
Formability determination of AZ31B tube for
IHPF process at elevated temperature
LIN Yan-li1, HE Zhu-bin1, YUAN Shi-jian1, WU Jia2
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. SWANSON School of Engineering, University of Pittsburgh, Pittsburgh 15222, USA
Received 23 September 2010; accepted 25 December 2010
Abstract: Ring hoop tension test and tube bulging test were carried out at elevated temperatures up to 480 °C to evaluate the formability of AZ31B extruded tube for internal high pressure forming (IHPF) process. The total elongation along hoop direction and the maximum expansion ratio (MER) of the tube were obtained. The fracture surface after bursting was also analyzed. The results show that the total elongation along hoop direction and the MER value have a similar changing tendency as the testing temperature increases, which is quite different from the total elongation along axial direction. Both the total elongation along hoop direction and the MER value increase to a peak value at about 160 °C. After that, they begin to decrease quickly until a certain rebounding temperature is reached. From the rebounding temperature, they begin to increase rapidly again. Burnt structure appears on the fracture surface when tested at temperatures higher than 420 °C. Therefore, the forming temperature of the tested tube should be lower than 420 °C, even though bigger formability can be achieved at higher temperature.
Key words: AZ31B tube; formability; hydroforming; tube bulging test; maximum expansion ratio
1 Introduction
Internal high pressure forming (IHPF), also called tube hydroforming, is an advanced method to manufacture tubular components in automotive and aerospace industries to reach the goals of mass reduction and energy saving. Light-weight materials, such as aluminum and magnesium alloys are becoming very promising materials in realizing further fuel cost reduction and engineering design flexibility[1-4]. However, due to their poor formability at room temperature, traditional tube hydroforming technique for steel tube cannot be applied for light-weight materials. Moreover, considerable property differences along extrusion direction and hoop direction caused during tube extrusion process will decrease the whole formability of light-weight material tube for hydroforming process[5-6].
Uniaxial tension test is often used to test the mechanical properties of tubes, especially along axial direction. As for the extruded tubes with considerable property difference along axial direction and hoop direction, tension test should be carried out separately along both directions[7]. However, no accurate data in hoop direction can be obtained if traditional tensile test is used, because work hardening will cause considerable errors in characterizing mechanical properties, especially for a tube with small radius[8]. Ring hoop tension test (RHTT) was first proposed by PRICE[9] to analyze the deformation of ring specimen under transverse plane-strain condition. Later, this testing method was developed in order to better describe the anisotropic characteristic of extruded tubes[10-11]. However, the friction between specimen and test fixture has a direct effect on the deformation. Special attention should be paid on reducing the effect of friction.
Recently, tube bulging test (also called tube inflation test) was often used instead of tensile test to evaluate the properties of tubes, because no additional deformation would occur during specimen preparation. In addition, the stress-state in tube bulging test is quite similar to hydroforming process, which can reveal the characteristics of tubes better[12]. HE et al[13-14] tested the mechanical properties of AZ31B tubes manufactured with different extrusion dies by tube bulging test and ring hoop tension test. The testing temperature of tube bulging test was only up to 230 °C due to the limited resistant-temperature of the heat transfer oil used as pressure media. Later, the microstructure evolvement and non-steady-state creep behavior of AZ31 tube during gas forming at higher temperatures were studied[15-16]. However, there is no data available about the formability of AZ31 magnesium alloy tube at higher temperatures.
2 Experimental
In order to characterize the properties of AZ31B tube for internal high pressure forming at higher temperature, the mechanical properties along hoop direction were tested and characterized by tension test and tube bulging test.
2.1 Tension test along hoop direction
RHTT at different temperatures was first carried out. The tube tested was AZ31B magnesium alloy tube manufactured by pierce-type die extrusion. This kind of tube can be called the seamless tube, compared with the welded tube extruded by porthole die. The tube was in a size of d 44 mm×1.8 mm, and extruded with an extrusion ratio of 40 at 410 °C, without additional heat treatment after extrusion.
The schematic diagrams of ring specimen and tension test die-set are shown in Fig.1. The gauge section was put on the top of the upper D-block. Molykote D-321R, one anti-friction coating sprayed from Dow Corning company was used to decrease the effect of friction between the specimen and the D-blocks. The width of the ring specimen was 20 mm. The gauge section was 25 mm in length and 5 mm in width, so the length to width ratio is 5, which is higher than 4, as suggested by WANG et al[11].
The moving speed of the two D-blocks was set as 1.0 mm/min. The test temperatures varied from room temperature (RT) to 300 °C.
Figure 2 shows the tested ring specimens at different temperatures. It was found that the deformation mainly focused on the gauge section and almost no deformation occurred in other part of the specimen. Necking can be seen on both sides of the gauge section until fracture occurred on one side. This deformation behavior is quite different with traditional uniaxial tension test, in which only one necking happens near the center of the gauge section.
2.2 Tube bulging test
Figure 3 shows the schematic diagram of tube bulging test. The tube was placed in the dies and sealed by punches. When the desired temperature was reached, heated oil or other pressure media was filled into the tube continuously till burst. The length of expansion zone could be changed conveniently by using different insert blocks. Bursting pressure, diameter change and thickness distribution were recorded and measured to describe the deformation process.
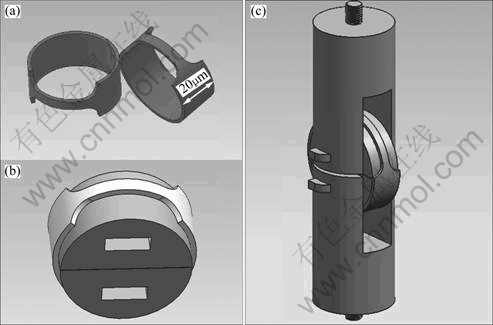
Fig.1 Schematic diagrams of ring specimen (a), D-blocks (b) and hoop tension test die-set (c)
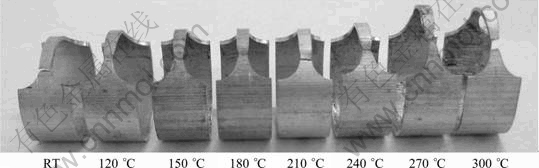
Fig.2 Photos of tested ring specimens at different temperatures
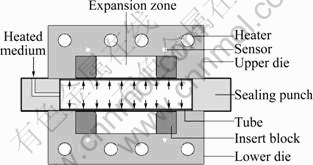
Fig.3 Schematic diagram of tube bulging test
Based on the set-up developed in Harbin Institute of Technology, bulging test of AZ31B tube was carried out at different temperatures. Because there were no enough tube specimens in ring hoop tension test, another batch of seamless tube with a size of d35 mm×2 mm was used. The length of the expansion zone was 55 mm.
Before testing, the upper and lower dies were heated to the desired temperature, and then the tube specimen was positioned into the die. At temperatures lower than 300 °C, the preheated heat transfer oil was pumped into the tube continuously until bursting happened. As for testing temperature higher than 300 °C, compressed N2 was released from high pressure gas tank to the tube when the desired tube temperature was reached. The highest testing temperature was up to 480 °C.
Figure 4 shows the tested tube specimen. At low temperature, fracture happened in all the deformed zones, and no plastic deformation appeared near the fracture. The bursting line expanded even along hoop direction, and the fracture surface was flat and smooth which means high density of energy was stored before bursting happened. As temperature increased, the bursting line became short and no smooth fracture surface can be seen.
For each tested tube, the changes of diameter and perimeter at the center of the bulging zone were measured to calculate the maximum expansion ratio. The characteristics of fracture surface were also analyzed.

Fig.4 Photos of tested tube specimen at different temperatures
3 Results and discussion
Figure 5 shows the total elongation along hoop direction at different temperatures, together with the corresponding results by uniaxial tension test along axial direction. It is obvious that the total elongation along hoop direction changed in a quite different manner with that along axial direction. At room temperature, the total elongation in hoop direction is close to that along axial direction. As temperature increased, the total elongation in hoop direction began to increase quickly and reached the first peak of about 30% at 150 °C. After that, the total elongation began to decrease until 210 °C. As temperature increased higher, the total elongation began to increase again to about 47% at 300 °C.
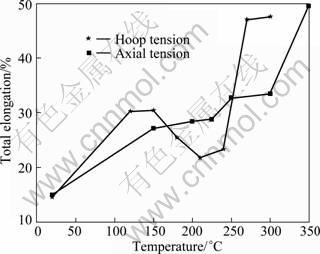
Fig.5 Total elongation in hoop and axial direction at different temperatures
The rapid decrease of total elongation in hoop direction between 150 and 250 °C results in a considerable decrease of formability of the tube, especially for IHPF process. This anisotropic characteristic of light-weight materials tube should be carefully considered in the design of components and determination of process parameters, especially the forming temperature.
Figure 6 shows the maximum expansion ratio (MER) by tube bulging test at different temperatures. It can be seen that, from room temperature to 100 °C, the MER value almost remained unchanged, and then the MER value began to change greatly as temperature increased. The MER increased and reached the first peak value of 21% at 160 °C. As temperature increased further, the MER value began to decrease quickly and reached the bottom value of 10% at 330 °C, which is nearly the same as that at RT. At 330 °C, which can be called rebounding temperature, the MER value began to increase again, until about 30% expansion ratio was reached at 480 °C.
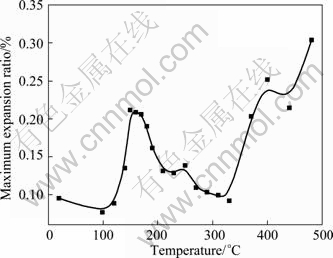
Fig.6 Maximum expansion ratio at different temperatures
From the results in Fig.6, it is easy to find that the MER value of the tested AZ31B tube is quite different from the total elongation along both axial direction and hoop direction, as shown in Fig.5. Fortunately, similar changing tendency of the MER value and the total elongation along hoop direction can be regarded related to temperature increasing. In other words, the formability of the tested AZ31B seamless tubes presents a rapid decrease after 150 °C. As a certain rebounding temperature was reached, the MER value and the total elongation along hoop direction began to increase quickly again. The stress state difference of the two tests and the manufacturing process of the two batches of tubes may account for the difference between the MER value and the total elongation along hoop direction.
SEM images of the fracture surface at different temperatures are shown in Fig.7. It can be seen that from RT to 120 °C, intercrystalline fracture occurred. As temperature increased, cleavage fracture, tear ridge and dimples can all be seen on the fracture surface (Fig.7(c)), and a hybrid tough and brittle fracture characteristic appears. More dimples can be seen all over the fracture surface as temperature increased further (Figs.7(d-e)). However, burnt structure appeared as shown in Fig.7(f), and the properties of the tested tube decreased rapidly. From the SEM images of fracture surface, it should be pointed out that the forming of the tested AZ31B tube cannot be carried out at a much higher temperature, because the bad microstructure observed will decrease the properties of the formed tubular part, even though a high MER value can be reached.
4 Conclusions
1) The total elongation along hoop direction and the MER value have a similar changing tendency as the testing temperature increased, and they are quite different from the total elongation along axial direction.
2) Both the total elongation along hoop direction and the MER value increased to a peak value at about 160 °C. After that, they began to decrease quickly until a certain rebounding temperature was reached. From the rebounding temperatures, they began to increase rapidly again.
3) As for the tested AZ31B tube, burnt structure appeared on the fracture surface when tested at temperatures higher than 420 °C. Therefore, the forming temperature of these tubes should be lower than 420 °C, even though higher formability can be achieved at higher temperature.
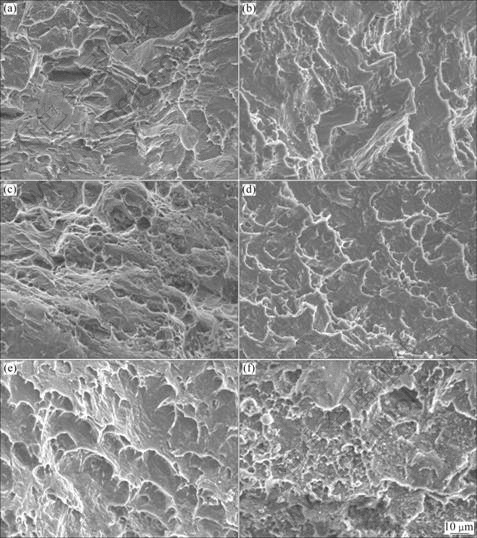
Fig.7 SEM images of tube bulging fracture surface at different temperatures: (a) R T; (b) 120 °C; (c) 160 °C; (d) 330 °C; (e) 420 °C; (f) 480 °C
References
[1] MERKLEIN M, GEIGER M. New materials and production technologies for innovative lightweight constructions [J]. Journal of Materials Processing Technology, 2002, 125-126: 532-536.
[2] LIEWALD M, POP R, WAGNER S. Magnesium tube hydroforming [C]//CUETO E, CHINESTA F. Proceedings of the 10th ESAFORM Conference on Material Forming. Zaragoza, Spain: Press of Springer, 2007: 417-423.
[3] NEUGEBAUER R, ALTAN T, GEIGER M, KLEINER M, STERZING A. Sheet metal forming at elevated temperatures [J]. Annals of the CIRP, 2006, 55(2): 793-816.
[4] TANG Ze-jun, HE Zhu-bin, LIU Gang, YUAN Shi-jian, HU Lan. Hydroforming of an AZ61A tubular component with various cross sections [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(s2): s398-s402.
[5] MURAI T, MATSUOKA S, MIYAMOTO S. Effect of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions [J]. Journal of Materials Processing Technology, 2003, 141(2): 207-212.
[6] GROCHE P, BREITENBACH G. Influence of tube manufacturing processes on hydroforming [C]//LIEWALD M. Proceedings of Hydroforming of Tubes, Extrusions and Sheet Metals. Stuttgart, Germany, MAI INFO Werkstoff-Informations-gesellschaft, 2005: 219-224.
[7] SOKOLOWSKI T, GERKE K, AHMETOGLU M, ALTAN T. Evaluation of tube formability and material characteristics: hydraulic bulge testing of tubes [J]. Journal of Materials Processing Technology, 2000, 98(1): 34-40.
[8] KLEINER S, UGGOWITZER P J. Mechanical anisotropy of extruded Mg-6%Al-1%Zn alloy [J]. Mater Sci Eng A, 2004, 379(1): 258-263.
[9] PRICE E G. Hydride orientation and tension properties of Zr-2.5wt%Nb pressure tubing hydrided while internally pressurized [J]. Can Metall Quart, 1972, 11(1): 129-132.
[10] COHEN A B, MAJUMDAR S, RUTHER W E. Modified ring stretch tensile testing of Zr-1Nb cladding [R]. Chicago, Argonne National Laboratory. Report of Energy Technology Division Argonne National Laboratory, 1999.
[11] WANG H, BOUCHARD R, EAGLESON R, MARTIN P, TYSON W R. Ring hoop tension test (RHTT): A test for transverse tensile properties of tubular materials [J]. Journal of Testing and Evaluation, 2002, 30(5): 382-391.
[12] HE Zhu-bin, YUAN Shi-jian, ZHA Wei-wei, LIANG Ying-chun. Force and deformation analysis of tube ring specimen during hoop tension test [J]. Acta Metall Sin, 2008, 44(4): 423-427. (in Chinese)
[13] HE Zhu-bin, LIU Gang, WU Jia, YUAN Shi-jian, LIANG Ying-chun. Mechanical property and formability of AZ31B extruded tube at elevated temperature [J]. Transactions of Nonferrous Metals Society of China, 2008, 18: s209-s213.
[14] HE Zhu-bin, YUAN Shi-jian, LIU Gang, WU Jia, ZHA Wei-wei. Formability testing of AZ31B magnesium alloy tube at elevated temperature [J]. Journal of Materials Processing Technology, 2010, 210(6-7): 877-884.
[15] LIU Yi, WU Xin. A microstructure study on an AZ31 magnesium alloy tube after hot metal gas forming process [J]. Journal of Materials Engineering and Performance, 2007, 16: 354-359.
[16] WU Xin. Non-steady-state creep behavior in tube gas forming [J]. Journal of Materials Engineering and Performance, 2007, 16: 418-431.
AZ31B管材热态内高压成形性能的测试
林艳丽1, 何祝斌1, 苑世剑1, 吴 佳2
1. 哈尔滨工业大学 材料科学与工程学院,哈尔滨 150001;
2. SWANSON School of Engineering, University of Pittsburgh, Pittsburgh 15222, USA
摘 要:为测试AZ31B挤压管材的内高压成形性能,分别进行管材环向拉伸实验和管材胀形实验,实验温度最高达480 °C。通过实验获得管材的环向总延伸率和最大胀形率,同时对胀破后的断口形貌进行分析。结果表明,随着实验温度的变化,环向总延伸率和最大胀形率的变化趋势类似,而和轴向总延伸率的变化趋势差别很大。在 160 °C左右,环向总延伸率和最大胀形率都达到一个极值,此后两者迅速降低。当达到转变温度后,环向总延伸率和最大胀形率又开始迅速增加。当实验温度超过420 °C时,在断口上出现过烧组织。因此,尽管在更高的温度下可以获得更好的成形性能,所测试管材的成形温度还是应低于420 °C。
关键词:AZ31B管材;成形性;液压成形;管材胀形实验;最大胀形率
(Edited by FANG Jing-hua)
Foundation item: Project (50805033) supported by the National Natural Science Foundation of China; Project (E200804) supported by the Natural Science Foundation of Heilongjiang Province of China
Corresponding author: HE Zhu-bin; Tel/fax: +86-451-86414751; E-mail: hithe@hit.edu.cn
DOI: 10.1016/S1003-6326(11)60792-9

