稀有金属 2006,(02),241-245 DOI:10.13373/j.cnki.cjrm.2006.02.026
电磁脱氧-电磁连铸法生产高性能无氧铜
任忠鸣 雷作胜 李伟轩 钱俏鹂 徐明
上海大学材料学院,上海大学材料学院,上海大学材料学院,上海大学材料学院,上大众鑫科技发展有限公司,上大众鑫科技发展有限公司 上海200072,上海200072,上海200072,上海200072,上海200072,上海200072
摘 要:
提出一种在国内企业现有装备基础上生产高性能无氧铜的电磁脱氧-电磁连铸的方法, 并完成工业试验和批量生产。结果显示, 采用多级电磁搅拌方式, 可实现大尺度、高性能无氧铜材料的非真空、低成本、连续性生产, 并在材料组织和物理、机械性能方面优于目前生产的同类材料。电磁搅拌系统及工艺的优化是实现铜液脱氧的关键。连铸电磁场、结晶器、电磁参数与铸造工艺的匹配和优化, 对铸坯组织、性能、质量有重要影响。
关键词:
无氧铜 ;电磁脱氧 ;电磁搅拌 ;电磁连铸。 ;
中图分类号: TG249.7
收稿日期: 2006-01-05
Novel Technology of EMD-EMC for OFC Processing
Abstract:
A novel technology of electromagnetic deoxidization (EMD) & electromagnetic continuous casting (EMC) for quality oxygen-free copper (OFC) processing was presented and industrial experiments and the production of OFC with this technology were completed. The results it is show that using the reasonable electromagnetic stirring in melting furnace and mould of continuous casting, the billet and/or slab of quality oxygen-free copper can be processed. The production is non-vacuum, continuous and low cost, and the material characteristics, such as the structure and the physical and mechanical properties, is over that of ones made by the traditional production. Also show that in above technology the optimization of electromagnetic stirring is very important for the ability of deoxidization from molten copper in the OFC processing, and to match the parameters, including the electromagnetic field, the mould and the casting technique, is also important for the structure, quality and characters of the billets and/or slabs.
Keyword:
oxygen-free copper; electromagnetic deoxidization; electromagnetic stirring; electromagnetic continuous casting;
Received: 2006-01-05
铜材是国民经济中重要的金属材料, 在信息、 电子、 电力、 汽车、 制冷、 军工等行业中应用广泛。 具有高导热、 高导电、 高致密、 低含气及优良机械性能的无氧铜材料更是真空电子等尖端领域的基本材料。 在铜加工的基本流程中, 决定铜材内在质量和性能的关键阶段为熔铸过程。 对于高性能无氧铜材料, 目前需要在真空条件下熔炼, 这限制了其生产和应用, 同时成材率低, 难以满足相关领域的需求
[1 ,2 ]
。
目前, 我国在原料铜坯的熔炼和连铸上, 基本采用小容量感应炉熔炼和半连铸生产, 铜坯氧含量高, 表面质量差, 内部孔隙率高, 组织多粗大柱状晶, 物理和机械性能较差, 产品档次低, 应在熔炼和连铸技术方面有新的突破
[3 ,4 ]
。
为此, 本文提出高性能无氧铜材料的电磁脱氧-电磁连铸生产技术和工艺, 已完成工业试验和批量生产, 效果明显。
1 电磁脱氧-电磁连铸法的特点和比较优势
电磁脱氧-电磁连铸法生产无氧铜, 一是在铜液的熔炼与凝固过程中施加电磁场作用, 包括在熔炼炉、 中间包和连铸结晶器中对铜液进行连续的电磁搅拌, 使铜液内部形成较强烈的还原性动力学条件, 实现铜液中杂质和气体的快速上浮 (排除) , 提高铜坯的纯净度; 二是利用电磁连铸在铸坯表面形成向内的电磁力, 部分抵消铜液的静压力, 从而降低铸坯初始凝壳与结晶器间的滑动摩擦力, 以及铜坯表层的温度梯度, 达到改善结晶机制, 细化组织, 减少铜坯中柱状晶区厚度, 提高等轴晶率, 减轻或消除铸坯表面振痕与热裂等铸造缺陷, 提高铸坯内部和表面质量的目的。 这里, 电磁脱氧和电磁连铸的联合作用, 使连铸铜坯的致密度大幅提高, 氧和其他气体含量大幅降低, 明显提高铜材的导电、 导热、 塑性性能和强度, 并可望实现连铸铜坯的无缺陷生产
[5 ]
。
本文提出的电磁脱氧方法与传统的铜液脱氧方法的比较见表1。
表1显示, 采用电磁方法进行铜液脱氧, 较其他方法具有技术、 装备、 成本、 操作、 铸坯质量和材料性能、 生产安全性等多方面的优势。 作者的连铸试验结果显示, 用上述电磁技术生产无氧铜铸坯, 密度8.94~8.95 g・cm-3 , 铜含量99.97%~99.99%, 氧含量3~10×10-6 , 其他化学成分符合TU0标准; 铸坯的力学性能与经过热挤压的初加工材相当, 硬态加工材的相对导电率高于100%。 同时, 在国内企业现有熔炼和连铸设备条件下, 采用电磁脱氧-电磁连铸法进行无氧铜批量生产的结果显示, 该技术对原料电解铜无需进行切边、 洗面的处理, 提高了材料的利用率和收得率, 且所生产的
表1 铜液的脱氧方法比较Table 1 List of deoxidization of molten copper
项目
化学脱氧法
真空脱氧法
电磁脱氧法
原理
化学脱氧: 金属熔炼时加入化学脱氧剂 (磷等) , 利用其化学活性高于金属的特点, 将熔融金属中的氧原子置换出来, 以此降低金属中氧含量
物理脱氧: 金属熔炼在真空中进行, 通过降低熔炼炉中气体分压, 使金属中的气体原子溢出, 导致其氧含量降低 (无须使用还原剂)
物理-化学脱氧: 外加电磁场改善金属熔炼时脱氧动力学条件, 促使熔融金属中的氧原子与还原剂 (碳) 结合并快速溢出, 达到降低金属氧含量效果
成本
低
高
低
设备
不需要投资新设备
设备投资大
不需要新投资设备
能力
脱氧能力低, [O]=20~60×10-6
脱氧能力高, [O]≤5×10-6
脱氧能力中, [O]= (5~10) ×10-6
污染
对金属会有污染
对金属无污染
对金属无污染
生产
连续性大规模生产
小规模生产
连续性大规模生产
操作
易
难
易
性能
材料性能降低
材料性能不变
材料性能提高
安全
安全性高
安全性较低
安全性高
TU0或TU1无氧铜, 在物理、 化学、 力学性能等方面均可满足电真空器件等领域的国际标准和使用要求。
2 铜液电磁脱氧技术分析
铜液电磁脱氧依靠对其熔炼过程所进行的连续电磁搅拌, 通过改善其脱氧的动力学条件而实现。 因此, 电磁搅拌的电磁场和铜液流场的优化设计十分重要。 本文通过ANSYS等商业软件进行上述分析。
铜液电磁脱氧的电磁流体力学模型的基本假定为: 铜液为不可压缩稳态流动; 铜液流场对外部磁场的影响 (反作用) 被忽略; 氧原子触及还原剂界面即发生脱氧反应, 形成气体溢出, 在界面无积累; 传质是脱氧过程的控制性环节。
由此, 可建立k -ε 湍流模型基础上的铜液电磁脱氧的电磁流体力学模型
[6 ]
。
? × → E = - 2 π i f → E (法拉第定律) (1)
? × → E = μ J (安培定律) (2)
? ? → B = 0 (磁场连续定律) (3)
→ J = σ → E (欧姆定律) (4)
? ? → J = 0 (电流连续定律) (5)
→ F = → J × → B + σ → U × → B × → B + → F g (流体内力方程) (6)
? ? → U = 0 (流体连续方程) (7)
ρ ( → U ? ? ) → U = - ? p + ? ( μ e f f ? ? → U ) + → F (流体动力方程) (8)
? ? ( ρ k → U - μ e f f σ ε ? k ) = ( G - ρ ε ) (湍流动能方程) (9)
? ? ( ρ ε → U - μ e f f σ ε ? ε ) = ( C 1 G ε - C 2 ρ ε 2 ) / Κ (湍流耗散方程) (10)
式中, f 为交变磁场频率, σ 为铜液电导率, ρ 为铜液密度, k 为湍流动能, ε 为湍流耗散率, μ eff 为铜液表观动力粘度系数; 其余常数C 1 , C 2 , σ k 和σ ε
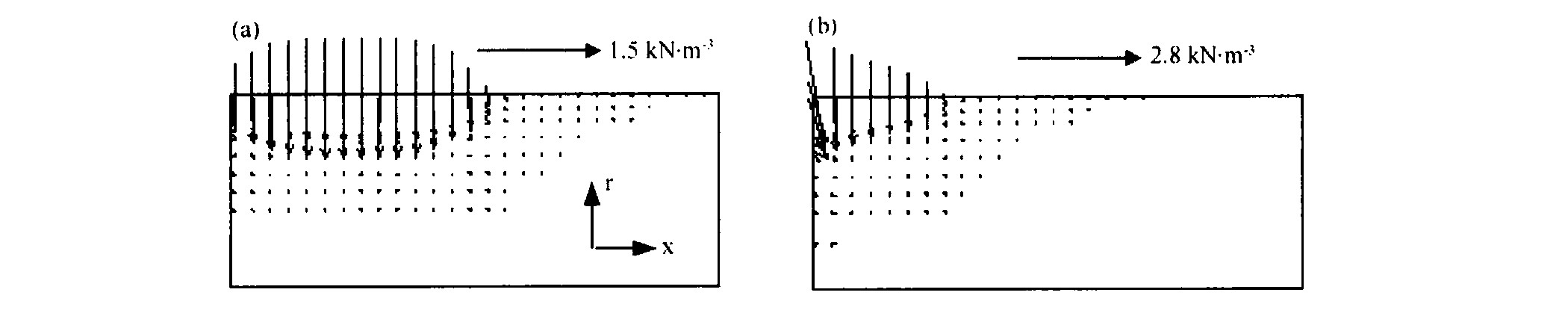
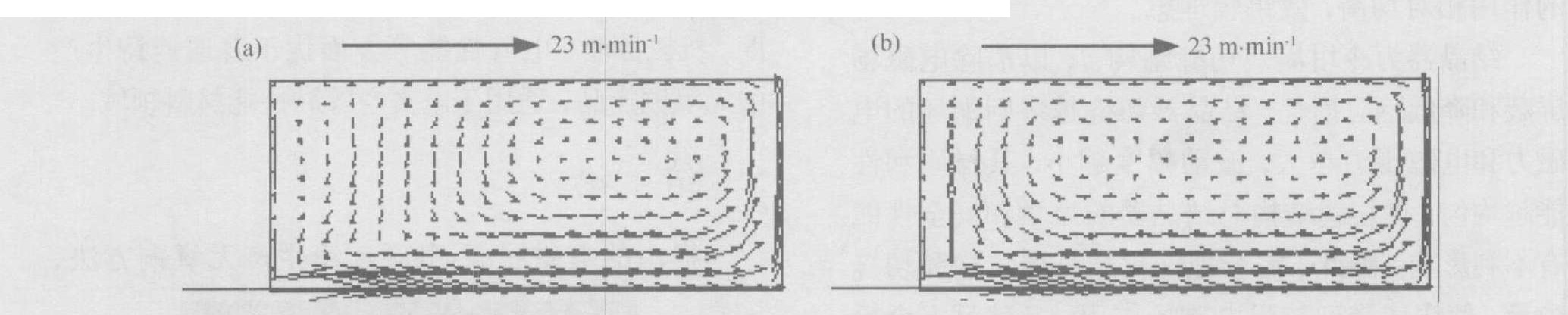
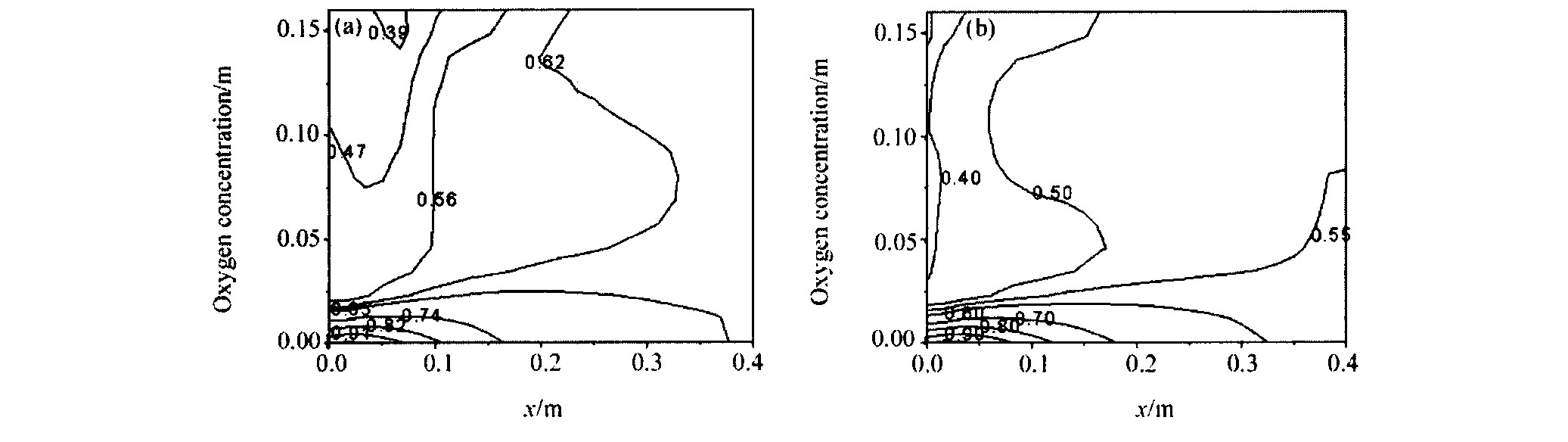
根据上述模型和1000 A匝数的电磁搅拌条件, 本文计算得到连铸中间包内铜液的电磁力、 流速和氧含量分布, 见图1~3。 从计算结果和实验现象看, 在电磁搅拌中, 铜液中感应电磁力随搅拌电流上升而增大, 同时传质加快, 脱氧率增加。 但这种关系并不是线性的, 随搅拌电流增加, 其热效应成平方级增大, 但电磁力增幅则下降。 搅拌系统的优化设计和合理布局可使铜液的热损耗小, 感应电磁力大, 流速适中 (脱氧效果好, 对周边耐材冲刷弱) 。 铜液流场受电磁场影响较大因素是电磁力的旋度, 对不同尺度的炉体、 中间包和结晶器, 应选择不同频率的搅拌电流, 使其有足够的渗透深度, 并利用其集肤效应强化电磁力分布的不均匀性, 从而增强搅拌对流传质, 以获得较好的脱氧效果。
3 铜坯电磁连铸技术分析
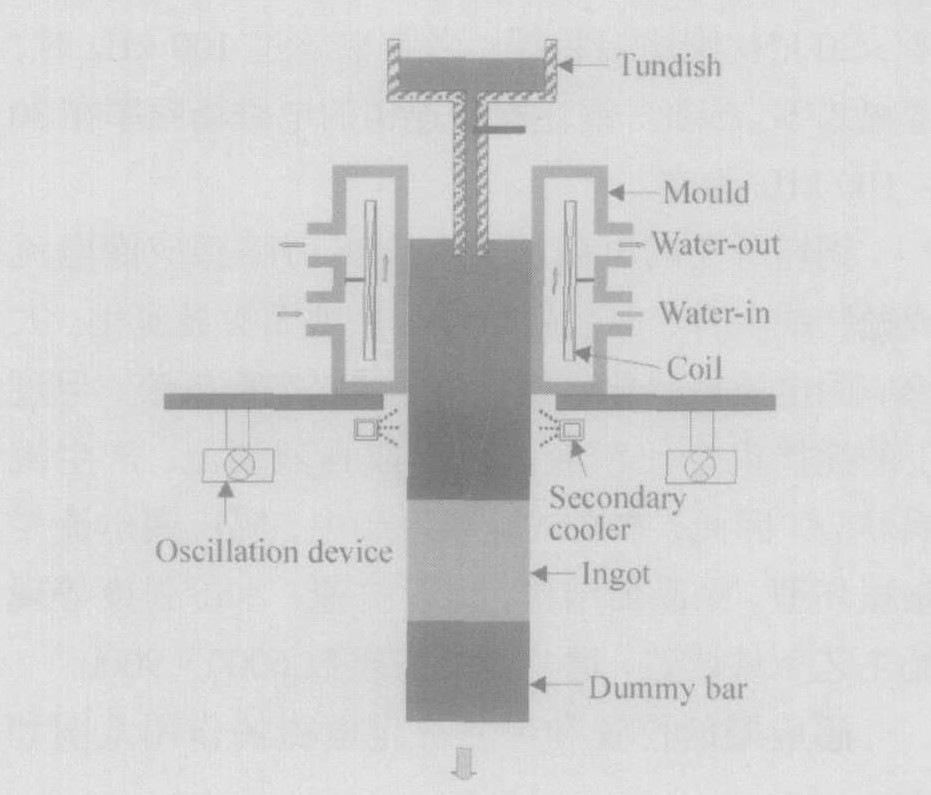
铜坯电磁连铸的原理如图4所示。 在电磁连铸中, 电源频率和电流强度, 感应圈位置及尺寸, 铸坯金属的高温电、 磁、 流、 热等物理特性, 电磁结晶器的构造及其导磁方式等, 都是实现铸坯质量改善的关键因素, 其最终决定了铸坯振痕、 热裂的趋势, 以及铸坯内部的组织特征和成分的均匀性。
因此, 本文利用前述电磁流体力学模型和数值模拟方法, 结合试验和生产现场的实测, 进行电磁场和结晶器的优化设计, 得出合理的工艺参数。
电磁场频率决定电磁场的渗透深度。 高频电磁场易形成铜坯与结晶器间软接触状态, 降低初始凝壳与结晶器的摩擦力, 减轻表面振痕; 低频电磁场渗入铸坯液芯, 形成电磁搅拌。 本文数值模拟显示, 铜坯表面的电磁压力和电磁力随电磁场频率升高而增大。 在频率≤30 kHz 时, 增幅较大; 频率>30 kHz 则增幅趋缓; 当频率超过100 kHz 时, 增幅趋零。 因此, 铜坯电磁连铸的电磁场频率在30~100 kHz 为宜。
铜坯所受的电磁压力和电磁力随感应圈电流成抛物线上升, 但在分布形态上则无明显变化。 大感应圈电流可强化电磁搅拌, 减轻表面振痕, 但过度的搅拌也会使铜液表面形成强烈湍流, 产生漩涡卷渣。 因此, 本文试验和生产中, 感应圈电流要根据坯型、 结晶器结构, 以及拉速、 水冷强度等现场工艺条件调整, 通常满足安匝数6000~9000。
感应圈的位置和尺寸决定电磁场作用范围和
图1 电磁力场 (a) 第一种搅拌方式; (b) 第二种搅拌方式 Fig.1 Electromagnetic force field
图2 铜液的流场 (a) 第一种搅拌方式; (b) 第二种搅拌方式 Fig.2 Fluid field of molten copper
图3 铜液中氧浓度场 (a) 第一种搅拌方式; (b) 第二种搅拌方式 Fig.3 Oxygen concentration in molten copper
图4 铜坯电磁连铸技术原理 Fig.4 Electromagnetic continuous casting (EMC)
漏磁强度。 计算和实测显示, 当感应圈位置相对与铜液熔池过高或过低时, 会分别出现熔池表面搅拌过度, 产生漩涡导致卷渣; 以及凝固前沿搅拌不足的现象。 当感应圈与铜坯弯月面平齐时, 电磁场对弯月面、 熔池、 凝固前沿和铜坯初始凝壳等区域的作用相对均衡, 效果较理想。
结晶器为冷坩埚式切缝结构
[7 ]
, 以消除电磁场屏蔽和降低感应损耗。 结晶器切缝越多则铜坯的电磁力和电磁压力越大, 波动幅度越小, 其材质和性能越均匀, 但切缝结构对结晶器的力学和安全性能有不利影响。 因此, 需合理优化结晶器结构和切缝数量, 使铜坯受到较强电磁场作用, 又满足安全操作和生产的要求
[8 ]
。 计算和实测显示, 铜坯表面磁流密度、 电磁力和电磁压力与切缝数成 (B, F, Pm (1/3~1/2) 的近似关系, 在切缝数n≤16时增幅大, 以后增幅渐缓。 综合考虑切缝结构对透磁和安全两方面的影响, 切缝数n=12~20为宜
[9 ]
。
4 生产实例及结果分析
实例为某月生产统计, 当月生产无氧铜坯96 t 。 生产原料为智利电解铜, 熔炼用敞开式750 kg 有芯感应炉, 连铸用立式半连续铸机。 铜坯Ф 160~180 mm , 结晶器振频0~5 Hz , 拉速100~150 mm ・min -1 。 生产过程设备运行完好, 工艺操作稳定, 无氧铜坯无铸造缺陷。
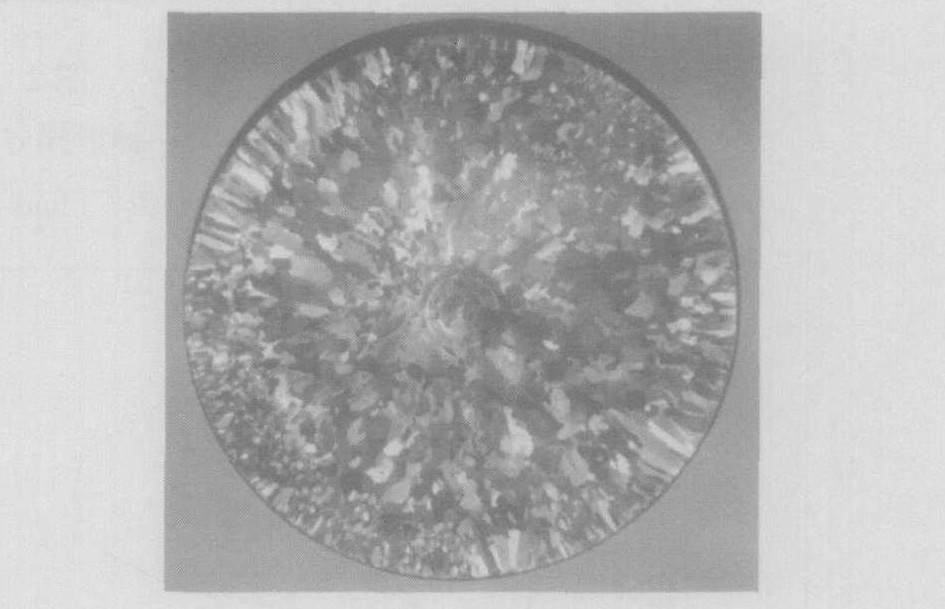
凝固测温采用铠装镍铬镍硅热电偶, 成分检测分别采用化学分析法 (对铜含量) 、 等离子发射光谱 (对其他非氧元素含量) 和氮氧分析仪 (对氧含量) , 机械性能检测采用常规拉伸试验机。 全部铜坯进行成分检测, 结果显示, [Cu ]≥99.97%, [O ]= (3~10) ×10-6 , 其余成分满足TU 0或TU 1标准 (其中达到TU 0标准的铜坯56 t , 占生产总量69%) 。 另按15%比率, 对铜坯结晶组织、 理化和机械性能进行抽检, 结果显示, 等轴晶率≥85% (图5) , 表面无裂纹和振痕, 光洁度接近普通铜坯热挤压后的表面, 机械性能基本达到热挤压管棒材 (坯) 的水平: 屈服强度51 MPa , 抗拉强度155 MPa , 延展率45%, 颈缩率70% (平均值) 。
上述无氧铜坯制成微波磁控管 (电真空) 用高精度铜管, 经日本松下电器公司检测, 其在1000 ℃高温、 真空条件下的排气量仅为普通无氧铜同类产品的40% (表2) , 且组织较后者明显细化, 同时电磁连铸无氧铜材料的晶粒组织在热处理后无明显长大, 硬态加工组织的相对电导率达到101%。 该产品已通过日本松下电器公司的质量认证。
因此, 本文方法生产的高性能无氧铜材料, 在化学成分、 结晶组织、 气体含量、 均匀性和表面光洁度、 机械性能、 电气性能等方面优于普通连铸生产的无氧铜产品, 适用于电真空等高性能材料领域。
5 结 论
提出的电磁脱氧-电磁连铸生产无氧铜方法,
图5 电磁连铸无氧铜的铸态结晶组织 Fig.5 Structure of OFC billet processed by EMC
表2 微波磁控管用无氧铜管真空气体排放量对比结果Table 2 Gas content of OFC cubes (MPa・m3・g-1, 1000 ℃)
样品
全排量
H2
H2 O
CO+N2
O2
CO2
H.C.
电磁连铸
5.6
1.6
1.6
1.0
0.06
1.1
0.3
普通连铸
13.8
3.4
4.5
2.3
0.10
3.7
0.8
可在国内铜加工企业的现有装备条件下, 实现大尺度、 高性能无氧铜材料的非真空、 低成本、 连续性生产, 达到国际上真空电子等领域的使用标准, 并在材料组织和物理、 机械性能方面优于目前生产的同类材料。 该方法中, 多级电磁搅拌方式, 以及搅拌电磁场的优化设计对工艺脱氧能力至关重要。 同时, 电磁连铸中电磁场、 结晶器、 电磁参数及相应铸造工艺的匹配和优化, 对无氧铜坯的组织、 性能、 均匀性和表面质量有重要影响。
进一步提高电磁连铸无氧铜材料的性能, 以及剖析其在真空热处理时的再结晶及其生长的特殊现象与机制, 是研究的方向之一。 电磁脱氧-电磁连铸方法也可推广到生产其他合金 (包括铜、 铝、 镁等) 加工材料, 及其高性能产品, 这对于提升有色金属加工领域的技术水准具有实用意义。
参考文献
[1] 钟卫佳, 肖恩奎.高品质无氧铜的生产[J].铜加工, 2002, (3) :12.
[2] 小出正登 (吕应曾译) .无氧铜为基体铜合金制造及应用[J].铜加工, 2001, (2) :39.
[3] 竹内胜彦 (李名洲译) .铜合金半连续铸造凝固与熔体流动的联合分析[J].铜加工, 2000, (2) :31.
[4] 石飞秀树 (李名洲译) .铜合金半连续铸造的热应力分析[J].铜加工, 2000, (2) :38.
[5] 任忠鸣, 邓康.软接触电磁连铸技术研究与应用[R].鉴定报告 (国科鉴字[1999-04]) .北京:国家自然科学基金委员会, 1999.12.
[6] 张邦文.冶金熔体中夹杂物一般动力学的理论研究及其应用[D].上海大学博士学位论文, 上海:上海大学, 2003.
[7] Deng K.Electromagnetic field calculation and analysis of levitation melting with cold crucible[J].Acta Metall.Sinica, 2000, 13 (2) :702.
[8] Deng K.Calculation and experimental analysis of electromagnetic continuous casting with soft-contacted mould[J].Acta Metall.Sini-ca, 2000, 13 (2) :708.
[9] Deng K.Theoretical and experimental analysis of continuous casting withsoft-contacted mold[J].Trans.Nonferrous Met.Soc.China, 2000, 10 (3) :314.