
DOI�� 10.11817/j.issn.1672-7207.2020.01.006
������������Ķܹ���Ƭλ�˼�ⷽ��
����1,�ս���1,������1,������1,����2,ׯǷΰ2
��1. �Ϻ���ͨ��ѧ ��е�붯������ѧԺ���Ϻ���200240��
2. �Ϻ�������������˾���Ϻ���200032��
ժҪ:��Զܹ���Ƭ��ʼ�ڷ������ƴװ�ۻ�������⣬���һ���µĹ�Ƭλ�˼�ⷽ�����÷��������ڹ�Ƭ�����Ӷ����ǵ㣬���ð�װ�ڹ�Ƭƴװ�������ϵ�3����������Թ�Ƭ��Ե����ɨ�裬���ݱ�Ե������λ����������Ƭ������������꣬�������Ƶ�������װ��Ƭ��ץȡλ�˺Ͱ�װλ�˱���ʽ��ʹ��SolidWorks����������άģ�����ṩ�������Ƚϲ�ͬ����λ�ö�λ�˼��㾫�ȵ�Ӱ�죬��֤�÷����Ŀ����ԡ��о���������������ṩ��������õ��Ĺ�Ƭλ������С����������ܹ���Ƭץȡ�Ͱ�װҪ�������Ƭ��Եɨ���ľ����ܹ������̬��⾫�ȡ�
�ؼ���:�ܹ���Ƭ��λ�˼�⣻���������ƴװ��
��ͼ�����:TH112;TU6 ���ױ�־��:A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±��:1672-7207��2020��01-0041-08
Position and posture detection method of shield segments using line laser sensors
GAO��Xiang1, TAO��Jianfeng1, WANG��Mingdou1, LIU��Chengliang1, YANG��Zheng2, ZHUANG��Qianwei2
(1. School of Mechanical Engineering, Shanghai Jiaotong University, Shanghai 200240, China��
2. Shanghai Tunnel Engineering Co. Ltd, Shanghai 200032, China)
Abstract: Considering the initial placement error and the cumulative error in segment assembly, a new method for detecting the position and pose of the shield segment was proposed. Three line laser sensors on the segment erector were used to scan the edges of the shield segment without any additional marks, and the coordinates of feature points on the segment were calculated through the relative position coordinates of edge points. According to the position coordinates of the feature points, the grasping pose and installation pose of the segment to be installed were deduced. With the SolidWorks software, the three-dimensional model was used to provide an example to compare the pose accuracy of different detection points and the feasibility of the scheme was verified. The results show that the position errors and orientation errors of the segment calculated by the scheme are small. This method can meet the requirements of the capture and installation of shield segments. Increasing the distance of the scanning points on the segment can improve the pose detecting accuracy.
Key words: shield segment; pose detection; line laser sensor; segment erector
�ܹ����������Ҫ�����ڵ��������ھ������ڵ�ǰ���й�·[1]����·[2]������[3]������ռ�ݹؼ���λ����Ƭƴװ���Ƕܹ�������е���Ҫ��ϵͳ����Ҫ����ܹ�ʩ���еĹ�Ƭƴװ����[4]����Ƭƴװ���˶��������ӣ��˹�����ƴװ����������Ӱ���˹�Ƭƴװ��Ч�ʺ��������Ҹ���ȫʩ����������[5]�����ȫ�Զ���Ƭƴװ��Ϊƴװ����չ�ķ���֮һ����Ƭƴװ���Ĺ�����Ҫ��Ϊ3�����̣��ֱ�Ϊ��Ƭץȡ����Ƭ���ͺ�Ƭ��װ[6]���ڹ�Ƭץȡʱ����Ƭ�İڷ�λ�ô�������Ҫ��ץȡװ����̬���е������ڰ�װʱ������������ɵĹؽ��ۻ����[7]����ƴװ��Ƭ��ʩ��ƴװ���[8]Ҳ��Թ�Ƭ��װ�������Ӱ�졣ͨ��ƴװ�������Ż����˶�����Ϳ����㷨�ĸĽ��ܹ���������ĩ��ִ�л����Ķ�λ����[9-11]�����������Ƭ��ʼ�ڷ�����Ŀ��λ��������⡣���ȷ����Ƭ�ij�ʼλ�˺Ͱ�װλ����ʵ�־�ƴװ����Ҫǰ�ᡣ������ڹ�Ƭλ�˼����о��϶࣬�����ձ���Ϊ���ȡ� WADA[12]������һ��ȫ�Զ���Ƭϵͳ����ϵͳ���ù�ѧ������������Ƭ��װλ�ˡ� TANAKA[13]������9�鼤�ⷢ�������������Ƭ�߲�ͼ�϶����Ϲ�����ⷨ�������ŷ�������Զ��ң�ػ�Ͽ��Ƽ�������������ƴװʱ�䣬���÷����������ڹ�Ƭץȡ������ HIRASAWA��[14]��ȫ�Զ�ƴװ��ƫ�������������Ӿ��Լ�ͼ�����㷨���иĽ���ƴװ��ʶ���Ƭ���ܵõ��˽�һ�����ơ��ձ������ع�������ó�����װ�öԹ�Ƭλ�˽��о�ȷ�����ķ���[15]��ʱ�����գ��ձ������ع�ҵ��ʽ���硢�ձ������ع�ҵ��ʽ�����ѳ�Ϊ������֪���Ķܹ�����������̣��������⡢���ص���ȼ�����δ���㷺Ӧ����ʵ��ʩ����[16]�����ڶ���ƴװ���о���Ҫ�����������Ϳ����㷨���Թ�Ƭ��̬��ʶ�������о�����[6]��SHI��[17]�����㶯�������˹�Ƭ��װ��λ�ú���̬���ȣ������˹�Ƭ��װ���ģ�ͣ���Ϊ���Դ�ڹ�Ƭ��װ�ж�λ�����Ӱ�������̬��������[18]����ͼ��ʶ����ʶ�����ڶܹ���Ƭ�ض�λ�õİб꣬�Ӷ������Ƭλ�ˣ����÷�ʽ��Ҫ������ÿ������װ��Ƭ�ϲ��ðбꡣ����������Դ���װ��Ƭ�ij�ʼ�ڷ�λ�˵�żȻƫ���ʩ���������ۻ���ƴװ���������3���������Ƭλ�˵ķ������㷨���÷��������ڹ�Ƭץȡλ�˺�Ƭ��װλ�˵ľ�ȷ���㣬�Ӷ���Ч��߹�Ƭƴװ���Ⱥ�ʵ�ֹ�Ƭƴװ�Զ�����
1 ��Ƭ��ⷽ��
����������λ��������Ӿ���������ȷ������ܹ�ʩ����֪ϵͳ��Ҫ�ڶ��ӻ��������н�ǿ���ȶ��ԣ����ԣ����ü��������֤ʩ�������е�ȷ���ԡ���3�����������װ�ڻ�е�̶ֹ����ϡ�ͨ�������������Ƭ��Ե�ķ������������װ��Ƭ��ʼ�ڷ�λ�˺�Ƭ��װĿ��λ�ˡ���λ�˼��㷽��ͬʱ�����ڹ�Ƭץȡ�εij�ʼ�ڷ�λ�˺�Ƭ��װ�ε�Ŀ�갲װλ�ˡ�
1.1����Ƭץȡλ�˼��
���ζܹ���Ƭƴװ��������Ҫ��������Ϊץȡ��Ƭ������Ƭ�Ͱ�װ��Ƭ3���������̡�������ץȡ��Ƭ�����У�ĩ��ִ�л�е��ץȡ�������Ĺ�Ƭ���ڳ�ʼ�ڷ�����е����Ҫ���ȼ���Ƭ��ʵ�ʰڷ�λ�ˣ�Ȼ�������ѹ滮�Ĺ켣��ɹ�Ƭץȡ������
����ƴװ��ƬΪԤ�ƻ��ι�Ƭ�����ڱ����ǰ뾶ΪR�Ļ����档��ͼ1��ʾ��ʹ��3�������������Ƭ�ڱ����Ե�ķ���ȷ����Ƭλ�ˡ�
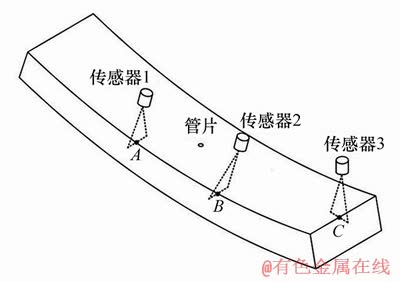
ͼ1�������������Ƭץȡλ��ԭ��
Fig. 1��Principle of measuring grasping pose of segment by laser sensors
�����������һ��ֱ���Ⲣ�����ڹ�Ƭ��Ե�ϣ��ڹ�Ƭ��Ե�ϻ��γ����ͻ�䡣��������İڷ�λ�ò���Ϊ2��������������Ƭ���ڱ���Բ���ߣ�1����������������ڵ��ڱ����ֱ�ߡ�ͨ����ⷴ���������ͻ���λ�ã�����ȷ�������ı�Ե��(��A����B�͵�C)�ֱ�����ڼ����������ά���ꡣ����A���B��Ϊ�ڱ���Բ�����������ͬ2�㣬C��Ϊ��ֱ�������һ�㡣Ȼ���Ϲ�Ƭ�ڱ��漸�������ͼ���3����Ե�㣬�����Ƭλ�˼�����ϵIJ�ֱ�߶����Բ����ԵԲ�ĵ�����������ڻ�е������ϵ�Ŀռ�����ֵ���ٸ�������������ڹ�Ƭץȡ����ϵ�Ŀռ�����ֵ��������ù�Ƭץȡ����ϵ���е������ϵ�����λ�˹�ϵ��
1.2����Ƭ��װλ�˼��
��Ƭ��װ����Ҫ�˶�Ϊ����Ƭ�Ӱ�װλ�ø����ƶ�����ȷ�İ�װλ�á�ʩ�������еIJ�ȷ�������ص�����װ�õĹ�Ƭ������λ���������ƫ�����ͬ������װ��Ƭλ���������ۻ�ЧӦ������������λ�ý���ƴװ���ܻ���ɹ�Ƭ��ײ�������϶����ˣ���Ƭƴװ�����˽���Ƭ��������װĿ��λ�ø�������Ҫ��һ�����ʵ�ʵİ�װλ�ˣ�Ȼ���ٽ��й�Ƭ����װ��
ͬ�������ð�װ�ڻ�е���ϵ�3��������������������Ѱ�װ�õĹ�Ƭ��Ե�ϡ���ͼ2��ʾ��2����������������װ��ƬĿ��λ��Բ���ߵ����ڹ�Ƭ�Ļ��ߣ�A���B��Ϊ�û����ϵ������ͬ���㡣���1���������䣬ͬ�����ڹ�Ƭ�IJ�ֱ�ߣ�C��Ϊ�ò�ֱ�������һ�㡣�����������ͻ��������ȡ����Ե��(��A����B�͵�C)�����������Ե���ڻ�е������ϵ�е���ά����ֵ��
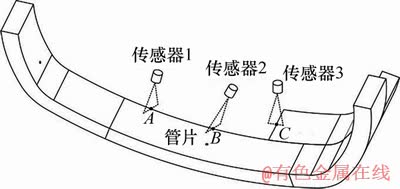
ͼ2�������������Ƭ��װλ��ԭ��
Fig. 2��Principle of measuring assembly pose of segment by laser sensors
��ϴ�װ��Ƭ���ڱ��漸�������������Ƭ��Ŀ�갲װλ��ʱ������������ڻ�е������ϵ����ά����ֵ���������֪���������ڹ�ƬĿ�갲װ����ϵ����ά����ֵ������õ���ƬĿ�갲װ����ϵ���е������ϵ��λ�˹�ϵ��
2 ��Ƭλ�˼��㷽��
2.1�������Ƭ����������
�������������֪��Ƭ��Եλ�ˣ���Ϲ�Ƭ�ڱ��漸����״�����Ƭ�������λ�����ꡣ�ٸ���������λ���������õ���װ��Ƭ��ץȡ����ϵ�Ͱ�װ����ϵ��λ�ˡ���Ƭץȡ�εij�ʼ�ڷ�λ�˺�Ƭ��װ�ε�Ŀ�갲װλ�ˣ�2��λ�˼��㷽����ͬ�������Թ�Ƭץȡ�εĹ�Ƭ��ʼ�ڷ�λ�˼���Ϊ�����н��ܡ�
��е������ϵ��ƴװ����������ϵ ��3�����������װ�ڻ�е����������ϵ�ֱ�������ϵ
��3�����������װ�ڻ�е����������ϵ�ֱ�������ϵ ������ϵ
������ϵ ������ϵ
������ϵ �������е������ϵ��ת�ƾ���ֱ�Ϊ
�������е������ϵ��ת�ƾ���ֱ�Ϊ ��
�� ��
�� ����ͼ3��ʾ����A�͵�BΪ���α�Ե�ϵ�������غ����㣬������ڸ��Դ���������Ϊ
����ͼ3��ʾ����A�͵�BΪ���α�Ե�ϵ�������غ����㣬������ڸ��Դ���������Ϊ ��
�� ����CΪ����ֱ�߱�Ե�ϵ����һ�㣬����Լ������3������Ϊ
����CΪ����ֱ�߱�Ե�ϵ����һ�㣬����Լ������3������Ϊ ������B�����C�����Ͻ�����3������ڻ�е������ϵ��������ʽ��ϵ��
������B�����C�����Ͻ�����3������ڻ�е������ϵ��������ʽ��ϵ��
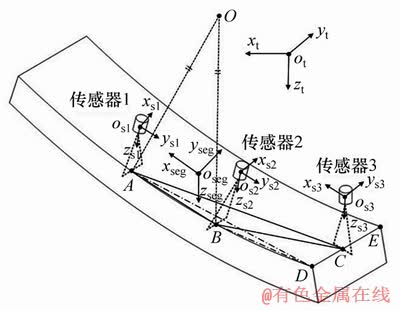
ͼ3��������������Ƭλ��ʾ��ͼ
Fig. 3��Calculation of position and position of segment by laser sensors
 (1)
(1)
ʹ���������Ƭλ�����⼴����֪ǰ��Բ������2��A��B����ֱ�Ϊ ��
�� ������Բ�����ϵ�C����Ϊ
������Բ�����ϵ�C����Ϊ ����DΪ��Ƭ�˵㣬����������ֱ����ABD���Լ��ڱ���Բ���뾶R������Ƭ����ϵ����ڻ�е������ϵ��ת������
����DΪ��Ƭ�˵㣬����������ֱ����ABD���Լ��ڱ���Բ���뾶R������Ƭ����ϵ����ڻ�е������ϵ��ת������ ��
��
�������ͨ���߶�ͻ�������ȡ���Ĺ�Ƭ��Ե�����ʾ�õ��ڸù�Ƭ��Ե�ϣ����õ����ڹ�Ƭ�ϵľ���λ����Ϣ�����ԣ���Ҫ��ϼ���漸������Լ�������֪��Ƭ����λ�õ������㡣ͨ����������ץȡ��Ƭ����ϵ �ͻ�е������ϵ����ά����ֵ������ץȡ��Ƭ����ϵ�ͻ�е������ϵ�����λ�ù�ϵ����Ƭ�ϵ�����������Թ�Ƭץȡ����ϵλ����֪�ĵ㡣ͨ�����ڷ������Լ����ͼ3�еĵ�D����E�͵�O�ڻ�е������ϵ�е���ά����ֵ��
�ͻ�е������ϵ����ά����ֵ������ץȡ��Ƭ����ϵ�ͻ�е������ϵ�����λ�ù�ϵ����Ƭ�ϵ�����������Թ�Ƭץȡ����ϵλ����֪�ĵ㡣ͨ�����ڷ������Լ����ͼ3�еĵ�D����E�͵�O�ڻ�е������ϵ�е���ά����ֵ��
��ͼ3�������Ρ�BCD�������Ρ�ACD���ù��ɶ�����ʽ(2)ǰ2�����̡�Բ�� ��ӦԲ�Ľ���Բ��
��ӦԲ�Ľ���Բ�� ��ӦԲ�Ľ�֮�͵���Բ��
��ӦԲ�Ľ�֮�͵���Բ�� ��Ӧ��Բ�Ľǣ��������Ǻ������Ǻ�ʽ��ʽ(2)��3�����̣��÷��������£�
��Ӧ��Բ�Ľǣ��������Ǻ������Ǻ�ʽ��ʽ(2)��3�����̣��÷��������£�
 (2)
(2)
����������ȡ�������ã�
 (3)
(3)
����
 (4)
(4)
 (5)
(5)
 (6)
(6)
����ʽ(2)�е�2�����̣���� ,
,  ,
, ��
�� ��
��
 (7)
(7)
 (8)
(8)
 (9)
(9)
 (10)
(10)
����ͼ3��������ABCD�еĽǶȺͳ��ȼ�����ȫ������������������֪�����������D����E�͵�O�ڻ�е������ϵ�е���ά����ֵ��
��֪ ��
�� ��
��
 �з��������£�
�з��������£�

 (11)
(11)
����ʽ(11)���õ���D����ڻ�е������ϵ����ά����ֵ ��
��
��֪��߳���Ϊ ,��������
,�������� �ϵ���һ���˵�E��
�ϵ���һ���˵�E��
 (12)
(12)
������õ�E����ڻ�е������ϵ����ά����ֵ ��
��
 (13)
(13)
���ݵ�A��B��D���Բ��O���ι�ϵ�������A��B��D�����Բ��O����ڻ�е������ϵ����ά����ֵ ��
��

 (14)
(14)
�����������Ƭ����D����Ƭ����E����ƬԲ�ĵ�O�ڻ�е������ϵ�е���ά����ֵ��
2.2�������Ƭ����ϵλ��
�������Ƭ����D����Ƭ����E����ƬԲ�ĵ�O�ڻ�е������ϵ�е���ά����ֵ����������������ڹ�Ƭ����ϵ�е�����ֵ ��
�� ��
��
 �������Ƭ����ϵ�ڻ�е������ϵ{t}��λ�ˡ�λ�˹�ϵ������ת����
�������Ƭ����ϵ�ڻ�е������ϵ{t}��λ�ˡ�λ�˹�ϵ������ת���� ��ƽ������
��ƽ������ ��ʾ���������¹�ϵ��
��ʾ���������¹�ϵ��
 (15)
(15)
���ȼ����D��E��O������ϵ�е��������� ���Լ���3��������ϵ�е���������
���Լ���3��������ϵ�е��������� ��
��
 (16)
(16)
 (17)
(17)
���Ļ��ɼ���ƽ��������Ӱ�죬���������ȼ�����ת��������ˣ����ڵ�D��E��O��2������ϵ�е�����������Ļ������ã�
 (18)
(18)
������ת�������Էֽ�Ϊ[19]
 (19)
(19)
���У� Ϊ��λ��
Ϊ��λ�� Ϊ���Գƾ���
Ϊ���Գƾ��� Ϊ�¸��������
Ϊ�¸��������
 (20)
(20)
��ʽ(15)������Ϊ
 (21)
(21)
չ��ʽ(21)�������õ�
 ��
��
 (22)
(22)
��ʽ(22)��д���£�
 (23)
(23)
������С����ԭ�����õ��¸��������
 (24)
(24)
����õ�����ʽ(20)�õ���ת����������ת�������ʽ(15)�У����ƽ�����������ˣ���Ƭ����ϵ�ڻ�е������ϵ{t}��λ���������
3 ��������
��SolidWorks�����н�������Ϊ1:1�Ĺ�Ƭ��άģ�ͣ���������ϵ���ڹ�Ƭ���ߺ��Ҳ�ֱ��ѡȡ���ɲ��ģ��������ı�Ե�㣬����PΪԲ�����ϵIJ�㣬QΪ��ֱ���ϲ�㣬��������������1��ʾ��
��Ƭ����ϵ����ڻ�е������ϵ{t}������RPY����������������ת��ƽ��[20]������ת����Ϊ[10��, 8��, 6��]������������ϵ{t}�� ����ת10�㣬��������ϵ{t}��
����ת10�㣬��������ϵ{t}�� ����ת8��, ���������ϵ{t}��
����ת8��, ���������ϵ{t}�� ����ת6�㡣Ȼ��ֱ������ᣬ�����ƽ��500 mm��100 mm��900 mm���õ���Ƭ����ϵ����ڻ�е������ϵ{t}��λ�˾�������ʽ��ʾ��
����ת6�㡣Ȼ��ֱ������ᣬ�����ƽ��500 mm��100 mm��900 mm���õ���Ƭ����ϵ����ڻ�е������ϵ{t}��λ�˾�������ʽ��ʾ��
��1����Ե��������ϵ �е�����ֵ
�е�����ֵ
Table 1��Coordinates of edge points in coordinate system
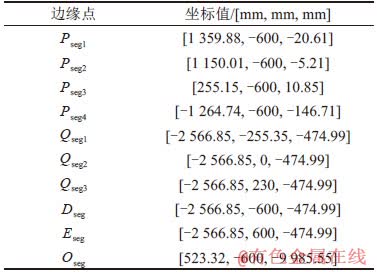
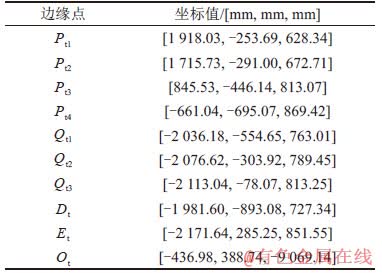
��2����Ե��������ϵ{t}�е�����ֵ
Table 2��Coordinates of edge points in coordinate system{t}
 (25)
(25)
���1 �еı�Ե��������ϵ{t}�е��������2��ʾ��
�Զܹ���Ƭλ�˽��м���ʱ�������㷨��ǰ���߲�� ������ѡ��2������������Ϊͼ3�д�����1�ʹ�����2�IJ�����ݣ���ֱ�߲��
������ѡ��2������������Ϊͼ3�д�����1�ʹ�����2�IJ�����ݣ���ֱ�߲�� ������ѡ��1��������Ϊ������3�IJ�����ݣ��ο�
������ѡ��1��������Ϊ������3�IJ�����ݣ��ο� ��
�� ��
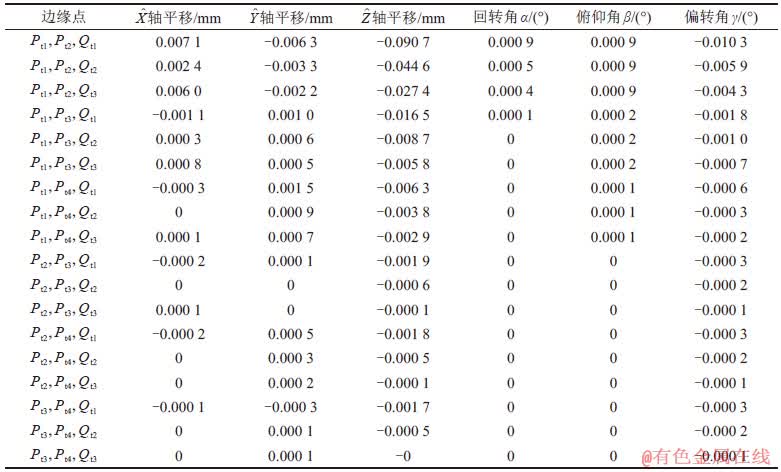
�� ��3��������������ϵ�еIJ��������õ�2�ڵļ��㷽���Ը�����Ƭ��λ�˽��м��㣬������ʵ��̬�Ƚϲ�������������3��ʾ��
��3��������������ϵ�еIJ��������õ�2�ڵļ��㷽���Ը�����Ƭ��λ�˽��м��㣬������ʵ��̬�Ƚϲ�������������3��ʾ��
��3���ܹ���Ƭλ�˼������
Table 3��Calculation error of position and posture of shield segment
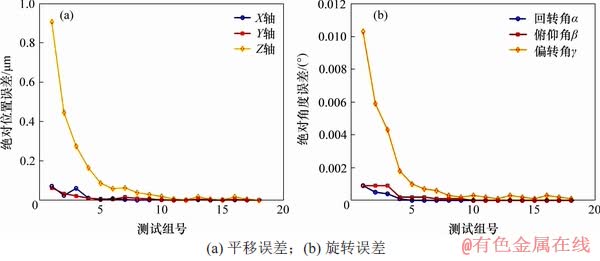
ͼ4������ܹ���Ƭλ�˼����������
Fig. 4��Calculation error of pose of segment for every group
�ӱ�3��֪��������ֵ���ֱ�Ϊ0.007 1 mm��0.006 3 mm��0.090 7 mm��0.000 9�㣬0.000 9���0.010 3�㡣���������ݰ���ƽ��������ת�Ƕ����ֱ���Ƴ�����ͼ4��
��ͼ4��֪��������Խ�ӽ��Ҳ࣬�����ϼ������ԽԶ��λ�����ԽС��ͬʱ�����ֱ���ϵļ������D��ԽԶ����̬����ҲԽ�ߡ���ˣ��ڱ�֤��������벻���ڹ�С������£�ѡ���⿿����Ƭ����D�������㣬ѡ���⿿����Ƭ����E��ֱ���㣬�ܹ���ýϺõļ�⾫�ȡ�
4 ����
1) ����˲���3�������������ץ��Ƭ�ͼ���װ��Ƭλ�˵ķ������÷���ֻ��Ҫ����Ƭ��Ե��������Ԥ�ƹ�Ƭ���������Ķ���ʵʩ����ɿ���
2) �Ƶ��˹�Ƭλ�˼���㷨�����㷨�ɸ���Բ������2������Ͳ�ֱ����1������ȷ����Ƭ����ϵ����ڻ�е������ϵ��λ�˹�ϵ��
3) ��Բ������ѡ��4�����㣬�ڲ�ֱ����ѡ��2����㣬�������γ�18����㣬�㷨���������ܻ�����õĽ���������㷨�����ֻ�����Խ�ӽ��Ҳ࣬���������������ԽԶ��λ�����ԽС�����ֱ���ϵļ������D��ԽԶ����̬����ҲԽ�ߡ�
�ο����ף�
[1] GONG Wenping, WANG Lei, JUANG C H, et al. Robust geotechnical design of shield-driven tunnels[J]. Computers and Geotechnics, 2014, 56: 191-201.
[2] XU Qianwei, ZHU Hehua, MA Xianfeng, et al. A case history of shield tunnel crossing through group pile foundation of a road bridge with pile underpinning technologies in Shanghai[J]. Tunnelling and Underground Space Technology, 2015, 45: 20-33.
[3] SUN Guangchen, XIE Jiayou, HE Shan, et al. Dynamic responses of bridge�Ctunnel overlapping structure for high-speed railway under different seismic excitations[J]. Geotechnical and Geological Engineering, 2019, 37(1): 43-60.
[4] ������� �����죬 ������, ��. ��ܳ�ƽ�ƹ�Ƭƴװ�������[J]. �ִ���������, 2012, 49(1): 166-170.
CHEN Yanbing, ZHANG Minqing, CHEN Xiaoyang, et al. Design of multifunctional long translation segment erector[J]. Modern Tunnelling Technology, 2012, 49(1): 166-170.
[5] YUAN Yingchao, ZHANG Yu. Building of fine-tuning mechanism posture and kinematics model for shield segment erector[J]. Advanced Materials Research, 2013, 634/635/636/637/638(1): 3737-3740.
[6] �ű�, �Ժ���, ����, ��. �ܹ���Ƭƴװ���������о���״[J]. ��ɽ��е, 2014(4): 1-6.
ZHANG Bi, ZHAO Haifeng, YANG Tao, et al. Research status of segment erector in shield tunneling machine at home and abroad[J]. Mining and Processing Equipment, 2014(4): 1-6.
[7] ��γ. �ܹ���Ƭƴװ���ṹ�����ܼ��[J]. ��е�������Զ���, 2012(1): 92-94.
CHEN Wei. Introduction to structure and features of shield erector[J]. Mechanical Engineering & Automation, 2012(1): 92-94.
[8] ���� �IJų�. ��Ƭ����ƴװƫ��Զܹ�������Ƭ����ˮ���ܵ�Ӱ�����[J]. ��������ѧ��, 2016, 38(11): 2017-2025.
ZENG Gehua, XIA Caichu. Effect of radial erection error of segments on waterproofness of segment rings of shield tunnels[J]. Chinese Journal of Geotechnical Engineering, 2016, 38(11): 2017-2025.
[9] GUO Wentao, GUO Weizhong, GAO Feng, et al. Innovative group-decoupling design of a segment erector based on GF set theory[J]. Chinese Journal of Mechanical Engineering, 2013, 26(2): 264-274.
[10] WU Chao, LIU Xinjun, WANG Liping, et al. Dimension optimization of an orientation fine-tuning manipulator for segment assembly robots in shield tunneling machines[J]. Automation in Construction, 2011, 20(4): 353-359.
[11] WANG Lintao, GONG Guofang, YANG Huayong, et al. The development of a high-speed segment erecting system for shield tunneling machine[J]. ASME Transactions on Mechatronics, 2013, 18(6): 1713-1723.
[12] WADA M. Automatic segment erection system for shield tunnels[J]. Advanced Robotics, 1990, 5(4): 429-443.
[13] TANAKA Y. Automatic segment assembly robot for shield tunneling machine[J]. Computer-Aided Civil and Infrastructure Engineering, 1995, 10(5): 325-337.
[14] HIRASAWA Y, HASHIMOTO H, WORI Y, et al. Development of automatic segment assembly robot for shield tunnelling machine[C]// BRILAKIS I. Proceedings of International Symposium on Automation and Robotics in Construction. Tokyo: ISARC, 1996: 813-820.
[15] MAKOTO S, FUMIO T,TERUYUKI M, et al. Assembly method for erector controller and lining work member��Japan��2004131979A [P]��2004-04-30.
[16] ����. ƴװ��Һѹϵͳ������ƴװ�켣���ܺķ���[D]. �Ϻ�: �Ϻ���ͨ��ѧ��е�붯������ѧԺ, 2014: 10-11.
CUI Jinzheng. Design and simulation of segment erector hydraulic control system and energy saving analysis of system assembly path[D]. Shanghai: Shanghai Jiaotong University. School of Mechanical Engineering, 2014: 10-11.
[17] SHI Hu, GONG Guofang, YANG Huayong. Drive system design and error analysis of the 6 degrees of freedom segment erector of shield tunneling machine[J]. Frontiers of Mechanical Engineering, 2011, 6(3): 369-376.
[18] ����, ������, ����Զ. �ܹ�����Ƭƴװ�Զ����ƴ��м��ϵͳ�����[J]. ��е����, 2018, 56(2): 74-77.
ZHANG Long, WANG Haibo, FAN Shuyuan. Design of automatic control, sensing and detection system for segment assembly of shield machine[J]. Machinery, 2018, 56(2): 74-77.
[19] YAO Jili, XU Yufei, XIAO Wei. Applications of lodrigues matrix in 3D coordinate transformation[J]. Geo-Spatial Information Science, 2007, 10(3): 173-176.
[20] BAJD T, MIHELJ M, MUNIH M. Introduction to robotics[M]. Dordrecht, Netherlands: Springer, 2013: 21-26.
���༭ ����ƽ��
�ո����ڣ� 2019 -03 -29; �����ڣ� 2019 -06 -10
������Ŀ(Foundation item)�������ص��з��ƻ���Ŀ(2017YFB1302601)���Ϻ�������������˾ר���о�������Ŀ(2017-SK-08) (Project(2017YFB1302601) supported by the Natioal Key R&D Program of China; Project(2017-SK-08) supported by the Special Scientific Research Program of Shanghai Tunnel Engineering Co. Ltd)
ͨ�����ߣ��ս��壬��ʿ�������ڣ����»�е���ӹ����о���E-mail��jftao@sjtu.edu.cn

