ПЎУРҪрКф 2006,(02),203-208 DOI:10.13373/j.cnki.cjrm.2006.02.018
ёЯЛЩБРіөУГНӯәПҪрҪУҙҘПЯУГІДБПј°ЖдјУ№Ө№ӨТХ
Р»Л®Йъ »Ж№ъҪЬ
ХӘ ТӘЈә
ФЪСРҫҝәН·ЦОц№ъДЪНвёЯЛЩБРіөУГНӯәПҪрҪУҙҘПЯөД»щҙЎЙП, ҪбәПДҝЗ°НӯәПҪрҪУҙҘПЯөДЙъІъПЦЧҙ, ¶ФОТ№ъНӯәПҪрҪУҙҘПЯІДБПәНјУ№Ө№ӨТХҪшРРБЛ·ЦОцЎЈЛжЧЕөзЖш»ҜМъВ·ФЛРРПтёЯЛЩ»Ҝ·ўХ№, ҝӘ·ўРВРНөДCu-Cr-ZrПөЎўCu-MgПөНӯәПҪрҪУҙҘПЯКЗұШТӘЗТҝЙРРөДЎЈДҝЗ°ОТ№ъНӯәПҪрҪУҙҘөјПЯЦЖФмјјКхұИҪПВдәу, ФЪНӯИЫМеҪаҫ»»ҜҙҰАнәНБ¬ЦэіЙРОБҪёц№Шјь№ӨРтЙП, Иұ·ҰУРР§КЦ¶О, ҙуҙуУ°ПмБЛІъЖ·өДЧоЦХРФДЬЎЈЧЫәПҝјВЗІъЖ·өДЧоЦХРФДЬәНҙу№жДЈБ¬Рш»ҜЙъІъөДТӘЗу, ФЪјУ№Ө№ӨТХ·ҪГж, Б¬ЦэБ¬Фю·ЁәНБ¬Ршј·С№·ЁКЗОҙАҙҝӘ·ўөДЦШөгЎЈ
№ШјьҙКЈә
ёЯЛЩБРіөҪУҙҘПЯ ;ХрІЁЛЩ¶И ;Cu-Cr-Zr ;Cu-Mg ;Б¬ЦэБ¬Фю ;Б¬Ршј·С№ ;ёЯЗҝёЯөјНӯәПҪр ;
ЦРНј·ЦАаәЕЈә U270.41
КХёеИХЖЪЈә 2004-12-01
»щҪрЈә №ъјТёЯјјКхСРҫҝ·ўХ№јЖ»® (2004AA33G060) ЧКЦъПоДҝ;
Materials and Process Technics of Copper Contact Wires for High-Speed Train
AbstractЈә
Based on systematical research and analysis on domestic and foreign high speed train contact wire, and combining current production status of the copper alloy contact wire, the contact wire materials and processing technics were analyzed. Along with high-speed developing of the electric train, the development of Cu-Cr-Zr and Cu-Mg copper alloys is necessary and feasible. At present, the manufacture technology of copper alloy contact wires is backward. It is short of effective means in purifying copper melt and continuous casting forming. This affects the final properties of product seriously. In order to meet the final properties of product and massive continuous production, continuous casting and rolling and continuous extrusion forming are of important in the sight of technics.
KeywordЈә
high-speed train contact wire; wave propagation velocity; Cu-Cr-Zr; Cu-Mg; continuous casting and rolling; continuous extrusion forming; high-strength and high-conductivity copper alloy;
ReceivedЈә 2004-12-01
ёЯЛЩБРіөҫЯУР°ІИ«РФәГЎў ХэөгВКёЯЎў ҝмЛЩөИУЕөгЎЈ ДЬУРР§өШёДЙЖҪ»НЁ»·ҫі, ҙш¶Ҝ№ъГсҫӯјГөД·ўХ№ЎЈ 20КАјН60ДкҙъТФАҙ, ЛжЧЕМъВ·өзЖш»ҜөДёЯЛЩ·ўХ№, МъВ·ФЛКдТ»ФЩМбЛЩ (Т»°гФЛРРЛЩ¶ИФЪ120~160 kmЎӨh-1 ОӘЦРЛЩ, 160~200 kmЎӨh-1 ОӘЧјёЯЛЩ, 200~400 kmЎӨh-1 ОӘёЯЛЩ) , ¶ФУЪөзЖш»ҜМъВ·УГҪУҙҘПЯРФДЬТӘЗуФҪАҙФҪёЯ, ТтОӘФЪөзЖш»ҜМъВ·ФЛРР№эіМЦР, ҪУҙҘөјПЯІ»ҪцТӘіРКЬҪПҙуөДРь№ТХЕБҰ, Н¬Кұ»№ҫӯКЬЧЕНЁ№эөзБчКұТэЖрөДИИЧчУГЎЈ ТтҙЛ, ІДБПТӘЗуҫЯУРБјәГөјөзРФДЬөДН¬Кұ»№УҰҫЯУРёЯөДҝ№АӯЗҝ¶И, ¶шЗТФЪөзБчёәәЙФцҙуЎў ОВ¶ИЙэёЯКұИФИ»ТӘұЈіЦҪПёЯөДЗҝ¶И
[1 ]
ЎЈ
ОТ№ъМъВ·№гЙоПЯЎў ҫ©ЦЈПЯөИ¶јҙуБҝ»тИ«ІҝК№УГБЛ·Ё№ъ»төВ№ъІъЖ·, »Ё·СБЛҙуБҝНв»г
[2 ]
ЎЈ ТтҙЛ, ¶Ф№ъІъНӯј°НӯәПҪрҪУҙҘПЯөДСРЦЖҝӘ·ўјҙіЙОӘОТ№ъЖуТөәНҝЖСРөҘО»өДЦШТӘҝОМвЦ®Т»ЎЈ МъөАҝЖС§СРҫҝФә»ъіөіөБҫСРҫҝЛщУлЙПәЈҝөіЙНӯІДУРПЮ№«ЛҫЎў ЙПәЈөзАВі§өДҝЖјјИЛФұіӨЖЪҙУКВНӯәПҪрҪУҙҘПЯөДЕд·ҪәНЦЖФм№ӨТХөДСРҫҝЎЈ ¶аПоСРҫҝіЙ№ыТСФЪМъВ·ЙПНЖ№гУҰУГ, ІўИЎөГБЛБјәГөДјјКхҫӯјГР§ТжЎЈ
1 ёЯЛЩБРіөУГҪУҙҘПЯөДІДБПРФДЬТӘЗуәНЦчТӘјјКхЦёұк
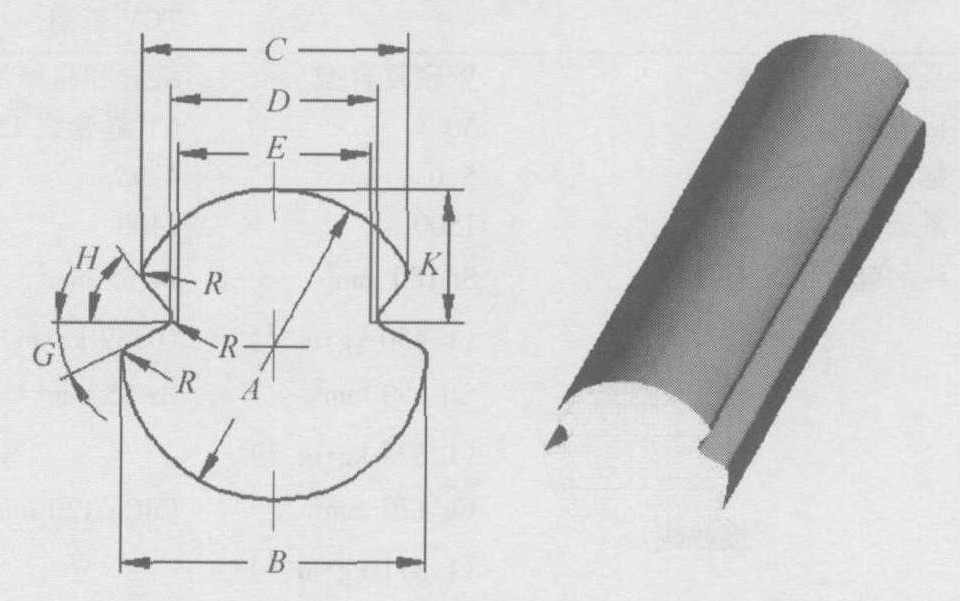
ҪУҙҘПЯКЗҪУҙҘНшЦРЦШТӘөДЧйіЙІҝ·ЦЦ®Т»ЎЈ ҪУҙҘПЯТ»°гЦЖіЙБҪІаҙш№өІЫөДФІЦщЧҙИзНј1ЛщКҫ, ұн1ОӘҪУҙҘПЯөД№жёсј°іЯҙзЎЈ Жд№өІЫОӘұгУЪ°ІЧ°ПЯјР, ТӘЗуРьөх№М¶ЁҪУҙҘПЯ¶шУЦІ»У°ПмКЬөз№ӯ»¬°еөД»¬РРИЎБчЎЈ іЈ№жөДҪУҙҘПЯКЗІЙУГАӯ°О№ӨТХЙъІъЎЈ НӯөДөзЧиВКөНЎў өјөзРФёЯЎў ҝ№ёҜКҙРФДЬәГ, КЗАнПлөДҪУҙҘПЯІДБПЎЈ
ҪУҙҘПЯјИТӘМṩёЯЛЩБРіөЛщРиөД¶ҜБҰЎў ХХГчәНҝХөчөИУГөз, УЦТӘіРКЬҪПҙуөДЦбПтАӯБҰ, Н¬КұҪУҙҘПЯҝЙДЬ№ӨЧчФЪј«АдЎў ј«ИИЎў ёҜКҙРФЗҝөИ»·ҫіЦР, ЧЬөДАҙЛө, өзБҰҙ«КдПЯұШРлҫЯУРТФПВРФДЬ
[3 ,4 ,5 ,6 ,7 ]
: ДЬ№»ВъЧгёЯЛЩБРіөЛЩ¶ИәНөзБчөДТӘЗу (3000 VЦұБч»тХЯ25 kV 50~60 HzҪ»БчөзБч) , ҫЯУРЧг№»өДҝ№Аӯ
Нј1 ҪУҙҘПЯ (a) ҪУҙҘПЯҪШГжНј; (b) ҪУҙҘПЯНвРОНј ( (a) НјөДҫЯМеІОКэЗлјыұн1) Fig.1 Contact wires
Зҝ¶ИАҙіРКЬХс¶Ҝ, ёЯөјөзВК, ДНДҘРФәГ, ДНИИРФәГ, ҝ№Ин»ҜОВ¶ИёЯ, Ин»ҜҙҰАн (300 ЎжұЈОВ2 h) әуЖдіЈОВҝ№АӯЗҝ¶ИІ»РЎУЪіхКјМ¬өД90%, ҝ№ҙуЖшёҜКҙРФДЬәГ (ХвФЪОВЕҜіұКӘөДСШәЈј°№ӨТөЗшУИОӘЦШТӘ) , ПЯЕтХНПөКэРЎ (ТФМбёЯҪУҙҘНшөДОИ¶ЁРФ)
[8 ]
ЎЈ ұн2ОӘёч№ъІ»Н¬ёЯјЬНшПөНіІЙУГөДРФДЬІОКэЎЈ
2 НӯәПҪрҪУҙҘПЯөДСРҫҝПЦЧҙ
2.1 НӯәПҪрҪУҙҘПЯөД»щұҫЗйҝц
НӯІДөјөзРФәГ, ө«Зҝ¶ИІ»ЧгЎЈ іӨЖЪТФАҙ, ФЪНӯҪУҙҘөјПЯСРҫҝ·ҪГж, Т»ЦұҙжФЪёЯЗҝ¶ИәНёЯөјөзВКЦ®јдөДГ¬¶ЬЎЈ Т»°гАҙЛө, ТӘұЈіЦНӯөДёЯөјөзВК, ФтЗҝ¶ИНщНщІ»Чг; ¶шТӘМбёЯЗҝ¶И, ФтРијУИләПҪріЙ·Ц, ДЗСщУЦ»бәЬҙуіМ¶ИЙПҪөөННӯІДөДөјөзВК
[9 ]
ЎЈ ФЪCuЦРјУИлТ»Р©ёЯИЫөгЎў ёЯЗҝ¶ИөДҪрКфәННӯРОіЙ№МИЬМе, өјЦВНӯФӯЧУөгХу»ыұд, К№өзЧУФЛ¶ҜЧиБҰФцјУ, Тт¶шөзЧиФцҙу, јУИлБҝФҪ¶а, ҫ§ёс»ыұдіМ¶ИФҪҙу, Тт¶шөзЧиВКЙПЙэ, өјөзВКПВҪөЎЈ ИЛГЗФЪҪвҫцёЯЗҝ¶ИәНёЯөјөзВКХв¶ФГ¬¶ЬКұ, ҙу¶јКЗФЪҫЎҝЙДЬЙЩөДҪөөННӯөјПЯөјөзВКөДЗ°МбПВ, ІЙУГ№МИЬЗҝ»ҜЎў ұдРОЗҝ»Ҝ»тіБөнЗҝ»ҜАҙМбёЯНӯІДөДЗҝ¶ИЎЈ
№ъДЪНв¶ФУЪёЯЛЩ№мөАУГ№ШјьІДБП¶јҪшРРБЛіӨЖЪөД»щҙЎСРҫҝәНУҰУГСРҫҝ
[10 ,11 ,12 ,13 ,14 ]
ЎЈ ёЯЛЩ№мөАУГҪУҙҘөјПЯТ»°гМнјУТ»Р©ёЯИЫөгЎў ёЯУІ¶ИЎў өН№МИЬ¶ИөДҪрКф, ИзCr, Nb, AgөИ, ҪиЦъәПҪрЦКөгөДПЛО¬ЧҙЕЕБР, ФЪІ»У°ПмөјөзВКөДЗ°МбПВАҙФцјУНӯПЯІДөДЗҝ
ұн1 ҪУҙҘПЯөД№жёсј°іЯҙзTable 1 Standards and dimensions of contact wires
ұкіЖҪШГж»э/2
јЖЛгҪШГж»э/2
іЯҙзј°Ж«Іо
A /mmB /mmC /mmD /mmE /K /R /G / (Ўг) H / (Ўг)
ЎА1%
ЎА2%
ЎА2%
+4%, -2%
ЎА1%
85
86
10.80
10.76
9.40
7.24
6.80
4.60
0.40
27
51
110
111
12.34
12.34
9.73
7.24
6.80
4.47
0.40
27
51
120
121
12.90
12.90
9.76
7.24
6.80
4.35
0.40
27
51
150
151
14.40
14.40
9.71
7.24
6.80
4.00
0.40
27
51
ұн2 І»Н¬ёЯјЬНшПөНіІЙУГөДРФДЬІОКэTable 2 Property parameters of different elevated network systems
ІОКэ
ИХұҫ
·Ё№ъ
өВ№ъ
ТвҙуАы
TGV¶«ДП
TGVҙуОчСу
Рь№ТАаРН
·ұГЬёҙәПРН
·мәПәНјтөҘРН
јтөҘРН
·мәПәНјтөҘРН
Л«·мәПәНјтөҘРН
ұкЧјҝз¶И
50
63 (·мәППЯ15)
63
65 (·мәППЯ18)
60 (·мәППЯ14)
ұкЧјөДПЯёЯ¶И/m
5.0
4.95
4.95
5.3
4.85
ПөНіёЯ¶И/mm
1500
1400
1400
1800
1400
ПЯөДЕЖәЕ Рь№ТПЯ
St 180 mm2 -1 )
Bz 65 mm2 -1 )
Bz 65 mm2 -1 )
Bz11 70 mm2 -1 )
CdCu 153.7 mm2 -1 )
ёЁЦъРь№ТПЯ
Cu 150 mm2 -1 )
Bz 35 mm2
-
Bz11 35 mm2 -1 )
-
ҪУҙҘПЯ
Cu 170 mm2 -1 )
CdCu 120 mm2
Cu 150 mm2 -1 )
CuAg Ri 120 mm2 -1 )
CuAg 151.7 mm2 -1 )
ҪУҙҘПЯЧЬГЬ¶И
4.34
1.65
1.92
1.71
2.77ЎБ2
Рь№ТПЯөДХЕБҰ Рь№ТПЯ/N
24500
14000
14000
15000
18400
ёЁЦъРь№ТПЯ/N
14700
4000 (·мәППЯ)
-
2800 (·мәППЯ)
2900 (·мәППЯ)
ҪУҙҘПЯ/N
14700
14000
20000
15000
14700
ЧЬХЕБҰ/N
(53900)
(28000)
(34000)
(30000)
(33100ЎБ2)
ҪУҙҘПЯөДХрІЁЛЩ¶И/ (kmЎӨh-1 )
355
414
441
424
376
ҰВ (»ріөЛЩ¶И/ХрІЁЛЩ¶И)
0.68 (=240/355)
0.65 (=270/414)
0.68 (=300/441)
0.59 (=250/424)
0.66 (=250/376)
ФӨЛЙіЪ
Г»УР
1/1000
1/1000
1/1000
1/1000
¶ИәНДНДҘРФЎЈ БнНвИХұҫ»№ІЙУГҙуұдРОЗҝ»ҜјјКх, ҪшРРCr, NbПөНӯ»щёҙәПІДБПЗҝ»ҜөДСРҫҝ№ӨЧчЎЈ №ъДЪЙПәЈҙуС§әНОчұұ№ӨТөҙуС§МбіцІЙУГ¶ЁПтДэ№М№ӨТХАҙМбёЯНӯәПҪрЗҝ¶ИЎЈ ¶ЁПтДэ№МјјКхК№CrФЪНӯПЯЦРіЙПЛО¬ЧҙЕЕБР, МбёЯЗҝ¶И, Н¬КұҪвҫцёЯөјөзВКәНёЯЗҝ¶ИөДГ¬¶Ь, ХвПо№ӨТХДҝЗ°»№ҙҰУЪ»щҙЎСРҫҝҪЧ¶ОЎЈ
ОТ№ъФЪёЯЛЩБРіөҪЁЙи·ҪГжЖрІҪҪПНн, өзБҰ»ъіөҪУҙҘөјПЯЦЖФмјјКхПа¶ФВдәу, ФЪНӯИЫМеҪаҫ»»ҜҙҰАнәНБ¬ЦэіЙРОБҪёц№Шјь№ӨРтЙП, Иұ·ҰУРР§КЦ¶О, ҙуҙуУ°ПмБЛЧоЦХІъЖ·РФДЬЎЈ ДҝЗ°, ІЙУГөДЙъІъҪУҙҘөјПЯөД№ӨТХЦчТӘКЗІЙУГЙПТэБ¬ЦэјУАӯ°О№ӨТХ
[15 ]
ЎЈ УЙУЪ№ъІъЙПТэЙиұё¶аОӘБ¬МеВҜ (јҙИЫ»ҜВҜУлұЈОВВҜОӘТ»Ме) , јУБПәуБўҝМТэіц, Г»УРіБҫІ№эіМ, ФміЙВҜБПОВІоҙуЎў ФУЦКІ»ТЧЕЕіэЎў НССхІ»і№өЧЎў ОьЖшСПЦШөИОКМвЎЈ
2.2 НӯәПҪрҪУҙҘПЯІДБП·ҪГжөДСРҫҝ
НӯәПҪрҪУҙҘөјПЯөДЦчТӘУЕөгКЗ: ёЯОВЗҝ¶ИёЯ, ДНДҘРФәГ, ІўЗТУРБјәГөДөјөзРФДЬЎЈ »щУЪТФЙПУЕөг, №ъДЪНв¶ФНӯәПҪрҪУҙҘПЯІДБПҪшРРБЛҙуБҝСРҫҝ
[16 ,17 ,18 ,19 ]
ЎЈ ұн3ОӘ№ъДЪНвТСҫӯІъТө»Ҝ»тКФЦЖөДНӯәПҪрҪУҙҘПЯөДЦчТӘјјКхРФДЬЦёұк
[4 ,8 ,20 ,21 ,22 ,23 ,23 ]
ЎЈ
2.2.1 ТшНӯәПҪрАаҪУҙҘПЯ ФЖДПНӯТөФЪSCR1300Б¬ЦэБ¬ФюЙъІъПЯЙПДЬЙъІъіцЦКБҝУЕБјөДCu-AgҪУҙҘПЯ, ҫӯАдАӯ»тАдФюіЙРООӘјУ№ӨЧйЦҜЦВГЬөДёЯЗҝ¶ИЎў ДНДҘҪУҙҘНӯәПҪрөјПЯ, НкИ«ҝЛ·юБЛҙ«НіјјКх (ЙПТэ·Ё) ЙъІъөДЦэМ¬ЧйЦҜөДИұөг, ҝЙВъЧг»ъіө200 kmЎӨh-1 ТФЙПөДФЛРРЛЩ¶ИЎЈ ЖдРФДЬТСәНөВ№ъІъТшНӯҪУҙҘПЯПаөұ, ө«ФЪҪУҙҘПЯөДЖҪЦұ¶ИЙПЙРРиЙФЧчёДҪшМбёЯ, ТФҪөөНКЬөз№ӯәНҪУҙҘПЯөДАлПЯВК
[7 ]
ЎЈ
2.2.2 ОэНӯәПҪрҪУҙҘПЯ ОТ№ъТСБРИлРРТөұкЧјөДОэНӯҪУҙҘПЯ, ҝ№АӯЗҝ¶ИҪУҪьТшНӯҪУҙҘПЯ, ө«өјөзВКЙФөН (70%IACS) , ёщҫЭ№ӨіМЦРҪУҙҘНшЙијЖөДҫЯМеТӘЗу, ҝЙУГУЪКұЛЩФЪ200 kmЎӨh-1 ТФПВөДҪУҙҘНшЦРЎЈ ПЦФЪ·Ё№ъФЪКұЛЩОӘ300~350 kmЎӨh-1 өДҪУҙҘНшЦРСРЦЖәНКФУГөДОэНӯ120ҪУҙҘПЯ, Ждҝ№АӯЗҝ¶ИәНөјөзВК·ЦұрОӘ360.8 MPaәН70%IACS
[3 ]
ЎЈ
ұн3 №ъДЪНвНӯәПҪрҪУҙҘПЯөДЦчТӘјјКхРФДЬЦёұкTable 3 Primary properties of contact wires produced in domestics and abroad
ІДБП
әПҪріЙ·Ц
ЧоРЎҝ№Аӯ
ЧоРЎөјөзВК/
ұёЧў
НӯТшҪУҙҘПЯ
Cu-0.1%Ag
353
96.5
CTHA120 (TB/T2821-1997)
Cu-0.1%Ag
367
96.5
Ris120 (DIN43141)
Cu-0.12Ag
369
97.0
JIS36512-3F
Cu-0.1%Ag
410
97.0
-
НӯТшОэҪУҙҘПЯ
Ag-Sn-Cu
368
90.0
CTHB1-120 (TB/T2821-1997)
Ag-Sn-Cu0.04
376
85.5
CTHB2-120 (TB/T2821-1997)
Ag-0.07Sn-Cu
409
90.0
ЦР№ъЧЁАы, No.93117113
НӯпУҪУҙҘПЯ
107-CuCd
439
84.0
107-CuCd (BS23)
Cu-Cd
457
80.0
Alloy80 (ASTMB9)
Cu-1.0%Cd
400
90.0
C16200 (Cu-1.0%Cd)
Cu-Cd
440
90.0
NFC34-800
C3-Cd (Cu-Cd)
431
92.8
NFC34-110
Cu-0.7Cd
413
86.2
DIN43141
Cu-1.0Cd
434
80.2
DIN43141
CuO1.0%Cd
425
82.6
Rik100 (DIN17666)
НӯГҫҪУҙҘПЯ
Cu-Mg
490
68.0
Rim120 (DIN/EN50149)
Cu-0.4Mg
455
72.0
°лУІөг385 Ўж
Cu-0.6Mg
500
68.0
°лУІөг385 Ўж
НӯёхпҜҪУҙҘПЯ
Cu-0.6Cr-0.12Zr-0.03Mg
586
85.0
КұР§Зҝ»Ҝ
Cu-0.31Cr-0.07Zr-0.02Si
555
78.0
110 mm2 ҪУҙҘөјПЯ
Cu-0.31Cr-0.07Zr-0.02Si
609
80.7
Ұө 4 mmФІҪШГжCu-Cr-ZrөјПЯ
Cu-0.4Cr-0.14Zr-0.06Si
567
80.1
PHCОціцЗҝ»ҜНӯәПҪр
Cu-Cr-Zr-Ce
642
78.0
~
Cu-Cr-Zr
620
82.0
~
НӯТшпҜҪУҙҘПЯ
Cu-0.1Ag-Zr
580
82.0
~
2.2.3 ёЯЗҝёЯөјНӯәПҪрҪУҙҘПЯ ЛжЧЕөзЖш»ҜМъВ·ФЛРРПтёЯЛЩ·ўХ№, ұШИ»ТӘЗујУҙуҪУҙҘПЯөДРь№ТХЕБҰ, МбёЯФШБчДЬБҰЎў ҪУҙҘНшөДОИ¶ЁРФ, ёДЙЖ»ъіөКЬБчЦКБҝ, ФЪТӘЗуҪУҙҘПЯІДБПҫЯУРБјәГөјөзРФөДН¬Кұ, »№УҰҫЯУРёЯөДҝ№АӯЗҝ¶ИЎЈ ДҝЗ°, ёЯЛЩөзЖш»ҜМъВ·¶ФНӯәПҪрҪУҙҘөјПЯөДјјКхТӘЗуКЗ: ҝ№АӯЗҝ¶ИҰТb ЎЭ550 MPa; өјөзВКҰСЎЭ75%IACSЎЈ
(1) НӯёхпҜәПҪрҪУҙҘПЯ: ИХұҫҝӘ·ўөДPHC110ҪУҙҘПЯ, ҝ№АӯЗҝ¶ИәНөјөзВК·Цұрҙп555.5 MPaәН78.8%IACSЎЈ ХвКЗТ»ЦЦИИҙҰАнРНөДНӯәПҪр, УЙҙЛЦЦәПҪрЧцөДІҝјюФЪ№ъДЪәПҪрі§ЦРФзУРЙъІъәНУҰУГ, ө«ФЪОТ№ъөзПЯөзАВі§ЦРТӘКөПЦБ¬РшҙуіӨ¶ИОЮҪУН·өДБ¬РшЙъІъөДИИјУ№Ө№ӨТХЙРРиГюЛчЎЈ №жДЈЙъІъ, ЙРРиФцјУҙуРНөДИИҙҰАнЙиұё, ҝӘ·ўБ¬РшЙъІъөДјУ№Ө№ӨТХ
[3 ]
ЎЈ
(2) пУНӯәПҪрҪУҙҘПЯ: пУНӯЛдИ»УРұИҪПёЯөДҝ№АӯЗҝ¶ИәНөјөзВК, ө«пУУР¶ҫДСУЪКөПЦҙу№жДЈЙъІъЎЈ
(3) ГҫНӯәПҪрҪУҙҘПЯ: өВ№ъФЪҝ«·ўКұЛЩҙп330 kmЎӨh-1 өДRe330РНҪУҙҘНшЦРСРЦЖөДГҫНӯ120ҪУҙҘПЯТСҪшИлКФФЛРРҪЧ¶О, ІўИЎөГБЛФӨЖЪөДР§№ыЎЈ ДҝЗ°өДҝ№АӯЗҝ¶ИәНөјөзВКҝЙ·ЦұрҙпөҪ503 MPaәН70%IACSЎЈ ТӘҪшТ»ІҪМбёЯЗҝ¶И, ұЈіЦ»тМбёЯөјөзВК, »№РиМнјУөЪ¶юЙхЦБөЪИэФӘЛШЎЈ БнНв, ГҫФЪЦЖЧчГҫНӯәПҪрөДҙу№жДЈЙъІъЦРКЗДСУЪБ¬РшОИ¶ЁҝШЦЖөДФӘЛШ, ХвР©¶јРиСРҫҝ
[8 ]
ЎЈ
2.3 ҪУҙҘПЯјУ№Ө№ӨТХ·ҪГжөДСРҫҝ
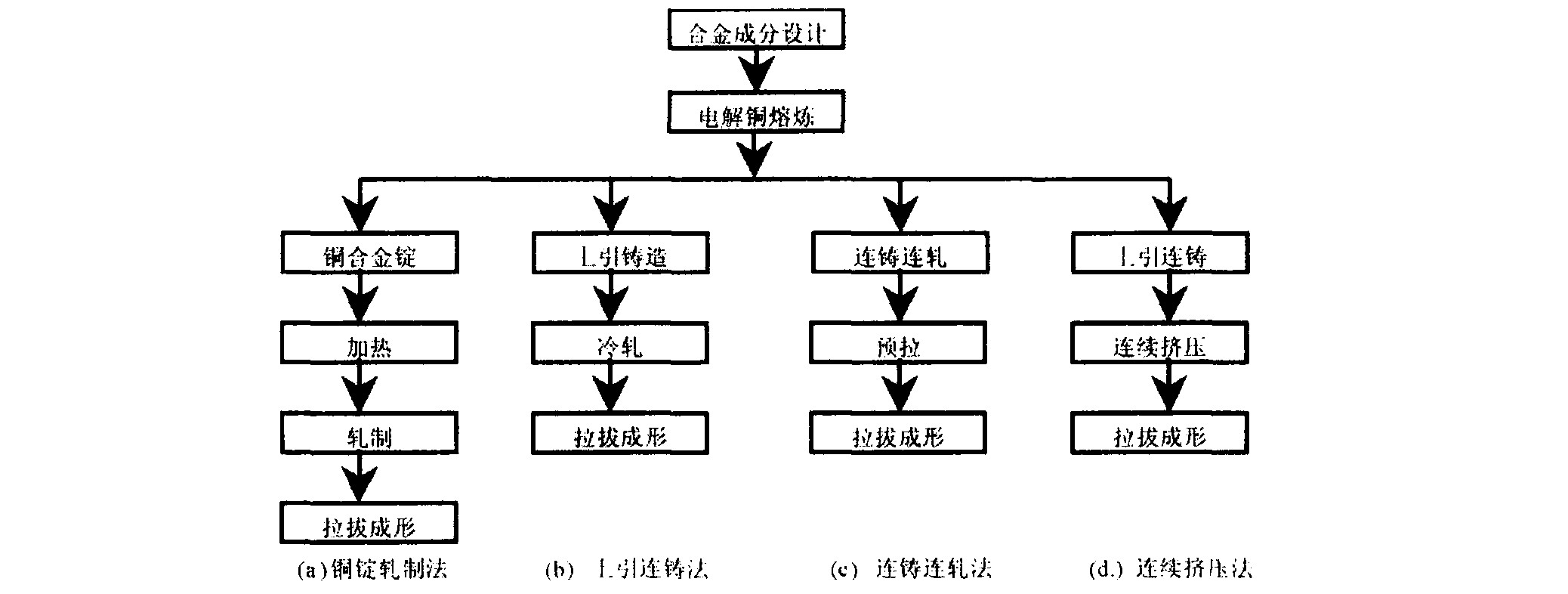
ДҝЗ°ҪУҙҘПЯөДЙъІъ№ӨТХЦчТӘУРНӯ¶§ФюЦЖ·ЁЎў ЙПТэ·ЁЎў Б¬ЦэБ¬Фю·ЁәНБ¬Ршј·С№өИ, Жд№ӨТХБчіМНјИзНј2ЛщКҫЎЈ
Нӯ¶§ФюЦЖ·ЁЙиұёГЬұХРФІо, ҫӯИИФюәу, іЙОӘұнГжСх»ҜСПЦШөДәЪНӯёЛ, РиҫӯЛбПҙ, ІўТӘәёҪУҪУіӨ, №КІ»ДЬЦЖФмОЮәёҪУҪУН·өДіӨ¶ИҙуУЪ1500 m (ЦШ1500 kg) өДҪУҙҘПЯ
[24 ]
ЎЈ ІЙУГХвЦЦ№ӨТХЙъІъөДҪУҙҘПЯөДИұПЭ, ЛжЧЕК№УГДкПЮөДСУіӨЦрҪҘұ©В¶іцАҙ, ФміЙ¶ППЯКВ№КВЕВЕ·ўЙъ, ОЮ·ЁВъЧгёЯЛЩөзЖш»ҜМъВ·өДФЛРРТӘЗуЎЈ
ЙПТэБ¬Цэ·ЁЙъІъҪУҙҘПЯТ»°г¶јКЗУЙҰө 30 mmөДЙПТэёЛАдФюіЙҰө 16.4 mm, ФЩАӯ°ОіЙҪШГж»эОӘ120 mm2 өДЧоЦХІъЖ·ЎЈ ХвЦЦ·Ҫ·ЁөДУЕөгКЗИЫБ¶әНБ¬РшЦэФм№эіМІ»ҫӯ№эБчІЫЎў ЦРјд°ьәНҪҪ°ь, ¶јКЗФЪёфҫшҝХЖшөДМхјюПВҪшРР, ЙъІъөДЦэёЛЖ·ЦКҙҝҫ»Ўў јРФУОпј«ЙЩЎў ә¬СхБҝј«өН, МШұрККәПУЪёчЦЦНӯәПҪрөДИЫБ¶; ВҜИЭРЎ, ІрВҜЎў ПҙВҜіЙұҫөН, ұд»»ЙъІъНӯәПҪрЖ·ЦЦБй»о
[15 ,25 ]
ЎЈ №ъДЪҙуІҝ·Ц№Өі§Т»ЦұІЙУГЙПТэБ¬Цэ·ЁЦЖФмНӯҪУҙҘПЯәНТшНӯәПҪрҪУҙҘПЯЎЈ ХвЦЦ·Ҫ·ЁҙжФЪөДЦчТӘОКМвКЗ: 30 mmөДЙПТэёЛФЪіЈОВПВФюЦЖәНАӯ°ОКұ, І»ДЬёДЙЖДЪІҝЧйЦҜ, Аӯ°ОәуІъЖ·¶ПГжЧйЦҜОӘҫ§БЈҙЦҙуЎў ОҙНкИ«ЖЖЛйөДЦэФмЧйЦҜЎЈ УЙУЪХвЦЦЧйЦҜФміЙөДІРУаУҰБҰ, К№ҪУҙҘПЯјЬЙиәуСШЖдіӨ¶И·ҪПтУРРн¶аІ»№жФтөДОўРЎІЁАЛНд, ёЯЛЩөзБҰ»ъіөНЁ№эКұ»бІъЙъБ¬РшПёЛйөДАлПЯ»р»Ё, ҪөөНБЛ»ъіөөДИЎБчЦКБҝ, Н¬КұТІҪөөНБЛҪУҙҘПЯЧФЙнөДКЩГь
[15 ]
ЎЈ
Нј2 ЙъІъНӯәПҪрҪУҙҘПЯёчЦЦ·Ҫ·ЁөД№ӨТХБчіМFig.2 Processes used for produce contact wires by different methods
ІЙУГБ¬ЦэБ¬ФюЙъІъНӯәПҪрҪУҙҘПЯ, »сөГөДІДБПДЪІҝЧйЦҜОӘПёРЎЎў ҫщФИөДҫ§БЈЎЈ Н¬КұІъЖ·»№ҫЯУРЗҝ¶ИёЯЎў Ин»ҜОВ¶ИёЯЎў ЖҪЦұ¶ИәГЎў ДНДҘРФәНҝ№ИдұдДЬБҰёЯөИМШөг, НкИ«ҝЛ·юБЛҙ«НіјјКхЙъІъөДЦэМ¬ЧйЦҜөДИұөг
[7 ]
ЎЈ ө«КЗБ¬ЦэБ¬Фю№ӨТХКЗОӘВъЧгДкІъБҝФЪ3НтtТФЙПІъБҝөДҙҝНӯёЛЙъІъТӘЗу¶шЙијЖөД, ЙъІъЙиұёөДИХІъБҝЦБЙЩФЪ100 t, І»ДЬұЈЦӨРиЗуБҝәЬЙЩөДөзіөПЯЛжКұ№©»хЎЈ ¶шЗТёь»»әПҪрРиТӘЖө·ұІрВҜЦюВҜ, ЙиұёДЬБҰАыУГВКөН, ЙъІъЦЖФміЙұҫёЯЎЈ ДҝЗ°, ИХұҫЎў өВ№ъЎў ·Ё№ъЎў ИрөдөИҙу¶аКэ·ўҙп№ъјТҫщІЙУГЎ°Б¬ЦэБ¬ФюЎұ·ЁАҙЙъІъёЯЛЩөзЖш»ҜМъВ·УГCu-AgәПҪрөзіөПЯЎЈ
ІЙУГБ¬Ршј·С№№ӨТХёщҫЭ¶аДкөДАнВЫСРҫҝәНКөјККФСй, Из№ыҪ«Б¬Ршј·С№јјКхУҰУГөҪҪУҙҘПЯЙъІъ№ӨТХ, НЁ№э¶ФҪрКфұдРО»ъАнөДСРҫҝ, ҫНДЬЦЖФміцҫ§БЈПёРЎөДТшНӯәПҪрҪУҙҘПЯ, МбёЯЖдҝ№АӯЗҝ¶ИТФФцјУАӯ¶ПБҰ, ҙУ¶шҙуҙуМбёЯБРіөФЛРРЛЩ¶И
[15 ,26 ]
ЎЈ ІЙУГБ¬Ршј·С№№ӨТХУРИзПВУЕөг: ЕчБПОЮРијУИИЎЈ Б¬Ршј·С№КЗНЁ№эЕчБПУлҪшБПөј°еөДДҰІБЙъИИАҙҝШЦЖҪрКфөДРОұдОВ¶И, НӯәПҪрФЪұдРОКұөДОВ¶ИҝЙҙп500 ЎжЙхЦБёьёЯ, ТтҙЛОЮРијУИИ, ДЬБҝПыәДҝЙҪөөН30%ТФЙП
[15 ,27 ,28 ]
; КөПЦОЮјд¶ПөДБ¬РшЙъІъЎЈ ұдРОҪрКфКЬБҰЧҙМ¬әГ, ЧйЦҜЦВГЬЎЈ ЕчБПФЪБ¬Ршј·С№№эіМЦРҙҰУЪЗҝБТөДИэПтС№УҰБҰЧҙМ¬, УРАыУЪМбёЯҪрКфөДЛЬРФ, ПыіэЦэФмИұПЭ, ·ўЙъФЩҪбҫ§, ёДЙЖҪрКфЧйЦҜҪб№№, Пё»ҜДЪІҝҫ§БЈ, ҙУ¶шМбёЯБЛҪрКфөД»ъРөРФДЬәНөзРФДЬ; Н¬Т»ЦЦЦұҫ¶өДёЛЕчјИҝЙТФЙъІъёьРЎҪШГжөДІъЖ·, ТІҝЙТФНЁ№эА©ХЕДЈЙъІъұИёЛЕчҪШГж»№ҙуөДІъЖ·, ҙУ¶шВъЧгІ»Н¬ПЯҫ¶ІъЖ·өДРиТӘЎЈ Б¬Ршј·С№өДИұөгКЗЙъІъКұФЪҪУҙҘПЯұнГжИЭТЧІъЙъЖшЕЭЎЈ
ЧЫәПҝјВЗІъЖ·өДЧоЦХРФДЬәНҙу№жДЈБ¬Рш»ҜЙъІъөДТӘЗу, Б¬ЦэБ¬Фю·ЁәНБ¬Ршј·С№·ЁКЗЦчТӘөД·ўХ№·ҪПтЎЈ
3 Ҫб ВЫ
1. ДҝЗ°ОТ№ъНӯәПҪрҪУҙҘПЯҙуІҝ·ЦТАҝҝҪшҝЪ, ОӘБЛВъЧгөзЖш»ҜМъВ·ФЛРРПтёЯЛЩ»Ҝ·ўХ№, ҝӘ·ўРВРНөДCu-Cr-ZrПөЎў Cu-MgПөНӯәПҪрҪУҙҘПЯКЗұШТӘЗТҝЙРРөДЎЈ
2. ОТ№ъөзБҰ»ъіөҪУҙҘөјПЯЦЖФмјјКхПа¶ФВдәу, ФЪНӯИЫМеҪаҫ»»ҜҙҰАнәНБ¬ЦэіЙРОБҪёц№Шјь№ӨРтЙП, Иұ·ҰУРР§КЦ¶О, ҙуҙуУ°ПмБЛЧоЦХІъЖ·РФДЬЎЈ ЧЫәПҝјВЗІъЖ·өДЧоЦХРФДЬәНҙу№жДЈБ¬Рш»ҜЙъІъөДТӘЗу, Б¬ЦэБ¬Фю·ЁәНБ¬Ршј·С№·ЁКЗКЗОҙАҙНӯәПҪрҪУҙҘПЯјУ№Ө№ӨТХЦчТӘөД·ўХ№·ҪПтЎЈ
ІОҝјОДПЧ
[1] Бх»Ф, әъЦТОА, ·®ёХ, өИ.НӯТшәПҪрҪУҙҘПЯ (CTHA) өДРФДЬСРҫҝ[J].ФЖДПТұҪр, 2004, 33 (3) :34.
[2] ХЕЗҝ, ЛООАРЗ.ОТ№ъНӯј°НӯәПҪрҪУҙҘПЯУліРБҰЛчөДСРҫҝәНҙҙРВ[J].ПЦҙъіЗКР№мөАҪ»НЁ, 2004, 2:18.
[3] »Жізмч.ВЦ№мёЯЛЩөзЖш»ҜМъВ·ҪУҙҘНшУГҪУҙҘПЯөДСРҫҝ[J].ЦР№ъМъөАҝЖС§, 2001, 22 (1) :1.
[4] ¶ЎУкМп, АоАҙҫь, Рн№гјГ, өИ.ҪУҙҘПЯІДБПөДПЦЧҙј°СРҫҝИИөг[J].өзПЯөзАВ, 2004, 2:3.
[5] ХЕЗҝ.ёЯЛЩУГНӯГҫәПҪрҪУҙҘПЯөДСРҫҝ[J].МъөА»ъіөіөБҫ, 1996, 6:18.
[6] НхГПҫэ, ВҰСа, ХЕ»Ф, өИ.ГЦЙўЗҝ»ҜНӯөзЧиәёөзј«ІДБПөДСРЦЖ[J].ҝуТұ№ӨіМ, 2000, 20 (2) :54.
[7] ОвУиІЕ.ёЯЛЩөзЖш»ҜМъВ·ҪУҙҘНшөјПЯ[J].ПЎУРҪрКф, 2004, 28 (1) :289.
[8] АЧҫІ№ы, БхЖҪ, ҫ®ПюМм, өИ.ёЯЛЩМъВ·ҪУҙҘПЯУГКұР§Зҝ»ҜНӯәПҪрөД·ўХ№[J].ҪрКфИИҙҰАн, 2005, 30 (3) :1.
[9] ВҪөВЖҪ, ЛпұҰөВ, ФшОАҫь, өИ.Нӯ»щёЯЗҝёЯөјөзІДБПөДСРҫҝҪшХ№[J].»ъРө№ӨіМІДБП, 2004, 28 (9) :1.
[10] ЦР»ӘИЛГс№ІәН№ъМъөАІҝ.НӯәПҪрҪУҙҘПЯ.TB/T2821-1997.
[11] ХЕЗҝ.ЦРЎўёЯЛЩөзЖш»ҜМъВ·ҪУҙҘПЯөДСЎФс[J].МъөА»ъіөіөБҫ, 1997, (4) :21.
[12] ёрјМЖҪ.ёЯЗҝ¶ИёЯөјөзВКІДБПСРҫҝёЕКц[J].ҙуБ¬МъөАС§ФәС§ұЁ, 2003, 24 (4) :63.
[13] ё¶ҙуҫь, ХФФҪі¬, әъЦРіұ.Оэ¶ФҙҝНӯөзіөПЯРФДЬөДУ°Пм[J].ИИјУ№Ө№ӨТХ, 2004, 3:50.
[14] ХЕЗҝ.НӯәПҪрҪУҙҘПЯөДСРҫҝ[J].МъөА»ъіөіөБҫ, 1995, 2:1.
[15] ЕЈУсУў, ЛОұҰи№, БхФӘОД.ТшНӯәПҪрҪУҙҘПЯРВ№ӨТХөДСРҫҝ[J].ЦР№ъМъөАҝЖС§, 2005, 26 (3) :99.
[16] АоС§ҝЎ.У°ПмТшНӯәПҪрҪУҙҘПЯРФДЬөДёчЦЦТтЛШөДМҪМЦ[J].өзПЯөзАВ, 2002, (1) :21.
[17] СоОАПН.ТшНӯҪУҙҘПЯөДРФДЬКФСйј°ұИҪП[J].өзПЯөзАВ, 1999, (2) :32.
[18] Adachi K, Takeuchi T.Plastic deformationof Cu-Cr composite cold rolling[J].Journal of the Japan Institute of Metals, 1997, 61 (5) :391.
[19] РЎұИМпХэ.ёЯЛЩБРіө¶ФУҰјЬПЯІДБПЙиұёөДПЦЧҙ (ИХ) [J].МъөАУлөзЖшјјКх, 1997, 8 (4) :32.
[20] HIROKI, NAGASAWA.Ҫ«іБөнУІ»ҜНӯәПҪрУҰУГУЪҪУҙҘөјПЯ[J].№ъНв»ъіөіөБҫ№ӨТХ, 1999, (3) :11.
[21] ЗаДҫҫГҙҝ.ОціцЗҝ»ҜНӯәПҪр (PHC) ФЪҪУҙҘөјПЯЙПөДУҰУГ[J].№ъНв»ъіөіөБҫ№ӨТХ, 2000, (7) :9.
[22] »ЖјТМО.ёЯРФДЬCu-Cr (Zr-Mg) ЧФЙъёҙәПІДБПСРҫҝј°ЖдУҰУГ[D].АҘГч:АҘГчАн№ӨҙуС§, 2001.
[23] ЕнБўГч.ЧФЙъёҙәПCu-CrәПҪрЧЫәПРФДЬөДИИОИ¶Ё[J].ЦР№ъУРЙ«ҪрКфС§ұЁ, 2002, 12 (2) :309.
[23] ОвіЙИэ.НӯГҫәПҪрөДёЯЗҝҪУҙҘПЯ[J].МъөА№ӨіМС§ұЁ, 1996, (4) :99.
[24] Аоҫ°·Ҫ, П°ИЩМГ.НӯПЯІДБ¬ФюЙъІъПЯСРЦЖ[J].УРЙ«Йиұё, 1995, (2) :24.
[25] ОәАтАт.¶ФЙПТэБ¬ЦэјјКхөД·ЦОцУлёДҪш[J].МШЦЦЦэФмј°УРЙ«әПҪр, 2000, (5) :44.
[26] »Жізмч.ЦР№ъөзБҰЗЈТэУГҪУҙҘПЯ (өзіөПЯ) өД·ўХ№[J].ЦР№ъМъөАҝЖС§, 2003, 24 (5) :61.
[27] Р»ҪЁРВ, БхҫІ°І.ҪрКфј·С№АнВЫУлјјКх[M].ұұҫ©:ТұҪр№ӨТөіц°жЙз, 2001:1.
[28] ЛОұҰи№, ·®ЦҫРВ, іВјӘ№в, өИ.НӯЎўВББ¬Ршј·С№јјКхМШөгј°№ӨТөУҰУГ[J].ПЎУРҪрКф, 2004, 28 (1) :257.