DOI: 10.11817/j.ysxb.1004.0609.2020-35905
�����Ͻ�GH4169����������ͷ�����ȶ���
κ �������������� ̩������������ ��
(����ѧ ���Ͽ�ѧ�빤��ѧԺ����� 300350)
ժ Ҫ���ص��о��ڸ����IJ�ͬ���������£�GH4169�����������ӽ�ͷ�����ֳ��ĸ����ȶ��ԡ����ý��ࡢSEM�������ʵ��Ծ�����ͬ��������ʱ���������������֯�۲����ѧ���ܷ��������������GH4169����������������Ϊ��֦���Ͱ�״��֦�������ڸ�������ʱ��͵ڶ�������������õ��Ӱ�죬�������Ÿ����������ϳ���ֱ��25 hʱ�������ߴ�ﵽ����ֵ���������С�м�С�����ƣ���50 h�Ժ���������ôִ��ӽ�ͷ��650 ��ĸ��������£�25 hʱ��е�������ܴﵽ��ѣ���75 hʱ��ͷ�Ļ�е�������ܵ��ڳ��½�ͷ�����ܣ����ӽ�ͷ������ʱ��ĸ�����������������ɽ����ܵ�����Ĥ��
�ؼ��ʣ����ºϽ�GH4169�����������������ȶ���
���±�ţ�1004-0609(2020)-11-2578-08���� ��ͼ����ţ�TG456.7���� ���ױ�־�룺A
GH4169�ɦû��塢���ࡢ̼�������Ϊǿ����Ħá�(Ni3Nb)�ͦá�(Ni3(Al,Ti,Nb))����ɣ���һ�ֵ��͵���-��-������ºϽ����������ĸ���ǿ�Ⱥ��¿��������ܣ���-253~650 ����¶ȷ�Χ�ڵõ��㷺Ӧ ��[1]��Ŀǰ��GH4169�Ͻ��ѳ�Ϊ���ա�����ͺ�������Ĺؼ�����[2]��ͬʱ������GH4169���н�ǿ�Ŀ�Ӧ��ʱЧ�������ܣ���ˣ��úϽ�Ҳ�߱����õĿɺ�����[3-4]�����ź��շ������Լ�ȼ���ֻ��ķ��ٷ�չ����GH4169�Ͻ��亸�ӽ�ͷ����Ҳ����˸��ߵ�Ҫ���ر���Ҫ���������ºϽ�Ľ�ͷ����680 ����߸��ߵķ����¶�������ʹ�á�Ȼ����ʹ���¶ȳ���650 ��ʱ���Ͻ��ǿ�ȡ����Ե�һϵ�����ܻ�Ѹ���½�[5]����ˣ���GH4169���ӽ�ͷ�ĸ����ȶ��Ե��о�Ҳ��������[5-6]��
����ڴ�ͳ���ۺ�����[6-7]������������Ϊһ���Ƚ��ĺ��Ӽ��������������ܶȸߡ�����ȴ�����Ӱ����С�����Ӳ������С������ջ����º��촿�����ŵ㣬��������������ں��պ�����Щ�߶���������������õ��㷺Ӧ��[8]��ͬʱ�����䲻���������ͺ��ӽ�ͷ����ѧ���ܣ���������Ҳ������Ϊ��GH4169���ºϽ����Ѻ��ӷ������³���[9]��6 mm���GH4169�������ºϽ�Ϊ�о������õ��������к��ӡ��о�������֣�������Ϊ 29 mA ʱ���ܻ�ó������ŵĺ��죬��ͷ����������������ȱ�ݣ���ͷ�������Ͽ���խ�Ķ��Ρ���������[10]ͨ���о����ӻ��Լ��ķ�����GH4169�Ͻ𱡰���е��������ӳ��ε�Ӱ�죬�о����֣������ʵ��Ļ��Լ����ӣ��ܹ����ƺ���ı�����Σ�����ҧ�ߵȺ��ȱ�ݡ���������[11]�������������鷽�����о��˵��������Ӳ�����GH4169�������ºϽ���ò��Ӱ�졣ʵ����������Ӱ������̶����IJ�������Ϊ����������Ӱ���ۿ��̶����IJ���Ϊ���ٵ�ѹ�����֮�º����ٶȶ������ۿ�Ӱ����С����ʵ�����õ���Ѳ�����Ͻ����ij���շ��������������Է��ϲ����ʴ���⡣����[12]������ֵģ��ķ��������ú��շ�����ת����������������к��ӱ���Ԥ�⡣ͨ�����ۼ���ͽ����ṹģ�ͣ������ó����ӹ��ղ����Ժ������Ӧ���Ӱ����ɣ���ͨ���Ӵ�ɨ���ٶȺı�Լ����ʽ�������Լ�С���ӱ��γ̶�, ʵ�ֶ�ת��������������ӱ��ν��е�Ԥ��͵��ء�SHE��[13]��3 mm���GH4169�������ºϽ����е�����������ʵ�飬�о��˼��ٵ�ѹ�������ͺ����ٶȶԺ��ӽ�ͷ���ܵ�Ӱ�죬�Ӷ�����˹���3 mm��GH4169�������������Ų�������Ŀǰ���о���״������������о������������GH4169���ºϽ�ĵ�����������չ���ģ��о��ص��Dz�ͬ�����������º�����֯�ͽ�ͷ��ѧ��Ӳ�ȵȻ������ܡ��Ӽ������������������������ж�GH4169�����������ӽ�ͷ�ĸ����ȶ��Է�����о����档
�ں��շ������е�����ҶƬ�������̵�ת�������˵�վ�еĶ�о�Ǻ͵������ӹܵȲ������ڹ����ڸ��¡������Լ����غ�״̬���ں��ӽ�ͷ��λ�����γɾֲ�Ӧ�����У��Ӷ��ᵼ��ƣ�����Ƶ�ȱ�ݵIJ��������յ��������ع�ҵ��е���IJ�λ�������ѣ����Ժ��շ��������˵�վ��ȼ���ֻ��ȵİ�ȫ���ܺ�ʹ��������ɺܴ�����������������Ʋ��Լ���ᰲȫ��ɺܴ����ʧ������Ŀǰ���շ��������˵�վ�ȹ����ع�ҵ�ĸ��ٷ�չ�Լ���GH4169���ºϽӽ�ͷ�ڸ��·��������µİ�ȫʹ�����������Ҫ�����ص��о��ڸ����IJ�ͬ���������£�GH4169�����������ӽ�ͷ�����ֳ����ȶ��ԣ���̽��������Ӧʱ�������µĸ����ȶ����ܡ�
1 ʵ��
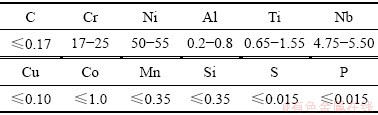
������ѡ�õIJ���Ϊ4 mm���GH4169�������ºϽ��仯ѧ�ɷ����1���С�
��1 GH4169���ºϽ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of GH4169 superalloy (mass fraction, %)
Ϊ��֤�����ĶԽӾ����Լ��������������ۺ����ʶԺ����������Ӱ�죬�ڵ���������ǰ��ʹ��ɰֽ�Դ�����Ľ��л�е������������ˮ�Ҵ�ϴȥ������������ۺ����ʡ�
������ϴǰ������ɣ�����װ����Ϻ�ʼ����������ʵ�顣�������У�ͨ�������Ĺ���ʵ���ǰ��������ȷ����һ�����ŵĹ��ղ���������GH4169�ĵ������ԽӺ����Ժ��Ӻ������������ϵ�е�ʵ�������
���ȣ����ŵ��������ӽ�ͷ�ĺ���淽���ȡ5��������ȡ��λ����ͼ1��ʾ����5��������������ȴ���¯�н��и��������������ȴ���¯�����¿�ʼ���ȣ�����¯����������Ϊ5 ��/min����¯���¶ȵ���650 ��ʱ�������¶Ȳ��䲢��ʼ��ʱ��5�������ֱ���0��5��25��50��75 h����ÿ�������ﵽ����ʱ���ȡ����������һ�ȴ���¯(¯���¶�650 ��)������¯��ȴ�����¡�����������ǰ��ʹ�þ���Ϊ 0.1 mg�ĵ�����ƽ��ȡ������������ȡ�õ�������ֵΪ�ظ�3�β�����ƽ��ֵ�����������������ͼ2��ʾ��
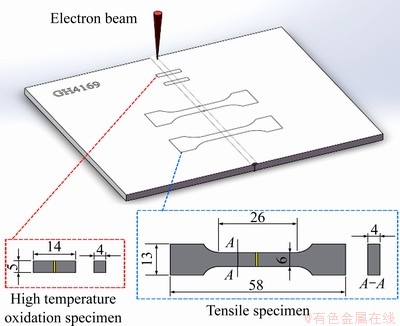
ͼ1 ȡ��ʾ��ͼ
Fig. 1 Schematic diagram of specimens (Unit: mm)
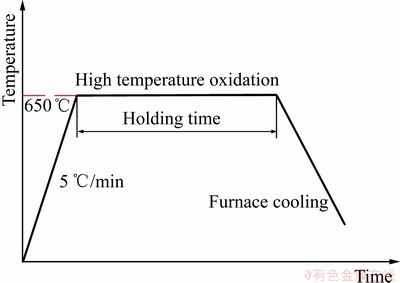
ͼ2 ����������������ʾ��ͼ
Fig. 2 Schematic diagram of high temperature oxidation process
��5��������ɸ��������������ڶ�Ӧ������ȡ����������ѧ������֯�Ĺ۲졣����������ĥ�ƺ��������ʹ��20 mL HCl+20 mL��ˮ�Ҵ�+ 1.5 g��ˮ����ͭ��Һ���и�ʴ���ù�ѧ����������ͬ�������������£����ӽ�ͷ������֯��
���ձ�ASTM E8��������������ȡ����ʹ��CSS 44110��ѧ�����ǽ��к��ӽ�ͷ��ǿ�Ȳ��ԣ����������Ϊ5 mm/min����ȡ������Ѻ�ĶϿڣ�ʹ��Hitachi S4800��ɨ����������ԶϿ���ò���й۲졣
ʹ��HUAYIN 1000A����Ӳ�ȼƶ�������Ӳ�Ƚ��в�����ѡ������غ�Ϊ1.96 N����ѹʱ��Ϊ10 s������������֮����0.1 mm��
2 ��������
2.1 ���ӽ�ͷ����֯����
2.1.1 GH4169���������Ӻ�۽�ͷ��ò
ͼ3��ʾΪGH4169�Ͻ���������ӽ�ͷ������εĺ��ͼƬ���ɺ����ò��֪�����ӽ�ͷ�����ۺ����ã�����û��ҧ�ߺͿ��ѵȺ��ȱ�ݣ�ͬʱ������־���ϸ�ܵ������ơ�
ͼ4��ʾΪGH4169�Ͻ���������ӽ�ͷ�����ĺ����òͼ�������ԣ����ӽ�ͷ�����Ͽ���խ�������������ò����Ϊ���Ρ�����Ҫ�����ڵ��������ߵ������ܶ������£�ɨ��ĵ����������۳��ϲ��м���Ľ������ã��ڵ���������۽�������£����۳��²����������������˼����˥���Ӷ����º���ײ��Ľ�խ[14]��
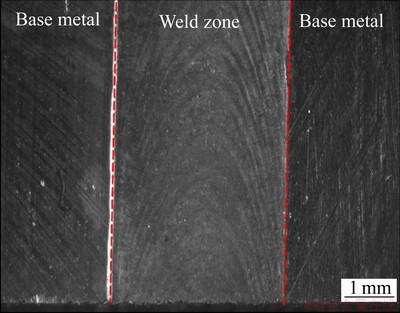
ͼ3 ���ӽ�ͷ������ͼ
Fig. 3 Macroscopic diagram of welded joint surface
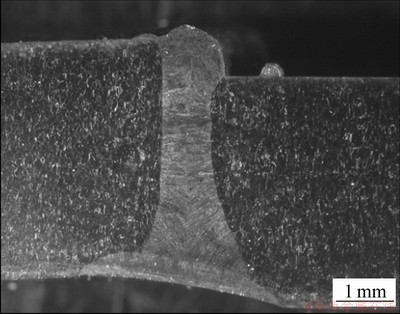
ͼ4 ��ͷ�����ĺ����òͼ
Fig. 4 Macroscopic diagram of cross section of welded joint
2.1.2 ��ͬ��������������GH4169����������������֯����
ͼ5��ʾΪ��ͬ��������ʱ���º����������������֯����ͼ5(a)��֪���������IJ��ֵĦû���Ľᾧ��̬��Ҫ�ǵ��ᾧ����Ϊ�������IJ�λ�ᾧʱ��Һ���е��¶��ݶȺ�С��ʹҺ���еijɷֹ������ܿ���������Һ���ڲ��κˣ������µľ����Ӷ��γɵ��ᾧ���Ƚ�ͼ5(b)��(c)��(d)��(e)��֪�����Ÿ�������ʱ������ӣ����˾����������Ե������⣬�������IJ�λ�ĵ��ᾧ����״��֦���������ͼ5(b)��֪���ڸ�������5 h�����仯�������ԡ���ͼ5(c)��֪���ڸ�������25 h�������������Ѿ����ֲ��ֽ�Ϊ���Եİ�״��֦������֦��������и�С���ܼ��Ķ���֦������ͼ5(d)��(e)��֪�����Ÿ�������ʱ��ļ������ӣ��������Ĵ�������ȫΪ��״��֦������֦�������ұ�25 hʱ�ľ������Ӵִ���֦�������з�����ֵø��ӵ�������������Ҫԭ���Ǿ��������ϸߣ����Ÿ���������ʱ������ӣ��ᷢ�������Ǩ��[15]��ʹ������ϲ����Ӷ�ʹ�����ܽ��͡�
ͼ6��ʾΪ��ͬ��������ʱ����(0~75 h)�����ۺ��߸������ӽ�ͷ������֯����ͼ6�п��Կ�����GH4169����������ͷ���͵Ľ�ͷ��ò�������ӽ�ͷ���ۺ�����խ������״��������Ӱ����Ҳ��̫���ԡ�������Ϊ���������������ܶȼ��У���������dz�С�������ٶȿ죬ʹ�ۺ����ĸ���ͣ��ʱ�伫�̣��ʽ��ۺ��߸�����ĸ������Ӱ��С����ͼ6(a)��֪����δ�����´����µĺ��ӽ�ͷ�������ۺ����ĺ�����������״������ʽ�������������Ұ�״����������������㡣�Ƚ�ͼ6(b)��(c)��(d)��(e)��֪�����Ÿ�������ʱ������ӣ���״��������������С�����ųɷֹ���̶�������״����ת��Ϊ��״��֦������֦�������������ڸ������������£��û��徧�����Ų�ͬ�̶ȵı������֦�������᳤�������������ڸ�������25 hʱ���û��徧���ﵽ�������֦�������᳤�������50 hʱ��������С������С������75 hʱ�������ߴ�����������������GH4169���ºϽ����Ҫǿ����á�(Ni3Nb)������̬�Ĺ����࣬�ڸ��³��������£��á�������ۼ������ᷢ���á���������ת�䡣�ڸ��¸�ʴ�ij��ڣ��á��δ������䣬���ڸ��µ������£�ʹ�����徧�����ϳ����ڸ�������25 hʱ������������Ÿ�������ʱ����������á���ϵĴֻ��������ھ��紦������������Щ����Ӳ�Ƚϸߣ����Է������Σ����谭�����Ǩ�ƣ��Ӷ��Ծ���Ķ������ã�����50 hʱ�ľ�����С���25 hʱ��ϸС����75 hʱ�ľ����ٴδִ��ԭ�����Ǹ�������ʱ��͵ڶ�������������õ��Ӱ��Ľ����
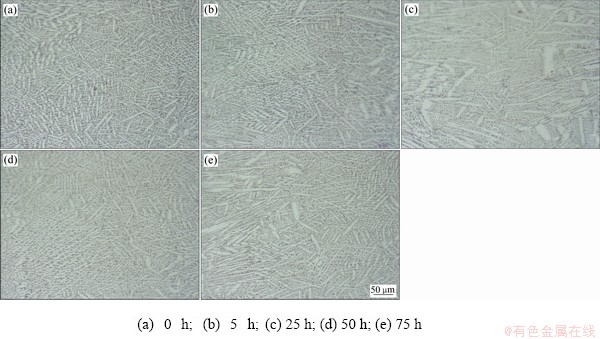
ͼ5 ��ͬ��������ʱ���º������ĵ�����֯
Fig. 5 Microstructures of center of weld at different high temperature corrosion time
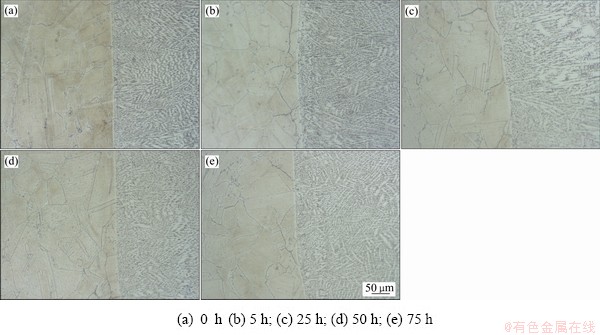
ͼ6 ��ͬ��������ʱ���¿����ۺ��߸������ӽ�ͷ������֯
Fig. 6 Microstructures of welded joint near fusion line at different high temperature corrosion time
ͼ7��ʾΪ��ͬ��������ʱ�����Լ��������ĵ�SEM�����ںϽ��е�Nb�����ܸߣ��ں�������ʱ����֦������Ҫ�γɰ�ɫ��Laves�����״�Ħ���[16-17]����ͼ7(a)��֪�����Լ�δ����������ʱ��Laves��ͦ�������֦�����������������������֦�����磬�������Եķ����ԡ���ͼ7(b)��(c)��֪�����Լ�������������5 hʱ�����ڸ�������ʱ��϶̣�֦�����������ķֲ��뷽���Բ��䣬���������������С�м�С�����ơ����Ÿ���������ʱ�����ӣ�����25 h���ң�ʹ�Լ����������ƾ��Ȼ������Ĺ��̣�֦�����Laves��Ͳ��֦���������壬����������ķֲ����ھ��з����ԣ����徧����С���Ա�����Ÿ���������ʱ��������ӣ���ͼ7(d)֪��������֦���ľ���;����������������������Ŀ�����С�����֮25 hǰ�Ħ�������������������GH4169�Ͻ���650 ���һ������ʱЧ���̣������ʱ����ӳ�����Ҫǿ����á��ֻ����Ҵ����á����ת��Ϊ�Ħ��࣬��֦���ľ���;���������
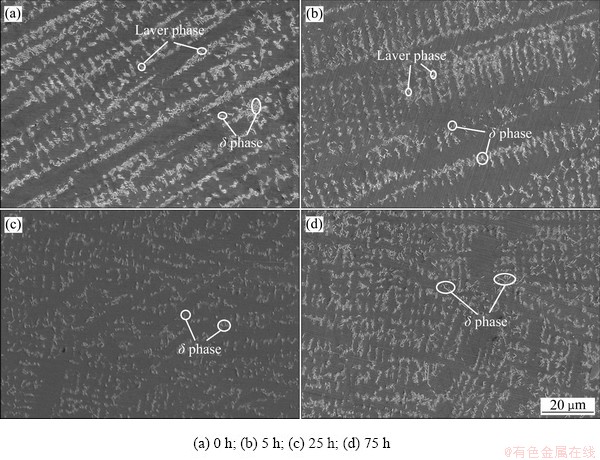
ͼ7 ��ͬ��������ʱ���Լ��������ĵ�SEM��
Fig. 7 SEM images of weld center with different high temperature corrosion time
2.2 ���ӽ�ͷ����Ӳ�ȷ���
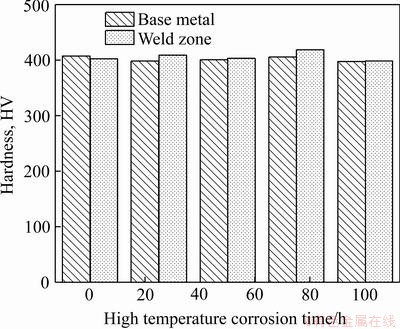
��Ӳ�ȵķֲ�������Է�ӳ�����ӽ�ͷ���������Ӳ�ȱ仯���ɣ�Ϊ���о��ڲ�ͬ��������ʱ���º��ӽ�ͷ��������֯�����ܣ�������Ӳ�ȼƶ���Ӳ�ȷֲ������˲��ԣ�ʵ����Ӳ�ȵIJ���·���Ǻᴩ���첢�����ۺ�������Ӱ����������ĸ�ĵ�һ��ֱ�ߡ��ڲ�ͬ�ĸ�������ʱ���£����������ӽ�ͷ���ֳ��˲�ͬ��Ӳ�ȡ���ͼ8��ʾ�����Ÿ�������ʱ������ӣ�����������ĸ����ƽ��Ӳ�Ⱦ��ǵ���δ���´��������ģ��������ڸ������ã�ĸ�ĵľ���������ĸ��������ѧ���ܲ����½���δ�ȴ����ĺ��ӽ�ͷ��������ƽ��Ӳ��Ϊ403.6HV������ĸ�ĵ�ƽ��Ӳ��408.4 HV���������Ÿ��������Ľ��У���������ƽ��Ӳ�ȳ���ĸ�ĵģ�ֱ����������75 h����������ѧ���ܲ��ٴε���ĸ�ĵģ���������ǰ������������������С�ı仯�����Ǹ�������ʱ����ڶ�������������õ��Ӱ������ս����
2.3 ���ӽ�ͷ���������ܷ���
ͼ8 ��ͬ��������ʱ���µĺ��ӽ�ͷӲ��ʾ��ͼ
Fig. 8 Hardness distribution of welded joints under different high temperature corrosion time
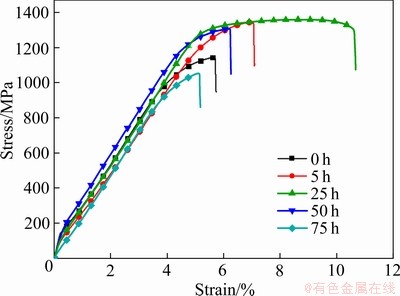
ͼ9��ʾΪ��ͬ��������ʱ��(0��5��25��50��75 h)��GH4169���ºϽ�����������ӽ�ͷ��Ӧ��-Ӧ�����ߡ�GH4169�Ͻ�ĸ���������Ϊ1121 MPa[12]����ͼ9�п��Կ�����δ��������������������ǿ��Ϊ1109 MPa������Ŀ�����ǿ�ȴﵽĸ�ĵ�98.9%�����Ÿ�������ʱ������ӣ����ӽ�ͷ��ǿ�Ⱥ��쳤�ʾ��������ӣ��ڸ�������25 hʱ�ﵽ����亸�ӽ�ͷ�Ŀ���ǿ�ȵ���1357 MPa��Ӧ��Ϊ7.86%��25 h�����Ÿ���������ʱ�����ӣ����ӽ�ͷ��ǿ�Ⱥ��쳤�ʾ������½����ڸ�������75 hʱ�����ӽ�ͷ����ѧ���ܵ���Ϊδ�����������������亸�ӽ�ͷ�Ŀ���ǿ�ȵ���1045 MPa��Ӧ��Ϊ5.2%�����������ڸ��������϶̵�ʱ�䣬�����ڶԺ��ӽ�ͷ���лػ����������˺���IJ���Ӧ�����������������ƵIJ�������ͼ10��ʾ��δ�����´����Ľ�ͷ�Ͽڴ������ԵĶ������ƣ�����������ͺ������ѧ���ܣ�������25 h�ĸ��������Ľ�ͷ����ȱ�����Լ��٣���������Χ����ͷ�����ԽϺá��������Ÿ�������ʱ����ӳ�����֯����Ҫ��ǿ����á��ϵĴֻ��������ھ��紦������Ӳ����࣬�ټ��Ͼ������ϴֻ�����ʹ���ӽ�ͷ�������Դ�ͣ������ڸ�������75 hʱ�����ӽ�ͷ�������Ե���δ���������������ӽ�ͷ�ġ�
ͼ9 ��ͬ���������¶��µĺ��ӽ�ͷӦ��-Ӧ������
Fig.9 Tensile stress-strain curves of welded joints under different high-temperature corrosion temperatures
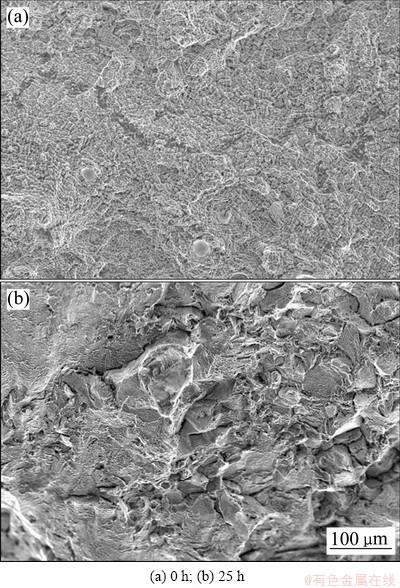
ͼ10 ���ӽ�ͷ���������Ͽ�SEM��
Fig. 10 SEM images of fractured surfaces of flexural tested weldment
2.4 ���ӽ�ͷ�ĸ����������ܷ���
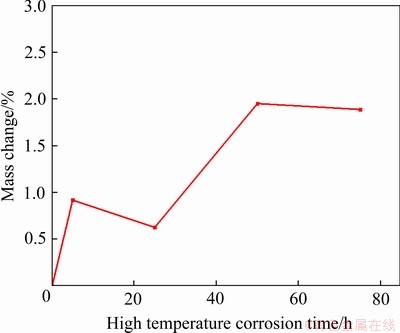
ͼ11��ʾΪ������������ͬʱ���£������Լ���������ǰ�������仯���ߡ���ͼ11�п��Կ��������Ÿ�������ʱ������ӣ��Լ������仯�����ϲ������ӣ���50 h�����ڲ��䡣�������ڸ�������ǰ�ڣ��Լ���������Ĥδ��ȫ�γɻ�ϱ���������Ӧ�������С�����������ʱ�䵽��50 h�������������Ӽ������������Ȳ����������ӣ�����50 h�����ɵ�����Ĥ���ܡ������Ժã���ֹ�˽�һ�����������̣���GH4169�Ͻ����������ܽ�ǿ��
ͼ11 GH4169�Ͻ�650 ��������������仯����
Fig. 11 Corrosion quality change curve of GH4169 alloy at 650 ��
3 ����
1) GH4169�Ͻ���������ĺ���������Ϊ��֦���Ͱ�״��֦������ͷ�ڸ��������Ĺ����о�����С�ܸ��¼��Ⱥ;�������������Ķ������õ��Ӱ�죬�������Ÿ����������ϳ���ֱ��25 hʱ�������ߴ�ﵽ����ֵ���������С�м�С�����ƣ���50 h�Ժ���������ôִ�
2) GH4169�Ͻ���������ӽ�ͷ��������������������������ĸ����ƽ��Ӳ�Ⱦ�����δ���´��������ģ���δ�ȴ�����������������ƽ��Ӳ��Ϊ403.6HV������ĸ�ĵ�ƽ��Ӳ��408.4 HV�����Ÿ��������Ľ��У���������ƽ��Ӳ�ȳ���ĸ�ĵģ�ֱ����������75 h��������ƽ��Ӳ���ٴε���ĸ�ĵġ�
3) GH4169�Ͻ���������ӽ�ͷ��650 ��ĸ��������£�25 hʱ����е�������ܴﵽ��ѣ���75 hʱ����ͷ�Ļ�е�������ܵ��ڳ��½�ͷ����GH4169�Ͻ���������ӽ�ͷ��650 ��ĸ��������²��������� 75 h��
4) GH4169�Ͻ���������ӽ�ͷ������ʱ��ĸ���������������ɽ����ܵ�����Ĥ���Խ�ͷ�ڲ��Ͻ�ı����Ժã���ֹ�˽�һ�����������̡�
REFERENCES
[1] ���±�, ���·�, ³����, �Ͼ���, �����. GH4169�Ͻ���о��½�չ[J]. ϡ�н��������빤��, 2015, 44(3): 768-774.
ZHAO Xin-bao, GU Yue-feng, LU Jin-tao, YAN Jing-bo, YIN Hong-fei. New research development of superalloy GH4169[J]. Rare Metal Materials and Engineering, 2015, 44(3): 768-774.
[2] ELEFTERIE C F, GURAGATA C, BRAN D, GHIBANB. Aeronautical requirements for Inconel 718 alloy[J]. IOP Conference Series: Materials Science and Engineering, 2017, 209(1): 012060.
[3] �����, ��ѧ��, κ־��, �� ��, ������, ������, Ф־��. �����ȴ�����GH4169�Ͻ����⺸�ӽ�ͷ��֯�����ܵ�Ӱ��[J]. ϡ�н��������빤��, 2018, 47(12): 3839-3847.
SHEN Jia-lin, ZHU Xue-ru, WEI Zhi-jian, LIANG Yu, LIANG Yi-long, JIANG Fei-long, XIAO Zhi-xiang. Influence of post-weld heat treatment on microstructure and mechanical properties of GH4169 alloy flash butt welded joint[J]. Rare Metal Materials and Engineering, 2018, 47(12): 3839-3847.
[4] DAMODARAM R, DAMAN S G S, RAO K P. Microstructure and mechanical properties of friction welded alloy 718[J]. Materials Science & Engineering A, 2013, 560: 781.
[5] л����, ������, �����, �����. �á�ͦá���ǿ����Ni-Fe�����ºϽ�GH4169���о��뷢չ[J]. ����ѧ��, 2010, 46(11): 1289-1302.
XIE Xi-shan, DONG Jian-xin, FU Shu-hong, ZHANG Mai-cang. Research and development of �á� and �á� phase strengthened Ni-Fe based superalloy GH4169[J]. Acta Metallurgica Sinica, 2010, 46(11): 1289-1302.
[6] WANG Tian-fu, DI Xin-jie, LI Cheng-ning, WANG Jia-mei, WANG Dong-po. Effect of �� phase on microstructure and hardness of heat-affected zone in TIG-welded GH4169 superalloy[J]. Acta Metallurgica Sinica, 2019, 32(8): 1041-1052.
[7] HERNANDEZ M, AMBRIZ R R, CORTESR. Assessment of gas tungsten arc welding thermal cycles on Inconel 718 alloy[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(3): 579-587.
[8] �¹���, �ű���, �뼪��, �� ��. �����������ں��պ��칤ҵ�е�Ӧ��[J]. �������켼��, 2011(11): 42-45.
CHEN Guo-qing, ZHANG Bing-gang, FENG Ji-cai, SUN Yi. Application of electron beam welding technology in aerospace industry[J]. Aeronautical Manufacturing Technology, 2011(11): 42-45.
[9] �³���. GH4169�Ͻ����������ͷ��֯��ƣ��������չ�о�[D]. �ϲ�: �ϲ����մ�ѧ, 2017.
ZHANG Chen-yang. Study on microstructure and fatigue crack propagation of GH4169 superalloy electron beam welded joints[D]. Nanchang: Nanchang Hangkong University, 2017.
[10] ������, ��ӽ�, �����, ������. ���Լ��� GH4169 ������������Ӻ�����ε�Ӱ��[J]. ����ѧ��, 2009, 30(2): 83-86.
WANG Xi-chang, ZUO Cong-jin, CHAI Guo-ming, ZHANG Lian-feng. Effect of activating fluxes on appearance of weld in thin plate electron beam welding of nickel- basesuperalloy GH4169[J]. Transactions of the China Welding Institution, 2009, 30(2): 83-86.
[11] ������, �� �h, �����, �����. ���������Ӳ����Ը��ºϽ�С�������ò��Ӱ��[J]. �ȼӹ�����, 2017, 46(1): 233-235.
ZHANG Ming-ming, HU Yue, WU Jia-yun, LI Gao-song. Effect of electron beam welding parameters on little penetration depth weld shape of high temperature alloys[J]. Hot Working Technology, 2017, 46(1): 233-235.
[12] �� ��, �� ��, ������, ����Ⱥ. ���շ�����ת�����������������Ԥ��[J]. ����ѧ��, 2019, 40(3): 111-117, 166.
WANG Lun, PAN Bo, HUANG Yi-cheng, LI Li-qun. Prediction technology of electron beam welding deformation for aeroengine rotor components[J].Transactions of the China Welding Institution, 2019, 40(3): 111-117, 166.
[13] SHE L��-bo, WEI Yan-hong, WANG Shao-gang, MA Ji-long, OU Wen-min. Welding parameter optimization of electron beam welded GH4169 superalloy based on orthogonal experiment and numerical simulation[J]. Materials Research Express, 2019, 6(2): 026567.
[14] �� ��. W6/16Mn���������ӽ�ͷ��֯�������о�[D]. ������: ��������ҵ��ѧ, 2017.
LIU Zheng. Investigation on the microstructure and properties of W6/16Mn electron beam welded joints[D]. Harbin: Harbin Institute of Technology, 2017.
[15] ������, ������, �� ǿ. 20Cr2Ni4A�ְ����徧����������������̼����[J]. �����ȴ���, 2019, 44(2): 198-203.
GU Ya-tao, YANG Ming-hua, CHEN Qiang. Austenitic grain growth law and high temperature carburizing process of 20Cr2Ni4A steel[J]. Heat Treatment of Metals, 2019, 44(2): 198-203.
[16] ����÷, ������, �¹�ʤ, ������. GH4169�Ͻ����̹�����Nbƫ���ļ���[J]. ��ɫұ��������о�, 2017, 38(6): 54-56.
LIU Yan-mei, SUN Wen-ru, CHEN Guo-sheng, WANG Tie-gang. Measurement of Nb segregation in GH4169 superalloy during solidification[J]. Nonferrous Metals Engineering & Research, 2017, 38(6): 54-56.
[17] ������, ��ٻӱ, �� ��, ÷����, ����ʤ, �� Զ, ����. Inconel718���ºϽ����������ݱ��о���չ[J]. ����ѧ��, 2016, 52(10): 1259-1266.
LIU Yong-chang, GUO Qian-ying, LI Chong, MEI Yun-peng, ZHOU Xiao-sheng, HUANG Yuan, LI Hui-jun. Research progress on evolution of precipitates in Inconel 718 superalloy[J]. Acta Metallurgica Sinica, 2016, 52(10): 1259-1266.
Long-term aging stability of nickel-based superalloy GH4169 electron beam welded joints
WEI Qi, AO San-san, WANG Tai, WU Man-peng, LUO Zhen
(School of Materials Science and Engineering, Tianjin University, Tianjin 300350, China)
Abstract: The stability of GH4169 electron beam welding joints was studied under different high temperature conditions, and its high temperature stability performance under corresponding time conditions was explored. The microstructure and mechanical properties of the samples after different high temperature corrosion time were studied by optical microscope, SEM and tensile test. The results show that the center region of the weld of GH4169 alloy is dendritic and cellular dendritic. Due to the interaction between the high temperature corrosion time and the pinning effect of the second phase particles, the grains grow continuously with high temperature corrosion, reaching a maximum value at 25 h, and then the grain size has a tendency to decrease, and the grains continue to become coarse after 50 h. Under high temperature corrosion at 650 ��, the mechanical tensile properties of the welded joints reach the best at 25 h, and the mechanical tensile properties of the joints at 75 h are lower than those of the joints without high temperature corrosion. A layer of dense oxide film will be formed on the surface of welded joint after a long time high temperature corrosion.
Key words: GH4169 superalloy; electron beam welding; high temperature stability
Foundation item: Project(2018YFB1107900) supported by the National Key R&D Program of China; Project(U1933129) supported by the National Natural Science Foundation of China and Civil Aviation Administration of China; Project(18JCQNJC04100) supported by the Natural Science Foundation of Tianjin City, China; Project(19JCZDJC39000) supported by the Key Program of the Natural Science Foundation of Tianjin, China
Received date: 2019-12-22; Accepted date: 2020-04-27
Corresponding author: AO San-san; Tel: +86-13672159533; E-mail: ao33@tju.edu.cn
(�༭ �� ��)
������Ŀ�������ص��з��ƻ���Ŀ(2018YFB1107900)��������Ȼ��ѧ���������ϻ���������Ŀ(U1933129)���������Ȼ��ѧ����������Ŀ(18JCQNJC04100)���������Ȼ��ѧ�����ص���Ŀ(19JCZDJC39000)
�ո����ڣ�2019-12-22�������ڣ�2020-04-27
ͨ�����ߣ�����������ʦ����ʿ���绰��13672159533��E-mail��ao33@tju.edu.cn

