������ʱ��: 2016-08-23 16:15
ϡ�н��� 2017,41(10),1143-1150 DOI:10.13373/j.cnki.cjrm.xy16050009
ʪ��ұ��Ǧ�������첽����п��Ǧ���������о�
����� �ֺ� ��ӱ�� ���� ����
�����Ƽ���ѧ��Դ�뻷������ѧԺ
������ұ�о�Ժ
ժ Ҫ��
��ͳ��ʪ����п������, ����������λ����������Ǧ����, ����ʪ��ұ���Ĺ����ص�, п�����е�Ǧ���������ᆳ�����ա����������ȫ��������Ǧ�����С�Ǧ�������京�нϸ�Ʒλ��Ǧп��, ���������п�����ɸ���, �мۿ���Ƕ�����Ƚ�ϸ�ұ���ʯ���������п�������ص�, ���淽��������Ч����Ǧ�����е��м۽���, �������Դ���˷ѡ�����ʪ��ұ��ķ����о������Խ���-�Ȼ����������첽�������մ�Ǧ�����н���п��Ǧ��Ӱ������, �������:��������Ϊ���Խ�����, Ǧ�����ڽ���ʱ��80 min, ����Ũ��200 g��L-1, ����Ũ��Ϊ200 g��L-1, �����¶�90��������½������Խ�п��, ��������Ȼ���Ϊ�Ȼ�������, �����������Ȼ���Ũ��300 g��L-1, ����ʱ��120 min, ����Ũ��200 g��L-1, ����Ũ��60 g��L-1, �����¶�90������������Ȼ�����Ǧ��, ���տɵõ�β������Ϊ51.84%, β���к�п0.21%, ��Ǧ0.46%, ����38.50 g��t-1, п��Ǧ�����Ľ����ʷֱ�Ϊ92.15%, 94.88%��93.24%��ָ�ꡣ
�ؼ��ʣ�
Ǧ����;�첽����;���Խ���;�Ȼ�����;
��ͼ����ţ� TF812;TF813;TF832
����飺����� (1983-) , ��, ������Ҵ��, ��ʿ�о���, �о�����:������ѡ��ѡ����, E-mail:lgdabcd@163.com;;�ֺ�, ����, �绰:010-62332526, E-mail:Linhai@ces.ustb.edu.cn;
�ո����ڣ�2016-05-08
�������ҿƼ��������о���չ�ƻ���Ŀ (2012AA062402) ����;
Hydrometallurgy Asynchronous Recovery of Zinc, Lead and Silver from Pb-Ag Residue
Li Guodong Lin Hai Dong Yingbo Wang Xin Zhang Yue
School of Energy and Environmental Engineering, University of Science and Technology Beijing
Northwest Research Institute of Mining and Metallurgy
Abstract��
In traditional zinc hydrometallurgy process, a large amount of Pb-Ag residue was produced at high temperature acid leaching stage. Due to the characteristics of this process, most of the lead and silver metal in zinc concentrate remained in the Pb-Ag residue after roasting and acid leaching of zinc concentrate. Although Pb-Ag residue contained high grade of lead and silver, giving its complex mineral composition, relatively fine disseminated particle size of valuable minerals and that the valuable minerals encapsulated by gangue minerals and zinc ferrite, the recovery of valuable metals from Pb-Ag residue was difficult by conventional methods. Thus the method of wet metallurgy was adopted for the recovery of valuable metals from Pb-Ag residue. Asynchronous leaching process was studied by using acid-chlorination leaching to recover zinc, lead and silver. Test results showed that the yield rate of 51. 84% for tail residue was obtained with the process as follows. In the acid leaching stage, the conditions were that leaching concentration was 200 g��L-1, initial acid concentration was 200 g��L-1, leaching time was 80 min and temperature was 90 ��; and in the chlorination leaching stage using the filter residue from the acid leaching, the conditions were that sodium chloride concentration was 300 g��L-1, leaching concentration was 200 g��L-1, initial acid concentration was 60 g��L-1, leaching time was 120 min and temperature was 90 ��. Finally, the tail residue contained zinc 0. 21%, lead 0. 46%, silver 38. 50 g��t-1, with the leaching rates of 92. 15%, 94. 88%, 93. 24%, respectively.
Keyword��
Pb-Ag residue; asynchronous leaching; acid leaching; chlorination leaching;
Received�� 2016-05-08
��ͳ��ʪ����п������п������п, ͨ������-ĥ��-���-����-������ջ���п����[1], ��ʪ����п�Ĺ����л��������пұ����, ��Щпұ�����ɷָ������мۿ��ﺬ���ϸ�, �ر��Ǹ��¸���������ڲ�����Ǧ����������ʪ����п���յ��ص�, ��ұ�������н���п�Ƚ��������˻���, �����о��ֵ�Ǧ������������п���м۽�����������Ǧ������δ����, �����Դ�˷�[2,3], ���Ҵ����ĶѴ�����һϵ�еĻ�������[4,5]��
ʪ����п������������������ɫұ�������е�һ������, ����ԭ�ϲ����, ��ֵ�����շ�����ͬ, ������������Ҳ��Ȼ��ͬ[6]��Ŀǰ, �������ۺϻ��յķ�����Ҫ�л�ʪ����������Ҫ��˹���ط�����תҤ�ӷ������̻�¯�ӷ�����[7]��ʪ��������Ҫ�����Խ����ͼ��Խ���, �����Ľ����������ᡢ���ᡢ���ᡢ��ˮ��̼���Ρ����ε�[8,9,10,11]��ͨ���Աȳ����пұ�������շ���, ���ܺġ��ɲ������Ի��ճɱ��ȷ��濼��, ����ʪ��ұ������������ɿ��ķ���֮һ[12,13,14,15]������������ijǦ��ұ�������¸��ỷ�ڲ���Ǧ����Ϊ�о�����, ����������Խ���-�Ȼ��������첽ʪ��ұ���մ�Ǧ�����зֱ����п��Ǧ������, ���ǵ��������̵Ŀɲ����ԡ�����Һ�ĺ����������������ijɱ�, ѡ��������Ϊ���Խ�������п, ���Ȼ��ƺ�������Ϊ�Ȼ�����������Ǧ����
1 ��ʯ����
�������ÿ���ȡ������ijǦпұ����, Ϊʪ����п�����е�Ǧ����, ������ɹ�����öԹ�������������顢ɸ�֡������������Ķ�Ԫ�ط�������1, Ǧ�������2, п�������3, ���������4��
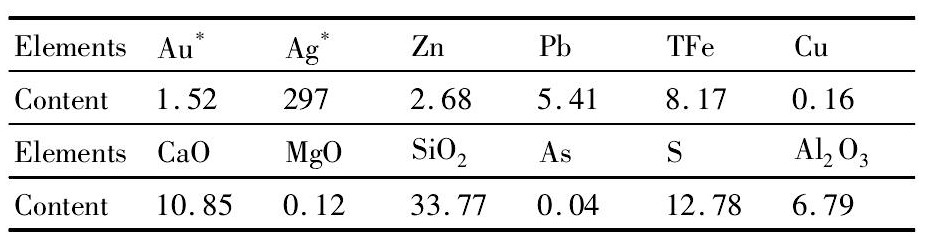
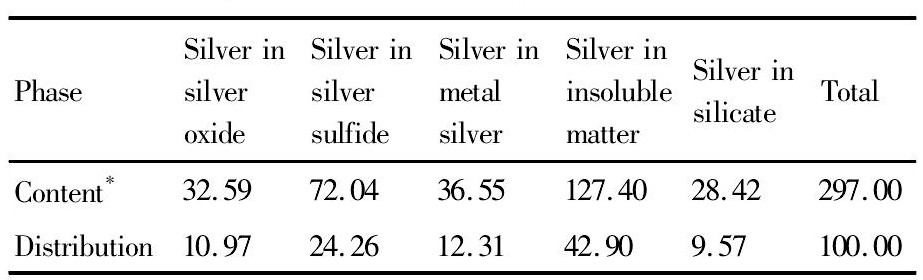
�ӱ�1�Ļ�ѧ����������Կ���, Ǧ�����пɹ����յ��м۽���Ԫ���н�����Ǧ��п�Ƚ�������2~4����������������:п��Ҫ������п����ʽ����, ����ռ54.48%, ����������п����п;Ǧ��Ҫ������Ǧ������ǦΪ��, �����ߴ�80%����, �������������Ǧ��������ʽ�����Ǧ;����Ҫ�����ܰ�����������������������ʽ����, �������������������
��1 Ǧ������Ҫ��ѧ�������Table 1Multi-elementary analysis results of Pb-Ag resi-due (%, mass fraction) ����ԭͼ
*:unit being g��L-1
��1 Ǧ������Ҫ��ѧ�������Table 1Multi-elementary analysis results of Pb-Ag resi-due (%, mass fraction)
��2 Ǧ����������Table 2 Analysis results of lead phase (%, mass fraction) ����ԭͼ
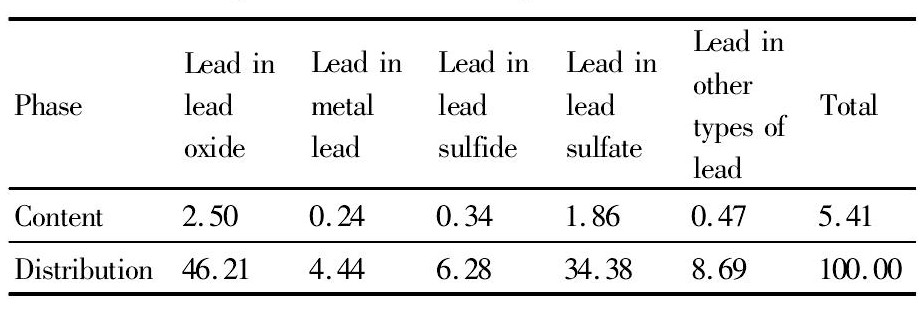
��2 Ǧ����������Table 2 Analysis results of lead phase (%, mass fraction)
��3 п����������Table 3 Analysis results of zinc phase (%, mass fraction) ����ԭͼ
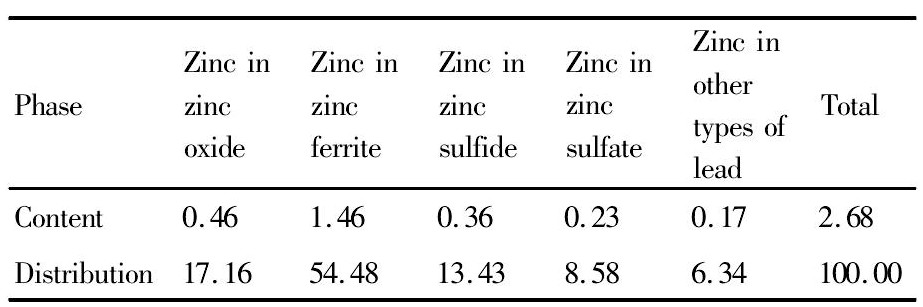
��3 ���������Table 3 Analysis results of zinc phase (%, mass fraction)
��4 ������������Table 4 Analysis results of silver phase (%, mass fraction) ����ԭͼ
*:unit being g��L-1
��4 ������������Table 4 Analysis results of silver phase (%, mass fraction)
��Ǧ��������X�������� (XRD) ������ɨ��羵 (SEM) ������ (EDS) ����, ���������ͼ1��2��
ͼ1��2�ķ����������, Ǧ��������ɸ���, �м۽�������������Ǧ������п����������, ��ʯ������Ҫ��ʯӢ��������������Ƶȡ��м۽�������Ƕ����ϸ, �ֵ�Ƕ����10��m�����Ҳ��ֵĽ���������ϸ��������������п����ʯ�����С����ֽ�����������ʯ������벻���ԡ�
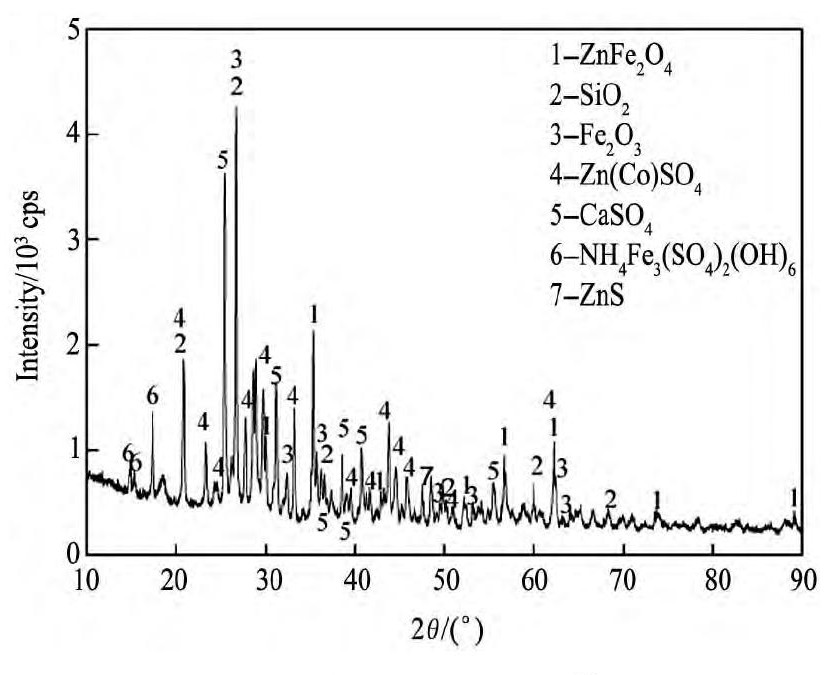
ͼ1 Ǧ����XRDͼ��Fig.1 X-ray diffraction pattern of Pb-Ag residue
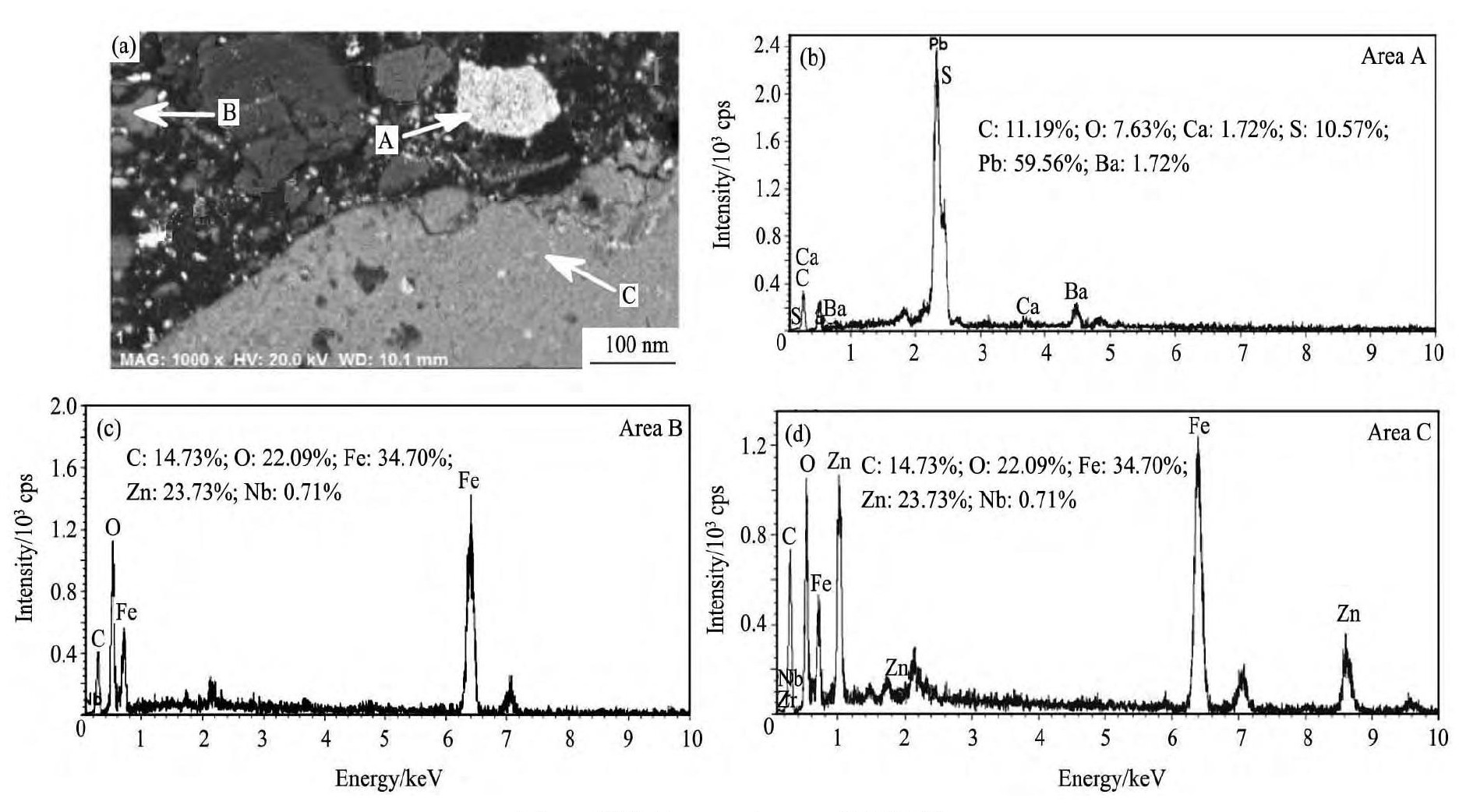
ͼ2 Ǧ����SEM��EDS����ͼ��Fig.2 SEM image (a) and EDS analysis (b, c, d) of Pb-Ag residue
��Ǧ�����Ŀ�ʯ�����о������֪, Ǧ�������м۽��������丳��״̬�����⡢Ƕ�����Ƚ�ϸ��Ǧ����������������������������Բ��ó���ĸ�ѡ�ȹ��ջ��ա�
2 ����
2.1 ����
ȡ200 gǦ��������500 ml�ձ���, ���������趨�Ľ���Ũ�ȼ���ȥ����ˮ, ����������Ҫ���Ũ������ձ�������H04-1�ʹ����������а����趨���¶Ⱥ�ʱ����н������п, �����Խ���п���������, ���˺��, ���غ��������������
ȡ100 g�������������µ����Խ�����, ����500 ml�ձ���, ���������趨�Ľ���Ũ�ȼ���ȥ����ˮ, ����������Ҫ���Ũ������Ȼ��ƺ��ձ�������H04-1�ʹ����������а����趨���¶Ⱥ�ʱ����н������Ǧ����, ���Ȼ�����п���������, ���˺��, ���غ��鲢�������������ڽ���������, �ڹ̶�ʱ���ڲ���һ������ȥ����ˮ�Ա�֤����Ũ�ȹ̶�����������ļ������Խ�������Ǧ������Ǧп���ĺ�������ġ�
2.2 �Լ�
���������õ�������Ȼ��ƾ�Ϊ��������
3 Ǧп����������ԭ��
3.1 п�Ľ���
Ǧ�����ĵ�п��Ҫ������п����п������п��ʽ����, ����п�������ܽ���Һ����:

���ݷ��� (1) ������ѧ���ݼ���[16], ��֪����п�ڳ��»�����ʽ�����ܽ��, ������п�����������п���⾧ʯ����, ���ܻ��Ϊ58520J��mol-1, ��65������ỷ�������ܽ�, ֻ�дӶ���ѧ��ȡ��Ҫ���ֶ�:������, ���߽����¶�, �ſ����������п���ܽ�ȡ�
3.2 Ǧ�Ľ���
Ǧ��Ҫ��������Ǧ������Ǧ����ʽ���ڡ�������������, ����Ǧ���ڱ����Ȼ�����Һ, �������µķ�Ӧ����[17]:

����Ǧ�������·�Ӧ�ܽ��ڱ����Ȼ�����Һ�������Ȼ�Ǧ:

��Һ�е��Ȼ�Ǧ�뱥����Һ�е��Ȼ���ѡ�������, ��Ӧ����:

3.3 ���Ľ���
Ǧ�����е�����Ҫ�������ܰ������������������Ľ�����ʽ���ڡ����������������, �����ﱻ�ܽ�, �ڲ������ſ������Ȼ��������Ӵ����Ӷ����ܽ������
����������Fe3+���ڵ����Ի�����, �����ᱻ����, �����Ӽ�����Һ������Һ�е������������, ���������, ��Ӧ����[18,19]:

��������������Һ��, ���д�����Fe3+����ʱ, ����ϵ�Ц�Fe3+/��Fe2+>2.0��10-10ʱ���������ܽ���뵽��Һ��:

��������ʽ����, Ǧ�����д��ڵ�3�ֺ��������ܹ�����Ч���ܽ�[9], �Ӷ��ﵽ����Ŀ�ġ�
4 ���������
4.1 ���Խ���п����
4.1.1 ����Ũ�ȶ�п�����ʵ�Ӱ��
��п����ԭ������, ���п�Ľ����ʾ���Ҫ���Ǧ����������п�Ľ�����, ������п���ܽ������ǿ����»�����, �����������Ϊп������, �����ڽ����¶ȷֱ�Ϊ60, 70, 80��90��, ����ʱ��80 min, ����Ũ��200 g��L-1��������, �����˳���Ũ�ȴ�100~220 g��L-1��Χ�ڱ仯��п�����ʵ�Ӱ�졣��������ͼ3��
��ͼ3����������֪, ��ͬ�¶��³�ʼ��ȶ�п�����ʽ������ϴ��ڽ����¶�Ϊ60�������, ���ӳ�ʼ��Ũ��, п�Ľ�����������С������߽����¶�, ���ų�ʼ��ȵ�����, п�Ľ�����Ҳ���ֳ����ӵ����ơ��ڽ����¶�80��90���������, ����ʼ��ȳ���200 g��L-1, п�Ľ����ʱ仯���������ԡ�������������ڵ���������, ����п���ܽ�Ƚ�С, п�Ľ�����Ҳ��, ������ϵ�¶Ⱥͳ�ʼ��Ⱥ�, ����п���ܽ�����, п�Ľ���Ҳ����Ӧ����, ��������뷽�� (1) ������ѧ����������Ǻ�[16]�������Խ���п������, Ӧ���ڽϸߵ��¶Ȼ�����, ѡ�����Ũ����200 g��L-1����пΪ�ˡ�
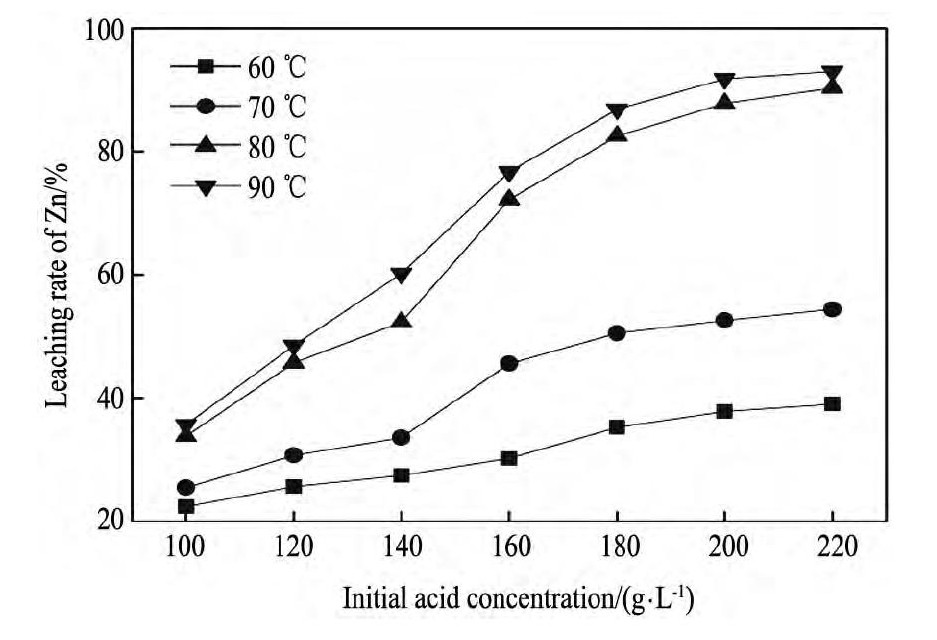
ͼ3 ��ʼ��ȶ�п�����ʵ�Ӱ��Fig.3 Leaching rate of Zn with different initial acid concentra-tions
4.1.2 ����Ũ�� (��Һ��) ��п�����ʵ�Ӱ��
��ʼ���Ϊ200 g��L-1, ����ʱ��100 min, �ڽ����¶ȷֱ�Ϊ70, 80��90���������, �о��˽���Ũ����100~300 g��L-1��Χ�ڱ仯��п�����ʵ�Ӱ�졣��������ͼ4��
�������, ��3�ֲ�ͬ�¶���ϵ��п�Ľ��������߶����ֳ�ͬһ����, п�Ľ��������Ž���Ũ�ȵ����Ӷ�����, ��һ�����ص��ڸ�����ϵ����Ϊ���ԡ������������ݿ�֪, ���¶�Ϊ80��90�������ϵ��, ������Ũ�ȵ���200 g��L-1ʱ, п�Ľ����ʷֱ�ﵽ87.84%��91.23%, ������Ũ�ȳ���200 g��L-1ʱ, п�Ľ����ʼ����½�, ԭ���������Խ�����ϵ��, �ϵ͵Ľ���Ũ�ȸ������ڽ�����������֮��ķ�Ӧ���Ӷ���ѧ�Ƕ�����, �͵Ľ���Ũ�ȸ������ڷ�Ӧ���ҽ���[20,21]�����, �����Խ���пʱ, ������ϵ�µĽ���Ũ����200 g��L-1Ϊ�ˡ�
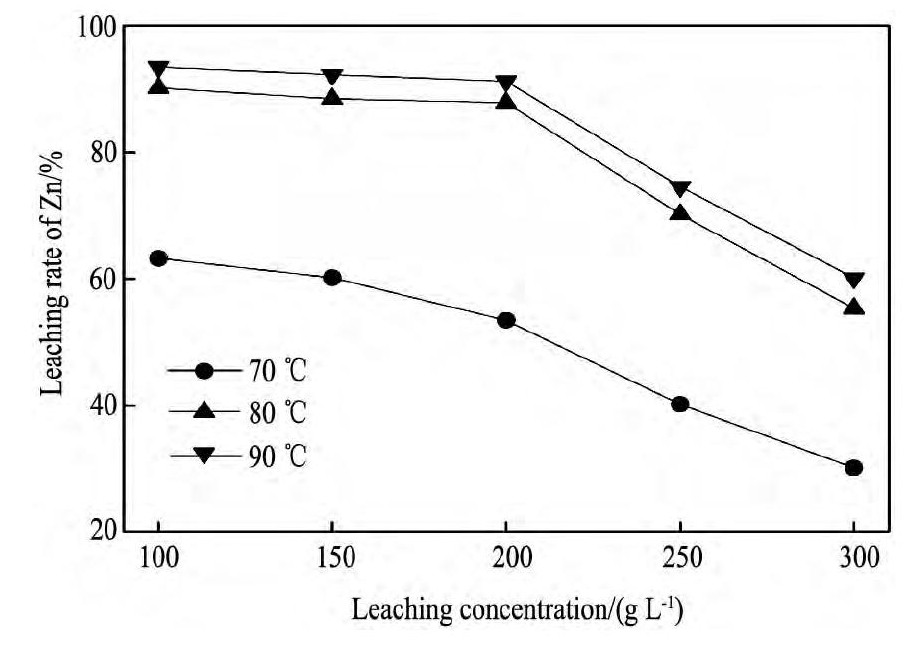
ͼ4 ����Ũ�ȶ�п�����ʵ�Ӱ��Fig.4 Leaching rate of Zn with different leaching concentrations
4.1.3 ����ʱ���п�����ʵ�Ӱ��
����Ũ��Ϊ200 g��L-1, ����Ũ��Ϊ200 g��L-1��������, ��70, 80��90��3���¶���ϵ��, �����˽���ʱ����20~120 min��Χ�仯, ��п�����ʵ�Ӱ�졣��������ͼ5��
�����ʾ, ��3�ֲ�ͬ�¶���ϵ��п�Ľ����ʶ�������ʱ������Ӷ���ߵġ���90����¶���ϵ��, ����80 min�Ľ���, п�Ľ����ʾͿ��Դﵽ91%����, �����ӽ���ʱ��, п�Ľ����ʱ仯������;����80����¶���ϵ��, 80 min��п�Ľ����ʽ���87.25%, ����120min�Ľ���, п�Ľ�����Ҳ���Դﵽ91%����;��70����¶���ϵ��, ����120 min�Ľ���, п�Ľ�����Ҳ����71.76%�����Ž���ʱ�������, Ǧ�����е�����������һ�����ܽ�, ����Һ�е�Fe3+Ũ�����, ���������������ܽ����п�ܽ�, �Ӷ������п�Ľ�����[21,22]��������������֪, ����ͬ�ij�ʼ���������, �ڽϸߵ��¶Ȼ�����, �϶̵�ʱ����п�Ľ����ʾͿ��Դﵽ���ֵ, ���, �����Խ���п�Ĺ�����, ѡ��90����¶���ϵ��, ����80 minΪ�ˡ�
4.2 �Ȼ�����Ǧ������
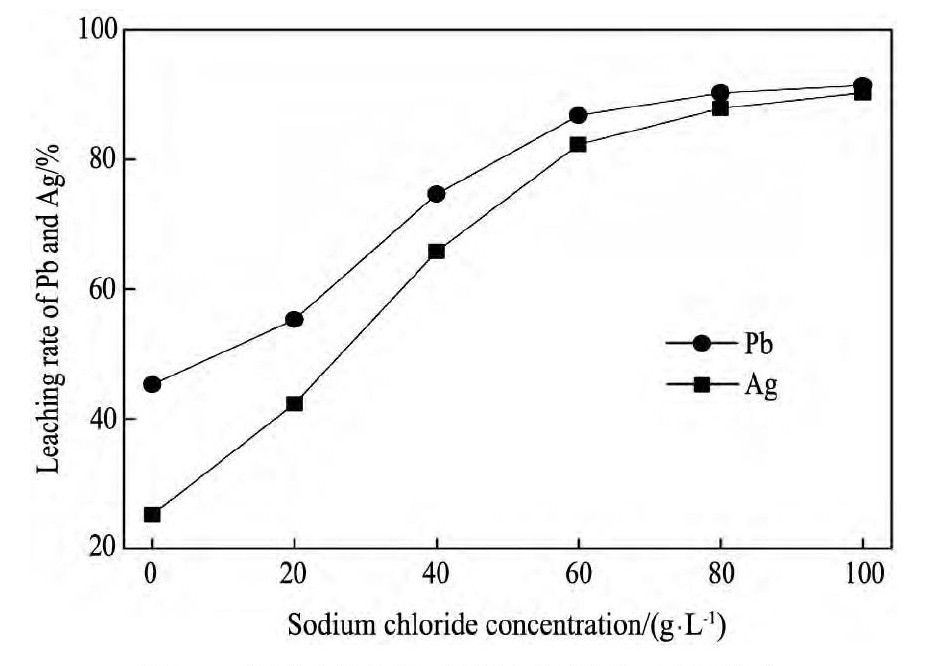
4.2.1 �Ȼ���Ũ�ȶ�Ǧ�������ʵ�Ӱ��
�ڽ���ʱ��90 min, �����¶�80��, ��������40g��L-1, ����Ũ����250 g��L-1��������, �����о����Ȼ���Ũ����100~350 g��L-1��Χ�ڱ仯��Ǧ�����������Ӱ�졣��������ͼ6��
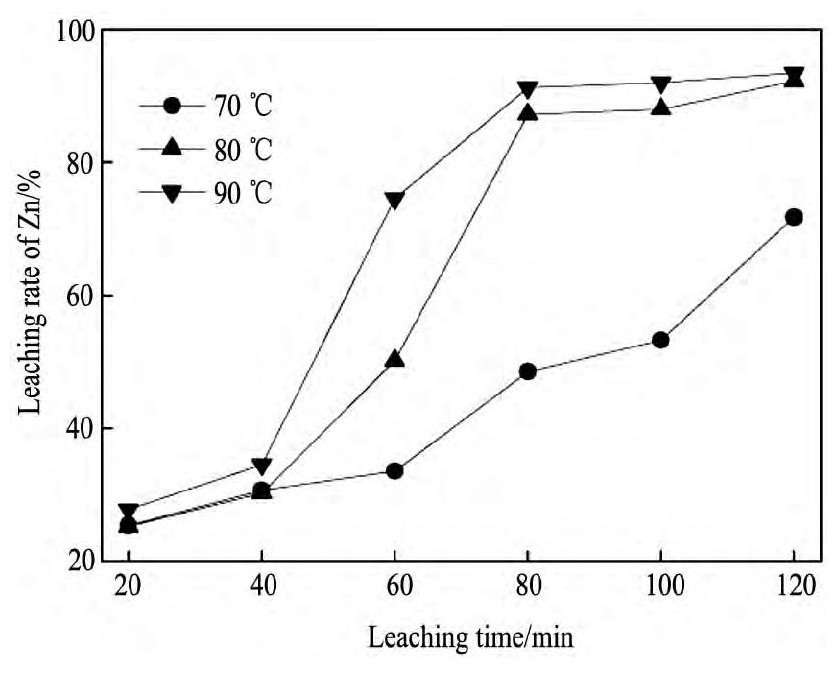
ͼ5 ����ʱ���п�����ʵ�Ӱ��Fig.5 Leaching rate of Zn with different leaching time
��ͼ6����������֪, �Ȼ���Ũ�ȶ�Ǧ��������Ӱ��ʮ�������������Ȼ���Ũ�ȵ�����, Ǧ���Ľ����ʶ����ֳ������ӵ�����, ���Ȼ���Ũ�ȳ���300 g��L-1ʱ, Ǧ���Ľ����ʱ仯�������ԡ��ɷ��� (4) ~ (8) ��֪, ��Һ�������ӵ�Ũ��, ������Ǧ���Ľ�����, �������Һ�нϸߵ�������Ũ����Ǧ���߽����ʵ�ǰ��[17,18]�����ѡ���Ȼ���Ũ����300 g��L-1Ϊ��, ��ʱǦ���Ľ����ʷֱ�Ϊ90.22%��87.84%��
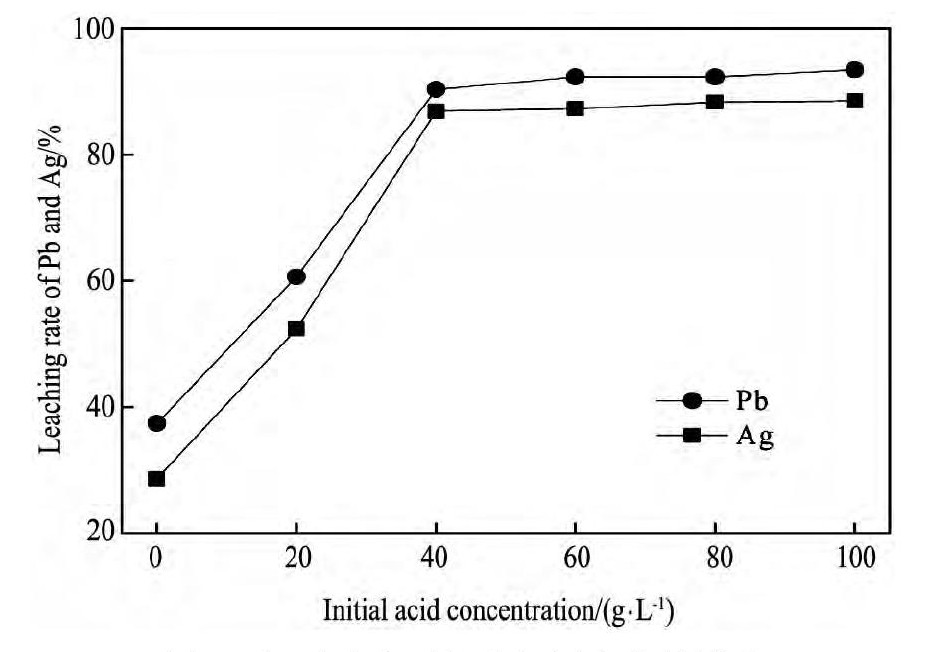
4.2.2 ����Ũ�ȶ�Ǧ���Ľ�����Ӱ��
��Ǧ���Ľ���ԭ��������, ������������, Ǧ�����Ժܺõ��ܽ��ڽ�����ϵ��, ����ڽ���Ǧ��ʱ, ѡ���������Ȼ�����Ϊ�Ȼ�������, ������Ϊ���������ڽ���ʱ��90 min, �����¶�80��, �Ȼ���Ũ��Ϊ300 g��L-1, ����Ũ����250 g��L-1��������, �����о��˳���Ũ����0~100 g��L-1��Χ�ڱ仯��Ǧ�����������Ӱ�졣��������ͼ7��
�������, ��������ϵ��û����������ʱ, Ǧ���Ľ����ʶ��ϵ�, ����Ҫ����ΪǦ�����Ȼ�����ʱ, �����������ԵĻ����н���[18,19,20]��������������������, Ǧп�Ľ��ʳ������, ������Ũ�ȴﵽ60 g��L-1ʱ, Ǧ���Ľ����ʷֱ�ﵽ92.25%��87.26%, ����߳���Ũ��, Ǧ���Ľ����ʱ仯�������ԡ������Ϊ, ���Ȼ�����ʱ����Ũ����60g��L-1Ϊ�ˡ�
4.2.3 ����Ũ�ȶ�Ǧ���Ľ�����Ӱ��
�ڽ���ʱ��90 min, �����¶�80��, �Ȼ���Ũ��Ϊ300g��L-1, ����Ũ����60 g��t-1��������, �����о��˽���Ũ����100~300 g��L-1��Χ�ڱ仯��Ǧ�����������Ӱ�졣�������������Ȼ�������ϵ��, �ͽ���Ũ���¸�������Ǧ���Ľ���, ������Ȼ�����Ǧ��ʱ, ����Ũ����200 g��L-1Ϊ�ˡ�
ͼ6 �Ȼ���Ũ�ȶ�Ǧ���������ʵ�Ӱ��Fig.6 Leaching rate of Pb and Ag with different sodium chlo-ride concentrations
ͼ7 ����Ũ�ȶ�Ǧ���������ʵ�Ӱ��Fig.7Leaching rate of Pb and Ag with different initial acid concentrations
4.2.4 ����ʱ���Ǧ���Ľ�����Ӱ��
�ڽ����¶�80��, �Ȼ���Ũ��Ϊ300 g��L-1, ����Ũ����60 g��L-1, ����Ũ��200 g��L-1Ϊ��������, �����о��˽���ʱ����30~180 min��Χ�ڱ仯��Ǧ�����������Ӱ�졣�������������Ȼ�����������, Ǧ�Ľ�������90 min��������Ѵﵽ93.20%, �����Ľ�������120 min��Ŵﵽ���ֵ91.17%, ����Ҫ����Ϊ���Ž���ʱ�������, Ǧ�����еĺ����Ŀ��ﱻ�ܽ�, ��Һ��Fe3+Ũ�����, ���ݷ��� (5) �� (6) , Fe3+Ũ�ȸ����������Ľ���[14,21], ���Ȼ�����ʱѡ�����ʱ��Ϊ120 minΪ�ˡ�
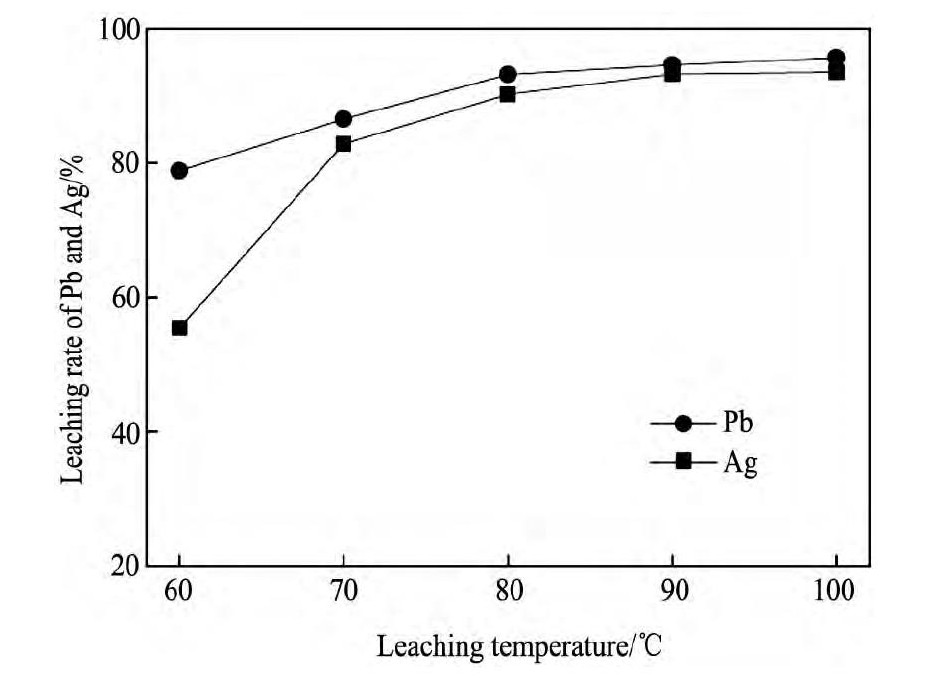
4.2.5 �����¶ȶ�Ǧ���Ľ�����Ӱ��
�ڽ���ʱ��120 min, ����Ũ��200 g��L-1, �Ȼ���Ũ��Ϊ300 g��L-1, ����Ũ����60 g��L-1��������, �����о��˽����¶���60~100�淶Χ�ڱ仯��Ǧ�����������Ӱ�졣��������ͼ8��
��ͼ8����������֪, ��߽����¶ȸ����������Ľ��������Ž����¶�����, Ǧ���Ľ����ʶ�����������, Ǧ��������80���仯��������;���¶ȴﵽ90������Ľ����ʱ仯�����ڻ���, ��ʱǦ���Ľ����ʷֱ�ﵽ94.55%��93.23%��������Ϊ������������������Һ���γ������������ܽ��, �����¶ȵ����߶�����, �Ӷ�ʹ���Ľ���������[22]���ۺϿ���, �Ȼ��������¶���90��Ϊ�ˡ�
ͼ8 �����¶ȶ�Ǧ���������ʵ�Ӱ��Fig.8 Leaching rate of Pb and Ag with different leaching tem-peratures
4.3 ���Խ���-�Ȼ�������֤����
�ۺ���������������, ������ѹ��ղ����������Խ���-�Ȼ�������֤����, ȡ200Ǧ����, �Խ���ʱ��80 min, ����Ũ��200 g��L-1, ����Ũ��Ϊ200 g��L-1, �����¶�90���������, �������Խ���, ��������ɺ����;�����Խ������������Ȼ���Ũ��300 g��L-1, ����ʱ��120 min, ����Ũ��200 g��L-1, ����Ũ��Ϊ60 g��L-1, �����¶�90���������, �����Ȼ����������Խ���-�Ȼ�����Ǧ��������������ͼ��ͼ9, �������, Ǧ�����������Խ���-�Ȼ�������п��Ǧ�����Ľ����ʷֱ�Ϊ92.15%, 94.88%��93.24%, β������Ϊ51.84%, β���к�п0.21%, ��Ǧ0.46%, ����38.50 g��t-1, �ﵽ���ۺϻ�������Ǧ������Ŀ�ġ�
5 ����
1.Ǧ�������нϸߵ�Ǧп��, ͨ��Ǧп���Ľ������۷��������������Խ���-�Ȼ��������첽���������ǿ��еġ�
2.���Խ����Ľ��Ź��ղ���Ϊ����ʱ��80 min, ����Ũ��200 g��L-1, ����Ũ��Ϊ200 g��L-1, �����¶�90��;�Ȼ��������Ź��ղ���Ϊ�Ȼ���Ũ��300 g��L-1, ����ʱ��120 min, ����Ũ��200 g��L-1, ����Ũ��60 g��L-1, �����¶�90�档
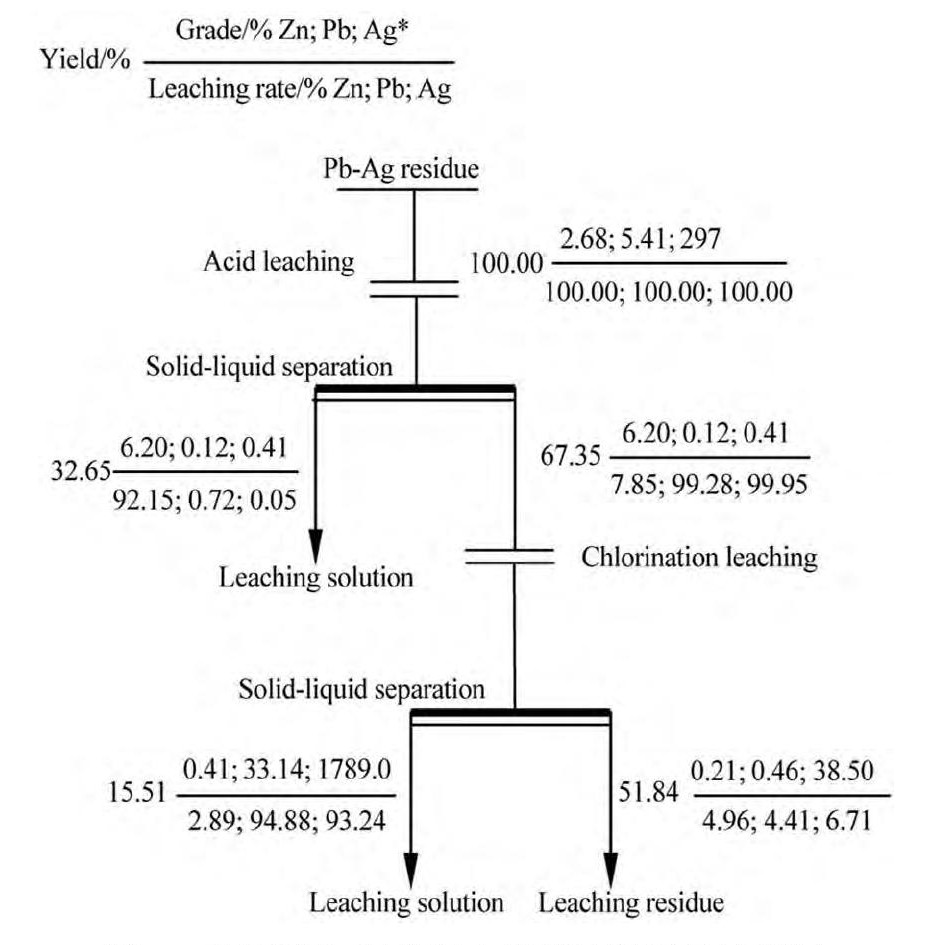
ͼ9 ���Խ���-�Ȼ�����Ǧ��������������ͼFig.9 Quantity-quality flow sheet of acid leaching-chlorination leaching on Pb-Ag residue
3.��֤����������Ǧ�����������Խ���-�Ȼ�������β������Ϊ51.84%, β���к�п0.21%, ��Ǧ0.46%, ����38.50 g��t-1, п��Ǧ�����Ľ����ʷֱ�Ϊ92.15%, 94.88%��93.24%��
�����
[1] Antrekowitsch J.Hydrometallurgically recovering zinc from electric arc furnace dusts[J].Journal of Minerals, 2001, 53 (12) :26.
[2] Dutrizac J, Dinardo O.The co-precipitation of copper and zinc with lead jarosite[J].Hydrometallurgy, 1983, (11) :61.
[3] Luo W, Feng Q, Ou L, Zhang G, Chen Y.Kinetics of saprolitic laterite leaching by sulphuric acid at atmospheric pressure[J].Minerals Engineering, 2010, 23 (6) :458.
[4] Li C C, Xie F C, Ma Y, Cai T T, Li H Y, Huang Z Y, Yuan G Q.Multiple heavy metals extraction and recovery from hazardous electroplating sludge waste via ultrasonically enhanced two-stage acid leaching[J].Journal of Hazardous Materials, 2010, 178 (1) :823.
[5] Ozverdi A, Erdem M.Environmental risk assessment and stabilization/solidification of zinc extraction residue:I.Environmental risk assessment[J].Hydrometallurgy, 2010, 100 (3) :103.
[6] Li R G.Status and development of lead and zinc smelting process in China[J].China Nonferrous Metallurgy, 2012, 39 (6) :13. (������.�ҹ�Ǧпұ��������״����չ[J].�й���ɫұ��, 2012, 39 (6) :13)
[7] Liu H P.Processing technology overview zinc leaching slag[J].Yunnan Metallurgy, 2009, 38 (4) :34. (����Ƽ.п�������������ո���[J].����ұ��, 2009, 38 (4) :34.)
[8] Nagib S, Inoue K.Recovery of lead and zinc from fly ash generated from municipal incineration plants by means of acid and/or alkaline leaching[J].Hydrometallurgy, 2000, 56 (3) :269.
[9] Turan M D, Altundogan H S, T��men F.Recovery of zinc and lead from zinc plant residue[J].Hydrometallurgy, 2004, 75 (1) :169.
[10] Julian M Steer, Anthony J Griffiths.Investigation of carboxylic acids and non-aqueous solvents for the selective leaching of zinc from blast furnace dust slurry[J].Hydrometallurgy, 2013, 140:34.
[12] Turan M D, Altundogan H S, T��men F.Recovery of zinc and lead from zinc plant residue[J].Hydrometallurgy, 2004, 75 (1) :169.
[13] Leclerc N, Meux, Lecuire J M.Hydrometallurgical extraction of zinc ferrites[J].Hydrometallurgy, 2003, 70 (1-3) :175.
[14] Dutrizac J E.The leaching of silver sulfide in ferric ion media[J].Hydrometallurgy, 1994, (35) :275.
[15] A.Rusen A S, Sunkar Y A.Topkaya.Zinc and lead extraction from�sinkur leach residues by using hydrometallurgical method[J].Hydrometallurgy, 2008, (93) :45.
[16] Peng H L.Study on the behavior of zinc ferrite in conventional hydrometallurgical zinc production process[J].Hunan Nonferrous Metals, 2004, 20 (5) :20. (������.��ʪ����п������п����Ϊ�о�[J].������ɫ����, 2004, 20 (5) :20.)
[17] Zheng C Q, Deng S H, Zhang Z, Peng S F.A leaching mathematical model of zinc residue using Fe Cl3brine[J].Journal of Chendu University of Science and Technology, 1993, 68 (1) :8. (֣����, ���绪, ����, ���ٷ�.���η�����п������Һ��ѧģ��[J].�ɶ��Ƽ���ѧѧ��, 1993, 68 (1) :8.)
[18] Jin C S, Zhang Y A, Mou W Z, Zheng D L, Zeng Y, Jiang X L.Thermo-dynamics of gold chlorination leaching process[J].Chinese Journal of Rare Metals, 2012, 36 (1) :129. (��ʯ, ��͢��, IJ����, ֣��¼, ����, ��Т��.Һ�Ȼ��������������ѧ[J].ϡ�н���, 2012, 36 (1) :129.)
[19] Luo W, Feng Q M, Ou L M, Zhang G F, Chen Y.Kinetics of saprolitic laterite leaching by sulphuric acid at atmospheric pressure[J].Minerals Engineering, 2010, 23 (6) :458.
[20] Turan M D, Altundogan H S, T��men F.Recovery of zinc and lead from zinc plant residue[J].Hydrometallurgy, 2004, 75 (1) :169.
[21] Lu Y H, Shui C J.Leaching Ag2S with chlordes[J].Precious Metals, 1998, 19 (2) :23. (½Ծ��, ˮ�о�.���������ν���[J].�����, 1998, 19 (2) :23.)
[22] Zhang Y H, Li Y, Ji T T, Shi W, Zhou C.Research on silver leaching with persulfate oxidation-chlorde salt[J].Metal Mine, 2011, 417 (3) :78. (���ǻ�, ����, ������, ʩά, �ܳ�.������������-���ν����о�[J].������ɽ, 2011, 417 (3) :78.)

