) :103.)
[17] Li Z R, Liu B, Fan J X, Feng J C.High frequency induction brazing of YG cemented carbide and low carbon steel[J].Transactions of the China Welding Institution, 2010, 31 (10) :98. (李卓然, 刘兵, 樊建新, 冯吉才.YG硬质合金和低碳钢的高频感应钎焊[J].焊接学报, 2010, 31 (10) :98.)
[18] Xia S Q, He J J, Dou Z P, Wang W, Jia J P.Numerical simulation of transient temperature and stress fields in Zr-4 alloy tube electron beam welding[J].Chinese Journal of Rare Metals, 2016, 40 (7) :660. (夏胜全, 何建军, 窦政平, 王巍, 贾建平.Zr-4合金管电子束焊接瞬态温度场和应力场的数值模拟[J].稀有金属, 2016, 40 (7) :660.)
[19] Feng J C, Wang T, Zhang B G, Chen G Q.Research status analysis of electron beam welding for joining of dissimilar materials[J].Transactions of the China Welding Institution, 2009, 30 (10) :108. (冯吉才, 王廷, 张秉刚, 陈国庆.异种材料真空电子束焊接研究现状分析[J].焊接学报, 2009, 30 (10) :108.)

