
Microstructure, tensile properties and compressive creep resistance of Mg-(5-8.5)%Sn-2%La alloys
ZHANG Xiao-ping(章晓萍), CHEN Yun-gui(陈云贵), XIAO Su-fen(肖素芬),
TANG Yong-bai(唐永柏), NIU Gao(牛 高), WEI Shang-hai(魏尚海), ZHAO Yuan-hua(赵源华)
School of Materials Science and Engineering, Sichuan University, Chengdu 610065, China
Received 12 June 2008; accepted 5 September 2008
Abstract: The microstructure, tensile properties and compressive creep resistance of permanent-mould cast Mg-(5-8.5)%Sn-2%La (mass fraction) alloys were investigated. The results show that Mg-(5-8.5)%Sn-2%La alloys are all composed of α-Mg phase, Mg2Sn and Mg-La-Sn compounds. Compared with those of Mg-5%Sn binary alloy, the grain size and the content of Mg2Sn compound in Mg-5%Sn-2%La alloy are decreased. With the increase of Sn content in Mg-(5-8.5)%Sn-2%La alloys, the content of Mg2Sn compound increases, while that of Mg-Sn-La compound changes little. In addition, the investigation suggests that the thermally stable Mg-Sn-La and Mg2Sn compounds can improve the tensile properties and compressive creep resistance of the alloys.
Key words: Mg-Sn-La alloy; microstructure; tensile properties; compressive creep behavior
1 Introduction
Mg alloys have a great potential for high performance structural applications due to their excellent properties such as low density, high specific strength, and superior damping capacity[1-2]. The worldwide emphasis on the increased fuel efficiency in automobiles has thrust magnesium alloys into the fore as potentially light mass materials for structural applications[3]. This also happened in aeronautical industry applications. However, the lower strength and creep resistance at elevated temperature limit their wide application[4]. One alloy system that shows some promise in elevated temperature applications is the Mg-Sn system. Previous work has shown that Mg-Sn alloy has potentially good properties at ambient and elevated temperatures[5-7]. And the effects of the third element on the Mg-Sn alloy were also studied[8-10]. The Mg2Sn precipitate has a high melting temperature (770 ℃) and alloys based on this system are thought to show some promise for use in applications requiring elevated temperature creep resistance[11]. It has been reported that tin addition can improve the creep resistance of magnesium[7]. Rare earth(RE) elements are important alloying elements for magnesium alloys. They can improve both the room temperature and the elevated temperature properties of magnesium alloys, especially the latter[12]. RE elements also have a grain refinement effect on some magnesium alloys[13]. So with the addition of tin and La in magnesium, there will be possible cumulative effects on the magnesium at ambient and elevated temperatures. The effect of La on Mg-Sn alloy has not been studied before. Therefore, in this work the effects of tin addition on the microstructure and mechanical properties of a permanent-mould cast Mg-Sn-La alloy were investigated.
2 Experimental
Four alloys were prepared and the compositions are summarized in Table 1. The alloys were respectively prepared from high purity Mg (99.95%), Sn (99.98%), and a Mg-20.8La (mass fraction, %) master alloy. The alloys were melted in mild steel crucibles under the protection of a RJ-2 flux. Mg-La master alloy was introduced at 770 ℃. The melt was stirred to assist the dissolution of the master alloy. It was then held at 750 ℃ for about 30 min, and finally cast into an iron mould which was preheated up to 300 ℃. The cavity dimensions of the iron mould were 20 mm×100 mm×140 mm.
Table 1 Nominal chemical compositions of alloys (mass fraction, %)
The metallographic specimens were sliced from the same place of each casting. They were polished and etched with a solution of 4% (volume fraction) nitric acid and ethyl alcohol. The digital optical phase conjugation (OLYMPUS-BH-2) was used for the optical images of the four alloys. The overall phase structures in each of the four test alloys were analyzed using X-ray diffraction (D/Max 2rA) with Cu Kα radiation. The intermetallic phases were identified by scanning electron microscope (SEM) observations and energy dispersion spectrum (EDS) (JEOL JSM-5910LV) analysis.
The tensile tests were conducted at room tempera- ture (20 ℃) on an electro-universal testing machine (Instron5569) with a crossheads speed of 2 mm/min. The specimens were cut into slices with an electrical discharge wire-cutting at the middle of each sample. The gauge dimensions of each specimen were 70.0 mm×3.5 mm×2.0 mm. The compressive creep test were carried out on a self-made tester at (200±1) ℃ with load of 350 N, which contained a constant load system, a temperature controller and an experiment data collector. Six samples of each alloy were employed to obtain a set of mechanical data. The creep specimens were cut by electric spark machining from the bottom of the ingots with a size of 10 mm×10 mm×15 mm. And oil was used as protected medium during the creep test, which was kept for 10 min when the temperature reached the setting point before loading.
3 Results
3.1 Microstructure
Fig.1 shows the optical metallographic microstructures of the four as-cast alloys. It can be seen from Fig.1 that the alloys exhibit a typical dendritic structure. The morphology of the intermetallic phases varies with Sn addition. The small granular phases and rod-like phases are found in Mg-5%Sn-2%La alloy (Fig.1(a)). Both of them appear in the grain and interdendritic boundaries simultaneously. There are less
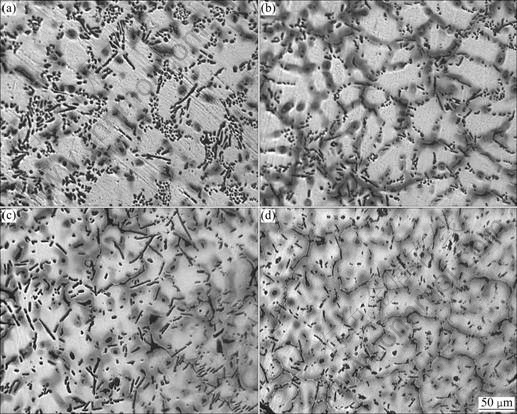
Fig.1 Optical metallographic microstructures of as-cast Mg-x%Sn-2%La alloys: (a) Mg-5%Sn-2%La; (b) Mg-6.5%Sn-2%La; (c) Mg-7.5%Sn-2%La; (d) Mg-8.5%Sn-2%La
granular phases and more rod-like phases in Mg-6.5%Sn-2%La alloy; there are mainly rod-like phases in Mg-7.5%Sn-2%La; and there are also some granular phases although they are little. Many rod-like phases appear in Mg-8.5%Sn-2%La alloy, but most of them are coarser than before. The average primary grain sizes of the four alloys are listed in Table 2. It is reported by LIU et al[8] that the average grain size of Mg-5%Sn alloy was (255±3) μm. With the addition of 2%La in Mg-5Sn alloy, the grain size of the alloy is refined, and the average grain size of Mg-6.5%Sn-2%La decreases. But the grain sizes of Mg-7.5%Sn-2%La and Mg-8.5%Sn-2%La change a little with the Sn addition.
Table 2 Average primary grain size of four alloys
Further SEM observations of the four alloys are shown in Figs.2 and 3. And the corresponding EDS analytic results are shown in Table 3. It was reported by LIU et al[8] that the Mg-5%Sn alloy was composed of the primary α-Mg matrix and the second eutectic phase of (α-Mg+Mg2Sn) by means of SEM and EDS. The lamellar shape phase is the eutectic phase of (α-Mg+ Mg2Sn). Besides the lamellar phase, there are other four phases of small granular shape, short rod-like shape, rod-like shape, and massive shape which are shown in Fig.3. Table 2 shows that the mole ratios of Sn to La of the four phases are about 1.01?1, 1.69?1, 2?1 and 1.58?1, respectively. The mole ratios of Sn to La in Figs.3(a), (b) and (c) increase with the addition of Sn amount. The phase in Fig.3(d) has the largest Sn and La amount, and the aspect ratio of it is the smallest. The lengths of the four phases are also measured by ImageTool. It can also be found that the amount of Sn solution in α-Mg matrix increases with the increase of Sn addition.
Fig.4 shows the XRD patterns obtained from the as-cast Mg-5%Sn alloy and the as-cast Mg-(5%-8.5%) Sn-2%La alloys. It can be seen that the Mg-5%Sn alloy is primarily composed of α-Mg and Mg2Sn phases. After adding lanthanum in Mg-5%Sn alloy, the diffraction peak intensity for the Mg2Sn phase decreases sharply. Simultaneously, new diffraction peaks are observed between 20? and 50?. But these new diffraction peaks could not be identified by the XRD database at present. With the increase of Sn, the content of Mg2Sn increases. Compared with Mg-5%Sn-2%La, the new diffraction peaks appear with the tin content. There are four series of diffraction peaks demonstrated in ①, ②, ③ and ④. Sign
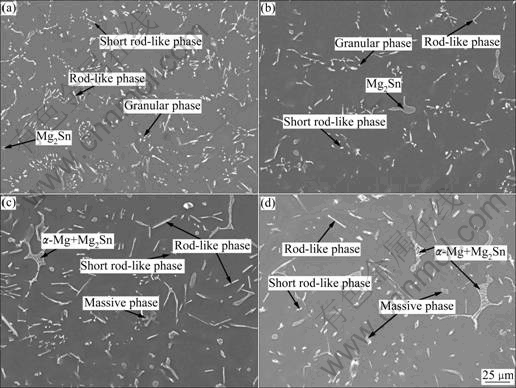
Fig.2 SEM images of as-cast Mg-x%Sn-2%La alloys: (a) Mg-5%Sn-2%La; (b) Mg-6.5%Sn-2%La; (c) Mg-7.5%Sn-2%La; (d) Mg- 8.5%Sn-2%La
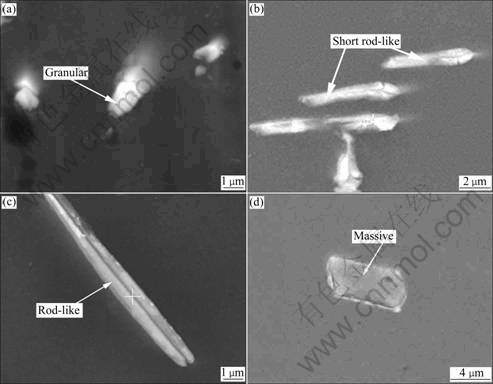
Fig.3 Four shapes of rare earth phases in as-cast Mg-x%Sn-2%La alloys
Table 3 Mole ratio of Sn to La and length of four morphological phases

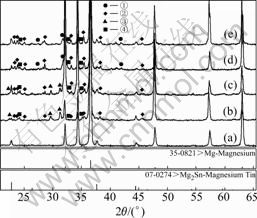
Fig.4 XRD patterns of as-cast Mg-x%Sn-2%La alloys and Mg-5%Sn alloy: (a) Mg-5%Sn; (b) Mg-5%Sn-2%La; (c) Mg- 6.5%Sn-2%La; (d) Mg-7.5%Sn-2%La; (e) Mg-8.5%Sn-2%La
①donates the diffraction peaks appear only when Sn content reaches 7.5%; sign ② donates the intensity for these diffraction perks increases with the Sn addition; sign ③ shows the decreasing of the diffraction peaks intensity when the Sn amount reaches 6.5%, and the diffraction peaks cannot be measured; and sign ④ also demonstrates the decrease of the diffraction peaks intensity with increasing of Sn addition, but the diffraction peaks can be measured when Sn amount reaches 8.5%.
3.2 Tensile properties and compressive creep resistance
The tensile properties of the four as-cast alloys were examined. The results are shown in Fig.5. The tensile test results indicate that the tensile strength and elongation of these alloys increase with increasing Sn addition. The optimum mechanical results are attained in Mg-8.5%Sn-2%La alloy, where the ultimate tensile strength is about 140 MPa and the elongation is 13%.
The compressive creep resistances of the as-cast alloys were also studied. The results are shown in Fig.6, which indicates that the secondary creep rate of the Mg-5%Sn-2%La is much lower than that of Mg-5%Sn. And with the increase of Sn, the secondary creep rate of the alloys decreases. And the trend of the secondary creep rate becomes less with the increase of Sn addition. So the compressive creep resistances of the as-cast alloys increase with the addition of Sn. The Mg-8.5%Sn-2%La alloy has the best compressive creep resistances among the studied as-cast alloys.
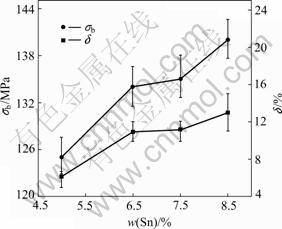
Fig.5 Relationships between mechanical prosperities and Sn content in Mg-x%Sn-2%La alloys
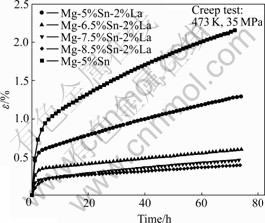
Fig.6 Compressive creep curves of as-cast Mg-x%Sn-2%La alloys
4 Discussion
4.1 Microstructures
The RE demonstrates reactive properties. After adding La into molten Mg-Sn alloy, various types of intermetallic compounds such as binary Mg-La, La-Sn or ternary Mg-Sn-La are likely to form in the melt. In general, the intermetallic compound forming ability between two elements can be estimated by the difference in their electro-negativities. The greater the difference, the stronger the binding force between the two elements, and the more likely the formation of a compound[9]. The electro-negativities of Mg, Sn and La atoms and their differences are listed in Table 4. It is shown that the difference between La and Sn is the largest, followed with Mg and La. During the solidification process, the La atoms concentrate at the solid/liquid interface due to their low solid solubility in α-Mg. This enrichment hinders other solute atoms from diffusing to the solid phase, and hence constitutional supercooling appears in front of the solid/liquid interface[14]. Due to the large electro-negativity difference between La and Sn, it’s easier to combine in the Sn richer condition in the solidification process. It has been reported that the small rod-shaped particle is close to Mg3RE1Sn1[15]. The SEM and EDS analyses show that with the increase of Sn content, the shape of phases containing La changes, from granular, short rod-like, rod-like to massive. The ratios of the first three phases are 1.01?1, 1.69?1 and 1.90?1, respectively. But in the granular phase, the mole ratio of Mg to Sn to La is 18?1?1. The two morphological phases of granular and rod-like shape are found in the Mg-5%Sn-2%La. More granular phases appear in this alloy. And with the increasing amount of Sn addition in the alloy, the eutectic phase of (α-Mg+Mg2Sn) increases. Meanwhile, the morphology of the second phases of these alloys change. The granular phase decreases and rod-like phase increases. With continuously adding Sn content, the comparatively short rod-like phase decreases. A morphological phase of longer and coarser rod-like phase increases. It is shown that the more the Sn amount, the easier the Sn and La combines. So the mole ratio of Sn to La increases with the Sn addition. This corresponds with the difference in their electro-negativity. The massive phase appeared in Mg-7.5%Sn-2%La and Mg-8.5%Sn-2%La alloys have the smallest aspect ratio, and the largest Sn and La content. There are more massive phases in Mg-8.5%Sn-2%La. From SEM images of Fig.3, it is demonstrated that the granular phase does not have fixed shape. The rod-like phase has large aspect ratio. And it looks like two long phases intensively combined together. The center of the phase has a line.
Table 4 Electro-negativity of alloy elements

4.2 Tensile properties and compressive creep resistance
With the addition of La in the Mg-5%Sn alloy, the grain size decreases sharply. The reason is that the rare earth element has great refining ability. Because of the addition of La, the forming cores increase. For this reason, the tensile strength and elongation of the alloy can be improved. But there are large number of granular phases formed on the grain boundary and in the inner grain; which may lead the matrix to split. The tensile strength and the elongation of the alloy are not improved sharply. And the average grain sizes of the latter three alloys do not change with the further increase of Sn content. The morphology of the alloys changes under this condition. Because these alloys have similar grain sizes, the mechanical properties are mainly attributed to second-phase strengthening and solution strengthening. In the investigated alloys, La plays little effect in solution strengthening because it does not have solubility in α-Mg matrix[16]. So the increase of strength and the elongation can be attributed to the dispersion strengthening of rare earth phase and the solubility of Sn in α-Mg matrix. The EDS analysis shows the solubility of Sn in α-Mg matrix is 0.36%, 0.38%, 0.67% and 0.88% (mole fraction), respectively. This demonstrates that the solution of Sn in α-Mg matrix is almost the same in the Mg-5%Sn and Mg-6.5%Sn-2%La. And the strengthening of the alloys can be attributed to the rare earth phase. When increasing the Sn content, more eutectic phases of (α-Mg+Mg2Sn) form. Meanwhile, the number of the granular phase decreases. More short rod-like phases are formed. So the properties of the alloy are improved. In Mg-8.5%Sn-2%La alloy, more Sn can combine with La. It is easier to form the rod-like phase and massive phase. And the rod-like phase in Mg-8.5%Sn-2%La is less than Mg-7.5%Sn-2%La. The adverse splitting effect of the rod-like phase decreases. Finally, it has improved the properties of the alloy.
The intermetallic compounds formed in alloys all have high melting points[16]. The melting points of the rare earth phases LaxSny are all above 747 ℃ besides LaSn3. The melting point of Mg2Sn phase is 771.5 ℃. With 2% addition of La in Mg-5%Sn alloy, the secondary creep rate of Mg-5%Sn-2%La alloy intensively decreases. For the La does not have solubility in α-Mg matrix[16], La element combines with Sn or Mg. A large number of rare earth phases with highly melting point form in Mg-5%Sn-2%La alloy. And the average primary grain size decreases largely. There are also a few Mg2Sn phases formed in alloy. The small grain size, Mg2Sn phase and especially rare earth phase all play important roles in compressive creep resistance behavior. So the secondary creep rate decreases largely. At elevated temperature, the larger size of heat-resistant phase plays a more important role in compressive creep resistance behavior. The rare earth phases become coarser and disperse in Mg-6.5%Sn-2%La alloy. Simultaneously, more Mg2Sn phase forms in this alloy. The average primary grain size continues to decrease. All of these reasons can improve the compressive creep resistance of the alloy. So the secondary creep rate of the alloy decreases intensively compared with that of Mg-5%Sn-2%La alloy. The secondary creep rates of the Mg-7.5%Sn-2%La and Mg-8.5%Sn-2%La alloys decrease slightly with the further addition of Sn. On one side, the rare earth phases become coarser and more dispersive and some of them become longer than before. But the size of the heat-resistant phases increases a little. On the other side, the average primary grain sizes of the alloys change slightly. Though there are more Mg2Sn phases formed with the increase of Sn, the secondary creep rates of the alloys change a little.
5 Conclusions
1) Mg-(5-8.5)%Sn-2%La alloys are all composed of α-Mg phase, Mg2Sn and Mg-La-Sn compounds. Compared with those of Mg-5%Sn binary alloy, the grain size of α-Mg phase and the content of Mg2Sn compound in Mg-5%Sn-2%La alloy decrease. With the increase of Sn in Mg-(5-8.5)%Sn-2%La alloys, the content of Mg2Sn compound increases, while the morphology of Mg-La-Sn compound changes. Four kinds of rare earth phases are formed in the alloys.
2) The thermally stable Mg-La-Sn and Mg2Sn compounds can improve the tensile properties and compressive creep resistance of the alloys. The optimum mechanical results are attained in Mg-8.5%Sn-2%La alloy, where the ultimate tensile strength is about 140 MPa and the elongation is 13%.
3) The secondary creep rate of the Mg-5%Sn-2%La alloy is much lower than that of Mg-5%Sn. And with the increase of Sn, the secondary creep rate of the alloys decreases. The Mg-8.5%Sn-2%La alloy has the best compressive creep resistances among the studied as-cast alloys.
References
[1] MORDIKE B L, EBERT T. Magnesium: Properties―application―potential [J]. Mater Sci Eng A, 2001, 302: 37-45.
[2] BLUM W, ZHANG P, WATZINGER B, GROSSMANN B V, HALDENWANGER H G. Comparative study of creep of the die-cast Mg-alloys AZ91, AS21, AS41, AM60 and AE42 [J]. Mater Sci Eng A, 2001, 319/321: 735-740.
[3] MENDIS C L, BETTLES C J, GIBSON M A, HUTCHINSON C R. An enhanced age hardening response in Mg-Sn based alloys containing Zn [J]. Mater Sci Eng A, 2006, 435/436: 163-171.
[4] BETTLES C J, GIBSON M A. VENKATESAN K. Enhanced age-hardening behavior in Mg-4% micro-alloyed with Ca [J]. Scripta Mater, 2004, 51/53: 193-197.
[5] LIU Hong-mei, CHEN Yun-gui, TANG Yong-bai, WEI Shang-hai, NIU Gao. Tensile and indentation creep behavior of Mg-5%Sn and Mg-5%Sn-2%Di [J]. Mater Sci Eng A, 2007, A464: 124-128.
[6] WEI Shang-hai, CHEN Yun-gui, TANG Yong-bai, LIU Hong-mei, XIAO Su-fen, NIU Gao, ZHANG Xiao-ping, ZHAO Yuan-hua. Compressive creep behavior of as-cast and aging-treated Mg-5wt.%Sn alloy [J]. Mater Sci Eng A, 2008, A492: 20-23.
[7] LIU Hong-mei, CHEN Yun-gui, TANG Yong-bai, WEI Shang-hai, NIU Gao. The microstructure, tensile properties, and creep behavior of as-cast Mg-(1-10)%Sn alloys [J]. J Alloys Compd, 2007, 440: 122-126.
[8] LIU Hong-mei, CHEN Yun-gui, TANG Yong-bai, HUANG De-ming, NIU Gao. The microstructure and mechanical properties of permanent-mould cast Mg-5wt.%Sn-(0-2.6)wt.%Di alloys [J]. Mater Sci Eng A, 2006, A437: 348-355.
[9] SASAKI T T, OH-ISHI K, OHKUBO T, HONO K. Enhanced age hardening response by the addition of Zn in Mg-Sn alloys [J]. Scripta Mater, 2006, 55: 251-254.
[10] RAO K P, PRASAD Y V R K, HORT N, KAINER K U. Hot workability characteristics of cast and homogenized Mg-3Sn-1Ca alloy [J]. J Mater Processing Technology, 2008, 201: 359-363.
[11] BOWLES A L, DIERINGA H, BLAWERT C. Magnesium technology [M]. The Minerals Metals & Materials Society, 307-310.
[12] ZHOU Z. Magnesium alloys [M]. Beijing: Chemical Industry Press, 2004: 30. (in Chinese)
[13] ZHOU Hong-hui, ZENG Xiao-qin, ZHAI Chun-quan, DING Wen-jiang. Effects of Nd on the microstructure of ZA52 alloy [J]. Mater Sci Eng A, 2005, 392: 229-234.
[14] XIAO Wen-long, JIA Shu-sheng, WANG Jian-li. The influence of mischmetal and tin on the microstructure and mechanical properties of Mg-6Zn-5Al-based alloys [J]. Acta Materialia, 2008, A56: 934-941.
[15] LIM H K, SOHN S W, KIM D H, LEE J Y, KIM W T, KIM D H. Effect of addition of Sn on the microstructure and mechanical properties of Mg-MM (misch-metal) alloy [J]. J Alloy Compd, 2008, 454: 515-522.
[16] MASSALSKI T B, OKAMOTO H. Binary alloy phase diagrams [M]. Ohio: ASM International, Materials Park, 1990.
(Edited by CHEN Wei-ping)
Corresponding author: CHEN Yun-gui; Tel: +86-28-85405670; E-mail: ygchen60@yahoo.com.cn

