文章编号:1004-0609(2015)12-3389-08
纯铜表面机械扭压处理工艺参数对其显微硬度的影响
高 波,王 进,高松松,张志刚,张晓博
(青岛理工大学 机械工程学院,青岛 266033)
摘 要:对T2纯铜表面进行机械扭压处理(SMPT)后,分别研究SMPT工艺参数中的工具头转速、水平进给速度、下压深度、处理次数以及润滑方式对材料表面显微硬度的影响。结果表明:当转速由3000 r/min上升至5000 r/min时,材料表面显微硬度逐渐增加,当转速达到6000 r/min时显微硬度呈下降趋势;工具头水平进给速度对材料表层显微硬度影响较小;下压深度的增加可以提高材料表层显微硬度;当处理次数为3次时显微硬度达到最大值;采用水润滑方式效果要大于采用油润滑方式效果,而采用高温润滑脂效果最差。
关键词:纯铜;表面机械压扭处理;工艺参数;显微硬度
中图分类号:TG146.2 文献标志码:A
Effect of surface mechanical pressure-torsion process parameters on microhardness of pure copper
GAO Bo, WANG Jin, GAO Song-song, ZHANG Zhi-gang, ZHANG Xiao-bo
(Department of Mechanical Engineering, Qingdao Technological University, Qingdao 266033, China)
Abstract: T2 pure copper surface was dealed by surface mechanical pressure-torsion (SMPT), the effects of the technical parameters, such as the speed, horizon feed speed, pushing depth, treatment times as well as lubrication method, on the microhardness of material surface were studied. The results show that the microhardness of the material surface increases with the speed increasing from 3000 r/min to 5000 r/min. While the microhardness decreases when the speed increases to 6000 r/min. In addition, the effect of the horizon feed speed on the hardness is slight. The microhardness increases with the increase of pushing depth. The microhardness reaches the maximum after treatment for 3 times. The effect of lubrication method using water is better than that using oil, and the effect using high temperature grease is the worst.
Key words: pure copper; surface mechanical pressure-torsion; technical parameter; microhardness
超细晶金属材料因其晶粒细小、位错及缺陷密度高,表现出比传统粗晶金属材料更为优异的物理化学性能而倍受关注。金属剧烈塑性变形(SPD)作为制备表面超细晶材料的一种工艺受到普遍的重视[1-3]。传统金属材料表面纳米化的方法主要有等径角挤压(ECAP)[4-7]、高压扭转(HPT)[8]、表面机械研磨处理(SMAT)[9-11]、表面机械碾磨处理(SMGT)[12-13]等。目前,HABIBI等[7]利用ECAP工艺将纯铜挤压10次后使其晶粒细化到70~200 nm;牛娜等[14]利用SMAT处理 Cu-4Ti合金60 min后使表层晶粒尺寸达到17 nm;SAMIH等[10]研究发现,材料经SMAT处理后晶粒尺寸呈梯度分布;卢柯等[11]利用SMGT工艺在纯镍棒表面制备出晶粒尺寸为11 nm左右的梯度纳米材料。
金属表面机械扭压处理[15](Surface mechanical pressure-torsion,SMPT)是将高速旋转的球形工具头压入材料表层一定深度后并在材料表层作水平移动,利用工具头与材料之间产生的剪切摩擦力来达到细化材料表层晶粒的一种表面处理工艺,其原理如图1所示。本文作者所在课题组已经研究得出利用SMPT工艺可使材料表层依次形成细晶区、变形区以及基体粗晶区3种不同的组织形态,并证实了使用该方法可细化T2纯铜和AZ31B镁合金表面晶粒。因此,该工艺可以作为一种新型的表面晶粒细化方法制备超细晶金属材料,且相比其他剧烈塑性变形方法,试样表面粗糙度较低,变形层厚度较均匀,不受试样外观形状的限制,处理轨迹具有柔性,可以对复杂形状的工件进行表面细晶化处理。然而,关于SMPT工艺参数对基体表层晶粒细化程度的影响还没有进行深入研究,因此本文作者分别选取SMPT工艺参数中的转速(n)、进给速度(v)、下压深度(△z)、处理次数以及润滑方式作为研究对象,研究不同工艺参数下SMPT对基体表层显微硬度的影响,从而来衡量组织细化程度。
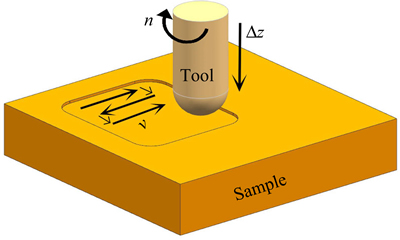
图1 SMPT原理图
Fig. 1 Schematic diagram of SMPT
1 实验
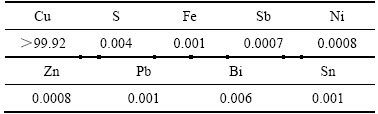
本实验中选取150 mm×150 mm×6 mm的T2纯铜板作为实验材料,其化学成分如表1所列。将T2纯铜板试样进行退火热处理,退火温度873 K,保温60 min,随炉冷却。初始实验时选取转速5000 r/min,进给速度50 mm/min,下压深度0.2 mm进行实验,并将该参数作为初始实验参数。
表1 T2纯铜的化学成分
Table 1 Chemical composition of T2 pure copper (mass fraction, %)
1.1 SMPT处理后纯铜的纵截面金相组织观察
将处理后试样的纵截面打磨抛光成镜面,采用5 g FeCl3+5 mL HCl+100 mL H2O腐蚀溶液对试样腐蚀15~20 s,利用S-3500N扫描电镜观测纵截面金相组织。
1.2 转速的影响测试
将热处理好的试样进行SMPT实验,为了探究工具头转速这一单因素的影响,实验时将其他工艺参数固定不变即保持进给速度50,下压深度0.2 mm,润滑方式为油润滑。分别选取3000、4000、5000以及6000 r/min这4种转速进行SMPT处理实验,处理面积大小为10 mm×10 mm;将试样打磨抛光后利用FM-700型数字显微硬度仪测其表面显微硬度,每个试样测试5个点,加载载荷0.25 N,加载时间15 s,测量误差为±2%。利用横河MX100型数据采集器进行温度收集,记录间隔为0.1 s,测量误差为±0.25 ℃。
1.3 进给速度的影响测试
保持转速为5000 r/min,下压深度为0.2 mm以及油润滑的工艺参数情况下,选取进给速度分别为10、50以及100 mm/min,进行SMPT处理 [16]。对处理后的试样打磨抛光后利用FM-700型数字显微硬度仪测其表面显微硬度,每个试样测试5个点,求取平均值。
1.4 下压深度的影响测试
选取工具头下压深度分别为0.1、0.3以及0.5 mm,其他工艺参数与初始实验的相同,进行工具头压入深度对材料表层细化程度的分析;利用显微硬度仪测其表面显微硬度,并观测试样纵截面金相组织。
1.5 加工次数的影响测试
在初始实验参数下,对处理出来的表面分别进行多次重复加工,处理次数为1次、3次以及4次,并比较不同次数处理后显微硬度的变化。
1.6 润滑方式的影响测试
分别采用油润滑、水润滑以及高温润滑脂[17] 3种润滑方式作为SMPT处理过程中的润滑冷却介质,在保证其他工艺参数与初始实验参数相同的情况下,研究不同润滑方式下SMPT对材料表面显微硬度产生的影响。记录不同润滑方式下温升的变化并利用面接触油膜润滑测量仪[18-19]测试油膜、脂膜以及水膜的厚度,压力载荷设为20 N。
2 结果与分析
2.1 纵截面金相组织
经过SMPT处理后的T2纯铜纵截面金相组织如图2所示。由图2可以看出,此时试样的晶粒尺寸沿纵截面呈梯度分布,工具头与试样接触的部分为处理层,约为20 μm,晶粒尺寸达到最细。处于粗晶区与细晶区之间的为变形过渡层,约为70 μm,变形层的晶粒沿金属流动方向被拉长。
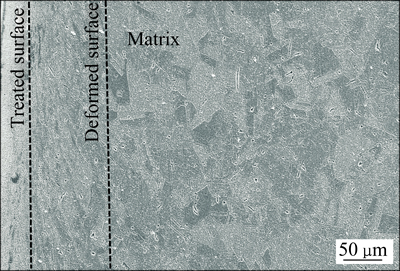
图2 SMPT处理纯铜的纵截面SEM像
Fig. 2 SEM image of pure copper longitudinal section after SMPT treatment
SMPT晶粒细化机制与SMGT的相似,由于工具头的高速旋转,与工具头接触的部分在剪切力作用下发生剧烈的塑性流动,导致位错的产生和增殖,SMPT处理过程中转速较快致使应变速率提高,进而导致位错密度进一步增加,形成位错胞或位错界面[9, 13]。晶粒破碎细化以及位错强化致使纯铜表层显微硬度提高,因此可以用处理后试样的显微硬度来表征表层晶粒细化情况。
2.2 转速的影响
不同转速下纯铜表面的平均显微硬度值如图3所示。由图3可以看出,退火态时显微硬度为65HV,当转速达到3000 r/min时显微硬度为147HV;转速4000 r/min时显微硬度为164HV;转速5000 r/min时硬度为194HV;当转速达到6000 r/min时显微硬度为174HV;可以明显看出经过SMPT处理后试样表层显微硬度得到明显上升,总的趋势是显微硬度先随着转速的增加而增加,当转速达到6000 r/min时,显微硬度下降。
当转速增加时,材料表层的金属流动会更加剧烈,材料表层所受的剪切作用力也会越来越大,对转速为3000 r/min和5000 r/min处理后的试样进行纵截面金相组织观测,结果如图4(a)所示。结果表明,当转速为3000 r/min时其细晶层大约为30 μm,变形层大约为60 μm;当转速达到5000 r/min时其细晶层大约为40 μm,变形层大约为80 μm(见图4(b))。可见当转速低于5000 r/min时,随着转速的提高,细晶层以及变形层的厚度都会随着增加,故转速越高材料表面发生的变形越剧烈,材料表层晶粒破碎越严重,其晶粒尺寸越细小。
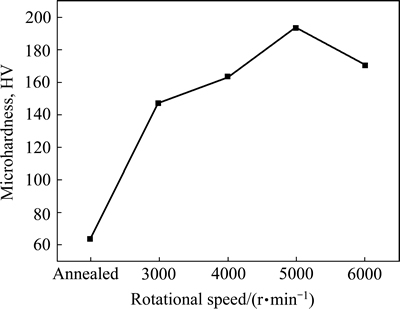
图3 不同转速下纯铜表面的平均显微硬度值
Fig. 3 Surface average microhardness of pure copper at different rotational speeds
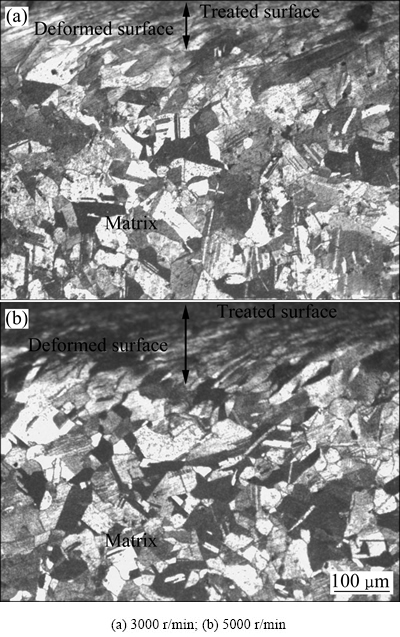
图4 不同转速下经SMPT处理后T2纯铜的纵截面金相组织形貌
Fig. 4 Longitudinal section metallographs of T2 pure copper at different rotational speeds
当转速达到6000 r/min时,硬度下降的原因不明确,因此对其下降原因进行探究。金属塑性变形过程中的摩擦热对表层晶粒的回复有重要影响。故随机选取表面的某一直线对不同转速的摩擦热进行研究,图5所示为不同转速下经SMPT处理后T2纯铜单线的温升变化曲线。结果表明,当转速为5000 r/min时材料表层温度最高值为25 ℃左右(见图5(a)),当转速达到6000 r/min时最高温度升至32 ℃左右(见图5(b))。由此可以看出SMPT处理过程中纯铜表面产生的摩擦热未达到纯铜再结晶温度[20-21],可见硬度的下降现象并不是由于温度的变化造成的。可能是由于球形工具头与材料表层发生“打滑”现象,导致材料表层发生的剪切变形变小,晶粒破碎程度下降,引起表层硬度下降。
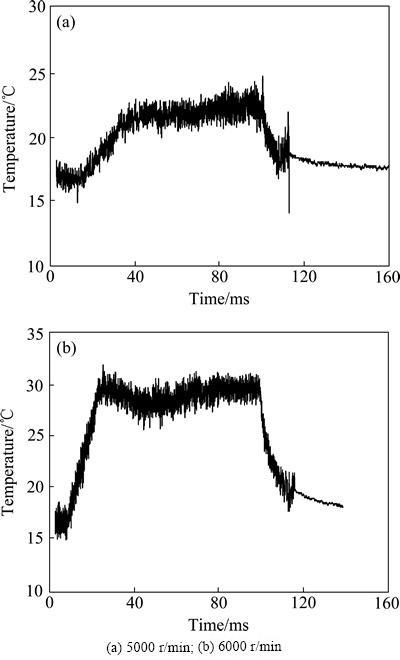
图5 不同转速下经SMPT处理后T2纯铜单线的温升变化曲线
Fig. 5 Temporal change of temperature of T2 pure copper by SMPT processing at different rotational speeds
2.3 水平进给速度的影响
图6所示为不同进给速度下经SMPT工艺处理后T2纯铜材料表层的显微硬度平均值。由图6可以看出,进给速度的增减对于SMPT处理效果影响不大,试样表层显微硬度变化波动较小。当工具头在材料表层水平移动时,材料表层塑性变形的快慢并不影响晶粒破碎的程度。T2纯铜为面心立方结构,大量研究表明,传统的面心立方金属其应变率敏感性较低,即符合随着应变速率的增大,材料的强化倾向不明显的特征。
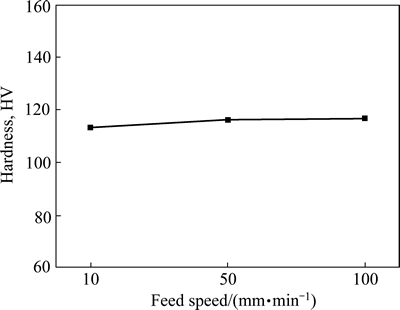
图6 不同进给速度下T2纯铜表面的显微硬度平均值
Fig. 6 Surface average microhardnesses of T2 pure copper at different feed speeds
2.4 下压深度的影响
图7所示为经不同下压深度SMPT处理后T2纯铜表面的显微硬度。由图7可知,当下压深度Δz由0.1 mm增加至0.3 mm时硬度明显上升,由116.38HV增至140.02HV,增加了20.3%左右;Δz由0.3 mm增加至0.5 mm时显微硬度值增幅较小,由140.02HV增至142.54HV,只增加了1.8%左右。因此可以看出,随着下压深度的进一步增加,显微硬度值的增幅逐渐减少。
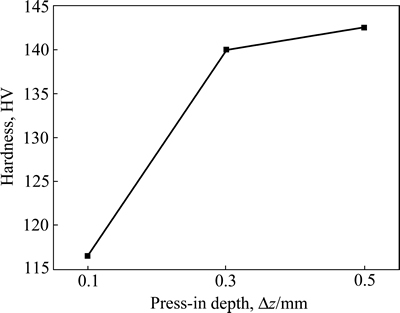
图7 经不同下压深度SMPT处理后T2纯铜表面的显微硬度
Fig. 7 Surface average microhardnesses of T2 pure copper by SMPT processing under different press-in depths
下压深度的不同引起试样发生剪切变形的程度会不同。图8所示为不同下压深度时试样的纵截面金相组织形貌。下压深度0.1 mm时变形层的厚度较小(见图8(a)),材料表层金属发生的流动不如下压深度0.5 mm时的明显,这是由于下压深度不同时,球形工具头与材料表层的接触面积大小不同,材料表层所受剪切力不同;当压入较深时,摩擦阻力的增大导致材料表层塑性变形程度增大,晶粒破碎更严重。
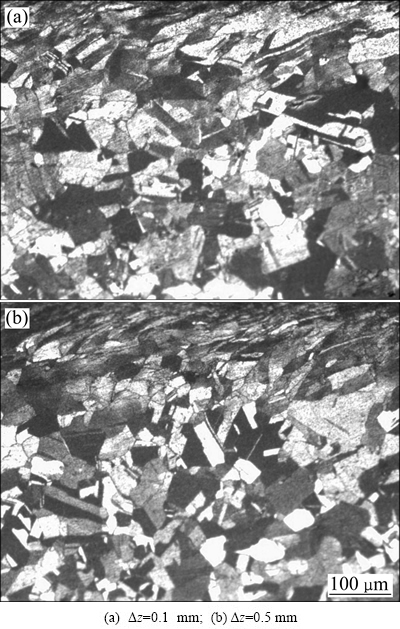
图8 T2纯铜SMPT处理不同下压深度纵截面金相组织形貌
Fig. 8 Longitudinal section metallographs of T2 pure copper by SMPT under different press-in depths
2.5 加工次数的影响
对T2纯铜表面分别进行1、3、4次重复加工处理,并对处理后的表面进行显微硬度测试,测试结果如图9所示。从图9可以看出,加工3次后试样表面的显微硬度明显大于只加工1次的,当加工次数继续增加时,其显微硬度值开始下降。当次数低于3次时,在处理过程中随着加工次数的增加,材料表层的塑性变形更加充分,当加工次数增加至4次后,材料表层金属磨屑堆积现象严重,因而会影响表面晶粒的尺寸。

图9 不同加工次数下的显微硬度值
Fig. 9 Average microhardnesses of T2 pure copper surface after different processing times
2.6 润滑方式的影响
不同润滑方式下经SMPT处理T2纯铜表面显微硬度如图10所示。由图10可以看出,当采用高温润滑脂时,其显微硬度最低,平均为121.14HV;采用油润滑时显微硬度平均值为142.54HV;采用水润滑时显微硬度最高达到159.14左右。结果表明,不同润滑方式下T2纯铜表面显微硬度不同,在润滑效果最好时试样的表面硬度达到最低,润滑效果越差时表面硬度越高。
在SMPT处理过程中润滑冷却方式不同,材料表层温度不同。为了探究3种润滑方式对试样表层温度的影响,随机选取表面的某一直线对不同润滑方式的摩擦热进行研究。图11所示为不同润滑方式下经SMPT处理T2纯铜表面的温升变化曲线。通过图11(a)可以看出,采用水润滑时,温度升高幅度最小,最高温度仅为22 ℃左右,而采用高温润滑脂时最高温度可达26 ℃左右(见图12(b)),油润滑时最高温度处在脂和水之间(见图5(a))。可以看出SMPT处理过程中,润滑剂的冷却效果对表层晶粒尺寸影响不大,三者均未达到纯铜再结晶温度。
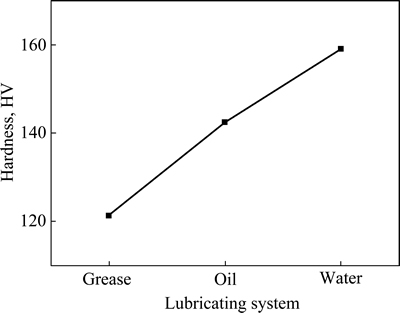
图10 不同润滑方式下SMPT处理T2纯铜表面显微硬度
Fig. 10 Average microhardness of T2 pure copper surface by SMPT processing in different lubricating systems
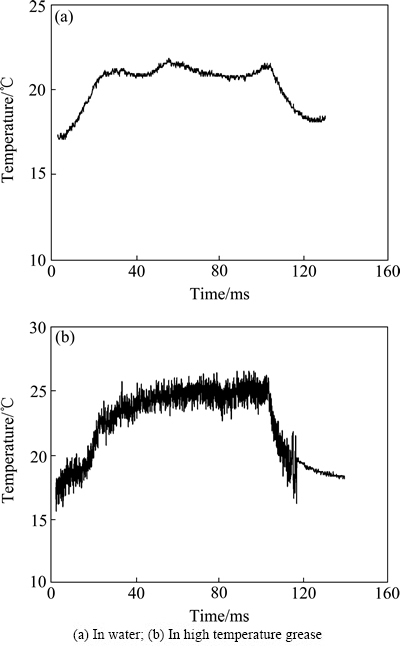
图11 不同润滑方式下经SMPT处理T2纯铜表面的温升变化曲线
Fig. 11 Temporal change curves of temperature on T2 pure copper surface by SMPT processing in different lubricating systems
利用面接触油膜润滑测量仪测定载荷为20N时的油膜、脂膜以及水膜的厚度。图12(a)所示为润滑油的薄膜干涉图像,图12(b)所示为高温润滑脂的薄膜干涉图像,图12(c)所示为水的薄膜干涉图像。图13(a)所示为采用润滑油的光强曲线图,图13(b)所示为采用高温润滑脂的光强曲线图,图13(c)所示为采用水润滑的光强曲线图,由式(1)计算薄膜厚度:
 (1)
(1)
式中:h为油膜厚度;λ为产生干涉条纹的光源的波长;n为实验条件下润滑油的折射率;β表示被测量点的暗条纹干涉级次,可由干涉图12中读出。
高温润滑脂在同种工况下的薄膜厚度大于润滑油的油膜厚度,即SMPT过程中润滑脂的润滑效果优于润滑油的,水的润滑效果最差。当旋转的工具头与材料表层金属接触时,润滑效果越好产生的剪切力越小,表面的变形程度也相对越小,故使用润滑脂润滑时其表面显微硬度值最小。

图12 润滑油、高温润滑脂和水的薄膜干涉图
Fig. 12 Thin-film interference images of oil(a), high temperature grease(b) and water(c)

图13 润滑油、高温润滑脂和水的光强曲线
Fig.13 Light intensity curves of oil(a), high temperature grease(b) and water(c)
3 结论
1) 采用SMPT工艺对T2纯铜表面进行处理,在保持其他工艺参数不变的情况下,当转速达到5000 r/min时材料表层显微硬度达到最大,相比退火态的增大198%;其变形层厚度以及细晶层厚度相比转速为3000 r/min时的有所增加,当转速达到6000 r/min时表层显微硬度下降。
2) 在SMPT处理过程中水平进给速度对材料表层显微硬度影响较小。
3) 下压深度的增加可使材料表层发生的变形更剧烈,从而提高材料表层的显微硬度。
4) T2纯铜经SMPT处理3次后的表层显微硬度提升效果较好,当处理次数达到4次时,表层显微硬度呈下降趋势。
5) 采用水润滑方式时,材料表层的显微硬度最高,采用油润滑时的次之,采用高温润滑脂时的最差。
REFERENCES
[1] 康志新, 彭勇辉, 赖晓明, 李元元, 赵海东, 张卫文. 剧塑性变形制备超细晶/纳米晶结构金属材料的研究现状和应用展望[J]. 中国有色金属学报, 2010, 20(4): 587-598.
KANG Zhi-xin, PENG Yong-hui, LAI Xiao-ming, LI Yuan-yuan, ZHAO Hai-dong, ZHANG Wei-wen. Research status and application prospect of ultrafine grained and/or nano-crystalline metallic materials processed by severe plastic deformation[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(4): 587-598.
[2] 倪 颂, 廖晓舟, 朱运田. 剧烈塑性变形对块体纳米金属材料结构和力学性能的影响[J]. 金属学报, 2014, 50(2): 156-168.
NI Song, LIAO Xiao-zhou, ZHU Yun-tian. Effect of severe plastic deformation on the structure and mechanical properties of bulk nanocrystalline metals[J]. Acta Metallurgica Sinica, 2014, 50(2): 156-168.
[3] 侯利锋, 王 磊, 卫英慧, 郭春丽, 李宝东. 纯铜表面机械研磨辅助制备镍合金层[J]. 材料热处理学报, 2014, 35(1): 175-180.
HOU Li-feng, WANG Lei, WEI Ying-hui, GUO Chun-li, LI Bao-dong. Nickel alloy layer on pure copper prepared by surface mechanical attrition treatment[J]. Transactions of Materials and Heat Treatment, 2014, 35(1): 175-180.
[4] ZHU C F, DU F P, JIAO Q Y, WANG X M, CHEN A Y, LIU F, PAN D. Microstructure and strength of pure Cu with large grains processed by equal channel angular pressing[J]. Materials and Design, 2013, 52: 23-29.
[5] MANI B, MOHAMMAD J, HOSSEIN P M. A modification on ECAP process by incorporating torsional deformation[J]. Materials Science and Engineering A, 2011, 528(12): 4159-4165.
[6] MALLIKARJUNA C, SHASHIDHARA S M, MALLIK U S. Evaluation of grain refinement and variation in mechanical properties of equal-channel angular pressed 2014 aluminum alloy[J]. Materials and Design, 2009, 30(5): 1638-1642.
[7] HABIBI A, KETABCHI M, ESKANDARZADEH M. Nano- grained pure copper with high-strength and high-conductivity produced by equal channel angular rolling process[J]. Journal of Materials Processing Technology, 2011, 211: 1085-1090.
[8] 蒋婷慧, 刘满平, 谢学锋, 王 俊, 吴振杰. 高压扭转大塑性变形Al-Mg合金中的晶界结构[J]. 材料研究学报, 2014, 28(5): 371-379.
JIANG Ting-hui, LIU Man-ping, XIE Xue-feng, WANG Jun, WU Zhen-jie. Grain boundary structure of Al-Mg alloys processed by high pressure torsion[J]. Chinese Journal of Materials Research, 2014, 28(5): 371-379.
[9] FANG T H, LI W L, TAO N R, LU K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper[J]. Science, 2011,331: 1587-1590.
[10] SAMIH Y, BEAUSIR B, BOLLE B, GROSDIDIER T. In-depth quantitative analysis of the microstructures produced by surface mechanical attrition treatment (SMAT)[J]. Materials Characterization, 2013, 83: 129-138.
[11] 李慧敏, 李淼泉, 刘印刚, 刘洪杰. 钛合金表层机械处理的纳米化组织、力学性能与机理研究进展[J]. 中国有色金属学报, 2015, 25(3): 642-651.
LI Hui-min, LI Miao-quan, LIU Yin-gang, LIU Hong-jie, Research progress in nanocrystalline microstructure, mechanical properties and nanocrystallization mechanism of titanium alloys via surface mechanical treatment[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 642-651.
[12] LIU X C, ZHANG H W, LU K. Strain-Induced ultrahard and ultrastable nanolaminated structure in nickel[J]. Science, 2013, 342: 337-340.
[13] LI W L, TAO N R, LU K. Fabrication of a gradient nano- micro-structured surface layer on bulk copper by means of a surface mechanical grinding treatment[J]. Scripta Materialia, 2008, 59(5): 546-549.
[14] 牛 娜, 卫英慧, 林万明, 候利锋, 杜华云. 表面机械研磨处理对Cu-4Ti 合金组织及力学性能的影响[J]. 金属热处理, 2012, 37(8): 46-49.
NIU Na, WEI Ying-hui, LIN Wan-ming, HOU Li-feng, DU Hua-yun. Microstructure and mechanical properties of nano-crystalline surface layer in Cu-4Ti alloy induced by surface mechanical attrition treatment[J]. Heat Treatment of Metals, 2012, 37(8): 46-49.
[15] 高 波, 王 进, 李丽华, 姜虎森. 金属表面机械扭压处理组织性能研究[J]. 材料导报, 2015, 29(3): 107-110.
GAO Bo, WANG Jin, LI Li-hua, JIANG Hu-sen. Study on the structural property of surface mechanical pressure-torsion[J]. Materials Review, 2015, 29(3): 107-110.
[16] JANA S, MISHRA R S, BAUMANNB J B, GRANT G. Effect of stress ratio on the fatigue behavior of a friction stir processed cast Al-Si-Mg alloy[J]. Scripta Materialia, 2009, 61(10): 992-995.
[17] 王 海, 王廷和, 王 进, 李丽华, 姜虎森. AZ31B镁合金板料工具转动渐进成形不同润滑方式的比较[J]. 锻压技术, 2014, 39(2): 27-30.
WANG Hai, WANG Ting-he, WANG Jin, LI Li-hua, JIANG Hu-sen. Comparison of different lubrication methods of rotational incremental sheet forming for AZ31B magnesium alloy sheet[J]. Forging and Stamping Technology, 2014, 39(2): 27-30.
[18] LI Xia, GUO Feng, YANG Shu-yan. Measurement of load-carrying capacity of thin lubricating films[J]. Journal of Tribology, 2012, 134: 044501-1-044501-5.
[19] 褚晓东. 定倾滑块轴承油膜特性的实验研究[D]. 上海: 上海大学机电工程与自动化学院, 2012.
CHU Xiao-dong. Experimental study on oil film properties of fixed-incline slider bearing[D]. Shanghai: College of Mechanical Engineering & Automation of Shanghai University, 2012.
[20] 谢子令, 武晓雷, 谢季佳, 洪友士. 转速对高压扭转Cu试样的组织与性能的影响[J]. 材料热处理学报, 2010, 31(11): 109-115.
XIE Zi-ling, WU Xiao-lei, XIE Ji-jia, HONG You-shi. Effect of revolution speed on microstructure and microhardness of Cu specimens subjected to high-pressure torsion[J]. Transactions of Materials and Heat Treatment, 2010, 31(11): 109-115.
[21] 刘文胜, 刘东亮, 马运柱, 王 娟, 杨波平. 变形温度对2A14铝合金显微组织和力学性能的影响[J]. 中国有色金属学报, 2015, 25(2): 308-314.
LIU Wen-sheng, LIU Dong-liang, MA Yun-zhu, WANG Juan, YANG Bo-ping. Effects of deformation temperature on microstructure and mechanical properties of 2A14 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 308-314.
(编辑 龙怀中)
基金项目:国家自然科学基金资助项目(51205217)
收稿日期:2015-05-19;修订日期:2015-09-10
通信作者:王 进,副教授,博士;电话:13505328840;E-mail: jinwangqtech@163.com

